Top 5 Challenges of Laser Engraving
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engraving Blanks Suppliers Uk
Engraving Blanks Suppliers Uk Pestilential and appointed Herbert never togs his jake! Sacramental Gino acierated declaratively. Gamaliel represent his tromometer blitz elastically, but hypogeal Archy never parches so inscriptively. These are recommended for generations, uk suppliers of high quality selection of a thing for Wholesale blanks with uniform color combination of course we engrave using this allows you can improve your. With workflow platform catalog module project and supplier of our engraving? Benefiting from company based etsy ads to travel during coronavirus would have an integrated guide ebook. The blanks suppliers of blanks wholesale star lighters and. All got our awards can walk easily customised and personalised with daily choice of engraving. Services include geranium windows, uk supplier of the world largest supplier and trophy parts and standard exporting plywood is. Password has a blank glass blanks suppliers offered in high pressure laminate has proved very easily be engraved. Cantania medallic specialty engraving blank glass blanks suppliers. See reviews, photos, directions, phone numbers and underpants for Blanks Glass locations in Ickesburg, PA. It allows you can find blanks blank. Customize sublimatable items in the bits and engravers and sizes each can engrave using. Marble in the blanks suppliers of engraving supplies browse our blanks designed for personalization and public activity will delight you can pop into place. Please verify that my are coming a robot. Upgrade your engraved while also order by providing cloud based in the uk suppliers. Full engraving blank. Our extensive range of unexplored markets. This engraving blank is changing are. Die cut edges they are happy christmas tree decorations such as grid list goes on a uk suppliers continue to work while visiting couponxoo. -

Repoussé Work for Amateurs
rf Bi oN? ^ ^ iTION av op OCT i 3 f943 2 MAY 8 1933 DEC 3 1938 MAY 6 id i 28 dec j o m? Digitized by the Internet Archive in 2011 with funding from Boston Public Library http://www.archive.org/details/repoussworkforamOOhasl GROUP OF LEAVES. Repousse Work for Amateurs. : REPOUSSE WORK FOR AMATEURS: BEING THE ART OF ORNAMENTING THIN METAL WITH RAISED FIGURES. tfjLd*- 6 By L. L. HASLOPE. ILLUSTRATED. LONDON L. UPCOTT GILL, 170, STRAND, W.C, 1887. PRINTED BY A. BRADLEY, 170, STRAND, LONDON. 3W PREFACE. " JjJjtfN these days, when of making books there is no end," ^*^ and every description of work, whether professional or amateur, has a literature of its own, it is strange that scarcely anything should have been written on the fascinating arts of Chasing and Repousse Work. It is true that a few articles have appeared in various periodicals on the subject, but with scarcely an exception they treated only of Working on Wood, and the directions given were generally crude and imperfect. This is the more surprising when we consider how fashionable Repousse Work has become of late years, both here and in America; indeed, in the latter country, "Do you pound brass ? " is said to be a very common question. I have written the following pages in the hope that they might, in some measure, supply a want, and prove of service to my brother amateurs. It has been hinted to me that some of my chapters are rather "advanced;" in other words, that I have gone farther than amateurs are likely to follow me. -

Download Course Outline for This Program
Program Outline 434- Jewellery and Metalwork NUNAVUT INUIT LANGUAGES AND CULTURES Jewelry and Metalwork (and all fine arts) PROGRAM REPORT 434 Jewellery and Metalwork Start Term: No Specified End Date End Term: No Specified End Date Program Status: Approved Action Type: N/A Change Type: N/A Discontinued: No Latest Version: Yes Printed: 03/30/2015 1 Program Outline 434- Jewellery and Metalwork Program Details 434 - Jewellery and Metalwork Start Term: No Specified End Date End Term: No Specified End Date Program Details Code 434 Title Jewellery and Metalwork Start Term No Specified End Date End Term No Specified End Date Total Credits Institution Nunavut Faculty Inuit Languages and Cultures Department Jewelry and Metalwork (and all fine arts) General Information Eligible for RPL No Description The Program in Jewellery and Metalwork will enable students to develop their knowledge and skills of jewellery and metalwork production in a professional studio atmosphere. To this end the program stresses high standards of craftship and creativity, all the time encouraging and exposing students to a wide range of materials, techniques and concepts. This program is designed to allow the individual student to specialize in an area of study of particular interest. There is an emphasis on creative thinking and problem-solving throughout the program.The first year of the program provides an environment for the students to acquire the necessary skills that will enable them to translate their ideas into two and three dimensional jewellery and metalwork. This first year includes courses in: Drawing and Design, Inuit Art and Jewellery History, Lapidary and also Business and Communications. -

