Use of Moly Dithiocarbamate As an Antiwear Additive for Ceramic/Metal Interface
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

(12) Patent Application Publication (10) Pub. No.: US 2009/0239773 A1 Haramoto (43) Pub
US 20090239773A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2009/0239773 A1 Haramoto (43) Pub. Date: Sep. 24, 2009 (54) LUBRICANT ADDITIVE, LUBRICANT (86). PCT No.: PCT/UP2007/068O12 COMPOSITION AND GREASE COMPOSITION S371 (c)(1), (2), (4) Date: May 27, 2009 (75) Inventor: Yuhiro Haramoto, Yamanashi (30) Foreign Application Priority Data Sep. 15, 2006 (JP) ................................. 2006-251.096 Correspondence Address: O O WESTERMAN, HATTORI, DANIELS & Publication Classification ADRIAN, LLP (51) Int. Cl. 1250 CONNECTICUT AVENUE, NW, SUITE 700 CIOM 33/40 (2006.01) WASHINGTON, DC 20036 (US) C07D 405/02 (2006.01) fu-sh (52) U.S. Cl. ...................................... 508/267: 546/282.4 73) Assignees: Yamanashi University, Kofu-shi, (73) 9. Yamanashi (JP); Af Co., Ltd., (57) ABSTRACT Ashiya-shi, Hyogo (JP); Nippon A lubricant additive comprising a rod-like liquid crystal com Chemical Industrial Co., Ltd., pound possessing a cation group and an anion is disclosed. Tokyo (JP) The rod-like liquid crystal compound is typically a specific type of 4-(1,3-diox-2-yl)pyridinium salt and exhibits an (21) Appl. No.: 12/441,419 effect of reducing the coefficient of friction ifadded in a small amount. A lubricant composition and a grease composition (22) PCT Filed: Sep. 10, 2007 comprising the lubricant additive are also disclosed. METAL SURFACE Patent Application Publication Sep. 24, 2009 US 2009/0239773 A1 FIG 1 METAL SURFACE FIG 2 (EXAMPLE.3 (2)EXAMPLE 4 (3)COMPARATIVE EXAMPLE 1 O. 1 OOS5 s OOS va Y ... Y.Mar an (C85 FRICTION TIME (MIN) US 2009/0239773 A1 Sep. -

Silicone Fluids for Viscous Couplings
Europaisches Patentamt European Patent Office © Publication number: 0 397 507 A1 Office europeen des brevets EUROPEAN PATENT APPLICATION @ Application number: 90305069.8 © int.ci.5:C10M 169/04, //(C10M 169/04, 107:50,133:04,133:12,135:28, © Date of filing: 10.05.90 1 35:36,1 37:00),C1 0N40:04 © Priority: 10.05.89 JP 116265/89 © Applicant: Tonen Corporation 30.11.89 JP 312700/89 1-1 Hitotsubashi, 1-Chome Chiyoda-Ku 07.02.90 JP 28700/90 Tokyo 100(JP) 09.02.90 JP 30990/90 13.02.90 JP 33368/90 @ Inventor: Tomizawa, Hirotaka, c/o Tonen Corporation Corp. © Date of publication of application: Research and Dev. Lab. 1-3-1, 14.11.90 Bulletin 90/46 Nishi-Tsurugaoka Ooi-machi, Iruma-gun, Saitama 354(JP) © Designated Contracting States: Inventor: Umemoto, Noboru, c/o Tonen DE FR GB Corporation Corp. Research and Dev. Lab. 1-3-1, Nishi-Tsurugaoka Ooi-machi, Iruma-gun, Saitama 354(JP) Inventor: Ohenoki, Hitoshi, c/o Tonen Corporation Corp. Research and Dev. Lab. 1-3-1, Nishi-Tsurugaoka Ooi-machi, Iruma-gun, Saitama 354(JP) © Representative: Diamond, Bryan Clive et al Gee & Co., Chancery House, Chancery Lane London WC2A1QU(GB) © Silicone fluids for viscous couplings. © An organopolysiloxane, containing a C1-18, optionally halogenated, hydrocarbon group, is used as the fluid in a viscous coupling, with as additive: anti-wear (27 formulae are given), a triaryl phosphate, optionally also < a) a phosphorus type agent e.g. with a sulfur or zinc dithiophosphate agent, each in amount of 0.01 - 5 wt %; or f> b) a metal deactivator, e.g. -

