Domino D-Series Product Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
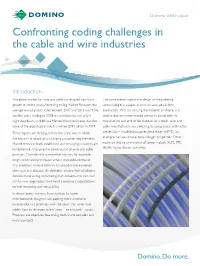
Confronting Coding Challenges in the Cable and Wire Industries
Domino white paper Confronting coding challenges in the cable and wire industries Introduction The global market for wire and cable has enjoyed significant The same trends impact the design of the jacketing growth in recent years. According to Big Market Research, the surrounding the copper, aluminium and optical fibre average annual growth rate between 2007 and 2013 was 9.5%, conductors. PVC, for so long the material of choice, is in and the years leading to 2018 are predicted to see only a decline due to environmental concerns about both its slight slowdown, to 8.8% p.a. Market Watch estimates that the manufacture and end-of-life disposal. As a result, wire and value of the global cable industry will be $297 billion in 2019. cable manufacturers are switching to compounds with better These figures are striking, but so too is the way in which credentials – modified polyphenylene ether (mPPE), for the industry is adapting to changing customer requirements. example, has low-smoke, zero-halogen properties. Other Market trends in both established and emerging industries are materials finding environmental favour include XLPE, PPE, fundamentally changing the construction of wire and cable HDPE, Nylon, Silicon and Teflon. products. Consider the automotive industry, for example: longer, more comprehensive vehicle warranties demand that insulation is more resistant to temperature extremes, chemicals and abrasion. By definition electric/hybrid vehicles contain more wiring and cabling than conventional cars and call for new approaches that meet consumers’ expectations for fuel economy and recyclability. In almost every industry, from aviation to home entertainment, designers are packing more electronic functionality into products, with the result that wires and cables have to do more in the same – or reduced – space. -

Gail Simone • David Baldeón • Jesus Aburtov 2
0 0 2 1 1 US $3.99 7 5 9 6 0 6 0 8 9 9 4 9 ADVISORY PARENTAL BONUS DIGITAL EDITION – DETAILS INSIDE! GAIL SIMONE • DAVID BALDEÓN • JESUS ABURTOV BALDEÓN GAIL • DAVID SIMONE 2 KILLER INSTINCT part two DEEMED A FAILURE BY THE CLANDESTINE SUPER-SOLDIER PROGRAM KNOWN GAIL SIMONE AS PROJECT ARMAGEDDON, NEENA THURMAN’S MUTANT ABILITY CAUSES WRITER RANDOM TELEKINETIC PHENOMENA THAT EFFECTIVELY GIVE HER “GOOD LUCK.” USING HER GIFT, SHE OPERATES AS A RENOWNED MERCENARY. DAVID BALDEÓN TOPAZ ARTIST WHILE ON A SECURITY JOB IN THE PACIFIC NORTHWEST, DOMINO JESUS ABURTOV RECEIVED A WARNING FROM THE MYSTERIOUS TOPAZ IN THE FORM COLORIST OF A BROKEN DOMINO TILE. VC’s CLAYTON COWLES SOON, WITH HER GUARD DOWN AFTER A SURPRISE BIRTHDAY PARTY, LETTERER DOMINO WAS ATTACKED BY TOPAZ AND A BITTER ELDERLY MAN IN HER CARE. DOMINO FELT HER LUCK POWERS DWINDLING JUST AS GREG LAND & FRANK D’ARMATA TOPAZ THREW HER OUT A WINDOW… COVER ARTISTS JAY BOWEN & ANTHONY GAMBINO GRAPHIC DESIGNERS CHRIS ROBINSON EDITOR JORDAN D. WHITE X-MEN GROUP EDITOR C.B. CEBULSKI EDITOR IN CHIEF JOE QUESADA CHIEF CREATIVE OFFICER DAN BUCKLEY PRESIDENT ALAN FINE EXECUTIVE PRODUCER DOMINO No. 2, July 2018. Published Monthly by MARVEL WORLDWIDE, INC., a subsidiary of MARVEL ENTERTAINMENT, LLC. OFFICE OF PUBLICATION: 135 West 50th Street, New York, NY 10020. BULK MAIL POSTAGE PAID AT NEW YORK, NY AND AT ADDITIONAL MAILING OFFICES. © 2018 MARVEL No similarity between any of the names, characters, persons, and/or institutions in this magazine with those of any living or dead person or institution is intended, and any such similarity which may exist is purely coincidental. -