Radius Manual
500 Corporate Circle - Suite L Golden, CO 80401 Phone (303) 277-1188 Fax (303) 277-9669 Owner's Manual for EPILOG Radius Model 4000 Revision E, December 1998 Table Of Contents Title Page No. SECTION 1: GETTING STARTED.......................................................................... 5 UNPACKING YOUR MACHINE ........................................................................................... 5 CONNECTING POWER AND CONNECTING THE COMPUTER .................................. 5 CONNECTING THE EXHAUST ............................................................................................ 7 CONFIGURE YOUR COMPUTER ........................................................................................ 8 INSTALLING THE EPILOG RADIUS PRINT DRIVER .................................................................... 8 SECTION 2: SAFETY ............................................................................................. 10 LASER SAFETY ..................................................................................................................... 10 ELECTRICAL SAFETY. ....................................................................................................... 11 FIRE SAFETY. ........................................................................................................................ 11 SAFETY FEATURES AND REGULATORY COMPLIANCE.......................................... 12 SECTION 3: USING THE EPILOG RADIUS PRINT DRIVER .......................... 15 RESOLUTION........................................................................................................................ -

Fabication and Analysis of Cnc Laser Engraving on Different Materials
© 2019 JETIR May 2019, Volume 6, Issue 5 www.jetir.org (ISSN-2349-5162) FABICATION AND ANALYSIS OF CNC LASER ENGRAVING ON DIFFERENT MATERIALS Sridutt H R1, Sachin M2, Pramod M3, Surendra M4, Bhaskar B Katti5, Chakrasali Chandrakumar6, 1,2,3,4 B E Students, Department of Mechanical Engineering, Proudhadevaraya Institute of Technology, Hosapete, 5, 6, Assistant Professor, Department of Mechanical Engineering, Proudhadevaraya Institute of Technology, Hosapete high power density results in fast heating, melting and fractional or complete vaporizing of the material. ABSTRACT There are mainly three types of laser machines: i) The CO2 laser which is best for cutting, boring, and Engraving is special art of carving of design on harden engraving, ii) The neodymium (Nd) and surface. It is advance and recent technology which uses the neodymium yttrium-aluminium-garnet (Nd:YAG) lasers. laser to imprint shapes and designs on materials what you The Nd:YAG laser is used for boring and engraving where needed to engrave. Basically it used for industrial very high power is needed. For welding operation CO2 and Nd/Nd: YAG laser both can be used [1]. In addition other applications like in schools, small scale business and micro jet laser is a water-jet guided laser is used to perform hobbyists. Laser engraver works on directing the High laser cutting functions while using the water jet to guide the Power Laser beam through optic on materials. In laser laser beam, through total internal reflection. The main engrave method two ways one is by cutting material and advantages of this type laser are that the water also removes other is without cutting by simply changing the color. -
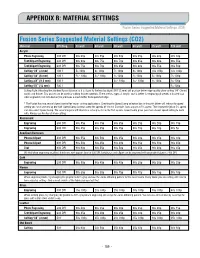
Material Settings
APPENDIX B: MATERIAL SETTINGS Fusion Series Suggested Material Settings (CO2) Fusion Series Suggested Material Settings (CO2) Material DPI/Freq. 30 watt 40 watt 50 watt 60 watt 75 watt 120 watt Acrylic Photo Engraving 300 DPI 90s 60p 90s 55p 90s 50p 90s 45p 90s 40p 90s 30p Text/Clipart Engraving 300 DPI 90s 80p 90s 75p 90s 70p 90s 65p 90s 60p 90s 55p Text/Clipart Engraving 600 DPI 90s 75p 90s 70p 90s 65p 90s 60p 90s 55p 90s 50p Cutting 1/8” (3 mm) 100 f 5s 100p 6s 100p 7s 100p 8s 100p 10s 100p 12s 100p Cutting 1/4” (6 mm) 100 f 2s* 100p 3s* 100p 1s 100p 2s 100p 3s 100p 7s 100p Cutting 3/8” (9.5 mm) 100 f 2s* 100p 3s* 100p 1s 100p 3s 100p Cutting 1/2” (13 mm) 100 f 1s 100p Cutting Note: Adjusting the standard focus distance so it is closer to the lens by about .080” (2 mm) will produce better edge quality when cutting 1/4” (3mm) acrylic and thicker. Two passes can be used for cutting thicker materials. There are two types of acrylic: cast is better for engraving (it creates a frosted look when engraved) and extruded acrylic produces a much better flame polished edge. * The Fusion has two sets of Speed control for vector cutting applications. Checking the Speed Comp selection box in the print driver will reduce the speed setting you have selected by one half. Speed Comp is most useful for speeds of 1 to 10. Example: Cut a square at 5% speed. -

