Process Control and Instrumentation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

A Process Control Primer
A Process Control Primer Sensing and Control Copyright, Notices, and Trademarks Printed in U.S.A. – © Copyright 2000 by Honeywell Revision 1 – July 2000 While this information is presented in good faith and believed to be accurate, Honeywell disclaims the implied warranties of merchantability and fitness for a particular purpose and makes no express warranties except as may be stated in its written agreement with and for its customer. In no event is Honeywell liable to anyone for any indirect, special or consequential damages. The information and specifications in this document are subject to change without notice. Presented by: Dan O’Connor Sensing and Control Honeywell 11 West Spring Street Freeport, Illinois 61032 UDC is a trademark of Honeywell Accutune is a trademark of Honeywell ii Process Control Primer 7/00 About This Publication The automatic control of industrial processes is a broad subject, with roots in a wide range of engineering and scientific fields. There is really no shortcut to an expert understanding of the subject, and any attempt to condense the subject into a single short set of notes, such as is presented in this primer, can at best serve only as an introduction. However, there are many people who do not need to become experts, but do need enough knowledge of the basics to be able to operate and maintain process equipment competently and efficiently. This material may hopefully serve as a stimulus for further reading and study. 7/00 Process Control Primer iii Table of Contents CHAPTER 1 – INTRODUCTION TO PROCESS -

Programmable Logic Controller
Revised 10/07/19 SPECIFICATIONS - DETAILED PROVISIONS Section 17010 - Programmable Logic Controller C O N T E N T S PART 1 - GENERAL ....................................................................................................................... 1 1.01 DESCRIPTION .............................................................................................................. 1 1.02 RELATED SECTIONS ...................................................................................................... 1 1.03 REFERENCE STANDARDS AND CODES ............................................................................ 2 1.04 DEFINITIONS ............................................................................................................... 2 1.05 SUBMITTALS ............................................................................................................... 3 1.06 DESIGN REQUIREMENTS .............................................................................................. 8 1.07 INSTALLED-SPARE REQUIREMENTS ............................................................................. 13 1.08 SPARE PARTS............................................................................................................. 13 1.09 MANUFACTURER SERVICES AND COORDINATION ........................................................ 14 1.10 QUALITY ASSURANCE................................................................................................. 15 PART 2 - PRODUCTS AND MATERIALS......................................................................................... -

Control Theory
Control theory S. Simrock DESY, Hamburg, Germany Abstract In engineering and mathematics, control theory deals with the behaviour of dynamical systems. The desired output of a system is called the reference. When one or more output variables of a system need to follow a certain ref- erence over time, a controller manipulates the inputs to a system to obtain the desired effect on the output of the system. Rapid advances in digital system technology have radically altered the control design options. It has become routinely practicable to design very complicated digital controllers and to carry out the extensive calculations required for their design. These advances in im- plementation and design capability can be obtained at low cost because of the widespread availability of inexpensive and powerful digital processing plat- forms and high-speed analog IO devices. 1 Introduction The emphasis of this tutorial on control theory is on the design of digital controls to achieve good dy- namic response and small errors while using signals that are sampled in time and quantized in amplitude. Both transform (classical control) and state-space (modern control) methods are described and applied to illustrative examples. The transform methods emphasized are the root-locus method of Evans and fre- quency response. The state-space methods developed are the technique of pole assignment augmented by an estimator (observer) and optimal quadratic-loss control. The optimal control problems use the steady-state constant gain solution. Other topics covered are system identification and non-linear control. System identification is a general term to describe mathematical tools and algorithms that build dynamical models from measured data. -

Overview of Distributed Control Systems Formalisms 253
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by DSpace at VSB Technical University of Ostrava Overview of distributed control systems formalisms 253 OVERVIEW OF DISTRIBUTED CONTROL SYSTEMS FORMALISMS P. Holeko Department of Control and Information Systems, Faculty of Electrical Engineering, University of Žilina Univerzitná 8216/1, SK 010 26, Žilina, Slovak republic, tel.: +421 41 513 3343, e-mail: [email protected] Summary This paper discusses a chosen set of mainly object-oriented formal and semiformal methods, methodics, environments and tools for specification, analysis, modeling, simulation, verification, development and synthesis of distributed control systems (DCS). 1. INTRODUCTION interconnected by a network for the purpose of communication and monitoring. Increasing demands on technical parameters, In the next section the problem of formalizing reliability, effectivity, safety and other the processes of DCS’s life-cycle will be discussed. characteristics of industrial control systems initiate distribution of its control components across the 3. FORMAL METHODS plant. The complexity requires involving of formal The main motivations of using formal concepts methods in the process of specification, analysis, are [9]: modeling, simulation, verification, development, and ° In the process of formalizing informal in the optimal case in synthesis of such systems. requirements, ambiguities, omissions and contradictions will often be discovered; 2. DISTRIBUTED CONTROL SYSTEM ° The formal model -

