Master's Thesis
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Press Release Stockholm, July 8, 2020
Press release Stockholm, July 8, 2020 Husqvarna Group to report better sales in the second quarter than previously anticipated Husqvarna Group has had a stronger Net Sales development for the second quarter of 2020 than advised in the press release published on June 8, 2020. Net Sales are now estimated to be SEK 13,500m (13,789), a decrease of around 2% versus prior year, or an increase of around 3% when adjusted for exited business. Operating income is estimated to be SEK 2,190m (2,125) for the second quarter. “We have delivered a very good quarter, even taking account of the COVID-19 situation, with sales growth when adjusting for Consumer Brands exits, and an increased operating margin. After a challenging start to the quarter, demand accelerated quickly as markets gradually reopened and consumers showed a high interest in lawn and garden care equipment, especially for watering products. The effects of temporary cost avoidance activities and a favorable product mix improved our operating margin.” commented Henric Andersson, CEO. All figures in this press release are preliminary and unaudited, and the final report for the second quarter of 2020 will be published on July 16, 2020 at about 07:30 CET. Husqvarna Group will not make any further comments until after the interim report has been published. For more information please contact: Johan Andersson, Director, Corporate Communications and Investor Relations, +46 702 100 451 or [email protected] This press release contains insider information that Husqvarna AB is required to disclose under the EU Market Abuse Regulation and the Securities Markets Act. -

Download Entire Annual Report 2012
Annual Report 2012 Contents 1 The year in summary 2 Husqvarna in brief 4 Report by the President 6 History 8 Long-term financial goals 9 Strategic pillars 10 Strong global brands 12 Competitive product offering 14 Efficient global distribution network 15 Flexible supply chain 16 The market 18 Business area overview 20 Europe & Asia/Pacific 22 Americas 24 Construction 26 Sustainable and responsible business 27 Economic responsibility 28 Social responsibility 29 Environmental responsibility 30 Sustainability performance 31 Financial information 32 Report by the Board of Directors 40 Risk Management 44 Corporate Governance Report 2012 50 Internal control over financial reporting 52 Board of Directors and Auditors 54 Group Management 55 Annual General Meeting 2013 56 Financial Statements 56 Group 56 Income Statement and Statement of Comprehensive Income 57 Balance Sheet 58 Cash Flow Statement 59 Statement of Changes in Equity 60 Parent Company 60 Income Statement and Statement of Comprehensive Income 61 Balance Sheet 62 Cash Flow Statement 63 Statement of Changes in Equity 64 Notes 92 Proposed distribution of earnings 93 Auditor’s Report 94 Five-year review 96 Quarterly data 98 The share Cover photo 100 Definitions 3rd generation robotic lawnmower from Husqvarna. New Husqvarna Automower® 101 Contact and website 330 X – the perfect balance between performance, ease of use and reliability. B | Husqvarna Group | Annual Report 2012 The year in summary Net sales n Adjusted for exchange rate effects, net sales for the Group were unchanged. SEKm 40,000 n Demand for forest, lawn and garden as well as construction products rose in North America. 30,000 n Challenging macroeconomic environment in Europe. -
Husqvarna Group Acquires Minority Share in Franklin Robotics
Husqvarna Group acquires minority share in Franklin Robotics Husqvarna Group has acquired 25 percent of Franklin Robotics, a Boston-based start-up that has developed “Tertill”, a solar-powered weeding robot for vegetable and flower gardens. The investment forms an important partnership for the Group, to further explore and accelerate customer-driven innovation within robotic applications in the lawn and garden market. “From our position as the global market leader in robotic lawn mowers we see opportunities to broaden our focus into other robotic applications within lawn and garden care. And through collaboration with cutting edge partners we believe we can accelerate our innovation capability and bring added value to our customers and shareholders. The partnership with Franklin Robotics is an exciting opportunity in this respect” says Karin Löfgren, Senior Manager, Husqvarna Group Business Development. Franklin Robotics has extensive experience and competence within the robotics field and the partnership opens up new possibilities to explore within this arena. Husqvarna Group’s investment injects the capital and capabilities needed to commercialize Franklin Robotics’ weed-killing robot. “We are thrilled to be working with Husqvarna Group. With almost 1,500,000 environmentally friendly robotic mowers sold all over the world, Husqvarna Group has vast experience and insight that will be invaluable to us as we bring Tertill to market, and continue to develop robotic weeding solutions to the garden and beyond”, says Rory MacKean, CEO Franklin Robotics. “It is with great excitement we are looking forward to working with Franklin Robotics to bring new innovative solutions and values to our customers globally. -

