Shotshell Ammunition for the Use of Commercial Manufacturers
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Shotgun Shooting
SHOTGUN SHOOTING STEM-Based BOY SCOUTS OF AMERICA MERIT BADGE SERIES SHOTGUN SHOOTING “Enhancing our youths’ competitive edge through merit badges” Requirements 1. Do the following: a. Explain why BB and pellet air guns must always be treated with the same respect as firearms. b. Describe how you would react if a friend visiting your home asked to see your or your family’s firearm(s). c. Explain the need for and use and types of eye and hearing protection. d. Explain the main points of the laws for owning and using guns in your community and state. e. Explain how hunting is related to the wise use of renewable wildlife resources. f. Successfully complete a state hunter education course, or obtain a copy of the hunting laws for your state, then do the following. (1) Explain the main points of hunting laws in your state and give any special laws on the use of guns and ammunition, and (2) List the kinds of wildlife that can be legally hunted in your state. g. Explain to your counselor the proper hygienic guidelines used in shooting. h. Identify and explain three shotgun sports. Identify places in your community where you could shoot these sports and explain how you can join or be a part of shooting sports activities. i. Give your counselor a list of sources that you could contact for information on firearms and their use. 4 SHOTGUN SHOOTING 2. Do ONE of the following options: OPTION A—SHOTGUN SHOOTING (Modern Shotshell Type) a. Identify the principal parts of a shotgun, action types, and how they function. -

Firearm Evidence
INDIANAPOLIS-MARION COUNTY FORENSIC SERVICES AGENCY Doctor Dennis J. Nicholas Institute of Forensic Science 40 SOUTH ALABAMA STREET INDIANAPOLIS, INDIANA 46204 PHONE (317) 327-3670 FAX (317) 327-3607 EVIDENCE SUBMISSION GUIDELINE FIREARMS EVIDENCE INTRODUCTION Generally, crimes of violence involve the use of a firearm. The value of firearms and fired ammunition evidence will depend, to a significant degree on the recovery and submission techniques employed at the shooting event or later during autopsy. Trace evidence adhering to surfaces should be collected and submitted to the appropriate agency. This submission guideline is designed to assist you in your laboratory examination request decisions. Any situation not sufficiently explained to your specific needs may be handled on an individual basis by contacting the laboratory at (317) 327-3670 or the Firearms Section Supervisor at (317) 327-3777. A. The following is a list of items most commonly submitted to the Firearms Section for analyses: 1. Firearms 2. Cartridge Cases 3. Cartridges 4. Fired Bullets / Fragments 5. Shotshells 6. Wads 7. Slug / Pellets 8. Victim’s Clothing B. The I-MCFSA Firearms Section can conduct the following analysis: 1. Examination of firearms for function and safety, including test firing in order to obtain test bullets, cartridge cases and shot shells. 2. Comparison of evidence bullets, fired cartridge cases and shot shells to determine if they were or were not fired by the same firearm or the submitted firearm. 3. Examination of fired bullets to potentially determine caliber and possible make and type of firearm involved. 4. Imaging and comparing fired cartridge cases and test shots from firearms to similar exhibits recovered in unsolved crimes utilizing the NIBIN system (see NIBIN Submission Guideline #14). -

