DOE 2016 Transformers Energy Efficiency Changes Impact on Inrush
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Prefluxing Technique to Mitigate Inrush Current of Three-Phase Power Transformer Mr.Pradeep J.Kotak1 Prof.Jaikaran Singh2
International Journal of Scientific & Engineering Research, Volume 4, Issue 6, June-2013 135 ISSN 2229-5518 Prefluxing Technique to Mitigate Inrush Current of Three-Phase Power Transformer 1 2 Mr.Pradeep J.Kotak Prof.Jaikaran Singh Abstract— At the time of transformer energization, a high current will be drawn by the transformer. This current is called transient inrush current and it may rise to ten times the nominal full load current of transformer during operation. Energization transient can produce mechan- ical stress in the transformer causes protection system mal-function. This current often affects the power system quality and may disrupt the operation of sensitive electrical loads such as computer and medical equipment connected to the system. Reduction and the way to control ener- gization transient currents have become important concerns to the power industry. Conventionally, controlled switching or point on wave switching was the method being used to counter the problem, but this method requires the knowledge of residual fluxes of transformer before energization, which was quite tedious to get. Hence, this paper proposes a technique to mitigate inrush current in three phase transformers which involves injecting some amount of DC flux in the primary of transformer, the process known as prefluxing. After setting the initial fluxes of the transformer it is energized by conventional controlled switching. To verify the efficientness of the proposed prefluxing method to miti- gate inrush current for power transformer, a MATLAB simulation model is designed and developed. The results are verified using the sample in which transformer is connect with a supply source, which have conformed the efficient inrush current control. -
Damping of Inrush Current in Low-Voltage PFC Equipment Low-Voltage PFC
Damping of Inrush Current in Low-Voltage PFC Equipment Low-Voltage PFC Application Note 2001 http://www.epcos.com Power Quality Contents General 3 The risks of high inrush current 4 Single capacitor connection, inrush current calculation 6 Parallel capacitor connection, inrush current calculation 7 Various solutions for limiting inrush current serial aircoils 7 Detuning reactors, connection cable selection 8 Capacitor contactors with damping resistors Functionality/comparison 9 Comparison 10 Capacitor bank switching under various conditions 11 2 EPCOS AG Damping of Inrush Current in Low-Voltage PFC Equipment General The market trend to reduce losses in modern low-voltage power- factor-correction capacitors (LV-PFCs) and the requirement for high output density result in reduced 1 ohmic resistance in PFC capacitors. xc = Especially the switching of capa- π citors in parallel to others of the 2* *f*c bank, already energized, causes extremely high inrush current, up to 200 times the rated current, Eq1: and limited only by the ohmic Switching operation: f ➝∞ © x ➝0 © î ➝200 I resistance of the capacitor itself. c * r According to the formula (Eq1), such a capacitor’s AC resistance is very low and thus contributes to high inrush current. M 3~ 25 kVAr 25 kVAr 25 kVAr 25 kVAr 25 kVAr 25 kVAr 25 kVAr 12.5 kVAr 187,5 kVAr KLK1709-W High inrush current for grid, high balancing currents for capacitors LV-PFC capacitor bank Inrush current (pulse) is a factor of: a Remaining capacitor voltage due to fast switching in auto- matic capacitor banks a Shortcircuit -
NTC Inrush Current Limiters, Application Notes
NTC Inrush Current Limiters Application notes Date: November 2015 © EPCOS AG 2015. Reproduction, publication and dissemination of this publication, enclosures hereto and the information contained therein without EPCOS' prior express consent is prohibited. EPCOS AG is a TDK Group Company. Application notes 1 Applications utilizing the non-linear voltage/current characteristic (in self-heated mode) 1.1 Inrush current limiting Many items of equipment like switch-mode power supplies, electric motors or transformers exhibit excessive inrush currents when they are turned on, meaning that other components may be dam- aged or fuses may be tripped. With NTC thermistors it is possible to effectively limit these cur- rents, at attractive cost, by connecting a thermistor in series with the load. The NTC thermistors specially developed for this application limit the current at turn-on by their relatively high cold resistance. As a result of the current load the thermistor heats up and reduces its resistance by a factor of 10 to 50; the power it draws reduces accordingly. NTC thermistors are able to effectively handle higher inrush currents than fixed resistors with the same power consumption. Figure 1 Inrush current curves in a simple DC circuit The NTC thermistor thus provides protection from undesirably high inrush currents, while its resis- tance remains negligibly low during continuous operation. 1.2 Series and parallel connection An NTC thermistor is always connected in series with the load to be protected. If the inrush cur- rent cannot be handled by one thermistor alone, two or more thermistor elements can be con- nected in series. Paralleling several NTC thermistors is inadmissible, since the load will not be evenly distributed. -