Press Release Stockholm April 3, 2020
Press release Stockholm April 3, 2020 Husqvarna Group introduces a short-time working program for employees in Sweden Husqvarna Group has introduced a short-time working program for employees in Sweden. The program covers approximately 900 employees and includes temporarily reduced working hours by 20 percent. Production is continuing at all Husqvarna Group plants in Sweden. “We continue to closely monitor the development of the Covid-19 situation and have introduced a range of measures to safeguard the health and safety of our employees as well as for adjusting our cost base. Furthermore, activities are underway in additional countries to minimize the effects of this challenging situation” says Leigh Dagberg, Senior Vice President, People & Organization, Husqvarna Group. For additional information, please contact Åsa Larsson, Global Media and Sustainability Manager +46 8 738 9080, [email protected] Johan Andersson, Director, Corporate Communications and Investor Relations +46 702 100 451, [email protected] Husqvarna Group Husqvarna Group is a global leading producer of outdoor power products and innovative solutions for forest, park and garden care. Products include chainsaws, trimmers, robotic lawn mowers and ride-on lawn mowers. The Group is also the European leader in garden watering products and a global leader in cutting equipment and diamond tools for the construction and stone industries. The Group’s products and solutions are sold under brands including Husqvarna, Gardena, McCulloch, Poulan Pro, Weed Eater, Flymo, Zenoah and Diamant Boart via dealers and retailers to consumers and professionals in more than 100 countries. Net sales in 2019 amounted to SEK 42bn and the Group has around 13,000 employees in 40 countries. -

Annual Report 2008
HUS ANNUALHUSQVARNA REPORT HUS 2008 Contents 2008 Highlights of the year 1 Parent Company Report by the President 2 Income statement 42 QVARNA QVARNA Strategy 4 Balance sheet 43 Strong brands 6 Cash flow statement 44 Powerful global distribution network 7 Change in equity 45 Broad product offering 8 Definitions 46 Efficient supply chain 12 Notes 46–83 Financial goals 13 Proposed Distribution of Earnings 84 Business areas 14–25 Auditor’s Report 85 Annual Report 2008 Consumer Products 14 Five-year review 86 AN AN Professional Products 20 Quarterly data 88 Report by the Board of Directors 26–37 Corporate Governance Report 2008 90 Risk management 34 Board of Directors and Auditors 100 Financial Statements 38–45 Group Management 102 Group Sustainable development 104 Income statement 38 The Husqvarna share 110 Balance sheet 39 Annual General Meeting 2009 112 Cash flow statement 40 History 113 NUAL NUAL Statement of shareholders´ equity 41 REP REP Financial information 2009 Contacts 23 April Annual General Meeting Åsa Stenqvist 8 May Interim report January–March Head of Group Staff Communications and 17 July Interim report January–June Investor Relations 23 October Interim report January–September [email protected], +46 8 738 64 94 The Annual Report is distributed to all new Tobias Norrby ORT ORT shareholders for the year and to those who have Investor Relations Manager explicitly requested one. The Annual Report [email protected], +46 8 738 83 35 and other financial reports are also available at www.husqvarna.com/ir. Printed copies can be Press Hotline ordered from the web site. -

