Cleaner Production Case Study
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

2021 Double-Barrel Sampler Case Wine Selections
2021 Double-Barrel Sampler Case Wine Selections The Houston Livestock Show and Rodeo™ presents the 2021 Double-Barrel Sampler Case to showcase the Show’s annual Rodeo Uncorked! International Wine Competition. The case contains 12 award-winning wines from popular categories, placed in a commemorative, branded wooden box. The sampler case is available for $650 (FMV $350). All net proceeds benefit the Houston Livestock Show and Rodeo, a Section 501(c)(3) charitable organization that promotes agriculture by hosting an annual, family-friendly experience that educates and entertains the public, supports Texas youth, showcases Western heritage and provides year-round educational support within the community. The amount of the contribution that may be deductible for federal income tax purposes is the excess value contributed by the donor over the fair market value of goods or services received. Consult your tax professional for eligibility. Alexander Valley Vineyards CYRUS, Alexander Valley, 2014 Grand Champion Best of Show, Class Champion, Regional Class Champion, Double Gold In 1840, Cyrus Alexander rode into present day Alexander Valley. Calling it the “brightest and best spot in the world,” he built his home and raised his family. Decades later, the Wetzel Family is paying tribute to the man and the region with CYRUS. This Bordeaux style blend has characteristics of cassis, dark chocolate, dark fruits, dusty cherry and hints of cedar that draw you into the glass. CYRUS will only get better with age with its smooth texture, excellent balance and structured finish. Le Chemin Du Roi Brut, Champagne AOC, NV Reserve Grand Champion Best of Show, Class Champion, Double Gold This brilliant and lively brut illuminates “the King’s Path.” Made from some of the finest vineyards in Champagne, it has delicate aromas of apricot, white peach and eucalyptus. -
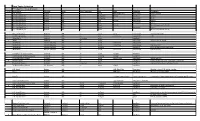
Doug Taylor Collection *** Subject to Errors & Omissions LOT# Dairy Name Location State Pyro/Embossed Size Type Condition Comments a G
Doug Taylor Collection *** Subject to Errors & Omissions LOT# Dairy Name Location State Pyro/Embossed Size Type Condition Comments A G. Smalley Boston MA r quart Smalley/tin top very good handle missing A. G. Smalley & Co Boston MA re half gallon tin top excellent Has tin A. G. Smalley & Co Boston MA re half gallon very good no tin 1 A. G. Smalley & Co Boston MA re pint tin top very good+ Has tin A. G. Smalley & Co Boston MA re pint very good no tin A. G. Smalley & Co Boston MA re quart tin top No tin; has grooves for tin A. G. Smalley & Co Boston MA re quart very good no tin A. G. Smalley & Co Boston MA re quart No tin; has grooves for tin McLean Hospital Belmont MA re quart squat very good+ institutional bottle D. Whiting & Sons Boston MA re pint crown top very good+ 1914 Ware Dairy Belmont MA sp orange quart excellent 2 Ware Belmont MA se quart very good location not on bottle White Bros. Atlantic (Quincy) MA re quart cream top very good+ White Bros. Atlantic (Quincy) MA re quart cream top very good+ one body belt White Bros. Atlantic (Quincy) MA re half pint excellent some scratches; two body belts White Bros. Atlantic (Quincy) MA re quart cream top very good+ one body belt MSC Dept. of Dairy Industry Amherst MA re quart college excellent U Mass; Dept. of Dairy Industry Amherst MA re 1/2 pint college excellent Colombo & Sons Yogurt Andover MA re quart wide mouth very good heavily stained 3 Marland Dairy Andover MA re quart excellent Soldier in the slug plate; neck swirl; slogan roll Shawsheen Dairy Andover MA rp orange pint excellent one body belt; picture of Indian brave Mt Herman Boys School Mt. -