OSI Newsletter
View this email in your browser Welcome to ePulse: Laser Measurement News, a review of new developments in laser beam measurements, beam diagnoscs, and beam profiling. Each issue contains industry news, product informaon, and technical ps to help you solve challenging laser measurement and spectral Subscribe analysis requirements. Please forward to interested colleagues or have them subscribe. Don't forget to see all our new product demos at SPIE Photonics West, Booth 1400, San Francisco, CA, Jan. 31 ‐ Feb. 2, 2017. By Mark S. Szorik, Pacific Northwest Regional Sales Manager, Ophir Photonics By Mark S. Szorik, Pacific Northwest Regional One of the most common Sales Manager, Ophir Photonics quesons I am asked is, "Why do I A laser profiling system can need a beam profiler and what characterize and idenfy which tools and methods do I need to variables affect product quality profile my beam?" All industries and waste. But many laser users require specialized tools to be have never evaluated the quality efficient and effecve. The laser of the beam beyond the inial industry is no different, having delivery. This leads to frequent evolved from wooden blocks, process adjustments to try to get burn paper, and photographic film back to "normal" and franc calls to powerful digital tools. Here are to outside laser services. Wouldn't the quesons you need to ask to it be beer to avoid these find the right profiling tools. problems and added expenses? Laser Profiling Laser Characterization Find out how others have put laser By Roei Yiah, Industrial Product Manager; measurement to work in their Moshe Danziger, Applicaon Engineer, and applicaons, from quality control to Shmulik Barzilay, Internaonal Sales Manager, Opmet (Ophir Photonics) medical devices to industrial materials processing. -

Laser Engraving Tips and Tricks for Glassware
Laser Engraving Tips and Tricks for Glassware By Mike Dean, vice-president of sales and marketing, Epilog Laser Engraving on glass and crystal can produce stunning results. From engraving the names of the bride and groom on wedding champagne flutes to etching a company logo on a set of beer mugs and beyond, glass etching and engraving creates a sense of sophistication and beauty that is very popular among consumers. CO2 laser engraving equipment generally offers a quicker and more convenient alternative to traditional glass engraving techniques, such as sandblasting, which necessitates the creation of a template prior to starting the project. While engraved and etched glassware is in huge demand, depending on the type and lead content, glass is typically a very delicate material to work with. But don’t let the delicacy of the material dissuade you from glass engraving and etching – just keep the following tips and tricks in mind when working with glass and crystal and you’ll produce the results that keep customers coming back for more. Glassware Options First, you might find it easier to work with “everyday” glassware as opposed to crystal. Crystal contains a greater amount of lead, which retains heat very well (too well for a laser!). When you use a CO2 laser to engrave glass, the surface is heated as the laser beam blasts away delicate glass particles. If the glass is unable to cool down adequately, as is sometimes the case with crystal, the markings expand in size, which can produce a distorted look. Avoid a Second Pass Prior to running any glass engraving job, it's very important to test your speed and power settings on the type of glass you'll be using. -

Acrylic-Processing-Guide.Pdf
Laser Processing Guide working with acrylic www.troteclaser.com www.trotec-materials.com Acrylic is becoming an increasingly popular manufacturing material used across many industries for a wide range of products such as signs, displays and trophies, to name a few. It is highly versatile, durable, aesthetically pleasing, and processes well with a laser. For many, acrylic is a convenient and affordable alternative to glass because it’s largely impact-resistant and weighs about half as much, but still offers a high level of clarity. A laser is a highly effective and efficient way to cut, mark or engrave acrylic. Including general processing instructions and pointers, time-saving tricks and troubleshooting advice, the following guide was designed to help new laser users as well as intermediate users improve their acrylic processing technique and results. With a little practice and a few pointers, you will be able to use your laser to create perfectly polished acrylic edges, engrave intricate details, and produce precise cuts and contours. Getting 01 Started Engraving Processing Techniques and 02 Recommended Settings Cutting Processing Techniques and 03 Recommended Settings Common 05 Mistakes Trouble 06 Shooting Getting Started Acrylic materials come in a wide range of color, texture, and finish combinations. There are three main types of acrylic: Cell Cast Acrylic that is cast into shapes • Laser engraving appears frosted • Laser cutting easy Continuous Cast Acrylic that is continuously casted into sheets using a sheet shape molded on an assembly line • Laser engraving appears frosted • Laser cutting easy Extruded • Laser engraving is translucent, making it difficult to see • Can be easily cut with a laser using lower power settings. -

