Recreating Steam Power at WPI
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Engine Components and Filters: Damage Profiles, Probable Causes and Prevention
ENGINE COMPONENTS AND FILTERS: DAMAGE PROFILES, PROBABLE CAUSES AND PREVENTION Technical Information AFTERMARKET Contents 1 Introduction 5 2 General topics 6 2.1 Engine wear caused by contamination 6 2.2 Fuel flooding 8 2.3 Hydraulic lock 10 2.4 Increased oil consumption 12 3 Top of the piston and piston ring belt 14 3.1 Hole burned through the top of the piston in gasoline and diesel engines 14 3.2 Melting at the top of the piston and the top land of a gasoline engine 16 3.3 Melting at the top of the piston and the top land of a diesel engine 18 3.4 Broken piston ring lands 20 3.5 Valve impacts at the top of the piston and piston hammering at the cylinder head 22 3.6 Cracks in the top of the piston 24 4 Piston skirt 26 4.1 Piston seizure on the thrust and opposite side (piston skirt area only) 26 4.2 Piston seizure on one side of the piston skirt 27 4.3 Diagonal piston seizure next to the pin bore 28 4.4 Asymmetrical wear pattern on the piston skirt 30 4.5 Piston seizure in the lower piston skirt area only 31 4.6 Heavy wear at the piston skirt with a rough, matte surface 32 4.7 Wear marks on one side of the piston skirt 33 5 Support – piston pin bushing 34 5.1 Seizure in the pin bore 34 5.2 Cratered piston wall in the pin boss area 35 6 Piston rings 36 6.1 Piston rings with burn marks and seizure marks on the 36 piston skirt 6.2 Damage to the ring belt due to fractured piston rings 37 6.3 Heavy wear of the piston ring grooves and piston rings 38 6.4 Heavy radial wear of the piston rings 39 7 Cylinder liners 40 7.1 Pitting on the outer -
MACHINES OR ENGINES, in GENERAL OR of POSITIVE-DISPLACEMENT TYPE, Eg STEAM ENGINES
F01B MACHINES OR ENGINES, IN GENERAL OR OF POSITIVE-DISPLACEMENT TYPE, e.g. STEAM ENGINES (of rotary-piston or oscillating-piston type F01C; of non-positive-displacement type F01D; internal-combustion aspects of reciprocating-piston engines F02B57/00, F02B59/00; crankshafts, crossheads, connecting-rods F16C; flywheels F16F; gearings for interconverting rotary motion and reciprocating motion in general F16H; pistons, piston rods, cylinders, for engines in general F16J) Definition statement This subclass/group covers: Machines or engines, in general or of positive-displacement type References relevant to classification in this subclass This subclass/group does not cover: Rotary-piston or oscillating-piston F01C type Non-positive-displacement type F01D Informative references Attention is drawn to the following places, which may be of interest for search: Internal combustion engines F02B Internal combustion aspects of F02B 57/00; F02B 59/00 reciprocating piston engines Crankshafts, crossheads, F16C connecting-rods Flywheels F16F Gearings for interconverting rotary F16H motion and reciprocating motion in general Pistons, piston rods, cylinders for F16J engines in general 1 Cyclically operating valves for F01L machines or engines Lubrication of machines or engines in F01M general Steam engine plants F01K Glossary of terms In this subclass/group, the following terms (or expressions) are used with the meaning indicated: In patent documents the following abbreviations are often used: Engine a device for continuously converting fluid energy into mechanical power, Thus, this term includes, for example, steam piston engines or steam turbines, per se, or internal-combustion piston engines, but it excludes single-stroke devices. Machine a device which could equally be an engine and a pump, and not a device which is restricted to an engine or one which is restricted to a pump. -

Small Engine Parts and Operation
