New Product Development Practice Application to an Early-Stage Firm
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Linking Design Management Skills and Design Function Organization: an Empirical Study of Spanish and Italian Ceramic Tile Producers
CASTELLÓN (SPAIN) LINKING DESIGN MANAGEMENT SKILLS AND DESIGN FUNCTION ORGANIZATION: AN EMPIRICAL STUDY OF SPANISH AND ITALIAN CERAMIC TILE PRODUCERS Ricardo Chiva (1), Joaquín Alegre (2), David Gobert (3), Rafael Lapiedra (1) (1) Universitat Jaume I, (2) Universitat de València, (3) ITC, Universitat Jaume I, ABSTRACT Design management is an increasingly important concept, research into which is very scarce. This paper deals with the fit between design management skills and design function organization, ranging from solely in-house to solely outsourced and including a mixture of the two. We carried out a survey in the Spanish and Italian ceramic tile industry, to which 177 product development managers responded. Our results revealed that companies have different degrees of design management skills depending on the approach to design function organization. Solely in-house design approach companies are the most skilled firms and solely outsourced ones are the least skilled. Despite the fact that the design function has apparently evolved towards outsourcing, this research supports the idea that, under certain conditions, the in-house design department is the best option in order to attain higher degrees of design management skills. Implications of the findings for both academics and practitioners are examined. P.BA - 79 CASTELLÓN (SPAIN) 1. INTRODUCTION In today’s competitive environment, design is becoming increasingly important. Good design, though, does not emerge by accident but as the result of a managed process (Bruce and Bessant, 2002, p. 38). Apart from the development process leading up to the creation of an artifact or product, the concept of design has traditionally involved a series of organizational activities, practices or skills that are required for this development to be achieved (Gorb and Dumas, 1987). -
Roundabout Planning, Design, and Operations Manual
Roundabout Planning, Design, and Operations Manual December 2015 Alabama Department of Transportation ROUNDABOUT PLANNING, DESIGN, AND OPERATIONS MANUAL December 2015 Prepared by: The University Transportation Center for of Alabama Steven L. Jones, Ph.D. Abdulai Abdul Majeed Steering Committee Tim Barnett, P.E., ALDOT Office of Safety Operations Stuart Manson, P.E., ALDOT Office of Safety Operations Sonya Baker, ALDOT Office of Safety Operations Stacey Glass, P.E., ALDOT Maintenance Stan Biddick, ALDOT Design Bryan Fair, ALDOT Planning Steve Walker, P.E., ALDOT R.O.W. Vince Calametti, P.E., ALDOT 9th Division James Brown, P.E., ALDOT 2nd Division James Foster, P.E., Mobile County Clint Andrews, Federal Highway Administration Blair Perry, P.E., Gresham Smith & Partners Howard McCulloch, P.E., NE Roundabouts DISCLAIMER This manual provides guidelines and recommended practices for planning and designing roundabouts in the State of Alabama. This manual cannot address or anticipate all possible field conditions that will affect a roundabout design. It remains the ultimate responsibility of the design engineer to ensure that a design is appropriate for prevailing traffic and field conditions. TABLE OF CONTENTS 1. Introduction 1.1. Purpose ...................................................................................................... 1-5 1.2. Scope and Organization ............................................................................... 1-7 1.3. Limitations ................................................................................................... -

Privacy When Form Doesn't Follow Function
Privacy When Form Doesn’t Follow Function Roger Allan Ford University of New Hampshire [email protected] Privacy When Form Doesn’t Follow Function—discussion draft—3.6.19 Privacy When Form Doesn’t Follow Function Scholars and policy makers have long recognized the key role that design plays in protecting privacy, but efforts to explain why design is important and how it affects privacy have been muddled and inconsistent. Tis article argues that this confusion arises because “design” has many different meanings, with different privacy implications, in a way that hasn’t been fully appreciated by scholars. Design exists along at least three dimensions: process versus result, plan versus creation, and form versus function. While the literature on privacy and design has recognized and grappled (sometimes implicitly) with the frst two dimensions, the third has been unappreciated. Yet this is where the most critical privacy problems arise. Design can refer both to how something looks and is experienced by a user—its form—or how it works and what it does under the surface—its function. In the physical world, though, these two conceptions of design are connected, since an object’s form is inherently limited by its function. Tat’s why a padlock is hard and chunky and made of metal: without that form, it could not accomplish its function of keeping things secure. So people have come, over the centuries, to associate form and function and to infer function from form. Software, however, decouples these two conceptions of design, since a computer can show one thing to a user while doing something else entirely. -
Introduction: Design Epistemology
