Aluminum Electrolytic Capacitor Application Guide Index / Table of Contents *** Navigational Note: Jump to the Relevant Topic by Clicking ***
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fundamentals of Microelectronics Chapter 3 Diode Circuits
9/17/2010 Fundamentals of Microelectronics CH1 Why Microelectronics? CH2 Basic Physics of Semiconductors CH3 Diode Circuits CH4 Physics of Bipolar Transistors CH5 Bipolar Amplifiers CH6 Physics of MOS Transistors CH7 CMOS Amplifiers CH8 Operational Amplifier As A Black Box 1 Chapter 3 Diode Circuits 3.1 Ideal Diode 3.2 PN Junction as a Diode 3.3 Applications of Diodes 2 1 9/17/2010 Diode Circuits After we have studied in detail the physics of a diode, it is time to study its behavior as a circuit element and its many applications. CH3 Diode Circuits 3 Diode’s Application: Cell Phone Charger An important application of diode is chargers. Diode acts as the black box (after transformer) that passes only the positive half of the stepped-down sinusoid. CH3 Diode Circuits 4 2 9/17/2010 Diode’s Action in The Black Box (Ideal Diode) The diode behaves as a short circuit during the positive half cycle (voltage across it tends to exceed zero), and an open circuit during the negative half cycle (voltage across it is less than zero). CH3 Diode Circuits 5 Ideal Diode In an ideal diode, if the voltage across it tends to exceed zero, current flows. It is analogous to a water pipe that allows water to flow in only one direction. CH3 Diode Circuits 6 3 9/17/2010 Diodes in Series Diodes cannot be connected in series randomly. For the circuits above, only a) can conduct current from A to C. CH3 Diode Circuits 7 IV Characteristics of an Ideal Diode V V R = 0⇒ I = = ∞ R = ∞⇒ I = = 0 R R If the voltage across anode and cathode is greater than zero, the resistance of an ideal diode is zero and current becomes infinite. -