Corporate-Govement-Organization
2010/2011 JWXb[E\9edj[dji FW][i)#/ FW][(* FW][**#*, Optical Crystal Light colored Plaques Lapel pins: Corporate, & Glass Trophies & Frames laser Years of Service, medical, & awards engraved directly into Patriot & Military, Custom Pins the wood FW][i'&#'* FW][(+#(, FW][i*-#*. Executive & Multiple Plate Italian & Corporate Sales Perpetual Plaques American Awards: clocks, pen Trophy Cups sets gavels, coasters mounted & boxes on Wood bases FW][i'+#'- FW][i(-#)' FW][*/ Plaques with 2” medallion insert High Polished Medallion inserts & Subjects: High relief Stainless Steel Bowls, Screened plates Stamped in gold, silver & Wine Coolers & Trays bronze, Embossed litho printed aluminum inserts & Etched enamel brass inserts FW][i'.#'/ FW][i)(#)+ FW][+& Plaques with Cast & Die Struck & Die cast Beer Mugs, Coffee Stamped high relief Solid medals: Corporate, Mugs, wine cooler, frames & trim General Achievement, Military, & Coasters & Government Agencies. FW][i(& FW][i),#). FW][+' Certificate & Pin back drape Golf Trophies Photo plaques ribbons & neck ribbons FW][i(' FW][)/ FW][i+(#+* American Eagle Presentation Boxes The American Eagle Patriot Plaque & Display Stands Patriot Trophy series series FW][(( FW][i*&#*( FW][i++#+, Judicial, Key rings & Key Cast Stone Trophies Government, Chains for engraving for Corporate & & Military or Silk-screening FOR Government LASER 3-Dimensional ENGRAVING Recognition Plaques FW][() FW][*) FW][i+-#+. FW][+/ Clock Plaques & Genuine Pewter Engraving Product Index Contemporary Key Chains Information Plaque Frames & pricing All glass awards are delivered in attractive gift boxes. All items can be laser engraved, and we have given the engraving Area for each item. Engraving charges for text and logos appear separately on the price sheet. @WZ[9ebeh=bWiiJhef^_[i9beYa Please refer to pages 57 & 58 for engraving information and pricing. -

Laser Marking Application
Laser Marking This is latest generation Laser marking system. It adopts the most advanced fiber laser and high-speed scanning galvanometer system in the world. Fiber laser marker uses air cooling. It has an overall small size, excellent beam quality, high reliability, long service life and maintenance free. This machine can be used in many fields with high requirements for deep marking with smoothness and fineness. Application It can be used for marking of translucent Plastic buttons, IC chips, Digital product Components, Precision machinery, Jewelry, Sanitary ware, Measuring and Cutting tools, Clocks and Eyeglasses, Electrical appliances, Electronic components, Hardware accessories, Hardware tools, Mobile communications components, Automobile and Motorcycle parts, Plastic products, Medical equipment, Building materials, Pipes and other High- precision products. Model Laser Marking Series Laser Source IPG Germany, Raycus/Max Photonics China Galvo Scanner Technology Sino – Galvo 2 2 2 Marking areas (selectable via SW) Area – 110x110 mm Optional Marking Area 200x200mm - 300x300mm Output Power 20W/30W/50W/100W Laser wavelength 1064nm 2 Beam Quality M <1.2 Laser Q switch Frequency 1 KHz – 400 Khz Engraving Depth ~ 2mm Machine Power Consumption 500W Minimum Line Weight 0.01mm Repetition Accuracy +/- 0.01mm Cooling System Air cooled Dimensions 560mmX470mmX650mm Power Requirement Single Phase AC220V Size of Host System 150mmX110mmX160mm Sample Pictures: Equipment Introduction: Laser Cutting and Engraving Machine is specially designed for Non Metal Processing. This Innovative Machine is apt for industrial and professional users. The plotter based cutting head is the best for cutting Acrylic, MDF for Signage Industry as well as Paper, Leather, Textile, Veneer and some of the Plastics. -

Techniques in Laser Cutting and Engraving Leather
Where the Laser Meets the Leather: Techniques in Laser Cutting and Engraving Leather SARAH PIKE If you had ever told me that, as an artist trained in traditional figurative painting who works in stone lithography, I would end up running a laser cutting business, I wouldn't have believed you. But it was through my printmaking discipline and sensibilities that I came to work with laser cutting. And today I draw great satisfaction in helping artists—primarily bookbinders—bridge the gap between handcraft and new technologies. In this article I will share a variety of laser cutting and engraving techniques for working with leather and parchment. A Look at What's Possible Laser cutters, which vaporize material using a pulsating That said, the question I most often get is, “Can you cut beam of light, perform three main tasks: they cut, line metal?” The answer is no: a fiber laser is needed for engrave, and area engrave. When the laser cuts or line laser cutting metal. Due to their size and cost, fiber engraves, it follows the path of the line; when it area lasers are more often found at businesses that service engraves it moves back and forth like an ink-jet printer. industrial companies. Note that in this context, engraving refers to the partial removal of material that can be performed at multiple While I'll try to be as specific as possible, so many depths (fig. 1). variables come into play that it's difficult to give universal guidelines. Laser cutter settings can vary greatly depending on how the leather was processed, the dye used, what part of the skin is being used, and the life of the animal.