The Effect of Creasing Lines on the Compression Strength of Adjustable Height Corrugated Boxes
RESEARCH ARTICLE The Effect of Creasing Lines on the Compression Strength of Adjustable Height Corrugated Boxes PREFACE API 2015 Péter Csavajda Péter Böröcz Széchenyi István University Széchenyi István Universtiy [email protected] [email protected] Ákos Mojzes Bence Molnár Széchenyi István University Széchenyi István Universtiy [email protected] [email protected] ABSTRACT Due to its high strength and low density, the corrugated fibreboard (CFB) box is one of the most popular types of packaging all over the world. This packaging device is able to fulfil a huge number of requirements of the logistic process, during the phases of handling, shipping and storage. In addition to this, corrugated packaging is easily machinable, so it is also suitable for special supply chains and products. These special needs include the requirement to fit to the inner measurements of the shipping device, e.g. the shipping container. This is particularly expected in case of less than container-load (LTL) shipments, where the shipping cost is usually based on the required area (m2) or cubic capacity (m3) of the container, so the useful filling of the shipping device is a very strong advantage. Naturally, this is easily solvable with different CFB boxes which have different heights, but this way the user needs to stock a high variety of boxes, requires a good relationship and cooperation between the parties and also a proper knowledge of product organisation in each box version. The multi-depth corrugated boxes are a suitable solution for resolving this problem. These boxes are creased at multiple intervals, so they are easily cuttable to the desired various heights. -

COL08939 Carboy Brochure April 2019.Indd
Nalgene carboys for bulk storage of drugs and reagents Superior containers to maximize product security All carboys are not created equal Thermo Scientific™ Nalgene™ containers are made with high-quality resins, and meet the rigorous pharmaceutical high-quality resins that meet pharmaceutical, laboratory, production, laboratory and foodgrade standards. Our and food grade standards. That’s why millions of Nalgene resins are selected to minimize additives and reduce carboys and bottles are at work in bioproduction facilities potential leachables. We do not use plasticizers or fillers, and laboratories around the world. Choose from a and our plastics have low total ash content—a measure wide range of quality carboys and jerricans to fit your of impurities. application requirements—from collecting and mixing reagents, media, and bulk vaccines to storing active Nalgene carboys minimize risk, protecting your pharmaceutical ingredients. valuable products • Leakproof* to help ensure contained materials are not Trust the proven performance of Nalgene containers lost during storage or transport When selecting carboys for critical bioproduction applications, standard laboratory carboys fall far short • Sterile, single-use options to eliminate the need for of what is required for this highly regulated in-house packaging and sterilization industry. We provide the necessary application • Container designs that enable cleaning validations support and documentation, as well as a robust customer notification process. Customization with • Sanitary fitting options for easier cleaning validations fluid transfer options and presterilized carboys and processes are additional benefits you can expect from the • Validation binders and forced extraction studies to Thermo Scientific™ Nalgene™ portfolio. support regulatory compliance Thermo Scientific™ Nalgene™ containers are made with Shatter-resistant plastic containers are less likely to break than glass. -

Liquor, Wine, and Malt Beverages Wholesale Monthly Return
LIQUOR, WINE, AND MALT BEVERAGES WHOLESALE MONTHLY RETURN IMPORTANT: This return must be filed and taxes paid by the 20th day of the month following the month in which the tax is collected. Return for month of ______________________ 20__ Date Filed _____________________ Business Name ______________________________ Phone ________________________ Address ____________________________________ Ga. Sales Tax No. _______________ ___________________________________________ City Account Number _____________________ Please see page 2 of this form for the Alcoholic Beverage Excise Tax Rates. 1. LIQUOR: ___________ Liters at the rate of 22¢-per liter $____________________________ 2. WINE: ___________ Liters at the rate of 22¢-per liter $____________________________ 3. MALT BEVERAGE: NUMBER OF CASES/KEGS CASES OF OR KEG SIZE TAX RATE CASES/KEGS TOTAL TAX DUE @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ @ $_____PER CASE $ TOTAL MALT BEVERAGE TAX $ 4. Total Due (From lines 1, 2, and 3) $_____________________ 5. Add Penalty for Late Payment If postmarked after the 20th, add 5% of Line 9 or $5.00, whichever is greater. In addition, an additional penalty of 5% or $5.00, whichever is greater, shall be added for each additional 30 days or portion thereof during which the failure continues. $_____________________ 6. Total Amount Reported and Remitted to the City of Savannah $_____________________ I CERTIFY THAT I HAVE EXAMINED THIS RETURN AND IT IS TO THE BEST OF MY KNOWLEDGE AND BELIEF A TRUE AND COMPLETE RETURN FOR THE PERIOD. _________________________ ____________________ __________________ Signature Print or Type Name Title Mail Return and Payment to: City of Savannah Revenue Department P.O. -