Design Research Society DRS Digital Library DRS Biennial Conference Series DRS2016 - Future Focused Thinking Jun 17th, 12:00 AM Introduction: Design Epistemology Derek Jones The Open University Philip Plowright Lawrence Technological University Leonard Bachman University of Houston Tiiu Poldma Université de Montréal Follow this and additional works at: https://dl.designresearchsociety.org/drs-conference-papers Citation Jones, D., Plowright, P., Bachman, L., and Poldma, T. (2016) Introduction: Design Epistemology, in Lloyd, P. and Bohemia, E. (eds.), Future Focussed Thinking - DRS International Conference 20227, 27 - 30 June, Brighton, United Kingdom. https://doi.org/10.21606/drs.2016.619 This Miscellaneous is brought to you for free and open access by the Conference Proceedings at DRS Digital Library. It has been accepted for inclusion in DRS Biennial Conference Series by an authorized administrator of DRS Digital Library. For more information, please contact [email protected]. Introduction: Design Epistemology Derek Jonesa*, Philip Plowrightb, Leonard Bachmanc and Tiiu Poldmad a The Open University b Lawrence Technological University c University of Houston d Université de Montréal * [email protected] DOI: 10.21606/drs.2016.619 “But the world of design has been badly served by its intellectual leaders, who have failed to develop their subject in its own terms.” (Cross, 1982) This quote from Nigel Cross is an important starting point for this theme: great progress has been made since Archer’s call to provide an intellectual foundation for design as a discipline in itself (Archer, 1979), but there are fundamental theoretical and epistemic issues that have remained largely unchallenged since they were first proposed (Cross, 1999, 2007). -
Technology Planning for Emerging Business Model and Regulatory Integration: the Case of Electric Vehicle Smart Charging
Portland State University PDXScholar Engineering and Technology Management Faculty Publications and Presentations Engineering and Technology Management 9-1-2016 Technology Planning for Emerging Business Model and Regulatory Integration: The Case of Electric Vehicle Smart Charging Kelly Cowan Portland State University Tugrul U. Daim Portland State University, [email protected] Follow this and additional works at: https://pdxscholar.library.pdx.edu/etm_fac Part of the Operations Research, Systems Engineering and Industrial Engineering Commons Let us know how access to this document benefits ou.y Citation Details Cowan, Kelly and Daim, Tugrul U., "Technology Planning for Emerging Business Model and Regulatory Integration: The Case of Electric Vehicle Smart Charging" (2016). Engineering and Technology Management Faculty Publications and Presentations. 104. https://pdxscholar.library.pdx.edu/etm_fac/104 This Article is brought to you for free and open access. It has been accepted for inclusion in Engineering and Technology Management Faculty Publications and Presentations by an authorized administrator of PDXScholar. Please contact us if we can make this document more accessible: [email protected]. 2016 Proceedings of PICMET '16: Technology Management for Social Innovation Technology Planning for Emerging Business Model and Regulatory Integration: The Case of Electric Vehicle Smart Charging Kelly Cowan, Tugrul U Daim Dept. of Engineering and Technology Management, Portland State University, Portland OR - USA Abstract--Smart grid has been described as the Energy I. LITERATURE REVIEW Internet: Where Energy Technology meets Information Technology. The incorporation of such technology into vast Literature from several key literature streams has been existing utility infrastructures offers many advantages, reviewed and research gaps were identified. -
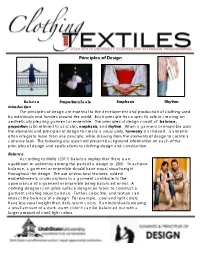
Principles of Design
Principles of Design Balance Proportion/Scale Emphasis Rhythm Introduction The principles of design are essential to the development and production of clothing used by individuals and families around the world. Each principle has a specific role in creating an aesthetically pleasing garment or ensemble. The principles of design consist of: balance, proportion (also referred to as scale), emphasis, and rhythm. When a garment or ensemble uses the elements and principles of design to create a visual unity, harmony is achieved. Garments often integrate more than one principle, while drawing from the elements of design to create a cohesive look. The following discussion will present background information on each of the principles of design and applications to clothing design and construction. Balance According to Wolfe (2011) balance implies that there is an equilibrium or uniformity among the parts of a design (p. 205). To achieve balance, a garment or ensemble should have equal visual weight throughout the design. The use of structural features, added embellishments, or decorations to a garment contribute to the appearance of a garment or ensemble being balanced or not. A clothing designer can utilize surface designs on fabric to construct a garment creating visual balance. Further, color, line, and texture can impact the balance of a design. For example, cool and light colors have less visual weight than dark, warm colors. If an individual is wearing a small amount of a dark, warm color it can be balanced out with a larger amount of cool, light colors. Balance used in clothing design can be categorized into two groups: Formal and Informal Balance. -

Strategic Approach to Product Design and Development Process, And