The Effects of High Frequency Current Ripple on Electric Vehicle Battery Performance
Original citation: Uddin, Kotub , Moore, Andrew D. , Barai, Anup and Marco, James. (2016) The effects of high frequency current ripple on electric vehicle battery performance. Applied Energy, 178 . pp. 142-154. Permanent WRAP URL: http://wrap.warwick.ac.uk/80006 Copyright and reuse: The Warwick Research Archive Portal (WRAP) makes this work of researchers of the University of Warwick available open access under the following conditions. This article is made available under the Creative Commons Attribution 4.0 International license (CC BY 4.0) and may be reused according to the conditions of the license. For more details see: http://creativecommons.org/licenses/by/4.0/ A note on versions: The version presented in WRAP is the published version, or, version of record, and may be cited as it appears here. For more information, please contact the WRAP Team at: [email protected] warwick.ac.uk/lib-publications Applied Energy 178 (2016) 142–154 Contents lists available at ScienceDirect Applied Energy journal homepage: www.elsevier.com/locate/apenergy The effects of high frequency current ripple on electric vehicle battery performance ⇑ Kotub Uddin , Andrew D. Moore, Anup Barai, James Marco WMG, International Digital Laboratory, The University of Warwick, Coventry CV4 7AL, UK highlights Experimental study into the impact of current ripple on li-ion battery degradation. 15 cells exercised with 1200 cycles coupled AC–DC signals, at 5 frequencies. Results highlight a greater spread of degradation for cells exposed to AC excitation. Implications for BMS control, thermal management and system integration. article info abstract Article history: The power electronic subsystems within electric vehicle (EV) powertrains are required to manage both Received 8 April 2016 the energy flows within the vehicle and the delivery of torque by the electrical machine. -
Switched-Capacitor Circuits
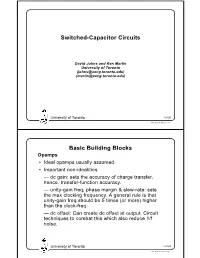
Switched-Capacitor Circuits David Johns and Ken Martin University of Toronto ([email protected]) ([email protected]) University of Toronto 1 of 60 © D. Johns, K. Martin, 1997 Basic Building Blocks Opamps • Ideal opamps usually assumed. • Important non-idealities — dc gain: sets the accuracy of charge transfer, hence, transfer-function accuracy. — unity-gain freq, phase margin & slew-rate: sets the max clocking frequency. A general rule is that unity-gain freq should be 5 times (or more) higher than the clock-freq. — dc offset: Can create dc offset at output. Circuit techniques to combat this which also reduce 1/f noise. University of Toronto 2 of 60 © D. Johns, K. Martin, 1997 Basic Building Blocks Double-Poly Capacitors metal C1 metal poly1 Cp1 thin oxide bottom plate C1 poly2 Cp2 thick oxide C p1 Cp2 (substrate - ac ground) cross-section view equivalent circuit • Substantial parasitics with large bottom plate capacitance (20 percent of C1) • Also, metal-metal capacitors are used but have even larger parasitic capacitances. University of Toronto 3 of 60 © D. Johns, K. Martin, 1997 Basic Building Blocks Switches I I Symbol n-channel v1 v2 v1 v2 I transmission I I gate v1 v p-channel v 2 1 v2 I • Mosfet switches are good switches. — off-resistance near G: range — on-resistance in 100: to 5k: range (depends on transistor sizing) • However, have non-linear parasitic capacitances. University of Toronto 4 of 60 © D. Johns, K. Martin, 1997 Basic Building Blocks Non-Overlapping Clocks I1 T Von I I1 Voff n – 2 n – 1 n n + 1 tTe delay 1 I fs { --- delay V 2 T on I Voff 2 n – 32e n – 12e n + 12e tTe • Non-overlapping clocks — both clocks are never on at same time • Needed to ensure charge is not inadvertently lost. -
Switched Capacitor Concepts & Circuits
Switched Capacitor Concepts & Circuits Outline • Why Switched Capacitor circuits? – Historical Perspective – Basic Building Blocks • Switched Capacitors as Resistors • Switched Capacitor Integrators – Discrete time & charge transfer concepts – Parasitic insensitive circuits • Signal Flow Graphs • Switched Capacitor Filters – Comparison to Active RC filters – Advantages of Fully Differential filters • Switched Capacitor Gain Circuits • Reducing the Effects of Charge Injection • Tradeoff between Speed and Charge Injection Why Switched Capacitor Circuits? • Historical Perspective – As MOS processes came to the forefront in the late 1970s and early 1980s, the advantages of integrating analog blocks such as active filters on the same chip with digital logic became a driving force for inovation. – Integrating active filters using resistors and capacitors to acturately set time constants has always been difficult, because of large process variations (> +/- 30%) and the fact that resistors and capacitors don’t naturally match each other. – So, analog engineers turned to the building blocks native to MOS processes to build their circuits, switches & capacitors. Since time constants can be set by the ratio of capacitors, very accurate filter responses became possible using switched capacitor techniques Æ Mixed-Signal Design was born! Switched Capacitor Building Blocks • Capacitors: poly-poly, MiM, metal sandwich & finger caps • Switches: NMOS, PMOS, T-gate • Op Amps: at first all NMOS designs, now CMOS Non-Overlapping Clocks • Non-overlapping clocks are used to insure that one set of switches turns off before the next set turns on, so that charge only flows where intended. (“break before make”) • Note the notation used to indicate time based on clock periods: ... (n-1)T, (n-½)T, nT, (n+½)T, (n+1)T .. -

Development of Printed Circuit Board Technology Embedding Active and Passive Devices for E-Function Module
Development of Printed Circuit Board Technology Embedding Active and Passive Devices for e-Function Module Noboru Fujimaki Kiyoshi Koike Kazuhiro Takami Sigeyuki Ogata Hiroshi Iinaga Background shortening of signal wirings between circuits, reduction of damping resistors and elimination of characteristic Higher functionality of today’s portable devices impedance controls. Embedded component module demands smaller, lighter and thinner electronic boards have been adopted for higher functionality of components. Looking at the evolution of package video cameras and miniaturizing wireless communication miniaturization from the flat structure (System in Package: devices. It is expected the use will spread to a wider SiP) -> silicon chip stack structure (Chip on Chip: CoC) -> range of areas including automotive, consumer products, package stack structure (Package on Package: PoP) -> Si industrial equipment and infrastructure equipment. To through chip contact structure, the technology has gone meet these needs, a technology to package and embed from two-dimensional to three-dimensional packaging the various components and LSI will be required. This achieving high density packages. The trends in printed article discusses the method of embedding components, circuit boards and their packaging are shown in Figure 1. soldering technology, production method, reliability and Among the printed circuit boards, the three-dimensional case examples of the embedded component module integrated printed circuit board (hereafter referred to as board. “embedded component module board”) is attracting great attention. Integrating components into embedded component module boards Component embedding enables passive components (1) Embedding active components to be positioned directly beneath the LSI mounted There are two methods of embedding active on the surface providing electrical benefits such as components. -