Performance of Feedback Control Systems
Performance of Feedback Control Systems 13.1 □ INTRODUCTION As we have learned, feedback control has some very good features and can be applied to many processes using control algorithms like the PID controller. We certainly anticipate that a process with feedback control will perform better than one without feedback control, but how well do feedback systems perform? There are both theoretical and practical reasons for investigating control performance at this point in the book. First, engineers should be able to predict the performance of control systems to ensure that all essential objectives, especially safety but also product quality and profitability, are satisfied. Second, performance estimates can be used to evaluate potential investments associated with control. Only those con trol strategies or process changes that provide sufficient benefits beyond their costs, as predicted by quantitative calculations, should be implemented. Third, an engi neer should have a clear understanding of how key aspects of process design and control algorithms contribute to good (or poor) performance. This understanding will be helpful in designing process equipment, selecting operating conditions, and choosing control algorithms. Finally, after understanding the strengths and weak nesses of feedback control, it will be possible to enhance the control approaches introduced to this point in the book to achieve even better performance. In fact, Part IV of this book presents enhancements that overcome some of the limitations covered in this chapter. Two quantitative methods for evaluating closed-loop control performance are presented in this chapter. The first is frequency response, which determines the 410 response of important variables in the control system to sine forcing of either the disturbance or the set point. -
Introduction to Feedback Control
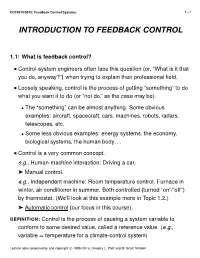
ECE4510/5510: Feedback Control Systems. 1–1 INTRODUCTION TO FEEDBACK CONTROL 1.1: What is feedback control? I Control-system engineers often face this question (or, “What is it that you do, anyway?”) when trying to explain their professional field. I Loosely speaking, control is the process of getting “something” to do what you want it to do (or “not do,” as the case may be). The “something” can be almost anything. Some obvious • examples: aircraft, spacecraft, cars, machines, robots, radars, telescopes, etc. Some less obvious examples: energy systems, the economy, • biological systems, the human body. I Control is a very common concept. e.g.,Human-machineinteraction:Drivingacar. ® Manual control. e.g.,Independentmachine:Roomtemperaturecontrol.Furnacein winter, air conditioner in summer. Both controlled (turned “on”/“off”) by thermostat. (We’ll look at this example more in Topic 1.2.) ® Automatic control (our focus in this course). DEFINITION: Control is the process of causing a system variable to conform to some desired value, called a reference value. (e.g., variable temperature for a climate-control system) = Lecture notes prepared by and copyright c 1998–2013, Gregory L. Plett and M. Scott Trimboli ! ECE4510/ECE5510, INTRODUCTION TO FEEDBACK CONTROL 1–2 tp Mp I Usually defined in terms 1 0.9 of the system’s step re- sponse, as we’ll see in notes Chapter 3. 0.1 t tr ts DEFINITION: Feedback is the process of measuring the controlled variable (e.g.,temperature)andusingthatinformationtoinfluencethe value of the controlled variable. I Feedback is not necessary for control. But, it is necessary to cater for system uncertainty, which is the principal role of feedback. -