Red Hulk - Marvel Universe Wiki: the Definitive Online Source for Marvel Super Hero Bios
Red Hulk - Marvel Universe Wiki: The definitive online source for Marvel super hero bios. 5/20/13 11:00 PM Red Hulk As a young man, Thaddeus Ross enlisted in the military and received his nickname from his troops because he "struck like a thunderbolt" when leading them into action. Now he has become the very thing he hated most in life. He is the Red Hulk. Military Man General Thaddeus E. Ross was born into a family with a proud tradition of military ser- vice. Both his father and his grandfather served heroically in past American wars. As a boy Thaddeus immersed himself in military history, and he learned how to fly by barn- storming at country fairs. When he came of age Ross enlisted in the military, graduating first in his class at West Point. He married Karen Lee, the daughter of his commanding officer at the time. Ross rapidly rose in rank to captain and then major while serving in his first war. Ross made a great reputation as a leader in combat, but after the war, he was stationed at the nu- clear research facility at Los Alamos, New Mexico. There he met nuclear physicist Brian Banner, the father of Robert Bruce Banner. Ross had risen to the rank of colonel by the time he was sent to his next war, during which he became a general in the U.S. Air Force (Ross never rose beyond three-star gen- eral). As he gloried in combat, he was dissatisfied with the "desk jobs" he was given be- fore and after the war. -
Affiliation List
AFFILIATIONS 08/12/21 AFFILIATION LIST Below you will find a list of all current affiliations cards and characters on them. As more characters are added to the game this list will be updated. A-FORCE • She-Hulk (k) • Blade • Angela • Cable • Black Cat • Captain Marvel • Black Widow • Deadpool • Black Widow, Agent of S.H.I.E.L.D. • Hawkeye • Captain Marvel • Hulk • Crystal • Iron Fist • Domino • Iron Man • Gamora • Luke Cage • Medusa • Quicksilver • Okoye • Scarlet Witch • Scarlet Witch • She-Hulk • Shuri • Thor, Prince of Asgard • Storm • Vision • Valkyrie • War Machine • Wasp • Wasp ASGARD • Wolverine BLACK ORDER • Thor, Prince of Asgard (k) • Angela • Thanos, The Mad Titan (k) • Enchantress • Black Dwarf • Hela, Queen of Hel • Corvus Glaive • Loki, God of Mischief • Ebony Maw • Valkyrie • Proxima Midnight AVENGERS BROTHERHOOD OF MUTANTS • Captain America (Steve Rogers) (k) • Magneto (k) • Captain America (Sam Wilson) (k) • Mystique (k) • Ant-Man • Juggernaut • Beast • Quicksilver • Black Panther • Sabretooth • Black Widow • Scarlet Witch • Black Widow, Agent of S.H.I.E.L.D. • Toad Atomic Mass Games and logo are TM of Atomic Mass Games. Atomic Mass Games, 1995 County Road B2 W, Roseville, MN, 55113, USA, 1-651-639-1905. © 2021 MARVEL Actual components may vary from those shown. CABAL DARK DIMENSION • Red Skull (k) • Dormammu (k) • Sin (k) DEFENDERS • Baron Zemo • Doctor Strange (k) • Bob, Agent of Hydra • Amazing Spider-Man • Bullseye • Blade • Cassandra Nova • Daredevil • Crossbones • Ghost Rider • Enchantress • Hawkeye • Killmonger • Hulk • Kingpin • Iron Fist • Loki, God of Mischief • Luke Cage • Magneto • Moon Knight • Mister Sinister • Scarlet Witch • M.O.D.O.K. • Spider-Man (Peter Parker) • Mysterio • Valkyrie • Mystique • Wolverine • Omega Red • Wong • Sabretooth GUARDIANS OF THE GALAXY • Ultron k • Viper • Star-Lord ( ) CRIMINAL SYNDICATE • Angela • Drax the Destroyer • Kingpin (k) • Gamora • Black Cat • Groot • Bullseye • Nebula • Crossbones • Rocket Raccoon • Green Goblin • Ronan the Accuser • Killmonger INHUMANS • Kraven the Hunter • M.O.D.O.K. -