Technical Explanation for Power Supplies
Technical Explanation for Power Supplies CSM_PowerSupply_TG_E_8_3 Introduction Sensors What Is a Power Supply? To obtain electricity, we use commercial AC power that is sent from power plants. But the integrated circuits and electronic components used inside office automation equipment, factory automation equipment, and other electronics cannot be operated with the AC voltage, and they will be damaged by the high voltages. Stable DC voltages are required to operate these integrated circuits and electronic components. Switches Safety Components Relays Control Components The device that converts commercial AC power to regulated DC power is called a regulated DC Power Supply. There are two main methods for controlling regulated DC Power Supplies. Switch-mode Power Supplies and Linear Power Supplies are regulated DC Power Supplies, which are generally referred to as Power Supplies. Currently, Switch-mode Power Supplies are the most common because they are compact, lightweight, and highly efficient. Configuration and Principles Selection Methods Switch-mode Power Supplies Select a model of Power Supply according to your application. Switch-mode Power Supplies take commercial AC power as the input and convert it to high-frequency power using the Power Supply high-speed switching of semiconductors to obtain the required direct current. Switch-mode Power Supplies are used for most electronic devices as power supplies because they are compact, lightweight, and highly efficient. Load Steps down the voltage with a high-frequency (40 to 200 kHz) Converts AC into DC transformer. The primary and by rectifying and secondary sides are insulated from smoothing AC. each other. Input Voltage Each Power Supply has an input voltage range. -
NTC Thermistors for Inrush Current Limiting, Leaded and Coated Disks
NTC thermistors for inrush current limiting Leaded and coated disks Series/Type: B57364S0***M0** Date: October 2013 © EPCOS AG 2013. Reproduction, publication and dissemination of this publication, enclosures hereto and the information contained therein without EPCOS' prior express consent is prohibited. Inrush current limiters B57364S0***M0** ICLs S364 Applications Dimensional drawing Switch-mode power supplies Soft-start motors, e.g. in vacuum cleaners Features Useable in series connections up to 265 VRMS Coated thermistor disk Kinked leads of tinned copper wire Wide resistance range Manufacturer's logo, NTC and resistance value stamped on UL approval (E69802) Options Resistance tolerance <20% and alternative lead configurations available on request Dimensions in mm Approx. weight 4 g Delivery mode Bulk (standard) or with cardboard tape on 500-mm reel General technical data Climatic category (IEC 60068-1) 55/170/21 Max. power (at 25 °C) Pmax 5.1 W Resistance tolerance ∆RR/RR ±20 % Rated temperature TR 25 °C Dissipation factor (in air) δth approx. 24 mW/K Thermal cooling time constant (in air) τc approx. 100 s Heat capacity Cth approx. 2400 mJ/K Electrical specification and ordering codes 1) 1) R25 Imax Ctest Ctest Rmin Ordering code ° (0...65 °C) 230 V AC 110 V AC (@ Imax, 25 C) Ω A µF µF Ω 1 16.0 1000 4000 0.021 B57364S0109M0** 2 12.0 1000 4000 0.036 B57364S0209M0** 2.5 11.0 1000 4000 0.044 B57364S0259M0** 4 9.5 1000 4000 0.059 B57364S0409M0** 5 8.5 1000 4000 0.073 B57364S0509M0** 10 7.5 1000 4000 0.098 B57364S0100M0** ** = Delivery mode 00 = Bulk 51 = Reel packing 1) For details on the capacitance Ctest please refer to "Application notes", chapter 1.6. -

Bulletin 1606 Switched Mode Power Supplies Catalog Number: 1606-XLE96B-2
Reference Manual Bulletin 1606 Switched Mode Power Supplies Catalog Number: 1606-XLE96B-2 Index Page Page 1. Intended Use .......................................................3 2. Installation Requirements...................................3 19. Environmental Compliance ............................. 14 3. AC-Input...............................................................4 20. Physical Dimensions and Weight ..................... 15 4. DC-Input...............................................................5 21. Accessories ........................................................ 16 5. Input Inrush Current ...........................................5 22. Application Notes ............................................. 17 6. Output .................................................................6 22.1. Peak Current Capability ...........................17 7. Hold-up Time .......................................................7 22.2. Back-feeding Loads ..................................17 8. Efficiency and Power Losses................................8 22.3. Charging Batteries ...............................18 9. Functional Diagram.............................................9 22.4. External Input Protection .........................18 10. Front Side and User Elements.............................9 22.5. Inductive and Capacitive Loads ................18 11. Terminals and Wiring........................................10 22.6. Parallel Use to Increase Output Power ....19 12. Reliability ...........................................................10 -

Inrush Related Problems Caused by Lamps with Electronic Drivers and Their Mitigation
