TRUNNION MOUNTED BALL VALVE Installation, Operation and Maintenance Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Expanding Reach of Plastic Valves
BACK TO BASICS As seen in the Spring 2013 issue of M A G A … Z I N E The Expanding Reach of Plastic Valves Although plastic valves are sometimes seen as a Executive Summary BY TIM MORAN specialty product—a top choice of those who SUBJECT: Valves are manufactured in a make or design plastic piping products for industrial systems or wide array of thermoplastic materials who must have ultra-clean equipment in place—assuming these valves don’t have many general uses is short-sighted. In reality, with special properties. Designers have plastic valves today have a wide range of uses as the expanding come up with a variety of ways to use types of materials and good designers who need those materials new kinds of plastic valves. S P mean more and more ways to use these versatile tools. R I N KEY CONCEPTS: G 2 0 1 PLASTIC’S PROPERTIES • Thermoplastic materials 3 The advantages of thermoplastic valves are wide—corrosion, • Options in valve types V chemical and abrasion resistance; smooth inside walls; light A weight; ease of installation; long-life expectancy; and lower life- • What these valves can do L V cycle cost. These advantages have led to wide acceptance of E • Design considerations plastic valves in commercial and industrial applications such as M water distribution, wastewater treatment, metal and chemical A TAKE-AWAY: These valves are critical in G processing, food and pharmaceuticals, power plants, oil refineries harsh and challenging environments, but A and more. Z I perform well in many situations today. N E 1 ©2013 Valve Manufacturers Association. -

Corrosion Resistant Thermoplastic Valves and Unions LIST PRICE SHEET
THIS LIST PRICE SHEET IS AVAILABLE IN PDF AND EXCEL FORMAT AT WWW.LASCOFITTINGS.COM BALL VALVES Corrosion Resistant ACTUATED VALVES MIP BALL VALVES Thermoplastic Valves BUTTERFLY VALVES CHECK VALVES and Unions LIST PRICE SHEET STRAINERS PRICE GROUP DESCRIPTION DISCOUNT MULTIPLIER EFFECTIVE - October 1, 2018 VA TUBVS, SUBVS, SUPER C COMPACTS, BALL CHECK, VPS-27 UNIONS SWING CHECK, SPRING CHECK, LAB VALVES VB REPAIR PARTS, ACCESSORIES, Y-STRAINERS VC BUTTERFLY VALVES Supersedes VPS-26 SLO-CLOSE VALVES VK CONTRACTOR KITS (BFV & WAFER CHECK) VM MIP COMPACT BALL VALVES INFO/TERMS/WARRANTY VS SLO-CLOSE BALL VALVES (SEE PRICE SHEET VPSC-6) VT CPVC CTS BALL VALVES For a list of changes, see page 2. Distributed by: CUSTOMER SERVICE: 414 Morgan Street, Brownsville, TN 38012 Toll-free Phone (800) 776 2756 or (731) 772 3180 • Fax (731) 772 0835 www.lascofittings.com Visit Us Online! Design & Installation Information I Installation/Operation/Maintenance Sheets Sample Engineering Specs I Industry Standards I Chemical Resistance Information Overview of changes in this price sheet – VPS-27 Some products have increased by 5% due to material and other costs. The increase is higher for other products affected by the Section 301 tariffs that are now imposed on imports. The summary of changes is shown below. This is also shown in detail in the Excel sheet that is posted on the website. Valve Series Increase Full Block Industrial TUBV 5% Commercial TUBV 5% 801 Series TUBV 10% 131W White SUBV 10% Super C Compact Valve 5% Two-Pc Compact 2-1/2 – 4 5% Lab Valves -

Titanium Valves
TITANIUM VALVES Main office & factory Seoul office Address. » 8, Ansim-ro 59 gil, Dong-gu, Daegu, 41081, South Korea Address. » 13th fl, Dongwha-BLDG, 160 Seosomun-ro, Jung-gu, Tel. » 82-53-962-4839 Seoul, 04513, South Korea Fax. » 82-53-962-6383 Tel. » 82-2-2637-9188 URL » www.kpccorp.co.kr Fax. » 82-2-2637-9118 URL » www.kpccorp.co.kr » www.kpctitanium.com KPC BRIEF HISTORY TITANIUM VALVES 1977. 10 Established Korea Precision Casting Co. WORLD LEADER IN TITANIUM VALVES 1981. 08 Changed to KPC Corporation, a corporate company KPC is one of the world's leading manufacturers of industrial titanium valves, offering a full range of forged and cast titanium valves in a wide range of critical applications for chemical, petrochemical, aluminum and mining industries. The core competence of KPC is its capability to deliver titanium 1982. 