Synthetic Chemicals Used in Mining Operations: a Proposed Risk Management Framework
Synthetic Chemicals used in Mining Operations: A Proposed Risk Management Framework A thesis submitted to Imperial College London for the degree of Doctor of Philosophy in the Faculty of Life Sciences By Khareen Alexandria Singh December 2013 Centre for Environmental Policy Imperial College London DECLARATION OF OWN WORK I declare that this thesis ‘Synthetic Chemicals used in Mining Operations: A Proposed Risk Management Framework’ is entirely my own work and has not been submitted previously for any other degree. Any material that could be understood as the work of others, it is fully cited and referenced. Name of student : Khareen Singh Name of supervisor: Nikolaos Voulvoulis Name of co-supervisor: Jane Plant Name of external Anglo American Advisor: Christopher Oates COPYRIGHT DECLARATION The copyright of this thesis rests with the author and is made available under a Creative Commons Attribution-Non Commercial-No Derivatives licence. Researchers are free to copy, distribute or transmit the thesis on the condition that they attribute it, that they do not use it for commercial purposes and that they do not alter, transform or build upon it. For any reuse or redistribution, researchers must make clear to others the licence terms of this work. i This thesis is dedicated to my loving parents and my brother. ii ABSTRACT There is increasing scientific and public concern about chemicals in the environment and in particular those that pose a risk to human health. As a result, there is increasing pressure for industries to reduce risks and comply with emerging chemical legislations, such as the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH). -

Hope Creek Generating Station, New Jersey Pollutant Discharge
PSEG Nuclear LLC P.O. Box 236, Hancocks Bridge, New Jersey 08038-0236 0 PSEG AIJG 31 2007 Nuclear LLC HCH 2007-084 CERTIFIED MAIL RETURN RECEIPT REQUESTED ARTICLE NUMBER: 7004 2510 0005 2136 5573 United States Nuclear Regulatory Commission Document Control Desk Washington, DC 20555 Gentlemen: NJPDES PERMIT NO. NJ0025411 HOPE CREEK GENERATING STATION FACILITY OPERATING LICENSE DPR-70175 DOCKET NO. 50 - 354 In accordance with section 3.2 of the Hope Creek Environmental Protection Plan, we are providing you with a copy of the Application for Renewal of the New Jersey Pollutant Discharge Elimination System Permit (NJPDES) Permit for Hope Creek Generating Station. The Application has been submitted to the New Jersey Department of Environmental Protection. Should you have any questions, please contact Mr. Richard Labott at (856). 339-1094. Sincerely, George P. Barnes Site Vice President - Hope Creek Attachment 95-2168 REV. 7/99 Document Control Desk -2- C Mr. Samuel J Collins, Administrator - Region I U. S. Nuclear Regulatory Commission 475 Allendale Road King of Prussia, PA 19406 Mr. Stewart Bailey, Licensing Project Manager - HC U. S. Nuclear Regulatory Commission One White Flint North 11555 Rockville Pike Mail Stop 8B1 Rockville, MD 20852 USNRC Senior Resident Inspector - Hope Creek Mail Code (X24) Mr. Paul Baldauf, Assistant Director Bureau of Nuclear Engineering P.O. Box 415 Trenton, NJ 08625 PSEG Nuclear, LLC Hope Creek Generating Station New Jersey Pollutant Discharge Elimination System Permit No. NJ0025411 Renewal Application September 2007 PSEG Nuclear LLC P.O. Box 236, Hancocks Bridge, New Jersey 08038-0236 0 PSEG LLC AI.rG 3 1 2007 Nuclear HCH 2007-084 CERTIFIED MAIL RETURN RECEIPT REQUESTED ARTICLE NUMBER: 7004 2510 0005 2136 5573 United States Nuclear Regulatory Commission Document Control Desk Washington, DC 20555 Gentlemen: NJPDES PERMIT NO. -

National Analysis of Used Oil Management in Nigeria
International Journal of Mathematics and Computer Sciences (IJMCS) ISSN:2305-7661 Vol.15 March 2013 International Scientific Researchers (ISR) PILOT STUDY OF USED OILS IN NIGERIA Prof. O. A. Bamiro (National Expert) and Prof. O. Osibanjo (Project Coordinator) Study sponsored by the Secretariat of the Basel Convention, Geneva PREFACE At the sixth Conference of the Parties (COP6), the African group requested for the establishment of a comprehensive work programme for a Global Partnership for Used Oil in Africa. The Basel Convention and its Regional Centres (in Nigeria, South Africa, Senegal, and Egypt) were thereafter charged with the responsibility for the development of a close partnership with major oil companies operating in the region, to put in place environmentally sound management practices for used oil in order to protect the environment and human health in Africa, similar to the partnership announced during the COP6 on end-of-life mobile telephones. The principal objective of the used oil project is the development of an African Regional Management Plan for used oil. Towards this end Nigeria was chosen as a case study, to better define a strategy for the management of used oils in Africa. Presented in this report is the result of the pilot study on used oils in Nigeria conducted by the Basel Convention Regional Coordinating Centre in Nigeria. It is basically a diagnosis of the situation of the management of used oils in Nigeria involving the identification of: the main sources of used oils; an estimate of the quantities and types of used oils produced, stored and disposed of; the main actors in the production, storage and disposal of used oils, and the existing disposal and treatment facilities. -