Press Release Stockholm November 30, 2017
Press release Stockholm November 30, 2017 Conversion of shares According to Husqvarna AB´s articles of association, owners of Class A shares have the right to have such shares converted to Class B shares. Conversion reduces the total number of votes in Husqvarna AB. When such a conversion has occurred, the company is obligated by the Act on Trading in Financial Instruments to disclose any such change. In November 2017, at the request of shareholders, 301,000 Class A shares were converted to Class B shares. The total number of votes thereafter amounts to 159,270,151.1. The total number of registered shares in the company amounts to 576,343,778 shares of which 112,928,637 are Class A shares and 463,415,141 are Class B shares. This information is such that Husqvarna AB must disclose in accordance with the Financial Instruments Trading Act. The information was submitted for publication on November 30, 2017, at 09:00 CET. For additional information, please contact +46 8 738 90 80 or [email protected] Husqvarna Group Husqvarna Group is a global leading producer of outdoor power products and innovative solutions for forest, park and garden care. Products include chainsaws, trimmers, robotic lawn mowers and ride-on lawn mowers. The Group is also the European leader in garden watering products and a global leader in cutting equipment and diamond tools for the construction and stone industries. The Group’s products and solutions are sold under brands including Husqvarna, Gardena, McCulloch, Poulan Pro, Weed Eater, Flymo, Zenoah and Diamant Boart via dealers and retailers to consumers and professionals in more than 100 countries. -

Press Release Stockholm March 5, 2020
Press release Stockholm March 5, 2020 Estimation of the Covid-19 impact on Husqvarna Group’s net sales for the first quarter 2020 Husqvarna Group estimates that the impact on net sales for the first quarter 2020 will be approximately 3 percent (with Q1 2019 as the reference*) due to supply chain disturbances related to the COVID-19 virus outbreak. The COVID-19 virus outbreak development has high attention within the Husqvarna Group and the company is doing the utmost to secure the health and safety of our employees and minimize any impact on the operations. All of the Group’s three production units in China have been up and running since mid-February, and are gradually increasing the capacity. Initiatives taken to minimize the impact on the business include securing components and transportation, as well as utilizing alternative suppliers. Given the dynamics related to the regions affected, where the situation in China is stabilizing and gradually improving whilst in Europe still somewhat uncertain, it is currently difficult to provide visibility of how long the supply chain impact might remain. However, from what we can see at this stage, there is no impact on customer demand as a consequence of COVID-19. *Adjusted for exits of the Consumer Brands business For additional information, please contact Johan Andersson, Director, Corporate Communications and Investor Relations +46 702 100 451 or [email protected] Husqvarna Group Husqvarna Group is a global leading producer of outdoor power products and innovative solutions for forest, park and garden care. Products include chainsaws, trimmers, robotic lawn mowers and ride-on lawn mowers. -

Press Release (PDF)
Press release Stockholm June 30, 2021 Conversion of shares According to Husqvarna AB´s articles of association, owners of Class A shares have the right to have such shares converted to Class B shares. Conversion reduces the total number of votes in Husqvarna AB. When such a conversion has occurred, the company is obligated by the Act on Trading in Financial Instruments to disclose any such change. In May 2021, at the request of shareholders, 56 Class A shares were converted to Class B shares. The total number of votes thereafter amounts to 157,919,825.3. The total number of registered shares in the company amounts to 576,343,778 shares of which 111,428,275 are Class A shares and 464,915,503 are Class B shares. This information is such that Husqvarna AB must disclose in accordance with the Financial Instruments Trading Act. The information was submitted for publication on June 30, 2021, at 18:00 CET. For additional information, please contact Johan Andersson, Vice President, Investor Relations [email protected]; +46 702 100 451 Husqvarna Group Husqvarna Group is a global leading producer of outdoor power products and innovative solutions for forest, park and garden care. Products include chainsaws, trimmers, robotic lawn mowers and ride-on lawn mowers. The Group is also the European leader in garden watering products and a global leader in cutting equipment and diamond tools for the construction and stone industries. The Group’s products and solutions are sold under brands including Husqvarna, Gardena, McCulloch, Poulan Pro, Weed Eater, Flymo, Zenoah and Diamant Boart via dealers and retailers to consumers and professionals in more than 100 countries. -

