Induction System Screens. § 23.1111 Turbine Engine Bleed Air Sys- Tem
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bentley Mulsanne Turbo and Turbo R Turbocharging System
Bentley Mulsanne Turbo and Turbo R Turbocharging System Extracts from Workshop Manuals TSD4400, TSD 4700, TSD4737 Basic Principles of Operation – Systems with Solex 4A-1 Carburettor The turbocharger is fitted to increase the power, and especially the low engine speed torque, of the engine. This it achieved by utilising the exhaust gas flow to pump pressurised air into the engine at wide throttle openings. Whenever this occurs, the turbocharger applies boost to the induction system. Under most conditions, the motor runs under naturally-aspirated principles. The inlet manifold may be under partial vacuum but the pressure chest partially pressurised under conditions of moderate power demand. The size of the turbocharger has been carefully chosen to give a substantial increase in torque at low engine speeds. The turbocharger is especially effective from 800rpm, with the engine achieving full torque at less than 1800RPM. Thus, maximum engine torque is available constantly between 1800RPM and 3800 RPM. By comparison to most turbocharging systems, the turbocharger capacity may appear decidedly oversized. This selection is intentional, and is fundamental to the achievement of full engine torque at low engine speeds and the absence of any noticeable delay when boost is demanded. It also minimises heating of exhaust gases by ensuring minimal resistance to gas flow under boost conditions. Furthermore, the design has been carefully chosen to avoid the need for the turbocharger to accelerate on demand, a feature commonly referred to as spool-up. By using a large turbocharger running but unloaded when not under demand, spool-up is not a phenomenon in the system. -

Honda Gx 390 Tech Manual
GX240 GX270 GX340 GX390 UT2/RT2 Technical Manual ©2010 American Honda Motor Co., Inc. PTR54179 All Rights Reserved GX240 • GX270 • GX340 • GX390 (UT2/RT2) Technical Manual Preface This manual covers engine selection, engine installation design and engine installation testing, so the combination of a Honda engine and your equipment will make the best possible product. Please feel free to contact your Honda Engine Distributor at any time for additional technical information or to discuss your engine application needs. All information contained in this manual is based on the latest product information available at the time of printing. We reserve the right to make changes at anytime without notice. No part of this publication may be reproduced, or transmitted, in any form or by any means, electronic, mechanical photocopying, recording or otherwise, without the prior written permission of the publisher. This includes text, figures and tables. Contents Design Features .......................................................... 2 Starting Performance ...........................................16 Emission Regulations ................................................. 2 Installation Considerations ........................................17 Recommended Power Range ..................................... 3 Maintenance Points Accessibility ........................17 Maximum Operation ............................................... 3 Dimensional Drawings ...............................................19 Continuous Operation ........................................... -
Diesel Turbo-Compound Technology
Diesel Turbo-compound Technology ICCT/NESCCAF Workshop Improving the Fuel Economy of Heavy-Duty Fleets II February 20, 2008 Volvo Powertrain Corporation Anthony Greszler Conventional Turbocharger What is t us Compressor ha Turbocompound? Ex Key Components of a Mechanical Turbocompound t us ha System Ex Conventional Turbocharger Turbine Axial Flow Final Gear Power reduction to Turbine crankshaft Speed Reduction Gears Fluid Coupling Volvo D12 500TC Volvo Powertrain Corporation Anthony Greszler How Turbocompound Works • 20-25% of Fuel energy in a modern heavy duty diesel is exhausted • By adding a power turbine in the exhaust flow, up to 20% of exhaust energy recovery is possible (20% of 25% = 5% of total fuel energy) • Power turbine can actually add approximately 10% to engine peak power output • A 400 HP engine can increase output to ~440 HP via turbocompounding • However, due to added exhaust back pressure, gas pumping losses increase within the diesel, so efficiency improvement is less than T-C power output • Maximum total efficiency improvement is 3-5% • Turbine output shaft is connected to crankshaft through a gear train for speed reduction • Typical maximum turbine speed = 70,000 RPM; crankshaft maximum = 1800 RPM • An isolation coupling is required to prevent crankshaft torsional vibration from damaging the high speed gears and turbine Volvo Powertrain Corporation Anthony Greszler Turbocompound Thermodynamics • When exhaust gas passes through the turbine, the pressure and temperature drops as energy is extracted and due to losses • The power taken from the exhaust gases is about double compared to a typical turbocharged diesel engine • To make this possible the pressure in the exhaust manifold has to be higher • This increases the pump work that the pistons have to do • The net power increase with a turbo-compound system is therefore about half the power from the second turbine • E.G. -