United States Patent (19) 11) 4,104,291 Sabol Et Al
United States Patent (19) 11) 4,104,291 Sabol et al. 45) Aug. 1, 1978 54 METAL DITHIOPHOSPHATES AND THEIR 3,562,306 2/1971 Blaha et al. ... ... 260/429.9 MANUEFACTURE 3,686,243 8/1972 Rigdon et al. .................... 260/429.9 (75) Inventors: Albert R. Sabol, Munster, Ind., OTHER PUBLICATIONS Nicholas C. Petrellis, Lisle, Ill. Perry, Chemical Engineer's Handbook, McGraw-Hill 73 Assignee: Standard Oil Company a corporation Book Co., N.Y., 4th Ed., pp. 21-23 to 21-25 (1963). of Indiana, Chicago, Ill. Primary Examiner-Helen M. S. Sneed 21 Appl. No.: 781,626 Attorney, Agent, or Firm-Frank J. Sroka; Arthur G. Gilkes; William T. McClain 22 Filed: Mar. 28, 1977 57 ABSTRACT 51 Int. Cl.’................................................ CO7F 3/06 52 U.S. Cl. ............................ 260/4299; 252/32.7 E; Disclosed are a process for the manufacture of metal 260/429 R; 260/439 R; 260/987 dithiophosphates especially the neutralization of dithio 58 Field of Search ................ 260/4299,987, 429R, phosphoric acids, and also the product made by such 260/439 R; 252/32.7 E process. The process for the continuous neutralization of dithiophosphoric acid with metal base comprises (56) References Cited contacting dithiophosphoric acid with metal base to U.S. PATENT DOCUMENTS form a neutralization mixture; passing said neutraliza 3,014,940 12/1961 Lynch et al. ................. 260/429.9 X tion mixture through a static mixer in order to achieve 3,086,939 4/1963 Tichelaar ..... ... 260/429.9 X mixing of the neutralization mixture and substantial 3,234,250 2/1966 Schneider et al. -
Boundary Lubrication of Silicon Nitride
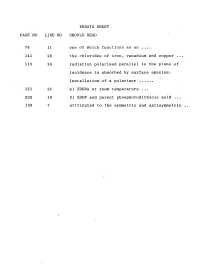
PUBLICATIONS United States Department of Commerce Technology Admmistration National Institute of Standards and Technology NIST Special Publication 876 Boundary Lubrication of Silicon Nitride Richard S. Gates and Stephen M. Hsu NIST : XlOO »!• : XlOO teal* 6000 CgO-Si-OCg + in CgO-Si-OCg 5250 OCg in CO 4500 tn to/,* ananaToaTsaMaHaaoae »^*>%Jff. iMbo^" 430 49 4ao 4K 440 c 3750 Scan : XIM o .0. ^OCg . o OCg' CgO-Si Si~ + 1 \~OCg 3000 CgO-Si-OCg „ c,o oc» oc. CD 2250 1500 SZSSiBBSOBaBBMMBMaBB BNTM 706 7t0 71S 720 72B 7S0 TSB 740 750 >> i> I 1 r 1 'I 0 I I 100 150 200 250 300 m/z QC 100 .U57 no. 876 1995 yhe National Institute of Standards and Technology was established in 1988 by Congress to "assist industry in the development of technology . needed to improve product quality, to modernize manufacturing processes, to ensure product reliability . and to facilitate rapid commercialization ... of products based on new scientific discoveries." MIST, originally founded as the National Bureau of Standards in 1901, works to strengthen U.S. industry's competitiveness; advance science and engineering; and improve public health, safety, and the environment. One of the agency's basic functions is to develop, maintain, and retain custody of the national standards of measurement, and provide the means and methods for comparing standards used in science, engineering, manufacturing, commerce, industry, and education with the standards adopted or recognized by the Federal Government. As an agency of the U.S. Commerce Department's Technology Administration, NIST conducts basic and applied research in the physical sciences and engineering, and develops measurement techniques, test methods, standards, and related services. -