1 Small Engine Parts and Operation INTRODUCTION The small engines used in lawn mowers, garden tractors, chain saws, and other such machines are called internal combustion engines. In an internal combustion engine, fuel is burned inside the engine to produce power. The internal combustion engine produces mechanical energy directly by burning fuel. In contrast, in an external combustion engine, fuel is burned outside the engine. A steam engine and boiler is an example of an external combustion engine. The boiler burns fuel to produce steam, and the steam is used to power the engine. An external combustion engine, therefore, gets its power indirectly from a burning fuel. In this course, you’ll only be learning about small internal combustion engines. A “small engine” is generally defined as an engine that pro- duces less than 25 horsepower. In this study unit, we’ll look at the parts of a small gasoline engine and learn how these parts contribute to overall engine operation. A small engine is a lot simpler in design and function than the larger automobile engine. However, there are still a number of parts and systems that you must know about in order to understand how a small engine works. The most important things to remember are the four stages of engine operation. Memorize these four stages well, and everything else we talk about will fall right into place. Therefore, because the four stages of operation are so important, we’ll start our discussion with a quick review of them. We’ll also talk about the parts of an engine and how they fit into the four stages of operation. -
Building a Small Horizontal Steam Engine
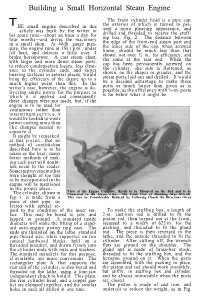
Building a Small Horizontal Steam Engine The front cylinder head is a pipe cap, THE small engine described in this the exterior of which is turned to pre- article was built by the writer in sent a more pleasing appearance, and his spare time—about an hour a day for drilled and threaded to receive the stuff- four months—and drives the machinery ing box, Fig. 2. The distance between in a small shop. At 40-lb. gauge pres- the edge of the front-end steam port and sure, the engine runs at 150 r.p.m., under the inner side of the cap, when screwed full load, and delivers a little over .4 home, should be much less than that brake horsepower. A cast steam chest, shown, not over ¼ in., for efficiency, and with larger and more direct steam ports, the same at the rear end. When the to reduce condensation losses; less clear- cap has been permanently screwed on ance in the cylinder ends, and larger the cylinder, one side is flattened, as bearing surfaces in several places, would shown, on the shaper or grinder, and the bring the efficiency of the engine up to a steam ports laid out and drilled. It would much higher point than this. In the be a decided advantage to make these writer's case, however, the engine is de- ports as much larger than given as is livering ample power for the purpose to possible, as the efficiency with ½-in. ports which it is applied, and consequently is far below what it might be. -

Assessing Steam Locomotive Dynamics and Running Safety by Computer Simulation
TRANSPORT PROBLEMS 2015 PROBLEMY TRANSPORTU Volume 10 Special Edition steam locomotive; balancing; reciprocating; hammer blow; rolling stock and track interaction Dāvis BUŠS Institute of Transportation, Riga Technical University Indriķa iela 8a, Rīga, LV-1004, Latvia Corresponding author. E-mail: [email protected] ASSESSING STEAM LOCOMOTIVE DYNAMICS AND RUNNING SAFETY BY COMPUTER SIMULATION Summary. Steam locomotives are preserved on heritage railways and also occasionally used on mainline heritage trips, but since they are only partially balanced reciprocating piston engines, damage is made to the railway track by dynamic impact, also known as hammer blow. While causing a faster deterioration to the track on heritage railways, the steam locomotive may also cause deterioration to busy mainline tracks or tracks used by high speed trains. This raises the question whether heritage operations on mainline can be done safely and without influencing the operation of the railways. If the details of the dynamic interaction of the steam locomotive's components are examined with computerised calculations they show differences with the previous theories as the smaller components cannot be disregarded in some vibration modes. A particular narrow gauge steam locomotive Gr-319 was analyzed and it was found, that the locomotive exhibits large dynamic forces on the track, much larger than those given by design data, and the safety of the ride is impaired. Large unbalanced vibrations were found, affecting not only the fatigue resistance of the locomotive, but also influencing the crew and passengers in the train consist. Developed model and simulations were used to check several possible parameter variations of the locomotive, but the problems were found to be in the original design such that no serious improvements can be done in the space available for the running gear and therefore the running speed of the locomotive should be limited to reduce its impact upon the track. -