Industrial Containers: Performance Packaging Guide
Industrial Containers: Performance Packaging Guide Industrial Packaging Ltd. Killarney Road, Bray, Co. Wicklow [email protected] www.industrialpackaging.ie +353 1 286 4010 INDEX PAGE Page 2 Our Story Page 3 Fibre Drums • LeverLoc Fibre Drums • Econo All-Fibre Drums • EnviroLoc Fibre Drums • WastePac Fibre Drums • V-Mark Lab Small Drums • Tablet Safe Foam Lined Drums • Fibre-Free Cleanroom Fibre Drum • AeroPac Aerosol Disposal Fibre Drum Page 5 Curtec Plastic Drums, Screw-Top • Wide Neck Drums • Total Opening Drums • Nestable Drums • Square Drums • Conductive Drums • UV Safe Drums • Packo Pharma Grade • Packo UV-Safe Page 7 Plastic Drums, LeverLoc and Tighthead • Open-Top LeverLoc Plastic Drums – Round • Open-Top LeverLoc Plastic Drums – Square • Tighthead Plastic Drums • Jerricans Page 8 Steel Drums • Open-Top Steel Drums • Open-Top Steel Drums – Conical • Tighthead Steel Drums • Salvage Drums Page 9 Plastic & Tinplate Pails • Ropac Secure – Solids • Ropac Prime – Liquids • Conical Tapered Pails • Rectangular Tins Page 10 IBCs, FIBCs & UN Boxes • IBC - Standard • IBC – Explosive Zones (EX) • UN Certified Boxes Page 12 Accessories OUR STORY Industrial Packaging was founded in Dublin City Centre, by Fred Lee, in 1947. Three generations later, the company remains 100% family-owned and operated. From our two purpose-built factories in Bray, Co. Wicklow, we employ a team of over 40 packaging specialists. We manufacture and distribute high performance, industrial containers designed to both protect our customers products and to protect people and the environment from the products packed inside. Our team prides ourselves on having the technical knowledge and engineering capability to solve problems for our customers. If you have a high value, sensitive or hazardous product packaging problem we would love to hear from you. -

Environmental Health and Safety June/July 2012 Service Building, 1St Floor Phone: (216) 368-2906/2907 in This Issue: FAX: (216) 368-2236 Website: Case.Edu/Ehs
“Safety Comes First ” Case Western Reserve University Environmental Health and Safety June/July 2012 Service Building, 1st Floor Phone: (216) 368-2906/2907 In this issue: FAX: (216) 368-2236 Website: case.edu/ehs Director’s 1 The Importance of Laboratory Documentation Corner Marc Rubin, Director of Safety Service , EHS The OSHA Laboratory and Bloodborne Standards define the regulatory Acrylamide requirements for safe use of chemicals and biologicals in our laboratories. Waste 2 However, in most cases, these standards do not dictate how safe practice Disposal should be accomplished. Instead, compliance with these Standards relies on the knowledge of the work to be done and the expertise of each individual laboratory PI/manager. The standard is performance-based and compliance is determined by achievement of safe practice in each individual laboratory. The Dosimetry 3 central documents mandated by Case Western Reserve University for support of safe laboratory practice with chemicals and biologicals are the Chemical Hygiene and Exposure Control Plans, which contain individualized safety Compressed guidelines and procedures established by each Principal Investigator for his or Gas Cylin- 4 her laboratory. Notably, these standards require that laboratory workers der Safety receive specific training in the procedures they will carry out in their laboratories. Laboratory Specific Training is not included in the general EHS Choosing training courses. It must be provided by the Primary Investigator and/or Lab The Right Manager when new workers initially arrive in the laboratory or when new 6 Ergonomic procedures are introduced that may affect the safety of all or some of the Office Chair workers in specific laboratory programs. -