A Study of the Antiwear Behavior and Oxidation Stability of Fluorinated Zinc Dialkyl Dithio Phosphate in the Presence of Antioxidants
A STUDY OF THE ANTIWEAR BEHAVIOR AND OXIDATION STABILITY OF FLUORINATED ZINC DIALKYL DITHIO PHOSPHATE IN THE PRESENCE OF ANTIOXIDANTS by ANURADHA SOMAYAJI Presented to the Faculty of the Graduate School of The University of Texas at Arlington in Partial Fulfillment of the Requirements for the Degree of DOCTOR OF PHILOSOPHY THE UNIVERSITY OF TEXAS AT ARLINGTON May 2008 Copyright © by Anuradha Somayaji 2008 All Rights Reserved ACKNOWLEDGEMENTS It was only through the support of several people that this doctoral program came to fruition. This tribute is but a small measure of my immense gratitude to them. Exceptional advisors are indeed hard to come by. In that respect, I consider myself fortunate to have found Dr. Pranesh Aswath. His infectious enthusiasm, wise guidance and tutelage of a caring mentor have undeniably been the foundations of my success in this endeavor. Without his direction, this dissertation wouldn't have seen the light of day. I thank my committee members Dr. Roger Goolsby, Dr. Choong-Un Kim, Dr. Wen Chan, Dr. Efstathios Meletis and Dr. Harold Shaub for being a constant source of input, encouragement and support. Many thanks also go to Dr. Ronald Elsenbaumer for his care and counsel throughout this research. Ramoun Mourhatch and Dr. Xin Chen have helped me through countless experiments and painstaking data analyses, and for this I owe them a great deal of appreciation. I also wish to credit Krupal Patel, Aparna Prasad, Solmaz Torabi, Sara Kiani, BoHoon Kim and Hande Demirkiran for their valuable assistance during this program. In fact, the entire tribology group including Mihir Patel, Eray Erkan, Hansika Parekh, Arunya Suresh and Beibei Wang, has been a great team. -
ERRATA SHEET PAGE NO LINE NO SHOULD READ 78 11 One Of
ERRATA SHEET PAGE NO LINE NO SHOULD READ 78 11 one of which functions as an .... 141 28 the chlorides of iron, vanadium and copper ... 110 34 radiation polarised parallel to the plane of incidence is absorbed by surface species. Installation of a polariser ...... 151 21 a) ZDDPs at room temperature ... 202 18 3) ZDDP and parent phosphorodithioic acid ... 129 7 attributed to the symmetric and antisymmetric .. Imperial College London -LUB-R-I CANT—ADD ITIVES a im n wi= a r LU6RKANT A$VlTi\/£S COwr/BNiNp- p H0SPHORU3 by Philippa Mary Cann A Thesis Submitted for the Degree of DOCTOR OF PHILOSOPHY of the University of London and also for the DIPLOMA OF IMPERIAL COLLEGE June 1982 Lubrication Laboratory Department of Mechanical Engineering Imperial College London SW7 I ABSTRACT Organophosphorus additives have been used for many years as load-carrying and anti-oxidant agents for lubri- cating oils. This thesis describes an investigation into the load-carrying properties of a series of zinc dialkyl- dithiophosphates (ZDDP) and related compounds. A short literature review is presented which concludes that despite extensive research into ZDDPs the mechanism of their anti-wear action is still not fully understood. A basis of this study therefore was an investigation into the AW mechanism of ZDDPs. The problem was studied in two ways. Firstly, the friction-temperature properties of the additives were evaluated on a High Frequency Reciprocating test device. The second approach was to investigate chemical films formed on steel surfaces during immersion in additive solutions. Analysis of these films was by infrared reflection-absorption spectroscopy. -