Horizontal Directional Drilling Glossary
AN HDD GUIDE HORIZONTAL DIRECTIONAL DRILLING GLOSSARY A comprehensive guide to all terms HDD to make sure you can “talk the talk” when on the job. Horizontal directional drilling has been gaining ground for quite some time in the construction industry as the ideal solution for installing pipes and utilities without having to dig up long trenches. At Melfred Borzall, with our 70+ years of experience designing and building groundbreaking drilling solutions, we understand the best way to push the industry forward is to have innovative solutions and increase education about HDD. In our HDD Glossary, we’ve compiled 70 HDD terms along with clear definitions for each term to help expert drillers and new drillers to all talk the same talk and help streamline communication on your next job. HORIZONTAL DIRECTIONAL DRILLING GLOSSARY 2 "TALK THE TALK" HDD GLOSSARY HDD Tooling & Equipment Terms TERM & ALTERNATE DEFINITION DRILL HEAD The lead portion of the drilling process that TERMS Housing, Transmitter houses the transmitter inside to enable the Housing, Head, locator to see where the drill bit is located A ADAPTER Configurable adapter piece that allows drillers to Sonde Housing underground. It comes in different bolt patters Sub, Crossover, and can connect to various types of blades and Tailpiece use various manufacturer’s drill bits and blades with others’ starter rods, housings, and other bits depending upon the ground condition. configurations. Often customizable to fit specific needs of a jobsite tooling setup. DRILL RIG A trenchless machine that installs pipes and Rig, Drill cables by drilling a pilot bore to establish the AIR HAMMER Tool used in HDD designed to bore through location of the underground utility before difficult rock formations using a combination of enlarging the hole if needed and pulling back thrust, pressure and rotation to chip and carve the product. -
From Crank to Click the Evolution of the Car Key in 1769, the French
Car Key Origins: From Crank to Click The Evolution of the Car Key In 1769, the French inventor, Nicolas-Joseph Cugnot, introduced the first automobile to the world. Ever since then, cars have continued to evolve at a remarkable rate. You might think that car keys have accompanied cars all along, but that's a little inaccurate. Car keys, along with auto locksmith services, only saw the light of day in the late 1940's. So what's the story of cars and keys? Read on to find out. Early Cars Had no Keys This might come as a shock, but older cars had no keys to speak of. In the early years of the last century, many used to chain their vehicles to lampposts in order to secure them. Back in the day as well, to start your car's engine, you needed to manually crank up the engine. But this had its drawbacks. With engines getting bigger and more powerful, rotating a lever to start your car proved inconvenient, even dangerous. In turn, this made way for the electric starter, a small motor driven with a high enough voltage to start the engine. A Step closer to a Car Key In addition to the electric starter, the early decades of the twentieth century featured others types of starters, such as spring motors and air starter motors. The driver was able to operate those starters by pressing a button on the dashboard or the floor. Alternatively, a few cars had pedals to engage the starter by foot. The advent of button-operated starters meant an easier, safer way of starting your car. -

Optimum Connecting Rod Design for Diesel Engines