8. Feedback Control Systems
feedback control - 8.1 8. FEEDBACK CONTROL SYSTEMS Topics: • Transfer functions, block diagrams and simplification • Feedback controllers • Control system design Objectives: • To be able to represent a control system with block diagrams. • To be able to select controller parameters to meet design objectives. 8.1 INTRODUCTION Every engineered component has some function. A function can be described as a transformation of inputs to outputs. For example it could be an amplifier that accepts a sig- nal from a sensor and amplifies it. Or, consider a mechanical gear box with an input and output shaft. A manual transmission has an input shaft from the motor and from the shifter. When analyzing systems we will often use transfer functions that describe a sys- tem as a ratio of output to input. 8.2 TRANSFER FUNCTIONS Transfer functions are used for equations with one input and one output variable. An example of a transfer function is shown below in Figure 8.1. The general form calls for output over input on the left hand side. The right hand side is comprised of constants and the ’D’ operator. In the example ’x’ is the output, while ’F’ is the input. The general form An example output x 4 + D ----------------- = fD() --- = --------------------------------- input F D2 ++4D 16 Figure 8.1 A transfer function example feedback control - 8.2 If both sides of the example were inverted then the output would become ’F’, and the input ’x’. This ability to invert a transfer function is called reversibility. In reality many systems are not reversible. There is a direct relationship between transfer functions and differential equations. -
(5) Type of Control Components, (6) Basic Control System, (7) Automatic
F DOCV4F NT R F S 1,4 F ED 023 279 EF 002 096 Temperature Control. Honeywell Planning Guide. Honeywell, Minneapolis, Minn. Pub Date Mar 68 Note -26p. EORS Price MF -S025 HC -$I AO Descriptors -Building Eluipment, *Climate Control, *ControlledEnvironment, Guidelines, *Mechanical Equipment , *Temperature, Themil Environment Identifiers -Honeywell Presentsplanningconsiderations inselectingproper temperaturecontrol systems. Various aspects are discussedincluding--(1) adequate environmental control, (2) adequate control area, (3) control system design, (4) operators ratetheir systems, (5) type of control components, (6) basic control system,(7) automatic control systems, and (8) variables that affect systemperformance. (RH) U.S. DEPARTMENT Of HEALTH. EDUCATION & WELFARE OFFICE OF EDUCATION THIS DOCUMENT HAS BEEN REPRODUCED EXACTLY AS RECEIVED FROM THE PERSON OR ORGANIZATION ORIGINATING IT.POINTS OF VIEW OR OPINIONS STATED DO NOT NECESSARILY REPRESENT OFFICIAL OFFICE OF EDUCATION POSITION OR POLICY. 0144 '4; A xfr/. HONEYWELL PLANNING GUIDE TEMPERATURE CONTROL Man's own environment: The indoor airwe breathe, work in, play in, sleep and eat in. We heat it, cool it, dry it, addmoisture to it. It commands more of our attention each day. And wellit should. Tests have shown that it afiectsour productivity, our attitudes, our safety, even the way we think and learn. In fact,the implications of indoor environment, the atmospherewe can control, are as practical and sophisticated as today's imaginative buildingarchitecture and its multiple uses. Today, environmental control design andapplica- tion deserves the serious consideration of buildingowners, builders, engineers, and architects as wellas control system manufacturers. Choosing the proper environmental controlsystem presents a quan- dary of choice for the commercial buildingowner or builder. -
Control System Design Methods
Christiansen-Sec.19.qxd 06:08:2004 6:43 PM Page 19.1 The Electronics Engineers' Handbook, 5th Edition McGraw-Hill, Section 19, pp. 19.1-19.30, 2005. SECTION 19 CONTROL SYSTEMS Control is used to modify the behavior of a system so it behaves in a specific desirable way over time. For example, we may want the speed of a car on the highway to remain as close as possible to 60 miles per hour in spite of possible hills or adverse wind; or we may want an aircraft to follow a desired altitude, heading, and velocity profile independent of wind gusts; or we may want the temperature and pressure in a reactor vessel in a chemical process plant to be maintained at desired levels. All these are being accomplished today by control methods and the above are examples of what automatic control systems are designed to do, without human intervention. Control is used whenever quantities such as speed, altitude, temperature, or voltage must be made to behave in some desirable way over time. This section provides an introduction to control system design methods. P.A., Z.G. In This Section: CHAPTER 19.1 CONTROL SYSTEM DESIGN 19.3 INTRODUCTION 19.3 Proportional-Integral-Derivative Control 19.3 The Role of Control Theory 19.4 MATHEMATICAL DESCRIPTIONS 19.4 Linear Differential Equations 19.4 State Variable Descriptions 19.5 Transfer Functions 19.7 Frequency Response 19.9 ANALYSIS OF DYNAMICAL BEHAVIOR 19.10 System Response, Modes and Stability 19.10 Response of First and Second Order Systems 19.11 Transient Response Performance Specifications for a Second Order -