İşletme Fakültesi Dergisi, Cilt 8, Sayı 1, 2007, 43-67 STRATEGIC APPROACH TO PRODUCT DESIGN AND DEVELOPMENT PROCESS, AND EFFECTIVENESS OF INDUSTRIAL DESIGN PRACTICES Aykut Berber *, İbrahim Aksel ** ABSTRACT Emerging economies face international competition and moreover, similar technology applies to organizations in the relevant industry. Therefore companies must strive to keep their market positions or create new business opportunities. Novel and innovative strategies are required in either case, which depends on differentiation in the market. Recognized as a value for sustainable competitive advantage and commercial success, industrial design (ID) has an essential role. This paper proposes that strategic approach to product design and development process is beneficial for the effectiveness of ID practices. Context of the research in the study is divided into two sections. The first section derived from a study previously conducted in Poland and aimed to observe whether Turkish companies recognized ID as a strategic tool for differentiation. A comparison of the results was made with the results obtained in Poland. The second section of the research context focuses on Turkish companies. To explore how strategic approach to product design and development process impacts on ID practices; factors and hypotheses were generated through principal components analysis prior to regression analysis to analyze the relationship. 198 companies from textile, furniture, and home appliances industries took part in the research. Major indications of the research show that strategic effect of teamwork has a central role in effective ID practices. Keywords: Industrial Design, Strategic Innovation, Product Development ÜRÜN TASARIM VE GELİŞTİRME SÜRECİNE STRATEJİK YAKLAŞIM VE ENDÜSTRİYEL TASARIM FAALİYETLERİNİN ETKİNLİĞİ ÖZET Gelişmekte olan ekonomilerdeki işletmeler, hiç kuşkusuz bir yandan uluslararası rekabet koşullarıyla öte yandan aynı alanda faaliyet gösteren diğer işletmelerin aynı teknolojiyi kullanmasının yaygınlaşmasıyla mücadele etmek durumundadır. -

Creativity and Evolution: a Metadesign Perspective
Elisa Giaccardi and Gerhard Fischer Creativity and Evolution: A Metadesign Perspective Abstract In a world that is not predictable, improvisation, evolution, and innovation are more than a luxury: they are a necessity. The challenge of design is not a matter of getting rid of the emergent, but rather of including it and making it an opportunity for more creative and more adequate solutions to problems. Whereas user-centered and participatory design approaches (whether done for users, by users, or with users) have focused primarily on activities and processes taking place at design time, and have given little emphasis and provided few mechanisms to support systems as living entities that can be evolved by their users, metadesign is an emerging conceptual framework aimed at defining and creating social and technical infrastructures in which new forms of collaborative design can take place. Metadesign extends the traditional notion of design beyond the original development of a system to include co-adaptive processes between users and systems, which enable the users to act as designers and be creative. This paper presents the results of our studies and design activities in the last two decades at the Center for LifeLong Learning & Design of the University of Colorado at Boulder. Keywords Metadesign, design time, use time, multidimensional design space, open systems, adaptable interaction, embodiment, co-creation, co-evolution, social creativity, boundary objects, seeds, mediators, SER process model, critics, reuse, affect. Introduction In a world that is not predictable, improvisation, evolution, and innovation are more than a luxury: they are a necessity. The challenge of design is not a matter of getting rid of the emergent, but rather of including it and making it an opportunity for more creative and more adequate solutions to problems. -

Product Development Value Stream Mapping (PDVSM) Manual
Product Development Value Stream Mapping (PDVSM) Manual Release 1.0 September 2005 Hugh L. McManus, PhD The Lean Aerospace Initiative Sept. 2005 Product Development Value Stream Mapping (PDVSM) Manual 1.0 Prepared by: Dr. Hugh L. McManus Metis Design 222 Third St., Cambridge MA 02142 [email protected] for the Lean Aerospace Initiative Center for Technology, Policy, and Industrial Development Massachusetts Institute of Technology 77 Massachusetts Avenue • Room 41-205 Cambridge, MA 02139 The author acknowledges the financial support for this research made available by the Lean Aerospace Initiative (LAI) at MIT, sponsored jointly by the US Air Force and a consortium of aerospace companies. All facts, statements, opinions, and conclusions expressed herein are solely those of the author and do not in any way reflect those of the LAI, the US Air Force, the sponsoring companies and organizations (individually or as a group), or MIT. The latter are absolved from any remaining errors or shortcomings for which the author takes full responsibility. This document is copyrighted 2005 by MIT. Its use falls under the LAI consortium agreement. LAI member companies may use, reproduce, and distribute this document for internal, non-commercial purposes. This notice should accompany any copies made of the document, or any parts thereof. This document is formatted for double-sided printing and edge binding. Blank pages are inserted for this purpose. Color printing is preferred, but black-and-white printing should still result in a usable document. TABLE -