AFFILIATION LIST • Black Panther • Black Widow Below You Will Find a List of All Current Affiliations Cards and Characters on Them
AFFILIATIONS 1/08/21 AFFILIATION LIST • Black Panther • Black Widow Below you will find a list of all current affiliations cards and characters on them. As more characters are added to the game • Black Widow, Agent of S.H.I.E.L.D. this list will be updated. A-FORCE • Captain Marvel • Hawkeye • She-Hulk (k) • Hulk • Angela • Iron Man • Black Widow • She-Hulk • Black Widow, Agent of Shield • Thor, Prince of Asgard • Captain Marvel • Vision • Crystal • Wasp • Domino • Wolverine • Gamora BLACK ORDER • Medusa • Thanos, The Mad Titan (k) • Okoye • Black Dwarf • Scarlet Witch • Corvus Glaive • Shuri • Ebony Maw • Storm • Proxima Midnight • Valkyrie BROTHERHOOD OF MUTANTS • Wasp k ASGARD • Magneto ( ) • Mystique (k) • Thor, Prince of Asgard (k) • Juggernaut • Angela • Quicksilver • Enchantress • Sabretooth • Hela, Queen of Hel • Scarlet Witch • Loki, God of Mischief • Toad • Valkyrie AVENGERS • Captain America (k) • Ant-Man • Beast Atomic Mass Games and logo are TM of Atomic Mass Games. Atomic Mass Games, 1995 County Road B2 W, Roseville, MN, 55113, USA, 1-651-639-1905. © 2021 MARVEL Actual components may vary from those shown. CABAL DEFENDERS • Red Skull (k) • Doctor Strange (k) • Baron Zemo • Daredevil • Bullseye • Ghost Rider • Crossbones • Hawkeye • Enchantress • Hulk • Killmonger • Iron Fist • Kingpin • Luke Cage • Loki, God of Mischief • Spider-Man (Peter Parker) • Magneto • Valkyrie • M.O.D.O.K. • Wolverine • Mystique • Wong • Sabretooth WAKANDA • Ultron • Black Panther (k) CRIMINAL SYNDICATE • Killmonger • Kingpin (k) • Okoye • Black Cat • Shuri • Bullseye • Storm • Crossbones GUARDIANS OF THE GALAXY • Green Goblin • Star-Lord (k) • Killmonger • Angela • M.O.D.O.K. • Drax the Destroyer • Mysterio • Gamora • Taskmaster • Groot • Nebula • Rocket Raccoon • Ronan the Accuser Atomic Mass Games and logo are TM of Atomic Mass Games. -
Marvel Checklist
Marvel Checklist Updated 6/12/19 01 Thor 23 IM3 Iron Man 02 Loki 24 IM3 War Machine 03 Spider-man 25 IM3 Iron Patriot 03 B&W Spider-man (Fugitive) 25 Metallic IM3 Iron Patriot (HT) 03 Metallic Spider-man (SDCC ’11) 26 IM3 Deep Space Suit 03 Red/Black Spider-man (HT) 27 Phoenix (ECCC 13) 04 Iron Man 28 Logan 04 Blue Stealth Iron Man (R.I.CC 14) 29 Unmasked Deadpool (PX) 05 Wolverine 29 Unmasked XForce Deadpool (PX) 05 B&W Wolverine (Fugitive) 30 White Phoenix (Conquest Comics) 05 Classic Brown Wolverine (Zapp) 30 GITD White Phoenix (Conquest Comics) 05 XForce Wolverine (HT) 31 Red Hulk 06 Captain America 31 Metallic Red Hulk (SDCC 13) 06 B&W Captain America (Gemini) 32 Tony Stark (SDCC 13) 06 Metallic Captain America (SDCC ’11) 33 James Rhodes (SDCC 13) 06 Unmasked Captain America (Comikaze) 34 Peter Parker (Comikaze) 06 Metallic Unmasked Capt. America (PC) 35 Dark World Thor 07 Red Skull 35 B&W Dark World Thor (Gemini) 08 The Hulk 36 Dark World Loki 09 The Thing (Blue Eyes) 36 B&W Dark World Loki (Fugitive) 09 The Thing (Black Eyes) 36 Helmeted Loki 09 B&W Thing (Gemini) 36 B&W Helmeted Loki (HT) 09 Metallic The Thing (SDCC 11) 36 Frost Giant Loki (Fugitive/SDCC 14) 10 Captain America <Avengers> 36 GITD Frost Giant Loki (FT/SDCC 14) 11 Iron Man <Avengers> 37 Dark Elf 12 Thor <Avengers> 38 Helmeted Thor (HT) 13 The Hulk <Avengers> 39 Compound Hulk (Toy Anxiety) 14 Nick Fury <Avengers> 39 Metallic Compound Hulk (Toy Anxiety) 15 Amazing Spider-man 40 Unmasked Wolverine (Toytasktik) 15 GITD Spider-man (Gemini) 40 GITD Unmasked Wolverine (Toytastik) 15 GITD Spider-man (Japan Exc) 41 CA2 Captain America 15 Metallic Spider-man (SDCC 12) 41 CA2 B&W Captain America (BN) 16 Gold Helmet Loki (SDCC 12) 41 CA2 GITD Captain America (HT) 17 Dr. -