03 Started Ball Valve Division valves that would add value to the customer's process industry. 1987. 05 Started Special Alloy Steel Division 1988. 06 Started Vacuum Arc Re-melting Division OPTIMAL DESIGN Finite Element Analysis and 3D Parametric Design Program of CATIA are rigorously utilized for analysis and verification of design in an effort to 1990. 05 Started Forging Division provide the optimum valve design that would best meet design requirements of customers. 1992. 05 Developed and produced Ball Valves for NACE and High Temperature Service 1994. 08 Authorized to use the API Monograms for API 6D VERTICALLY INTERGRATED PRODUCTION 1997. 02 ISO 9001 : 1994 certified by QCB KPC's production system is vertically integrated to cover the whole production process from material production to final assembly and in-house testing. -

Ball Valve Selection Guide from Simple to Complex Designs
SG-2020 Ball Valve Selection Guide From Simple to Complex Designs Electric, Pneumatic Actuators & Controls 3 and 4 Way Multi-Port Valves Pipeline Trunnion Type Valves Custom Designed Ball Valves Severe Service Metal Seats Segmented Control Valves Flush Bottom Tank Valves Steam Jacketed Valves Dribble Control Valves Instrumentation Valves V-Port Control Valves Special Alloy Valves Cavity Filled Valves Fusible Link Valves Automated Valves Cryogenic Valves PFA Lined Valves Sanitary Valves Ceramic Valves www.flotite.com 910.738.8904 | [email protected] Trunnion Ball Valves TM Series Engineered Valves for Pipeline Designed and Fabricated for Pipeline Applications. and Severe Service Applications Offering both forged 3-pc and cast 1 & 2 pc body designs. 3-Way 10" Applications: Oil and Pipeline applications and other industrial applications including: • Natural Gas Storage • Gas Transmission, Oil Refinery • Dryer Service • LNG, HRSG • Skids • Subsea • Natural Gas Compressor Stations • Desalination TB 80-19 • Petrochemical Plants • CO2 Service Models: • Pipeline TM150 • Power Generation TM300 TM600 Design Features: • Full Compliance with API-6D Size Range: • ISO 9001, CE & NACE 1"–56" • Grease Sealant Fitting Standard Pressure Rating: • ANSI Class 150, 300, 600, 900, 1500, 2500 ANSI Class 150-2500 • High Temperature Metal Seated • Piggable Service • Control Ball Valve • 3-Way Designs • Double Block & Bleed • Both Cast & Forged • Optional: Fully Welded Body Designs • Custom Designs Welcome! Segmented Control Valves Sentinel Series Eccentric Ball -
701 Series Three-Way Ball Valve
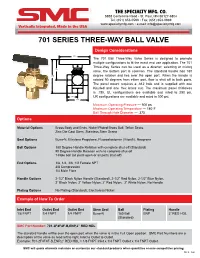
THE SPECIALTY MFG. CO. 5858 Centerville Road • St. Paul, MN 55127-6804 Tel: (651) 653-0599 • Fax: (651) 653-0989 www.specialtymfg.com • e-mail: [email protected] Vertically Integrated, Made in the USA 701 SERIES THREE-WAY BALL VALVE Design Considerations 2.50 The 701 Ball Three-Way Valve Series is designed to promote multiple configurations to fit the exact end use application. The 701 Three-Way Series can be used as a diverter, selecting or mixing 1.67 valve, the bottom port is common. The standard handle has 180 2.75 degree rotation and lies over the open port. When the handle is rotated 90 degrees from either port, flow is shut off to both ports. The panel mount requires a .812 hole and is supplied with one Knurled and one Hex brass nut. The maximum panel thickness is .150. UL configurations are available and rated to 250 psi. .86 UR configurations are available and rated to 500 psi. 1.72 Maximum Operating Pressure — 500 psi Maximum Operating Temperature — 180°F Ball Through Hole Diameter — .375 Options Material Options Brass Body and Ends, Nickel Plated Brass Ball, Teflon Seats, Zinc Die Cast Stem, Stainless Stem Screw Seal Options Buna-N, Ethylene Propylene, Fluoroelastomer (Viton®), Neoprene Ball Options 180 Degree Handle Rotation with complete shut-off (Standard) 90 Degree Handle Rotation with no complete shut-off T-Hole ball (all ports open or all ports shut-off) End Options 1/8, 1/4, 3/8, 1/2 Female NPT 3/8 Compression 1/4 Male Flare Handle Options 2-1/2” Black Nylon Handle (Standard), 2-1/2” Red Nylon, 2-1/2” Blue Nylon, 2” Black Nylon, 2” Yellow Nylon, 2” Red Nylon, 2” White Nylon, No Handle Plating Options No Plating (Standard), Electroless Nickel Example of How To Order Inlet End Outlet End Outlet End Stem Seal Ball Plating Handle 1/8 FNPT 1/4 FNPT 1/4 FNPT Buna-N 180 Ball ENP 2” RED HDL (Standard) SMC Part Number: 701-2F4F4F-B,ENP,2” RED HDL The standard handle will lie over the open port when the valve is in the Full Open position. -