SCIENTIFIC PROCEEDINGS XXIV INTERNATIONAL SCIENTIFIC-TECHNICAL CONFERENCE "trans & MOTAUTO ’16" ISSN 1310-3946 OPTIMUM CONNECTING ROD DESIGN FOR DIESEL ENGINES M.Sc. Kaya T. 1, Asist. Prof. Temiz V. PhD.2, Asist. Prof. Parlar Z. PhD.2 Siemens Turkey1 Faculty of Mechanical Engineering – Istanbul Technical University, Turkey 2 [email protected] Abstract: One of the most critical components of an engine in particular, the connecting rod, has been analyzed. Being one of the most integral parts in an engine’s design, the connecting rod must be able to withstand tremendous loads and transmit a great deal of power. This study includes general properties about the connecting rod, research about forces upon crank angle with corresponding to its working dependencies in a structural mentality, study on the stress analysis upon to this forces gained from calculations and optimization with the data that gained from the analysis. In conclusion, the connecting rod can be designed and optimized under a given load range comprising tensile load corresponding to 360o crank angle at the maximum engine speed as one extreme load, and compressive load corresponding to the peak gas pressure as the other extreme load. Keywords: CONNECTING ROD, OPTIMIZATION, DIESEL ENGINE 1. Introduction rod. Force caused by pressure inside the cylinder reaches its maximum value around the top dead center. Inertia forces results During the design of a connecting rod, optimized dimensions from the acceleration of moving elements. Numerical values of allowing the motion of rod during operation should be taken into these forces are dependent on the type, rated power and rotational account in the calculation of variable loads induced in the system speed of engine. -

Optimizing the Cylinder Running Surface / Piston System of Internal
THIS DOCUMENT IS PROTECTED BY U.S. AND INTERNATIONAL COPYRIGHT. It may not be reproduced, stored in a retrieval system, distributed or transmitted, in whole or in part, in any form or by any means. Downloaded from SAE International by Peter Ernst, Saturday, September 15, 2012 04:51:57 PM Optimizing the Cylinder Running Surface / Piston 2012-32-0092 System of Internal Combustion Engines Towards 20129092 Published Lower Emissions 10/23/2012 Peter Ernst Sulzer Metco AG (Switzerland) Bernd Distler Sulzer Metco (US) Inc. Copyright © 2012 SAE International doi:10.4271/2012-32-0092 engine and together with the adjustment of the ring package ABSTRACT and the piston a reduction of 35% in LOC was achieved. This Rising fuel prices and more stringent vehicle emissions engine will go into production in September 2012 with requirements are increasing the pressure on engine limited numbers coated in the Sulzer Metco Wohlen facility manufacturers to utilize technologies to increase efficiency in Switzerland, until an engineered coating system is ready on and reduce emissions. As a result, interest in cylinder surface site to start large series production. More details on the coatings has risen considerably in the past few years. Among engine performance and design changes made to the cast these are SUMEBore® coatings from Sulzer Metco. These aluminium block in order to take full advantage of the coating coatings are applied by a powder-based air plasma spray on the cylinder running surfaces is presented in the paper (APS) process. The APS process is very flexible, and can from Zorn et al. [1]. -

Swampʼs Diesel Performance Tips to Help Remove and Install Power
Injectors-Chips-Clutches-Transmissions-Turbos-Engines-Fuel Systems Swampʼs Diesel Performance Competition Parts For Your Diesel 304-A Sand Hill Rd. La Vergne, TN 37086 Tel 615-793-5573 or (866) 595-8724/ Fax 615-793-5572 Email: [email protected] Tips to help remove and install Power Stroke injectors. Removal: After removing the valve covers and the valve cover gaskets, but before removing any injectors, drain the oil rails by removing the drain plugs inside the valve cover. On 94-97 trucks theyʼre just under where the electrical connectors are on the gasket. These plugs are very tight; give them a sharp blow with a hammer and punch to help break them loose, then use a 1/8" Allen wrench. The oil will drain out into the valve train area and from there into the crankcase. Donʼt drop the plugs down the push rod holes! Also remove one of the plugs on top of each oil rail, (beside where the lines from the High Pressure Oil Pump enter) for a vent to allow air to enter so the oil can drain. The plugs are 5/8”. Inspect the plug O-rings and replace if necessary. If the plugs under the covers leak, it will cause a substantial loss of performance. When removing the injectors, oil and fuel from the passages in the cylinder head drains down through the injector bore into the cylinders. If not removed, this can hydro-lock the engine when cranking. There is a ~40cc dish in the center of each piston. Fluid accumulates in it, as well as in the corner on the outside of the piston between the piston top and the cylinder wall, due to the 45* slope of the cylinder bank. -