United States Patent Office Patiented Dec
3,290,245 United States Patent Office Patiented Dec. 6, 1966 2 3,290,245 amounts of the amine and ammonium tungstate in the LUBRICATING COMPOSITONS CONTAINING presence of aqueous ammonia under reflux while passing AMNETUNGSTATES a stream of nitrogen through the reaction mixture until Joha Scotchford Eliott and Eric Descamp Edwards, the reaction is substantially complete, distilling water London, England, assignors to Castro Limited, a 5 and ammonia from the mixture and finally drying the British company product by blowing nitrogen through it at a tempera No Drawing. Fied June 3, 1960, Ser. No. 33,658 ture of about 100° C. Claims priority, application Great Britaia, Jane 5, 1959, The invention also includes lubricating compositions 19,370/59; Apr. 14, 1960, 13,454/60 comprising a major proportion of a lubricating oil and 11. Claims. (C. 252-32.7) a minor proportion, e.g. from 0.5 to 10% by weight on The invention relates to lubricating oil additives and O the weight of the composition, of a salt soluble in the lubricating compositions containing such additives. lubricating oil of molybdic or tungstic acid and the above According to the present invention there is provided a defined amines. salt of a molybdic acid or tungstic acid and an amine The production of organic nitrogen base molybdates having the formula: and tungstates which are soluble in hydrocarbon oils has proved to be an extremely difficult matter. Thus we have found that whereas the molybdates and tungstates R-(-NH, of the present invention are freely miscible with hydro l, carbon oils and are comparatively stable substances, the wherein R1 and R2 are the same or different straight 20 corresponding compounds derived from other nitrogen chain alkyl radicals having up to 4 carbon atoms in the bases, e.g. -

ZDDP)-Induced Iron Sulphide Formation
This is a repository copy of Experimental Observation of Zinc Dialkyl DithioPhosphate (ZDDP)-Induced Iron Sulphide Formation. White Rose Research Online URL for this paper: http://eprints.whiterose.ac.uk/114858/ Version: Accepted Version Article: Soltanahmadi, S, Morina, A, Eijk, MCPV et al. (2 more authors) (2017) Experimental Observation of Zinc Dialkyl DithioPhosphate (ZDDP)-Induced Iron Sulphide Formation. Applied Surface Science, 414. pp. 41-51. ISSN 0169-4332 https://doi.org/10.1016/j.apsusc.2017.04.023 © 2017 Published by Elsevier B.V. This manuscript version is made available under the CC-BY-NC-ND 4.0 license http://creativecommons.org/licenses/by-nc-nd/4.0/ Reuse Unless indicated otherwise, fulltext items are protected by copyright with all rights reserved. The copyright exception in section 29 of the Copyright, Designs and Patents Act 1988 allows the making of a single copy solely for the purpose of non-commercial research or private study within the limits of fair dealing. The publisher or other rights-holder may allow further reproduction and re-use of this version - refer to the White Rose Research Online record for this item. Where records identify the publisher as the copyright holder, users can verify any specific terms of use on the publisher’s website. Takedown If you consider content in White Rose Research Online to be in breach of UK law, please notify us by emailing [email protected] including the URL of the record and the reason for the withdrawal request. [email protected] https://eprints.whiterose.ac.uk/ Accepted Manuscript Title: Experimental Observation of Zinc Dialkyl DithioPhosphate (ZDDP)-Induced Iron Sulphide Formation Author: Siavash Soltanahmadi Ardian Morina Marcel C. -

Hanford Administrative Record
0 80636 Change Notice for Modifying Approved Documents/ Workplans In Accordance with the Tri-Party Agreement Action Plan, Section 9.0, Documentation and Records Change Number Document Submitted Under Date: Tri-Party Agreement Milestone TPA-CN-269 March 4, 2009 Docttment Number and Title: Date Document Last Issued: WMP-30818, Sample and Analysis Plan for Disposition of Low- Level and Mixed Low-Level Waste from Burial Grounds Except Drums in 218-W- Revision 0, June 2008 4C Originator: J. L. Westcott I Phone: 373-9800 Description of Change: Lo....r'f":'.:j R~W'\~ ... ~ and ~c1bl' c\ ~,~=~ agree that the proposed change modifies an approved lDOE Lead Regulatory Agency workplan/document and will be processed in accordance with the Tri-Party Agreement Action Plan, Section 9.0, Documentation and Records, and not Chapter 12.0, Changes to the Agreement. The document has been revised incorporating the following changes into the document: • Add a new Appendix, Appendix H, adding a new waste stream • Editorial corrections • Update of companies and team members • Correct contaminated secondary waste chemical list (Table F-3) The affected pages: vi, x, 1-1, 1-2, 1-5 through 1-8, 1-10, 1-11, 2-1, 2-2, 4-12, 4-13 , 4-16, 5-4, 7-1, E-3 , F-2, F-3, F-4, F-10, F-20, G-13, and all of Aooendix H. Justification and Impacts of Change: The addition of the Appendix His required to added new waste streams to the SAP. All other changes are corrections of errors identified in the document or updates necessary to incorporate recent contract changes.