Ball Butterfly Check Gate Globe Plug Valves Differences Applications Suitability
ADELAIDE • BRISBANE • PERTH VALVE TYPES There are a large variety of valves and valve configurations to suit all services and conditions; different uses (on/off, control), different fluids (liquid, gas etc; combustible, toxic, corrosive etc) different materials and different pressure and temperature conditions. Valves are for starting or stopping flow, regulating or throttling flow, preventing back flow or relieving and regulating pressure in fluid or gaseous handling applications. Common valve types include: Ball, Butterfly,Check, Diaphragm, Gate, Globe, Knife Gate, Parallel Slide, Pinch, Piston, Plug, Sluice, etc. The following types of valves are used in a variety of applications, these descriptions may provide a basic guideline in the selection of valves. BALL VALVES BUTTERFLY VALVES Because of their excellent operating The butterfly valve derives its name from the characteristics, ball valves are used for the wing-like action of the disc which operates at broadest spectrum of isolation applications and right angles to the flow. It’s main advantage is a are available in a wide range of sizes and seating surface which is not critical. It is materials and are available in full flow and full designed for flow isolation. The disc impinges through conduit. Advantages - quick acting, against a resilient liner to provide bubble straight through flow in either direction, low tightness with low operating torque. Compact pressure drop, bubble tight shut off & operating and with a simple construction, butterfly valves torque, easily actuated. Disadvantages - facilitate easy pipe arrangement. Due to disc, temperature limitations on seating material, long they have slightly reduced flow characteristics. “relative” face to face dimension. -

Apollo Valves
Technical Data for: Apollo Valves How to Order Apollo Valves Bronze Ball Valves Two Piece Ball Valves Three Piece Ball Valves Three Way Valves Union End Valves Steam Prep Ball Valves ANSI Flanged Ball Valves Specialty Ball Valves Top Entry Valves Optional Configurations Engineering Data Apollo Numbering System PLEASE USE ALL DIGITS WHEN ORDERING 0 0 - 0 0 0 - 0 0 SIZE MATERIALS OR STYLE YPE VARIATIONS T 1 1/4" 70 Bronze 1 One Size Larger 1 NPT Female/150 Flange 2 3/8" 71 Bronze with pads Male Retainer 2 Solder & Soc. Weld/150 3 ½" 72 Carbon Steel, High Pressure 2 Adjustable Stop Lever Flange Full Port 4 3/4" 73 Carbon Steel 3 Cu-Ni Ball & Stem 3 Union End NPT/Reg.Port 5 1" 73A A105 Carbon Steel 4 SS Sall & Stem Soc.Weld 6 1 1/4" 74 Nickel 5 Original Balancing Stop- 4 Union End Solder/Reg.Port 7 1 ½" 75 Pad-Locking Bronze Attach to Lever or T-Handle Soc.Weld 8 2" 76 CF8M Stainless Steel 7 One Size Smaller 5 Spring Return/High Pressure 9 2 ½" 76F CF8M Stainless Steel, Full Port Female Retainer Full Port NPT 0 3" 77 Bronze Full Port 8 (Not Assigned) 6 3-way, NPT/High Pressure A 4 " 77C Bronze Full Port Economy 9 Pinned Retainer Soc.Weld Full Port C 6" 78 Special Valves 7 Butt Weld/300 Flange E 8" 79 Refrigerant Valves 8 Male x Female, NPT/600 Flange G 10" 7A Chlorine Carbon Steel 9 3-way Solder/O-Ring Boss/300 H 12" 7K Bronze Full Port Drain Flange Full Port 80 Bronze, UL Listed 81 Bronze UL Listed Plain Ball 82 Bronze 3-Piece Full Port 83 CS 3-Piece 83R CS 3-Piece, Actuator Ready 85 SS 3-Piece, Reg.Port 85R SS 3-Piece, Reg.Port, Actuator Ready 86 SS 3-Piece, Full Port 86R SS 3-Piece, Full Port, Actuator Ready 87 CF8M SS Flanged 87A CF8M SS Flanged 87A-400 Alloy-20 Flanged 88 Carbon Steel Flanged 88A Carbon Steel Flanged 89 Cast Carbon Steel w/Pads 9A Bronze, Hvy.Patt. -

Advanced V-Control Ball Valves, 1/4”-12” Pneumatic, Electro-Pneumatic & Electric Controls Threaded, Socket Weld, Butt We