Recent Researches in System Science Inrush Related Problems Caused by Lamps with Electronic Drivers and Their Mitigation VLADIMIR ĆUK, JOSEPH F.G. COBBEN, WIL L. KLING Electrical Engineering Department, Electrical Energy Systems Eindhoven University of Technology Den Dolech 2, PO Box 513, 5600 MB Eindhoven THE NETHERLANDS [email protected] Abstract: - New types of appliances sometimes bring unexpected power quality problems. On several locations it was reported that energy-saving lamps cause random false tripping of circuit breakers. In all of these cases these lamps had electronic drivers. An investigation of this phenomenon is presented in the paper. Laboratory measurements were done on several types of LED and gas-discharge lamps to obtain their inrush characteristics. Some lamps are found not to cause the problem even in large numbers, while other lamps show the ability to cause a false trip even in small numbers. Different solutions to the problem are considered. One of the proposed solutions is mitigation trough an external device, and a prototype of such a device was built and tested in the laboratory. Key-Words: - energy-saving lamp, false tripping, inrush, mitigation, power quality 1 Introduction One working principle of such a device is proposed Energy efficiency initiatives brought a lot of in the paper, and a low-cost prototype was built and development in the area of lighting systems. New tested in the laboratory. Results showed that the types of gas-discharge and solid-state lamps are problem can be solved through such a device. known to have considerably lower power consumption than the incandescent lamps with the same luminous flux. -

Inrush-Current Limiting Wirewound Resistors to Charge the DC-Link
CONTENT PROTECTION Inrush-Current Limiting Wirewound Resistors to Charge the DC-Link Capacitor of an Electric Drive System When a drive system is powered up, a resistor is used to limit the inrush current during the charging of the DC-link capacitor. Without such a resistor, the current could destroy the drive input stage (the AC/DC converter) or trigger the upstream protection of the mains network. Furthermore, the resistor shall assure a smooth and complete charging of the DC-link capacitor. By Dieter Burger, COMPOTEC electronics GmbH representing Ty-Ohm from Taiwan Charging the DC-Link Capacitor with Inrush-Current Limiting • By using a Wirewound Resistor, it is possible to calculate the exact Resistors inrush currents and charging-times under all operating tempera- When limiting inrush currents with an ohmic resistor in series to the tures. It can be assured that the DC-link capacitors will be always load, the resulting power loss decreases the power efficiency of the fully charged under all application conditions. circuit. After the DC-link capacitor has been charged, however most • With a correctly dimensioned Wirewound Resistor it is possible to power electronic circuits bypass the inrush current limiting component repeat the switch-on processes of the device more quickly than with with a switching element, e.g. with a relay or triac. a PTC to achieve fully loaded capacitors. The suitable robustness Inrush current limiter can be verified in a test where the Wirewound Resistor is stressed to charge the capacitor within a defined time. Then the capacitor will be discharged within a defined waiting-time. -
A Study of Effect of Magnetizing Inrush Current on Different Ratings of Transformers
ISSN (Print) : 2320 – 3765 ISSN (Online): 2278 – 8875 International Journal of Advanced Research in Electrical, Electronics and Instrumentation Engineering (An ISO 3297: 2007 Certified Organization) Vol. 3, Issue 4, April 2014 A Study of Effect of Magnetizing Inrush Current on Different Ratings Of Transformers Reena Moon 1, R.K.Dhatrak2 Student, Department of Electrical Engineering , Rajiv Gandhi College of Engineering ,Chandrapur, India1 Associate Professor , Rajiv Gandhi College of Engineering ,Chandrapur, India 2 ABSTRACT: Transformer is a very important and major component in power system. It finds a major use in various sectors. In order to reduce the cost and the weight of the core, modern transformers are used at high saturation level which leads to harmonics in the voltage and the current .The resultant harmonics affects the performance of transformer and leads to increase in losses. So for a power system to work efficiently it becomes critically important to asses the harmonics that are generated .In this paper we simulate a power system using MATLAB Simulation. Here we compare the performance of différent rating of power transformers and study the effect of magnetizing inrush current at different switching angle. KEYWORDS: Transformer, harmonics, Losses, Inrush. I.INTRODUCTION One of the most important equipment in power system is the transformer that changes in size, types, and connections. A power transformer functions as a node to connect two different voltage levels. Therefore, the continuity of transformer operation is of vital importance for maintaining the reliability of power supply. Any unscheduled repair work, especially replacement of faulty transformer is very expensive and time consuming [1]. -
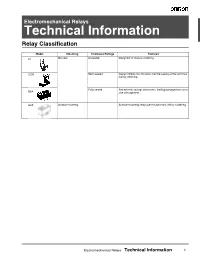
Electromechanical Relays Technical Information Relay Classification