Press Release Stockholm, March 30, 2021
Press release Stockholm, March 30, 2021 Invitation to presentation of Husqvarna Group's first quarter 2021 Husqvarna Group invites you to a presentation of the quarterly report on April 22, 2021 at 10.00 a.m. CET. The briefing will take place by conference call that will also be webcast on Husqvarna Group’s website. The report is scheduled for publication at 07.30 a.m. CET on the same date. The interim report for the first quarter of 2021 will be presenteD by Husqvarna Group’s PresiDent & CEO Henric Andersson and CFO Glen Instone. The briefing will be helD in English and followed by a Q&A session. Dial-in numbers for the conference call: SE: +46 8 505 583 73 UK: +44 333 300 9263 US: +1 833 526 8398 Link to webcast: https://husqvarna-group.creo.se/210422 For more information please contact: Johan Andersson, Director, Corporate Communications and Investor Relations, +46 702 100 451 or [email protected] Husqvarna Group Husqvarna Group is a global leading producer of outdoor power products and innovative solutions for forest, park and garden care. Products include chainsaws, trimmers, robotic lawn mowers and ride-on lawn mowers. The Group is also the European leader in garden watering products and a global leader in cutting equipment and diamond tools for the construction and stone industries. The Group’s products and solutions are sold under brands including Husqvarna, Gardena, McCulloch, Poulan Pro, Weed Eater, Flymo, Zenoah and Diamant Boart via dealers and retailers to consumers and professionals in more than 100 countries. Net sales in 2020 amounted to SEK 42bn and the Group has around 12,400 employees in 40 countries. -