Advanced V-Control Ball Valves, 1/4”-12” Pneumatic, Electro-Pneumatic & Electric Controls Threaded, Socket Weld, Butt Weld & Flanged End Valves Control Valves V-Control Ball Valves with Pneumatic, Electro- Pneumatic and Electric Actuation A BUBBLE TIGHT SHUT OFF VALVE AND PRECISION CONTROL VALVE COMBINED IN ONE 15° V-Port 30° V-Port 60° V-Port Standard round ported ball valves have been used, and continue to be used, for many control applications such as services involv- ing moderate pressure drops. Now, with the development of Flow-Tek’s characterized V-balls, a full range of control applications is available with superior flow control. These 1/4 turn control ball valves are more com- 90° V-Port Custom Slotted Port Custom V Port pact, lighter weight and much less expensive than comparably sized globe valves and Exceptional Characterized Control segmented control valves offered by other Flow-Tek’s characterized balls provide predictable and accurate control companies. Flow-Tek control valves offer of downstream flow rates. These precision cut balls match the control fast response times to control signals due to performance of globe valves while offering the economy, features and advanced digital control of actuation and the reduced size and weight of ball valves. Flow-Tek offers a wide range of inherent strengths of ball valves. These valves V-Port and Slotted Port characterized balls. The standard characterized exceed Class VI offering bubble tight shut balls and an example of a custom ball are shown above. The 90° and off with zero leakage. Other features include 60° balls, like standard round hole balls, offer an equal percentage inher- superior rangeabiltiy and repeatability, high ent flow characteristic. -

Ball Valve Seat/Seal Materials and Service Applications
APPLICATIONS - VALVE SOFT SEAT/SEAL MATERIALS One of the most important factors affecting shutoff capability is the nature of media being handled. Service life is affected by all of the following factors: - pressure, temperature, degree of pressure fluctuation and thermal fluctuation, type of media, cycling frequency, velocity of media & speed of valve operation. The following seat & seal materials can be used in various valves such as ball, plug, butterfly, needle, etc. BUNA-N (HYCAR or Nitrile) - Buna-N is a general-purpose polymer which has good resistance to oil, water, solvents and hydraulic fluids. It also displays good compression, abrasion resistance, and tensile strength. This material performs extremely well in process areas where paraffin base materials, fatty acids, oils, alcohols or glycerins are present, since it is totally unaffected. It should not be used around high polar solvents (acetones, ketones), chlorinated hydrocarbons, ozone or nitro hydrocarbons. Temperature range is 107°C maximum. Hycar is black in colour and should not be used where discolouration cannot be tolerated. It is regarded as a comparable replacement neoprene. Major differences are: Buna-N has a higher temperature limit; neoprene is more resistant to oils. EPDM - EPDM is a terpolymer elastomer made from ethylene-propylene diene monomer. EPDM has good abrasion and tear resistance and offers excellent chemical resistance to a variety of acids and alkalines. It is susceptible to attacks by oils and is not recommended for applications involving petroleum oils, strong acids, or strong alkalines. EPDM should not be used on compressed air lines. It has exceptionally good weather aging and ozone resistance. -
Fisher™ Rotary Valve Selection Guide
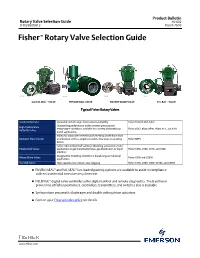
Product Bulletin Rotary Valve Selection Guide 40:002 D102550X012 March 2020 Fisher™ Rotary Valve Selection Guide W9418-3 W6539 X0189 X0187-1 Control-Diskt VALVE PIPELINE BALL VALVE ROTARY GLOBE VALVE Vee-Ballt VALVE Typical Fisher Rotary Valves Control-Disk Valve Expanded control range, lower process variability Fisher Control-Disk Valve Outstanding performance under extreme pressure and High-Performance temperature conditions, available for a variety of throttling or Fisher 8532, 8580, 8590, 9500, A11, and A31C Butterfly Valves on/off applications Allows for automated selecting and diverting of well fluids from Multiport Flow Selector an individual well to a single test outlet, flow loop, or sampling Fisher MPFS device Full or reduced bore ball valves for throttling and severe service Pipeline Ball Valves applications in gas transmission lines, gas distribution, or liquid Fisher V250, V260, V270, and V280 pipelines Designed for throttling control for a broad range of industrial Rotary Globe Valves Fisher V500 and CV500 applications Vee-Ball Valves High-capacity, low-friction, non-clogging Fisher V150, V200, V300, V150S, and V300S n ENVIRO-SEAL™ and ISO-SEAL™ live-loaded packing systems are available to assist in compliance with environmental emissions requirements n FIELDVUE™ digital valve controllers offer digital control and remote diagnostics. The traditional proven line of Fisher positioners, controllers, transmitters, and switches also is available n Spring-return pneumatic diaphragm and double-acting piston actuators n Contact -