Intake Throttle and Pre-Swirl Device for LP EGR Systems
Intake Throttle and Pre-swirl Device for Low-pressure EGR Systems Knowledge Library Knowledge Library Intake Throttle and Pre-swirl Device for Low-pressure EGR Systems Low-pressure EGR systems to reduce emissions are state of the art for diesel engines. They offer efficiency benefits compared to high-pressure EGR systems and will gain further importance. BorgWarner shows the potential of a so-called Inlet Swirl Throttle to make use of the losses and turn them into a pre-swirl motion of the intake air entering the turbocharger to improve the aerodynamics of the compressor. By Urs Hanig, Program Manager for PassCar Systems at BorgWarner and a member of BorgWarner’s Corporate Advanced R&D Organisation Technology to meet future Emission the compressor. Obviously, pre-swirl will have a Standards positive impact on the compressor also in are- Low-pressure EGR systems (LP EGR sys- as where no throttling is required. So the IST tems), see Figure 1 , for gasoline engines yield can be used to improve engine efficiency and significant fuel consumption benefits, they are performance also in regions where no throttling also an important technology to meet future or EGR is required. emission standards (e.g. Real Driving Emissi- ons) [1 ]. To achieve the targeted EGR rates in Approach and Modes of Operation particular on diesel engines throttling the LP With IST the throttling effect is achieved by ad- EGR path is necessary in some areas of the justable inlet guide vanes in the fresh air duct. engine operating map. This can be done either In other words, IST is an intake throttle desi- on the exhaust or the intake side but to throttle gned as a compressor pre-swirl device. -

MGA Supercharger System Installation Instructions for 1955 to 1962 MGA
MGA Supercharger System Installation Instructions For 1955 to 1962 MGA PART # 150-040 440 Rutherford St. P.O. Box 847 Goleta, CA 93117 1-800-667-7872 • FAX 805-692-2525 • www.mossmotors.com Please read and understand these valve between the barbed fitting and the instructions completely before you brake booster (closer to the booster) with begin the installation. the check valve arrow pointing toward the supercharger manifold. A few notes before you begin: Hose clamps: Re-use hose clamps, or Engine condition - Your car should have purchase new ones where necessary. Use a fresh tune up, including new spark plug new hose clamps on all fuel connections. wires, points, and a new distributor cap and rotor. Spark plugs are included in the If you have installed vacuum boosted supercharger system. brakes - you MUST install a check valve (Moss Part # 150-071) in the vacuum How superchargers work — line. This will prevent pressurized air from Superchargers compress the air/fuel mix- reaching the brake booster system and ture, filling cylinders with a greater charge damaging it. To install, remove the larger than when normally aspirated. Normally of the 3 plugs in the back of the super- aspirated engines produce vacuum, read charger manifold and install a barbed in inches of mercury, superchargers and fitting using teflon tape on the threads. turbochargers produce boost, read in posi- Using 3/8 in vacuum line, install the check tive pounds per square inch. 150-040 -1- Revised 1/11 Installation Instructions Boost capacity is determined by supercharger rod, jet, and slide have been altered to run prop- RPM which is, of course, affected by pulley size erly and safely on a wide range of supercharged, (the smaller the supercharger pulley, the faster unmodified engines. -

Evaporative Emission Control Technologies for Gasoline Powered Vehicles
Evaporative Emission Control Technologies for Gasoline Powered Vehicles December 2010 Manufacturers of Emission Controls Association 2020 N. 14th St. * Suite 220 * Arlington, VA 22201 www.meca.org www.dieselretrofit.org TABLE OF CONTENTS Executive Summary ........................................................................................................................ 1 1.0 Introduction ............................................................................................................................... 3 2.0 Current Evaporative Emissions Regulations in the U.S. .......................................................... 5 2.1 ARB’s Proposed LEV III Evaporative Emissions Requirements ................................. 7 2.2 Test Methods for Measuring Evaporative Emissions ................................................... 9 3.0 Technologies to Control Evaporative Emissions .................................................................... 10 3.1 Permeation Controls.................................................................................................... 11 3.2 Carbon Canisters ......................................................................................................... 12 3.3 Activated Carbon ........................................................................................................ 14 3.4 Air Intake Systems (AIS) ............................................................................................ 16 3.5 On-Board Refueling Vapor Recovery ....................................................................... -
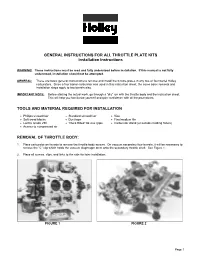
GENERAL INSTRUCTIONS for ALL THROTTLE PLATE KITS Installation Instructions
GENERAL INSTRUCTIONS FOR ALL THROTTLE PLATE KITS Installation Instructions WARNING! These instructions must be read and fully understood before installation. If this manual is not fully understood, installation should not be attempted. GENERAL: These are basic general instructions to remove and install the throttle plates in any two or four barrel Holley carburetors. Since a four barrel carburetor was used in this instruction sheet, the same basic removal and installation steps apply to two barrels also. IMPORTANT NOTE: Before starting the actual work, go through a “dry” run with the throttle body and the instruction sheet. This will help you familiarize yourself and gain confidence with all the procedures. TOOLS AND MATERIAL REQUIRED FOR INSTALLATION Phillips screwdriver Standard screwdriver Vise Soft wood blocks Duct tape Fine/medium file Loctite Grade 290 “Duck Billed” tip vise grips Carburetor stand (or suitable holding fixture) Access to compressed air REMOVAL OF THROTTLE BODY: 1. Place carburetor on its side to remove the throttle body screws. On vacuum secondary four barrels, it will be necessary to remove the “C” clip which holds the vacuum diaphragm stem onto the secondary throttle shaft. See Figure 1. 2. Place all screws, clips, and links to the side for later installation. FIGURE 1 FIGURE 2 Page 1 FIGURE 3 Front Side of Primary Throttle Bores shown FIGURE 4 REMOVAL OF OLD THROTTLE PLATES 1. Place the throttle body on a carburetor stand. See Figure 2. RECOMMENDATION: When servicing a carburetor off the vehicle it is recommended to place it in a suitable holding fixture. This helps prevent damage to the machined surfaces of the throttle body. -