Dielectric Permittivity Model for Polymer–Filler Composite Materials by the Example of Ni- and Graphite-Filled Composites for High-Frequency Absorbing Coatings
coatings Article Dielectric Permittivity Model for Polymer–Filler Composite Materials by the Example of Ni- and Graphite-Filled Composites for High-Frequency Absorbing Coatings Artem Prokopchuk 1,*, Ivan Zozulia 1,*, Yurii Didenko 2 , Dmytro Tatarchuk 2 , Henning Heuer 1,3 and Yuriy Poplavko 2 1 Institute of Electronic Packaging Technology, Technische Universität Dresden, 01069 Dresden, Germany; [email protected] 2 Department of Microelectronics, National Technical University of Ukraine, 03056 Kiev, Ukraine; [email protected] (Y.D.); [email protected] (D.T.); [email protected] (Y.P.) 3 Department of Systems for Testing and Analysis, Fraunhofer Institute for Ceramic Technologies and Systems IKTS, 01109 Dresden, Germany * Correspondence: [email protected] (A.P.); [email protected] (I.Z.); Tel.: +49-3514-633-6426 (A.P. & I.Z.) Abstract: The suppression of unnecessary radio-electronic noise and the protection of electronic devices from electromagnetic interference by the use of pliable highly microwave radiation absorbing composite materials based on polymers or rubbers filled with conductive and magnetic fillers have been proposed. Since the working frequency bands of electronic devices and systems are rapidly expanding up to the millimeter wave range, the capabilities of absorbing and shielding composites should be evaluated for increasing operating frequency. The point is that the absorption capacity of conductive and magnetic fillers essentially decreases as the frequency increases. Therefore, this Citation: Prokopchuk, A.; Zozulia, I.; paper is devoted to the absorbing capabilities of composites filled with high-loss dielectric fillers, in Didenko, Y.; Tatarchuk, D.; Heuer, H.; which absorption significantly increases as frequency rises, and it is possible to achieve the maximum Poplavko, Y. -

Utilising Commercially Fabricated Printed Circuit Boards As an Electrochemical Biosensing Platform
micromachines Article Utilising Commercially Fabricated Printed Circuit Boards as an Electrochemical Biosensing Platform Uroš Zupanˇciˇc,Joshua Rainbow , Pedro Estrela and Despina Moschou * Centre for Biosensors, Bioelectronics and Biodevices (C3Bio), Department of Electronic & Electrical Engineering, University of Bath, Claverton Down, Bath BA2 7AY, UK; [email protected] (U.Z.); [email protected] (J.R.); [email protected] (P.E.) * Correspondence: [email protected]; Tel.: +44-(0)-1225-383245 Abstract: Printed circuit boards (PCBs) offer a promising platform for the development of electronics- assisted biomedical diagnostic sensors and microsystems. The long-standing industrial basis offers distinctive advantages for cost-effective, reproducible, and easily integrated sample-in-answer-out diagnostic microsystems. Nonetheless, the commercial techniques used in the fabrication of PCBs produce various contaminants potentially degrading severely their stability and repeatability in electrochemical sensing applications. Herein, we analyse for the first time such critical technological considerations, allowing the exploitation of commercial PCB platforms as reliable electrochemical sensing platforms. The presented electrochemical and physical characterisation data reveal clear evidence of both organic and inorganic sensing electrode surface contaminants, which can be removed using various pre-cleaning techniques. We demonstrate that, following such pre-treatment rules, PCB-based electrodes can be reliably fabricated for sensitive electrochemical -