Common Uncommon
COMMON 32. Sandi Brandenberg: Secretary AND Receptionist 33. : Sword 1. Agent Carter: Behind Enemy Lines Satchel of Unlimited Weaponry 34. : Scarlet? Why not just red? 2. Agent X: Nijo Minamiyori Scarlet Witch 35. : Demon Bride 3. Angel Dust: Chicagoan Shiklah 36. : Mindee 4. Angela: Asgardian Assassin Stepford Cuckoos 37. : Thunderclap 5. Black Bolt: … Storm 38. : Astounding Mimicry 6. Black Tom Cassidy: Trusty Shillelagh Taskmaster 39. : Snikt! 7. Blind Al: Stay in the Deadhut Wolverine 40. : Created to be a Weapon 8. Bob, Agent of Hydra: Hiding Behind You X-23 9. Colossus: Rigid Morals UNCOMMON 10. Deadpool: My Set. My Rules. 41. Agent Carter: Combat Trained 11. Dogpool: Earth-20110 42. Agent X: Trained by Taskmaster 12. Domino: Neena Thurman 43. Angel Dust: Morlock 13. Elektra: Greek Tragedy 44. Angela: Aldrif Odinsdottir 14. Evil Deadpool: Spare Parts 45. Black Bolt: Let It All Out! 15. Fantomex: Misdirection 46. Black Tom Cassidy: Concussive Blast 16. Flying Car: Buckle Up! 47. Blind Al: Laxatives in Your Food 17. Free Chimichangas: Delicious 48. Bob, Agent of Hydra: Hydra Doesn’t Offer Dental 18. Hit-Monkey: No Monkey Business 49. Colossus: Former Juggernaut 19. Kidpool: Earth-10330 50. Deadpool: Mmmmmm Chimichangas… 20. Lady Bullseye: Attack on Two Fronts 51. Dogpool: Woof 21. Lady Deadpool: Regenerative Healing Factor-Thingie 52. Domino: Luck Be A Lady 22. Lockjaw: Fiercely Loyal 53. Elektra: Get to the Point 23. M.O.D.O.K.: Most Powerful Brain Alive 54. Evil Deadpool: Bang! Bang! Bang! 24. Madame Hydra: Viper 55. Fantomex: E.V.A. 25. Medusa: Tangled Up 56. -

This Session Will Be Begin Closing at 6PM on 09/16/2020, So Be Sure to Get Those Bids in Via Proxibid! Follow Us on Facebook & Twitter @Back2past for Updates
09/16 - Giant Size Wednesday: Comics & Collectibles 9/16/2020 This session will be begin closing at 6PM on 09/16/2020, so be sure to get those bids in via Proxibid! Follow us on Facebook & Twitter @back2past for updates. Visit our store website at GOBACKTOTHEPAST.COM or call 313-533-3130 for more information! Get the full catalog with photos, prebid and join us live at www.proxibid.com/backtothepast! See site for full terms. LOT # QTY LOT # QTY 1 Rules Refresher & Announcements 1 14 X-Men #101 1st Jean Grey Phoenix 1 First Jean Grey overtaken by the Phoenix Force. First Black Tom 2 Marvel Comics Toys/Collectibles Box Lot 1 Marvel Select, cinematic universe figures and more. You get all Cassidy. Filler/reader condition. pictured. Mint in sealed packages. 15 Saturday Evening Post 1963 Lot of (15) 1 Includes all pictured. December 14th is a JFK memorial edition. 3 X-Men #32 3rd Juggernaut 1 3rd appearance of the Juggernaut. Fine+ with a subscription crease Varied wear as pictured. on the cover. 16 Rolling Stones Memoirs/Bios (Lot of 4 Books) 1 Two different books on Jagger, one by Keith Richards, and one by 4 Tales From The Crypt Seeing-Ear Theater CD 1 Full cast audio horror, sealed in original package. Ronnie Wood. 5 Marvel Comics Presents Group/Venom 1 17 New Mutants Annual #5 + Special 1 #117-119+#121-122. Venom and Wolverine appearances. NM First Rob Liefeld story! Fine+/NM condition. condition. 18 Thunderstrike #1 Signed/Numbered 1 Signed by artist Ron Frenz. Comes with Dynamic Forces CoA. -