Husqvarna Annual Report 2013
Annual Report 2013 WorldReginfo - 449105c9-6275-4315-afa6-0713412c3cf4 Contents 1 The Year in Summary 2 Husqvarna Group in Brief 4 Report by the President 6 History 8 Financial Goals 9 Strategy 10 Strong Brands 12 Competitive Product Offering 14 Efficient Global Distribution Network 16 Flexible Supply Chain 18 The Market 20 Business Area Overview 22 Europe & Asia/Pacific 24 Americas 26 Construction 28 Sustainable and Responsible Business 35 Content Financial Information 36 Report by the Board of Directors 44 Risk Management 48 Corporate Governance Report 2013 54 Internal Control over Financial Reporting 56 Board of Directors and Auditors 58 Group Management 59 Annual General Meeting 2014 60 Financial Statements – Group 60 Group Income Statement 61 Group Comprehensive Income Statement 62 Group Balance Sheet 63 Group Cash Flow Statement 64 Group Statement of Changes in Equity 65 Group Notes 90 Financial Statements – Parent Company 90 Parent Company Income Statement 90 Parent Company Comprehensive Income Statement 91 Parent Company Balance Sheet 92 Parent Company Cash Flow Statement 93 Parent Company Statement of Changes in Equity 94 Parent Company Notes 102 Proposed Distribution of Earnings 103 Auditor’s Report 104 Five-Year Review 106 Quarterly Data 108 The Share 110 Contact and Website 111 Definitions WorldReginfo - 449105c9-6275-4315-afa6-0713412c3cf4 The Year in Summary n Net sales increased 2% with higher sales in all business areas, Net sales 2009–2013 adjusted for changes in exchange rates. SEKm 40,000 n Operating income for the Group amounted to SEK 1,608m (1,931), excluding items affecting comparability. 30,000 n Operating income improved for Americas and Construction. -
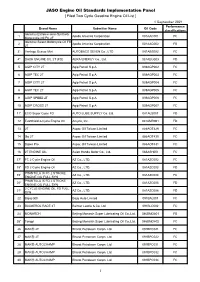
JASO Engine Oil Standards Implementation Panel
JASO Engine Oil Standards Implementation Panel [ Filed Two Cycle Gasoline Engine Oil List ] 1 September 2021 Performance Brand Name Submitter Name Oil Code classifications Idemitsu Extreme semi-Synthetic 1 Apollo America Corporation 001AAC001 FC Motorcycle Oil FC 2T Idemitsu Select Motorcycle Oil FB 2 Apollo America Corporation 001AAC002 FB 2T 3* Vantage Beaver Mini AUTOBACS SEVEN Co., LTD 081ABS002 FC 4* DASH ENGINE OIL 2T (FD) AERA ENERGY Co., Ltd. 081AEG003 FD 5 AGIP CITY 2T Agip Petroil S.p.A. 039AGP002 FC 6 AGIP TEC 2T Agip Petroil S.p.A. 039AGP003 FC 7 AGIP CITY 2T Agip Petroil S.p.A. 039AGP004 FC 8 AGIP TEC 2T Agip Petroil S.p.A. 039AGP005 FC 9 AGIP SPEED 2T Agip Petroil S.p.A. 039AGP006 FC 10 AGIP CROSS 2T Agip Petroil S.p.A. 039AGP007 FC 11* ECO Super Cycle FD AUTO LUBE SUPPLY Co. Ltd. 081ALS001 FD 12 EvoShield 2-Cycle Engine Oil Amyris, Inc. 001AMR001 FD 13 2T Aspac Oil Taiwan Limited 886AOT429 FC 14 Go 2T Aspac Oil Taiwan Limited 886AOT430 FC 15 Super Pro Aspac Oil Taiwan Limited 886AOT431 FC 16 2T ENGINE OIL Asian Honda Motor Co., Ltd. 066ASH001 FC 17* FC 2 Cycle Engine Oil AZ Co., LTD. 081AZC002 FC 18* FD 2 Cycle Engine Oil AZ Co., LTD. 081AZC003 FD PHANTULA IX FC 2 STROKE 19* AZ Co., LTD. 081AZC004 FC ENGINE OIL FULL SYN PHANTULA IX FD 2 STROKE 20* AZ Co., LTD. 081AZC005 FD ENGINE OIL FULL SYN 2 CYCLE ENGINE OIL FD FULL 21* AZ Co., LTD. 081AZC006 FD SYN 22 Bajaj GDI Bajaj Auto Limited 091BAL001 FC 23 BALMEROL RACE 2T Balmer Lawrie & Co. -

Celebrating 1 Million Robotic Lawn Mowers on a Growing Market
Celebrating 1 million robotic lawn mowers on a growing market In 1995, Husqvarna Group created the robotic lawn mower market by introducing the Solar Mower, the world’s first-ever robotic mower. In addition to being robotic and automatic, it was also solar-powered. Today, the Group is celebrating a total of 1 million robotic mowers sold since its introduction. The Husqvarna Group family of robotic mowers include offers under the Husqvarna, Gardena, McCulloch and Flymo brands. Husqvarna Group is a pioneer in robotic grass cutting technology and through the success of its range of products and solutions the global market leader in robotic lawn mowing. Western Europe is the main market for robotic mowers and is estimated to grow well above 20 percent per year. “Celebrating 1,000,000 environmentally friendly robotic mowers is a milestone for the Group. More than twenty years ago, we created the robotic mower market and have developed the market ever since. We naturally have a strong market leadership within this category while many of our competitors still are fairly new in the market. We see that in many countries the market for robotic mowers still remain small, while others have grown substantially - meaning sizeable growth opportunities in this exciting segment remains. Our aim is to maintain our leadership position by providing the most reliable, safe and efficient products and solutions”, says Kai Wärn, CEO and President for Husqvarna Group. 20 years of innovation Extensive knowledge and experience built into the products mean reliable, safe and proven products. With a mindset of continually making improvements, the robotic mowers have become more robust, easier to install and use and can handle even more complex gardens.