Vacuum Tube Theory, a Basics Tutorial – Page 1
Vacuum Tube Theory, a Basics Tutorial – Page 1 Vacuum Tubes or Thermionic Valves come in many forms including the Diode, Triode, Tetrode, Pentode, Heptode and many more. These tubes have been manufactured by the millions in years gone by and even today the basic technology finds applications in today's electronics scene. It was the vacuum tube that first opened the way to what we know as electronics today, enabling first rectifiers and then active devices to be made and used. Although Vacuum Tube technology may appear to be dated in the highly semiconductor orientated electronics industry, many Vacuum Tubes are still used today in applications ranging from vintage wireless sets to high power radio transmitters. Until recently the most widely used thermionic device was the Cathode Ray Tube that was still manufactured by the million for use in television sets, computer monitors, oscilloscopes and a variety of other electronic equipment. Concept of thermionic emission Thermionic basics The simplest form of vacuum tube is the Diode. It is ideal to use this as the first building block for explanations of the technology. It consists of two electrodes - a Cathode and an Anode held within an evacuated glass bulb, connections being made to them through the glass envelope. If a Cathode is heated, it is found that electrons from the Cathode become increasingly active and as the temperature increases they can actually leave the Cathode and enter the surrounding space. When an electron leaves the Cathode it leaves behind a positive charge, equal but opposite to that of the electron. In fact there are many millions of electrons leaving the Cathode. -

Switching-Ripple-Based Current Sharing for Paralleled Power Converters
Switching-ripple-based current sharing for paralleled power converters The MIT Faculty has made this article openly available. Please share how this access benefits you. Your story matters. Citation Perreault, D.J., K. Sato, R.L. Selders, and J.G. Kassakian. “Switching-Ripple-Based Current Sharing for Paralleled Power Converters.” IEEE Transactions on Circuits and Systems I: Fundamental Theory and Applications 46, no. 10 (1999): 1264–1274. © 1999 IEEE As Published http://dx.doi.org/10.1109/81.795839 Publisher Institute of Electrical and Electronics Engineers (IEEE) Version Final published version Citable link http://hdl.handle.net/1721.1/86985 Terms of Use Article is made available in accordance with the publisher's policy and may be subject to US copyright law. Please refer to the publisher's site for terms of use. 1264 IEEE TRANSACTIONS ON CIRCUITS AND SYSTEMS—I: FUNDAMENTAL THEORY AND APPLICATIONS, VOL. 46, NO. 10, OCTOBER 1999 Switching-Ripple-Based Current Sharing for Paralleled Power Converters David J. Perreault, Member, IEEE, Kenji Sato, Member, IEEE, Robert L. Selders, Jr., and John G. Kassakian, Fellow, IEEE Abstract— This paper presents the implementation and ex- perimental evaluation of a new current-sharing technique for paralleled power converters. This technique uses information naturally encoded in the switching ripple to achieve current sharing and requires no intercell connections for communicating this information. Practical implementation of the approach is addressed and an experimental evaluation, based on a three-cell prototype system, is also presented. It is shown that accurate and stable load sharing is obtained over a wide load range. Finally, an alternate implementation of this current-sharing technique is described and evaluated. -