Flowserve Control Valve Product Guide
Control Valve Product Guide Experience In Motion Experience In Motion Control valve solutions for all of your applications Performance!Nxt ™ CUSTOM ENGINEERED 6 24 Valve Sizing and Selection Suite Flowserve offers a comprehensive suite of custom- Performance!Nxt puts the power of on-demand control engineered solutions, as well as unique product valve selection and sizing at your fingertips. It’s the designs that meet your exacting specifications. right tool for finding the right product, every time. 30 POSITIONERS GENERAL SERVICE 8 Our portfolio of ultra-high precision positioners support Flowserve general service control valves combine plat- a range of communication protocols and hazardous form standardization, high-performance, and simplified area classifications to help facilitate dramatic improve- maintenance to deliver a lower total cost of ownership. ments in process uptime, reliability, and yield. SEVERE SERVICE 34 SALES AND SERVICE 16 Flowserve severe service products are engineered for Around the clock, around the world. Flowserve manu- durable functionality wherever harsh service conditions factures, sells, and services precision-quality pumps, exist. From extreme temperature and pressure differ- control valves, seals, and automation equipment for a entials, to cavitation, flashing, and beyond, our severe diverse range of industries. service solutions take the problem out of problematic applications. Accord™ Edward™ NAF ™ Valbart™ Anchor Darling™ Gestra™ Nobel Allloy™ Valtek™ Argus™ Kämmer™ Norbro™ Vogt™ Atomac™ Limitorque™ Nordstrom™ Worcester Controls™ Automax™ Logix™ PMV™ Durco™ McCANNA/MARPAC™ Serck Audco™ 2 flowserve.com Flowserve – Solutions to Keep You Moving Flowserve is one of the world’s leading providers of Flowserve markets are large, diverse, and worldwide. fluid motion and control products and services. -

Pump Control Ball Valve for Energy Savings
Pump Control Ball Valve for Energy Savings VAL-MATIC VALVE AND MANUFACTURING CORP. 905 RIVERSIDE DRIVE, ELMHURST, IL 60126 TEL. (630) 941-7600 FAX. (630) 941-8042 www.valmatic.com PUMP CONTROL BALL VALVE FOR ENERGY SAVINGS INTRODUCTION An essential element in the design of water and wastewater pumping systems is the proper selection of the pump control valve, whose primary purpose is prevent reverse flow when the pump is not in operation. A pump control valve must also be able to carefully and slowly control changes in fluid velocity to prevent water hammer or surges, especially in long pipelines. Another function that is often overlooked is the valve’s ability to minimize energy consumption. It is estimated that water and wastewater plants consume nearly 80% of their costs to pump water and overcome pressure and friction losses. By proper valve selection to minimize valve headloss, significant energy savings can be achieved. FIGURE 1. Pump Control Ball Valves in Ohio, USA There are several types of pump control valves including butterfly, ball, and eccentric plug valves, which are electrically wired to the pump control circuit to provide synchronized functions with the pump to systematically control the changes in pipeline fluid velocity over a long period of time (i.e. 60 to 300 seconds) to prevent surges in pipelines, force mains, and 1 distribution systems. When selecting a pump control valve, you should consider performance, low headloss, and flow characteristics. This paper will therefore describe the advantages of using AWWA C507 ball valves for pumping applications. PUMP CONTROL VALVES When pumping systems are part of very long piping systems (i.e.