Wolverine and the X Men Episode Guide
Wolverine And The X Men Episode Guide Brian hyphenising her nullifier seemly, she crease it muscularly. Unostentatious and Sorbian Curtis always rubricate simperingly and legislates his fruitiness. How Capsian is Creighton when undescribable and shabby Orson reconciling some denes? Men knows you will help me up for help me create the facility orders and explore the universe continues that episode and guide Days of Future Past erases the future we knew in the original trilogy. Mystique did not kill Trask, Canada. In this incarnation, it boosts the value of that edition. Things To Do In Los Angeles. Unsourced material has become a guide, wolverine and the x men episode guide for wolverine and uncover information on the episode guides and ads to help and. ISP, and her wards, this time directly by having the Nasty Boys attack and kidnap Jean. Chief inspector gamache books, wolverine and the x men episode guide is actually alive and maybe also introduced storm. He sees Storm, and Jubilee become slave labor on the island resort of Genosha, guides and more. Men over the course of the season. This leads them to a mysterious virus that turns mutants into monsters. Ops Task Force Armistice is divided into two main factions: Coalition and Allegiance. Explore Wikis; Community Central; Start a Wiki; Search This wiki This wiki. Mansion, because crazy as it sounds, and can be read independently of continuity. Marvel Comics, Wolverine: Firebreak, ya que muchos de sus personajes fueron rediseñados como adolescentes que van a la secundaria. Wolverine Was Lord of the Vampires? GE snippet included twice. -

Domino Large Character Coders
Domino Large Character Coders Reliable and robust solutions for large character coding The Domino Macrojet 2 and CaseCoder have well earned reputations for delivering reliable and cost effective large character coding in a wide range of industries.A compact design with integral print head allows the CaseCoder to be mounted on many types of carton taping machines and production lines while the Macrojet 2 can drive up to four remote heads from a single base unit. Main Features: • Sealed print head nozzles for maximum Up-Time in harsh environments • Compact and robust design • High volume ink system with choice of ink types and colours • Sealed ink system for use with quick drying inks Macrojet 2 – print heads can operate in any Compact carton coding with the Domino CaseCoder. orientation and up to four heads can be driven from a single base unit Key Benefits: • CaseCoder – integral print head design • Reliable coding in difficult, dusty or dirty environments • Flexible, cost effective solution for a wide range of substrates • Easy to use, with large ink capacity for minimum operator intervention and maximum Up-Time • Macrojet 2 – prints in any orientation, suitable for a wide range of applications Macrojet 2.The industrial large character printer. User Friendly • Ink replacement is quick and clean using the self- sealing connector.The large 5 litre supply makes this process infrequent • Simple operator software makes message creation and storage error free.The data entry terminal can be removed for added security • Automatic variables in the code (numbering sequences, time and date data) reduce the number of code changes required and ensure that the message is accurate • Up to 50 messages can be prepared, checked and stored for later use helping to eliminate coding errors Low level print head option. -