The Principles of Inclusive Design
Proceedings of COBEM 2005 18th International Congress of Mechanical Engineering Copyright © 2005 by ABCM November 6-11, 2005, Ouro Preto, MG THE PRINCIPLES OF INCLUSIVE DESIGN Flavia Bonilha Alvarenga Universidade Estadual de Campinas – DPM/FEM/UNICAMP – C.P.- 6122 – Cep 13083-860 Campinas - SP [email protected] Franco Giuseppe Dedini Universidade Estadual de Campinas – DPM/FEM/UNICAMP – C.P.- 6122 – Cep 13083-860 Campinas - SP [email protected] Abstract. The world population is aging and the number of people with special needs is also increasing. Nowadays, new technology and products have been developed to improve quality of life. In general, the products are designed for a specific target, the able-bodied people, excluding the rest of the population. It is known that many products are not accessible to large sections of the population. Hence, there is an urgent need for developing an inclusive methodology based on better understanding of the principles of inclusive design, which will lead to minimizing the impact of impairments and thereby extend life quality. A discussion about what constitutes good inclusive design is presented. The aim of this paper is to introduce and discuss the principles of inclusive design for implementing an inclusive methodology. Keywords: Inclusive design, Design for all, Inclusive methodology, Inclusion, Accessibility. 1. Introduction The world population is aging and the number of people with special needs is increasing. There is a need to design inclusive products to accommodate this wide range of capabilities and develop a methodology to guide the designers. The design of a product, when initiated, follows a sequence of events, in a chronological order, forming a model, which usually is common to all the designs (Back, 1983). -

Effective New Product Ideation: IDEATRIZ Methodology
Effective New Product Ideation: IDEATRIZ Methodology Marco A. de Carvalho Universidade Tecnológica Federal do Paraná, Mechanical Engineering Department, Av. Sete de Setembro 3165, 80230-901 Curitiba PR, Brazil [email protected] Abstract. It is widely recognized that innovation is an activity of strategic im- portance. However, organizations seeking to be innovative face many dilem- mas. Perhaps the main one is that, though it is necessary to innovate, innovation is a highly risky activity. In this paper, we explore the origin of product innova- tion, which is new product ideation. We discuss new product ideation ap- proaches and their effectiveness and provide a description of an effective new product ideation methodology. Keywords: Product Development Management, New Product Ideation, TRIZ. 1 Introduction Introducing new products is one of the most important activities of companies. There is a significant correlation between innovative firms and leadership status [1]. On the other hand, evidence shows that most of the new products introduced fail [2]. There are many reasons for market failures of new products. This paper deals with one of the main potential sources for success or failure in new products: the quality of new product ideation. Ideation is at the start of product innovation, as recognized by eminent authors in the field such as Cooper [1], Otto & Wood [3], Crawford & Di Benedetto [4], and Pahl, Beitz et al. [5]. According to the 2005 Arthur D. Little innovation study [6], idea management has a strong impact on the increase in sales associated to new products. This impact is measured as an extra 7.2 percent of sales from new products and makes the case for giving more attention to new product ideation. -
New Product Development Methods: a Study of Open Design
New Product Development Methods: a study of open design by Ariadne G. Smith S.B. Mechanical Engineering Massachusetts Institute of Technology, 2010 SUBMITTED TO THE DEPARTMENT OF ENGINEERING SYSTEMS DEVISION AND THE DEPARTMENT OF MECHANICAL ENGINEERING IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREES OF MASTER OF SCIENCE IN TECHNOLOGY AND POLICY AND MASTER OF SCIENCE IN MECHANICAL ENGINEERING A; SW AT THE <iA.Hu§TTmrrE4 MASSACHUSETTS INSTITUTE OF TECHNOLOGY H 2 INSTI' SEPTEMBER 2012 @ 2012 Massachusetts Institute of Technology. All rights reserved. Signature of Author: Department of Engineering Systems Division Department of Mechanical Engineering Certified by: LI David R. Wallace Professor of Mechanical Engineering and Engineering Systems Thesis Supervisor Certified by: Joel P. Clark P sor of Materials Systems and Engineering Systems Acting Director, Te iology and Policy Program Certified by: David E. Hardt Ralph E. and Eloise F. Cross Professor of Mechanical Engineering Chairman, Committee on Graduate Students New Product Development Methods: a study of open design by Ariadne G. Smith Submitted to the Departments of Engineering Systems Division and Mechanical Engineering on August 10, 2012 in Partial Fulfillment of the Requirements for the Degree of Master of Science in Technology and Policy and Master of Science in Mechanical Engineering ABSTRACT This thesis explores the application of open design to the process of developing physical products. Open design is a type of decentralized innovation that is derived from applying principles of open source software and crowdsourcing to product development. Crowdsourcing has gained popularity in the last decade, ranging from translation services, to marketing concepts, and new product funding.