Neural Network Control of Autoclave Curing of Composite Materials
NEURAL NETWORK CONTROL OF AUTOCLAVE CURING OF COMPOSITE MATERIALS Thesis Submitted to The School of Engineering UNIVERSITY OF DAYTON In Partial Fulfillment of the Requirements for The Degree Master of Science in Chemical Engineering by Maria Claudia Baptista UNIVERSITY OF DAYTON Dayton, Ohio December, 1994 ABSTRACT NEURAL NETWORK CONTROL OF AUTOCLAVE CURING OF COMPOSITE MATERIALS Baptista, Maria Claudia University of Dayton, 1994 Advisor: Dr. C. William Lee A back propagation neural network has been developed to determine the temperature cure cycle of a fiber reinforced epoxy matrix composite material in an autoclave. The self-directed neural network controller performed temperature control by adjusting the set-point of the autoclave based on five sensor inputs. The curing process was simulated by a one-dimensional heat transfer model that included heat source and convective boundary conditions. These two programs, the simulator and the controller, were installed on two separate computers. The neural network controller was developed using NeuroWindows™ in the Visual Basic™ environment. The neural network controller used for testing consists of an input layer with five neurons that represent the process and material states, one hidden layer with six neurons, and an output layer with a single neuron for temperature set point adjustment. The neural network controller, when trained by a cure cycle for a given thickness panel, was able to 111 THESIS 35 08892 NEURAL NETWORK CONTROL OF AUTOCLAVE CURING OF COMPOSITE MATERIALS Approved by: C. William Lee, Ph.D. Professor Committee Chairperson Tony E. Saliba, Ph.D. Kevif{J. Myers, D.Sc., P.E. Associate Professor Associate Professor Committee Member Committee Member Donald L. -

Automation Studio Standardization Paves the Way to the Future HMI Systems What Goes Around, Comes Around Process Control APROL – for Stepwise Migration
05.15 The B&R Technology Magazine Process and factory automation Take control of every process mapp technology Full focus on innovation Automation Studio Standardization paves the way to the future HMI systems What goes around, comes around Process control APROL – For stepwise migration editorial As environmental regulations and demographic chang- publishing information es continue to shape the future of the process manu- facturing industry, one of the most prominent themes will be plant modularization. The challenge of the mod- ular plant will be how to quickly and effectively inte- automotion: grate intelligent units into a complex production line The B&R technology magazine, Volume 16 without excessive engineering overhead, yet retaining www.br-automation.com/automotion the ability to satisfy customers' individual requirements and requests. Media owner and publisher: Bernecker + Rainer Industrie-Elektronik Ges.m.b.H. B&R Strasse 1, 5142 Eggelsberg, Austria In spite of all this newly gained flexibility, there is no Tel.: +43 (0) 7748/6586-0 room for compromise with regard to product quality, [email protected] seamless documentation and traceability, and sustain- able production methods. Managing Director: Hans Wimmer B&R's APROL process control system satisfies the requirements of flexible and modular Editor: Alexandra Fabitsch process manufacturing plants without neglecting the high demands on availability Editorial staff: Craig Potter Authors in this edition: Eugen Albisser, and data consistency. This innovative distributed control system already facilitates Yvonne Eich, Vitor Hayakawa, Stefan Hensel, the design of machinery and plants that meet the needs of Industry 4.0 production. Peter Kemptner, Jana Otevrelova, Franz Joachim Roßmann, Jaehoon Sa, Huazhen Song APROL has taken the next step in this direction with a fully integrated business intel- ligence solution that gives users powerful and convenient reporting functions that Graphic design, layout & typesetting: allow for exploratory analysis of plant and production data. -

Control and the Digital Computer: the Early Years
Copyright © 2002 IFAC 15th Triennial World Congress, Barcelona, Spain CONTROL AND THE DIGITAL COMPUTER: THE EARLY YEARS Stuart Bennett Department of Automatic Control & Systems Engineering, The University of Sheffield, Mappin Street, Sheffield, S1 3JD, UK, Email: [email protected] Abstract: During the years 1950-1970 there was extensive development of control theory and its application. This paper explores the influence of the rapid development of the digital computer and associated enabling technologies on the field of control systems. A brief outline of digital computer and control theory development is given followed by an account of the effect of the digital computer on process control applications. Copyright © 2002 IFAC Keywords: history, digital computer, process control, control theory 1. INTRODUCTION New York Times in the USA devoted considerable column inches to the debate. Governments, in both Text books published around 1950 expounded the the USA and the UK, instituted enquiries into the frequency domain techniques which had been used subject and professional engineering institutions during the war for the design (by trial and error) of began to recognise automatic control as a specific linear single variable systems. However, as many of sub-discipline worthy of the formation of sections contributors to the conferences of 1951 (at Cranfield, (Bennett, 1993). A report produced, in 1956, for the UK) and 1953 (New York, USA) explained, typical UK government saw a combination of real-world problems were non-linear, complex, mechanisation, automatic control and the newly multivariable, many involving discrete as well as emerging digital computer as providing the means to continuous data; they also expressed the need for overcome labour shortages and keep the economy optimum not just adequate controller performance.