CHARACTERIZATION of TURBOCHARGER PERFORMANCE and SURGE in a NEW EXPERIMENTAL FACILITY
CHARACTERIZATION of TURBOCHARGER PERFORMANCE and SURGE in a NEW EXPERIMENTAL FACILITY Thesis Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Gregory David Uhlenhake, B.S. Graduate Program in Mechanical Engineering The Ohio State University 2010 Master‟s Examination Committee: Dr. Ahmet Selamet, Advisor Dr. Rajendra Singh Dr. Philip Keller Copyright by Gregory David Uhlenhake 2010 ABSTRACT The primary goal of the present study was to design, develop, and construct a cold turbocharger test facility at The Ohio State University in order to measure performance characteristics under steady state operating conditions and to investigate surge for a variety of automotive turbocharger compression systems. A specific turbocharger is used for a thermodynamic analysis to determine facility capabilities and limitations as well as for the design and construction of the screw compressor, flow control, oil, and compression systems. Two different compression system geometries were incorporated. One system allowed performance measurements left of the compressor surge line, while the second system allowed for a variable plenum volume to change surge frequencies. Temporal behavior, consisting of compressor inlet, outlet, and plenum pressures as well as the turbocharger speed, is analyzed with a full plenum volume and three impeller tip speeds to identify stable operating limits and surge phenomenon. A frequency domain analysis is performed for this temporal behavior as well as for multiple plenum volumes with a constant impeller tip speed. This analysis allows mild and deep surge frequencies to be compared with calculated Helmholtz frequencies as a function of impeller tip speed and plenum volume. -

Carbureted Fuel Pressure Regulators TB
Aeromotive, Inc. Technical Bulletin #201 From: Aeromotive Technical Department Date: 12/8/14 Re: Carbureted Fuel Pressure Regulators, Vacuum and Boost Reference: Aeromotive Carbureted Bypass Regulators: Why and how to use vacuum and boost reference. All Aeromotive, Carburetor Bypass are designed to allow the regulated fuel pressure to be vacuum or boost referenced on a 1:1 ratio with PSI. The purpose of the boost reference feature is to ensure fuel pressure at the inlet of the needle-and-seat rises with boost, offsetting any air pressure opposing fuel flow at the outlet of the needle and seat, in the float bowl itself. For “blow through” carbureted engines, where air is pushed or “blown” through the carburetor from a turbo or centrifugal supercharger, the carburetor and float bowls are pressurized, along with the intake. Pressure enters the float bowls via the vent tubes. As boost pressure builds in the intake, it also builds in the bowls, offsetting the pressure working to push fuel in through the needle and seat. Rising boost can act to slow or even stop fuel from entering the bowl, allowing it to run empty. By connecting the boost reference port on the regulator to the hat or carburetor box, the regulator will raise fuel pressure 1:1 with boost pressure, offsetting the rising air pressure and ensuring fuel continues to fill the bowl and feed the engine. The boost reference line on a blow through engine should reference positive pressure only (that is boost), not vacuum, and be connected to the carburetor box or hat rather than the intake manifold. -