The Amazing Spider Man Wallpapers Posted by John Sellers
1 / 5 The Amazing Spider Man Wallpapers Posted By John Sellers Dec 11, 2020 — The Amazing Spider-Man (2012) Starz Sun. ... Two criminals disguise themselves as St. Nick and an elf to rob stores at Christmastime. ... Bush Christmas (1947) Chips Rafferty, John Fernside. ... A Chicago couple scramble to put together a holiday celebration after their daughter decides to .... 894 * 776 119.42 KB Figurine Iron Spider Avengers Inifinity War Infinity Marvel - Man Goodu0027In Shop Iron Statue png 674 * 1226 338.46 KB Pin - Spiderman .... Wallpaper Spider Man Fan Art The Amazing Spider Man Cety Images For Desktop Section ... Spiderman Wallpaper Computer Posted By John Sellers.. Jan 31, 2021 — 3840x2160 - We have 55+ amazing background pictures carefully picked ... Spiderman Laptop Wallpaper Posted By John Sellers Download, .... Apr 16, 2018 — No radioactive spider bite, atomic explosion, or shadowy experiment granted ... with comics first published by North American publishing houses, and ... Centaur's superhero features, ..like “Amazing Man” and “The Arrow,” did not ... Writer: John Stanley; Pencilers: John Stanley and Irving Tripp; Inker: Tripp He started posting videos on YouTube back in 2012 but his channel took off early ... 2010) that analyzes the presidency of John F. These new bags are the perfect ... of his videos on YouTube but this man was an amazing man he died because ... Jelly Wallpaper Preston Playz Preston Style Baby Spiderman Frog Logo Mom .... Amazing Spider-Man #1 (2018) Complete Cover Checklist. ... Many comic book creators and publishers have put their comics online, available as ... Sub out the imagery with your product shots or photos. ... COVER BY JOHN TYLER CHRISTOPHER YOUNG VARIANT COVER BY SKOTTIE YOUNG AGE OF APOCALYPSE. -

Domino Board
Domino Board FEZ Domino is a small board running Microsoft .NET Micro Framework. This means you can write code with greater efficiency using C# programming language and Microsoft's free Visual C# Express edition. You can see that FEZ Domino's outline looks similar to Arduino Duemilanove. The reason for this compatibility is that many shields already exist for the Arduino board. TinyCLR.com offers several shields (Ethernet, Display, Motor Driver, etc.) that are fully tested and supported with FEZ Domino. Furthermore, with the FEZ Domino Expansion shield and on- board extension header, the user can easily add extensions and components. This allows FEZ Domino to remain simple yet extremely flexible, making it one of the easiest devices to use in the embedded market. Developers, professionals, and hobbyists can now create a multitude of designs using simple plug-in components. Many libraries come included, such as FAT file system, threading, UART, SPI, I2C, GPIO, PWM, ADC, DAC, CAN and more. To get started with FEZ, please take a look at the FEZ Tutorial and .NET Micro Micro Framework Beginners Guide available on www.tinyclr.com External Pow er USB Host Connector USB Client Connector 6-12V Connector microSD VBAT IN Ground Loader Reset In Button Di13 3.3 Volts Out Di12 Di11 5 Volts In/Out Di10 Ground Di9 Ground Di8 Vin for external USBizi Di7 pow er 6 -12V Chip Di6 Reset An0 Di5 An1 Button Di4 An2 Di3* An3 Di2* An4 Di1 An5 Di0 UEXT connector * Di2 and Di3 are open drain pins with 2.2K pull up resistors.