Preliminary Glassware and Bottle Analysis from Shipwreck 31CR314, Queen Anne’S Revenge Site
Queen Anne’s Revenge Shipwreck Project RESEARCH REPORT AND BULLETIN SERIES QAR-R-08-02 Preliminary Glassware and Bottle Analysis from Shipwreck 31CR314, Queen Anne’s Revenge Site Linda Carnes-McNaughton, Ph.D. Fort Bragg Cultural Resources Program Mark U. Wilde-Ramsing, M.A. NC Underwater Archaeology Branch April 2008 Underwater Archaeology Branch Office of State Archaeology Department of Cultural Resources State of North Carolina Cover photo: Queen Anne coin weight for 1 guinea gold coin. Recovered from site Fall 2006 Introduction Glass as a malleable composite has been shaped into hollow forms for over 3500 years. The art of glass blowing, by use of a blowpipe, was developed sometime around 40-50 BC and flourished during the Roman Empire, throughout its geographic domain. After the fall of the empire, common use and manufacture of glass declined and the styles became more simplified. It was well into the seventeenth century before utilization of glass containers began to increase as vessels diversified into many new forms. Prior to that most bottles used to store liquids (e.g. beverages, oils, medicines, and water) were made of earthenware, leather, metal or wood (Frank 1982:131–133). Throughout the seventeenth and eighteenth centuries’ glass bottles were relatively expensive to manufacture, thus the majority of goods being packaged were put into ceramic and wooden containers. Eventually, however, bottles became universal containers and were used; both new and second-hand, for a great variety of goods that carried trade and property value (Busch 2000:175). Figure 1. Recovery of a squat wine bottle from the QAR site. -

Variability in Compression Strength and Deflection of Corrugated Containers As a Function of Positioning, Operators, and Climatic Conditions
CORE Metadata, citation and similar papers at core.ac.uk Provided by DigitalCommons@CalPoly Variability in Compression Strength and Deflection of Corrugated Containers as a Function of Positioning, Operators, and Climatic Conditions 2 J. SINGHl .*, P. BAINBRIDGE , S. P. SINGH3 and E. OLSEN4 lAssociate Professor, Industrial Technology, Cal Poly State University, San Luis Obispo, CA. 2Research Assistant, Industrial Technology, Cal Poly State University, San Luis Obispo, CA. 3Professor, School ofPackaging, Michigan State University, East Lansing, MI 4Assistant Professor, Industrial Technology, Cal Poly State University, San Luis Obispo, CA. ABSTRACT: ASTM D642 is a commonly used standard for measuring the ability of containers to resist external compressive loads applied to its faces, to diagonally opposite edges, or to corners. The procedure recommends testing by centering the specimen on the lower platen of the testing machine in the desired orientation, so as not to incur ec centric loading. It is also recommended by the standard that the load be applied with a continuous motion of the movable platen of the test ing machine at a speed of 0.5 ± 0,1 in. (12.7 ± .25 cm)/min until failure or a specified load, has been reached. It is recommended that the tests be conducted at "standard environmental" conditions of 23°C and 50% relative humidity. However, the vast majority of compression testers are not placed in rooms where humidity is controlled and multi ple operators may perform the tests thereby increasing the possibility of variation of reported data. No recent studies involving the effect of variation in the container location or the test speed on the compres sion strength values, however, are available. -