Boosting Your Knowledge of Turbocharging
Reprinted with permission from Aircraft Maintenance Technology, July 1999 BoostingBoosting YourYour KnowledgeKnowledge ofof TurbochargingTurbocharging (Part 1 of a 2 part Series) By Randy Knuteson short 15 years after Orville fully boosted this 350 hp Liberty engine to a strength of blowers being tested during and Wilbur made their his- remarkable 356 hp (a normally aspirated engine WWII. The B-17 and B-29 bombers along toric flight at Kitty Hawk, would only develop about 62 percent power at with the P-38 and P-51 fighters were all fit- General Electric entered the this altitude). ted with turbochargers and controls. Aannals of aviation history. In 1918, GE strapped An astounding altitude record of 38,704 Turbocharging had brought a whirlwind of an exhaust-driven turbocharger to a Liberty feet was achieved three years later by Lt. J.A. change to the ever-broadening horizons of engine and carted it to the top of Pike’s Peak, Macready. flight. CO — elevation 14,000 feet. There, in the crys- This new technology began immediately Much of the early developments in recip talline air of the majestic Rockies, they success- experiencing a rapid evolution with the full turbocharging came as a result of demands Aircraft Maintenance Technology • OCTOBER 1999 2 Recip Technology from the commercial industrial diesel engine market. It wasn’t until the mid-1950s that this Percentage of HP Available At Altitude technology was seriously applied to general avi- 100% ation aircraft engines. It all started with the pro- totype testing of an AiResearch turbocharger for 90% Turbocharge the Model 47 Bell helicopter equipped with the Franklin 6VS-335 engine. -

Engineering Study of the Rotary-Vee Engine Concept
NASA Technical Memorandum 101995 SAE Paper No. 89-0332 Engineering Study of the Rotary-Vee Engine Concept Edward A. Willis National Aeronautics and Space Administration Lewis Research Center Cleveland, Ohio Timothy A. Bartrand Sverdrup Technology, Inc. NASA Lewis Research Center Group ~~ Cleveland, OhTo - and John E. Beard National Aeronautics and Space Administration Lewis Research Center Cleveland, Ohio Presented at the 1989 Annual Congress and Exposition sponsored by the Society of Automotive Engineers Detroit, Michigan, February 27-March 3, 1989 [NASA-Tbl- 103995) EIiGINEERING STUDY OF TfiE N89 -260C7 ROTARY-VEE ENGINE CONCEPT ;NASA, Lewis Research Center) 38 p CSCL 21E Unclas G~/07 0222716 ENGINEERING STUDY ON THE ROTARY-VEE ENGINE CONCEPT E.A. Willis National Aeronautics and Space Administration Lewis Research Center Cleveland, Ohio 44135 T.A. Bartrand Sverdrup Technology, Inc. NASA Lewis Research Center Group Cleveland, Ohio 44135 and J.E. Beard* National Aeronautics and Space Administration Lewis Research Center Cleveland, Ohio 44 135 ABSTRACT This paper provides a review of the applicable thermodynamic cycle and performance considerations when the rotary-vee mechanism is used as an internal combustion (I. C.) heat engine. Included is a simplified kinematic analysis and studies of the effects of design pa- rameters on the critical pressures, torques and parasitic losses. A discussion of the principal findings is presented. SUMMARY The rotary-vee is an unusual two-stroke internal combustion (1. C.) engine which incorpo- rates many small cylinders in a pair of rotating cylinder blocks. Several development projects have been launched since about 1970 to capture the perceived benefits of this arrangement. -

Development of an Improve Turbocharger Dynamic Seal
Development of an Improved Turbocharger Dynamic Seal Matthew J Purdeya,1 a) Cummins Turbo Technologies St Andrews Road, Huddersfield, HD1 6RA Abstract: Emissions regulation continually drives the automotive industry to innovate and develop. The industry must push the limits of engine/ turbocharger interaction to meet this changing regulation. Changes to the way a turbocharger is used, to help meet emission regulation, can impact the pressure balance over the compressor and turbine end seals. Seal capability can place constraints on the acceptable operating conditions. Market trends indicate that, in the near future, turbocharger operating conditions will be challenging for today’s compressor side seal systems. The need for improved compressor end sealing is greater than ever. This market intelligence drove Cummins Turbo Technologies to develop a robust seal system that meets the future demands of our customers. There are many benefits to the slinger/ collector seals systems used today and cutting-edge analysis has helped us generate the next level of understanding required to unleash further performance. This report gives insight to the market requirements and the approach to developing a seal to meet this need. Key Words: Turbocharger Seal, Multiphase Computational Fluid Dynamics, CFD, Compressor Oil Leakage 1E-mail: [email protected] 1 Introduction The majority of the turbocharger market uses a similar approach to sealing with piston rings to control gas leakage and a slinger/collector seal system to handle oil. The slinger/collector seal system is used to keep oil away from these piston rings. In normal operation the pressure in the end housings is higher than the bearing housing and gas flows into the bearing housing, through the oil drain to the crankcase.