Electromechanical Relays Technical Information Relay Classification Model Mounting Enclosure Ratings Features LY Discrete Unsealed Designed for manual soldering G2R Semi-sealed Design inhibits flux intrusion into the casing at the terminals during soldering. Fully sealed Sealed resin casings and covers, limiting damage from corro- G6A sive atmospheres. G6S Surface mounting Surface mounting relays permit automatic reflow soldering. Electromechanical Relays Technical Information 1 Construction ■ SEALING Fully Sealed Fully sealing prevents not only flux, but also cleaning solvent from Unsealed penetrating into the relay housing. Therefore, this type of relay can be immersion-cleaned. Relays are each tested before being shipped. Relays of this type are intended for manual soldering. No measures The relay is immersed in fluorocarbon solution for 1 minute, at a tem- are taken against penetration of flux and cleaning solvent into the perature of 70°C +5°C/-0°C, to see if gases escape from the relay. relay. This type of relay cannot be immersion-cleaned. The following figure illustrates the test conditions. Semi-Sealed 50 mm Special design construction prevents flux from penetrating into the relay housing, for example, due to capillary action up the terminals when the relay is soldered onto a PCB. This type of relay also cannot Ex.) 70 °C be immersion-cleaned. Relay Fluorocarbon solution Classification Unsealed Semi-Sealed Construction Contacts located at Press-fit terminals Inserted terminals upper part of relay case Terminals separated from PCB Terminals Resin seal separated Terminals from PCB separated 0.3 mm from PCB min. base thickness Features Terminals are separated Contacts are positioned Terminals are pressed into Terminals are inserted into from PCB surface when re- away from base. -

PROFET+ Lamp Capability
Lamp Driving Capability of PROFET+ By Stefan Stögner and Stéphane Fraissé Application note Rev 1.0, 2011-04-22 Automotive Power Lamp Capability Abstract 1Abstract Note: The following information is given as a hint for the implementation of the device only and shall not be regarded as a description or warranty of a certain functionality, condition or quality of the device. This Application Note describes the background of the lamp switching capability of the PROFET+ 12V family and shows both the theoretical and practical considerations. It analyzes the switching capability of PROFET+ 12V devices and provides an overview of influencing factors of a real vehicle setup. The aim is to give hints on how to determine the right device for a dedicated load and realistic setup. 2 Introduction The main application of PROFET+ is to switch ON lamps. During the switching phase, the lamp exhibits an important transient current called the inrush current. This current appears for the PROFET+ to be similar to short circuit and it implies a risk that the device switches OFF for protection reasons. This means PROFET+ devices are limited in terms of lamp driving capability. 3 Measured Inrush with Ideal Setup 3.1 Mathematical Reminder The inrush current of a lamp resembles the initial response of a RC network. Figure 1 provides circuit and current timing characteristic of an RC circuit, assuming an ideal supply (VBAT) and switch S. S R i VBAT/R VBAT C SF _Schema _circuit_RC.vsd τ t SF_Timing_circuit_RC.vsd Figure 1 Reminder of RC Load Timing Equation (1) provides the current over time in the circuitry. -

Elimination of Transformer Inrush Currents by Controlled Switching Part I - Theoretical Considerations
Elimination of Transformer Inrush Currents by Controlled Switching Part I - Theoretical Considerations John H. Brunke, Fellow, IEEE Klaus J. Fröhlich, Senior Member, IEEE Bonneville Power Administration Swiss Federal Institute of Technology Vancouver, Washington, USA Zürich, Switzerland Abstract: Transformer inrush currents are high- Although reductions in inrush current magnitudes magnitude, harmonic-rich currents generated when have been achieved with controlled closing, the transformer cores are driven into saturation during present state of the art does not incorporate residual energization. These currents have undesirable flux in the control algorithms, which results in non- effects, including potential damage or loss-of-life to optimal energization [1]. the transformer, protective relay misoperation, and reduced power quality on the system. Controlled This paper will show that the effects of residual flux transformer switching can potentially eliminate these can be specifically included in determining an transients if residual core and core flux transients are optimal closing instant. This optimal closing can taken into account in the closing algorithm. This theoretically result in the complete elimination of paper explores the theoretical considerations of core inrush transients in many transformer core and flux transients. Based on these studies algorithms winding configurations. Part I of this paper presents were developed which allow controlled energization strategies for controlled energization of large power of most transformers without inrush current. transformers based on theoretical considerations. Part II discusses practical aspects of controlled Keywords: Inrush current, controlled switching, transformer energization, including the limitations of residual flux, transformer switching. typical circuit breakers. I. Introduction II. Inrush Transients Random power transformer energization can create large flux asymmetries and saturation of one or more Power transformers are operated with the peak core winding cores of the transformer.