Momentary Podl Connector and Cable Shorts
Momentary PoDL Connector and Cable Shorts Andy Gardner – Linear Technology Corporation 2 Presentation Objectives • To put forward a momentary connector or cable short fault scenario for Ethernet PoDL. • To quantify the requirements for surviving the energy dissipation and cable voltage transients subsequent to the momentary short. 3 PoDL Circuit with Momentary Short • IPSE= IPD= IL1= IL2= IL3= IL4 at steady-state. • D1-D4 and D5-D8 represent the master and slave PHY body diodes, respectively. • PoDL fuse or circuit breaker will open during a sustained over- current (OC) fault but may not open during a momentary OC fault. 4 PoDL Inductor Current Imbalance during a Cable or Connector Short • During a connector or cable short, the PoDL inductor currents will become unbalanced. • The current in inductors L1 and L2 will increase, while the current in inductors L3 and L4 will reverse. • Maximum inductor energy is limited by the PoDL inductors’ saturation current, i.e. ISAT > IPD(max). • Stored inductor energy resulting from the current imbalance will be dissipated by termination and parasitic resistances as well as the PHYs’ body diodes. • DC blocking capacitors C1-C4 need to be rated for peak transient voltages subsequent to the momentary short. 5 Max Energy Storage in PoDL Coupling Inductors during a Momentary Short • PoDL inductors L1-L4 are constrained by tdroop: −50 × 푡푑푟표표푝 퐿 > 푃표퐷퐿 ln 1 − 0.45 1 퐸 ≈ 4 × × 퐿 × 퐼 2 퐿(푡표푡푎푙) 2 푃표퐷퐿 푆퐴푇 • Example: if tdroop=500ns, LPoDL=42H which yields: ISAT Total EL 1A 84J 3A 756J 10A 8.4mJ 6 Peak Transient Voltage after a Short • The maximum voltage across the PHY DC blocking capacitors C1-C4 following a momentary short assuming damping ratio 휁 is: 퐿푃표퐷퐿 50Ω 푉푚푎푥 ≈ 퐼푠푎푡 × = 퐼푠푎푡 × 퐶휑푏푙표푐푘 2 × 휁 4 × 푡푑푟표표푝 where 퐶 ≥ −휁2 × 휑푏푙표푐푘 50Ω × ln (1 − 0.45) • The maximum voltage differential between the conductors in the twisted pair is then: Vmax(diff) = 2 Vmax ISAT 50/휁 • Example: A critically damped PoDL network (휁=1) with inductor ISAT = 1A yields Vmax(diff) 50V while an inductor ISAT = 10A will yield Vmax(diff) 500V. -

What Is a Neutral Earthing Resistor?
Fact Sheet What is a Neutral Earthing Resistor? The earthing system plays a very important role in an electrical network. For network operators and end users, avoiding damage to equipment, providing a safe operating environment for personnel and continuity of supply are major drivers behind implementing reliable fault mitigation schemes. What is a Neutral Earthing Resistor? A widely utilised approach to managing fault currents is the installation of neutral earthing resistors (NERs). NERs, sometimes called Neutral Grounding Resistors, are used in an AC distribution networks to limit transient overvoltages that flow through the neutral point of a transformer or generator to a safe value during a fault event. Generally connected between ground and neutral of transformers, NERs reduce the fault currents to a maximum pre-determined value that avoids a network shutdown and damage to equipment, yet allows sufficient flow of fault current to activate protection devices to locate and clear the fault. NERs must absorb and dissipate a huge amount of energy for the duration of the fault event without exceeding temperature limitations as defined in IEEE32 standards. Therefore the design and selection of an NER is highly important to ensure equipment and personnel safety as well as continuity of supply. Power Transformer Motor Supply NER Fault Current Neutral Earthin Resistor Nov 2015 Page 1 Fact Sheet The importance of neutral grounding Fault current and transient over-voltage events can be costly in terms of network availability, equipment costs and compromised safety. Interruption of electricity supply, considerable damage to equipment at the fault point, premature ageing of equipment at other points on the system and a heightened safety risk to personnel are all possible consequences of fault situations. -

Modeling Dielectric Absorption in Capacitors
The Designer’s Guide Community downloaded from www.designers-guide.org Modeling Dielectric Absorption in Capacitors Ken Kundert Designer’s Guide Consulting, Inc. Version 2e, August 2021 It is well known that dielectric absorption plays a critical role in determining the accu- racy of analog sampled-data systems that are based on charge storage, such as sample- and-holds and switched-capacitor ADCs. Less appreciated, but no less important, is the role it plays in determining the quality factor, or Q, of the capacitor. Dielectric absorp- tion has both storage and loss components that act, and are significant, over the entire usable frequency range of the capacitor. Along with background information on the origins of dielectric absorption, this paper presents two models for a capacitor that exhibits dielectric absorption. The first is the relatively well known model proposed by Dow. The second is a model with relatively little exposure that is based on the dielectric permittivity model of Cole and Cole. This model has fewer parameters than the Dow model and is predictive over a very broad range of frequencies. This manuscript was originally written in March 1982 and was revised in October 2001. It was last updated on August 18, 2021. You can find the most recent version at www.designers- guide.org. Contact the author via e-mail at [email protected]. Permission to make copies, either paper or electronic, of this work for personal or classroom use is granted without fee provided that the copies are not made or distributed for profit or commer- cial advantage and that the copies are complete and unmodified.