Casegoods 2020 Catalog
Casegoods 2020 Catalog COLLECTIONS From contemporary to casual to classic, there is an extensive array of collections, dining, and occasional tables including cocktail, sofa and end tables. Style, selection and quality are the main ingredients in each piece of furniture. Wood, glass, metal and stone are all elements used to create a wide range of designs to suit every style and budget. Blakely 909 collection Stately and sophisticated, the Blakeley collection is ready to transform your bedroom. These paneled pieces feature classic shapes elevated with beveled edges and antiqued hardware, while a weathered grey finish gives a dreamy feel. They rest on tall, turned legs. 909-050 Queen Bed 909-680 Sliding Door Chest 70W x 90D x 66H in. 46W x 20D x 58H in. 909-060 CA King Bed 909-681 Drawer Chest 85W x 94D x 68H in. 42W x 18D x 56H in. 909-066 King Bed 86W x 90D x 68H in. 909-650 Dresser 64W x 18D x 42H in. 909-660 Mirror 44W x 2D x 38H in. 909-670 Nightstand 30W x 17D x 28H in. 909-050 Queen Bed: 70W x 90D x 66H in. 909-670 Nightstand 909-060 CA King Bed: 85W x 94D x 68H in. 30W x 17D x 28H in. 909-066 King Bed: 86W x 90D x 68H in. 909-650 Dresser: 64W x 18D x 42H in. 909-680 Sliding Door Chest 909-681 Drawer Chest 909-660 Mirror: 44W x 2D x 38H in. 46W x 20D x 58H in. 42W x 18D x 56H in. -

Attitudes Towards Alternative Wine Packaging
Millennial Wine Consumers: Attitudes towards Alternative Wine Packaging Primary Investigator Nicholas E. Johnston Research Assistant Texas Wine Marketing Research Institute Texas Tech University 1301 Akron Avenue Lubbock, TX 79409-1240 Tel. 806-834-4215 Email: [email protected] Project Supervisor Dr. Natalia Velikova Associate Director / Associate Professor Texas Wine Marketing Research Institute Texas Tech University 1301 Akron Avenue Lubbock, TX 79409-1240 Tel. 806-834-3589 Email: [email protected] Funding Agencies Texas Wine Marketing Research Institute www.depts.ttu.edu/hs/texaswine The Wine Market Council www.winemarketcouncil.com Table of Contents 1. EXECUTIVE SUMMARY .............................................................................................................. 4 2. BACKGROUND AND JUSTIFICATION ..................................................................................... 5 3. METHODOLOGY ........................................................................................................................... 6 3.1 Phase I: Focus Groups (Qualitative) ........................................................................................... 6 3.2 Phase II: Consumer Survey (Quantitative) ............................................................................... 6 4. QUALITATIVE RESULTS ............................................................................................................ 7 4.1. Socio-demographic Profile of Focus Group Participants .................................................. -

Order of the High Court of Australia (Tobacco Plain Packaging
HIGH COURT OF AUSTRALIA FRENCH CJ, GUMMOW, HAYNE, HEYDON, CRENNAN, KIEFEL AND BELL JJ Matter No S409/2011 JT INTERNATIONAL SA PLAINTIFF AND COMMONWEALTH OF AUSTRALIA DEFENDANT Matter No S389/2011 BRITISH AMERICAN TOBACCO AUSTRALASIA LIMITED & ORS PLAINTIFFS AND THE COMMONWEALTH OF AUSTRALIA DEFENDANT JT International SA v Commonwealth of Australia British American Tobacco Australasia Limited v The Commonwealth [2012] HCA 43 Date of Order: 15 August 2012 Date of Publication of Reasons: 5 October 2012 S409/2011 & S389/2011 ORDER Matter No S409/2011 1. The demurrer by the plaintiff to the defence of the defendant be overruled. 2. Judgment be entered in the action for the defendant. 3. The plaintiff pay the defendant's costs in this action, including the demurrer. Matter No S389/2011 The questions reserved on 28 February 2012 for determination by the Full Court under s 18 of the Judiciary Act 1903 (Cth) be answered as follows: Question 1 Apart from s 15 of the Tobacco Plain Packaging Act 2011 (Cth), would all or some of the provisions of the Tobacco Plain Packaging Act 2011 (Cth) result in an acquisition of any, and if so what, property of the plaintiffs or any of them otherwise than on just terms, of a kind to which s 51(xxxi) of the Constitution applies? Answer No. Question 2 Does the resolution of Question 1 require the judicial determination of any and if so what disputed facts following a trial? Answer No. Question 3 If the answer to Question 1 is "yes" are all or some, and if so which, provisions of the Tobacco Plain Packaging Act 2011 (Cth) in whole or in part beyond the legislative competence of the Parliament by reason of s 51(xxxi) of the Constitution? Answer Does not arise.