Positive Displacement Reciprocating Pump Fundamentals— Power and Direct Acting Types
POSITIVE DISPLACEMENT RECIPROCATING PUMP FUNDAMENTALS— POWER AND DIRECT ACTING TYPES by Herbert H. Tackett, Jr. Reciprocating Product Manager James A. Cripe Senior Reciprocating Product Engineer Union Pump Company; A Textron Company Battle Creek, Michigan and Gary Dyson Director of Product Development - Aftermarket Union Pump, A Textron Company A Trading Division of David Brown Engineering, Limited Penistone, Sheffield ABSTRACT Herbert H. Tackett, Jr., is Reciprocating Product Manager for Union Pump Company, This tutorial is intended to provide an understanding of the in Battle Creek, Michigan. He has 39 years fundamental principles of positive displacement reciprocating of experience in the design, application, and pumps of both power and direct acting types. Topics include: maintenance of reciprocating power and • A definition and overview of the pump types—Including the direct acting pumps. Prior to Mr. Tackett’s differences between single acting and double acting pumps, how current position in Aftermarket Product both types work, where they are used, and how they are applied. Development, he served as R&D Engineer, Field Service Engineer, and new equipment • Component options—Covers aspects of valve designs and when order Engineer, in addition to several they should be used; describes the various stuffing box designs positions in Reciprocating Pump Sales and Marketing. He has been available with specific reference to their function and application, a member of ASME since 1991. and points out the differences between plungers and pistons and their selection criteria. • Specification criteria and methodology—What application James A. Cripe currently is a Senior information is needed by pump suppliers to correctly size and Reciprocating Product Engineer assigned supply appropriate equipment? to the New Product Development Team for Union Pump Company, in Battle Creek, • Additional topics—Volumetric and mechanical efficiency, net Michigan. -

SB-10052498-5734.Pdf
SB-10052498-5734 ATTENTION: IMPORTANT - All GENERAL MANAGER q Service Personnel PARTS MANAGER q Should Read and CLAIMS PERSONNEL q Initial in the boxes SERVICE MANAGER q provided, right. SERVICE BULLETIN APPLICABILITY: 2013MY Legacy and Outback 2.5L Models NUMBER: 11-130-13R 2012-13MY Impreza 2.0L Models DATE: 04/05/13 2013MY XV Crosstrek REVISED: 06/19/13 2011-2014MY Forester 2013MY BRZ SUBJECT: Difficulty Starting, Rough Idle, Cam Position or Misfire DTCs P0340, P0341, P0345, P0346, P0365, P0366, P0390, P0391, P0301, P0302, P0303 or P0304 INTRODUCTION This Bulletin provides inspection and repair procedures for intake and exhaust camshaft position-related and/or engine misfire DTCs for the FA and FB engine-equipped models listed above. The camshaft position sensor (CPS) clearance may be out of specification causing these condition(s) and one or more of the DTCs listed above to set. In addition to a Check Engine light coming on, there may or may not be customer concerns of rough idle, extended cranking or no start. NOTES: • This Service Bulletin will replace Bulletin numbers 11-100-11R, 11-122-12, 11-124-12R and 11-125-12. • Read this Bulletin completely before starting any repairs as service procedures have changed. • An exhaust cam position sensor clearance out of specification willNOT cause a startability issue. COUNTERMEASURE IN PRODUCTION MODEL STARTING VIN Legacy D*038918 Outback D*295279 Impreza 4-Door D*020700 Impreza 5-Door D*835681 XV Crosstrek Forester E*410570 BRZ D*607924 NOTE: These VINs are for reference only. There may be a small number of vehicles after the starting VINs listed above which do not have the countermeasure due to production sequence changes.