Firearm Safety 1. Always Keep the Muzzle Pointed in a Safe
FIREARM SAFETY 1. ALWAYS KEEP THE M UZZLE POINTED IN A S A F E DIRECTION This is the most basic safety rule. If everyone handled a firearm so carefully that the muzzle never pointed at something they didn’t intend to shoot, there would be virtually no firearms accidents. It’s as simple as that, and it’s up to you. Never point your gun at anything you do not intend to shoot. This is particularly important when loading or unloading a firearm. In the event of an accidental discharge, no injury can occur as long as the muzzle is pointing in a safe direction. A safe direction means a direction in which a bullet cannot possibly strike anyone, taking into account possible ricochets and the fact that bullets can penetrate walls and ceilings. The safe direction may be “up” on some occasions or “down” on others, but never at anyone or anything not intended as a target. Even when “dry firing” with an unloaded gun, you should never point the gun at an unsafe target. Make it a habit to know exactly where the muzzle of your gun is pointing at all times, and be sure that you are in control of the direction in which the muzzle is pointing, even if you fall or stumble. This is your responsibility, and only you can control it. 2. FIREARMS ACTIONS SHOULD BE OP E N AN D S H O U L D B E UNLOADED WHEN NOT AC TUALLY IN USE Firearms should be loaded only when you are in the field or on the target range or shooting area, ready to shoot. -
![219 Zipper [PDF]](https://docslib.b-cdn.net/cover/5970/219-zipper-pdf-425970.webp)
219 Zipper [PDF]
219 ZIPPER .365 12° .253 .506 .422 .252 .063 1.359 1.621 1.938 219 ZIPPER RIFLE: . F.N. Mauser Custom BULLET DIAMETER:. 0.224" BARREL: . 27", 1 in 14" Twist MAXIMUM C.O.L.: . 2.260" CASE: . Remington MAX. CASE LENGTH: . 1.938" PRIMER: . Federal 210 CASE TRIM LENGTH: . 1.928" Winchester introduced the 219 Zipper in 1937, seven years after the Hornet and two years after the powerful 220 Swift. Chambered in the fi rm’s Model 64 lever action varmint version of the famous Model 94, it never delivered the tack-driving accuracy customers demanded and consequently never became widely popular. Winchester discontinued manufacturing the Model 64 after WW II and the 219 Zipper became an orphan in 1961 when Marlin stopped chambering its Model 336 for the cartridge. The Zipper is now completely a handloading proposition since both Remington and Winchester have discontinued producing ammunition. A necked down 25-35 WCF (which can also be formed from 30-30 brass), the 219 Zipper was and is a respectable performer. Top velocities possible for the cartridge are only 100 fps lower than those which can be developed in the 224 Weatherby Varmintmaster. The Hornady 53 grain V-MAX™ or the 55 grain Spire Point are fi ne choices for the 219 Zipper and the cartridge is large enough to propel the wind-bucking 60 grain SP or HP up to an impressive 3300 fps. H 4895 is a very good powder throughout the entire range of available bullet weights and especially with the heavier selections. Hornady 22 caliber V-MAX™ bullets are extra potent in the Zipper. -

Winchester® Super X® Pump, 12 and 20 Gauge Pump-Action Shotgun Owner's Manual
Winchester ® Super X® Pump, 12 and 20 Gauge Pump-Action Shotgun Owner’s Manual Important instructions for the Contents Page State Warning ..................................1 ® ® Winchester Super X Pump WARNING: You are Responsible for Firearm Safety ....1 Pump-Action Shotgun General Description and Operation .................6 Nomenclature ..................................6 Winchester Repeating Arms Customer Service Department (United States) Serial Number ..................................7 275 Winchester Avenue Initial Cleaning and Oiling ........................7 Morgan, Utah 84050-9333 Operation of the “Safety” ........................10 Phone: (800) 945-5237 Assembly .....................................12 If you have any questions or comments regarding your new Disassembly ...................................13 firearm, please feel free to write or call us. Use the space Ammunition ..................................13 below to record information about your new firearm. Magazine Capacity..............................14 Model ________________________________________ Three-Shot Adaptor (Plug).......................15 Loading ......................................17 Serial Number _________________________________ Firing ........................................18 Unloading ....................................19 Purchased From ________________________________ Interchangeable Choke Tube System ...............20 Extra Barrels...................................23 Date of Purchase _______________________________ Sight Adjustment...............................23 -
MODULE 4 Deterrents
Polar Bear Deterrent - Training Manual INSTRUCTOR GUIDELINES MODULE 4 Deterrents 12-gauge pump action shotgun 4.2.4 – 12 Gauge Shotgun Polar Bear Deterrent - Training Manual INSTRUCTOR GUIDELINES POLAR BEAR DETERRENTS Power Point: A4.2 PPT - Deterrents Pyrotechnics Slide Description 30 Shotgun Title slide w/ most versatile 31 List of must have features Props: 12 gauge shotguns and dummy cartridges. CRITICAL: No live cartridges in classroom! Dummy Rounds Only. If no “dummy” rounds are available for the shotgun the demonstration of proper loading procedures will only be done at the live fire exercise. Trainer Notes: MUZZLE CONTROL: Prior to demonstrating the use a shotgun, identify a “safe wall”. During demonstrations the muzzle of the shotgun will only be pointed at the safe wall or directly up, if safe. Module 4 4.2.4 12 Gauge Shotgun US Fish and Wildlife Service - Alaska June 30, 2015 T4-42 Polar Bear Deterrent - Training Manual 4.2.4 12-GAUGE SHOTGUN There are many types of 12-gauge shotguns available to the shooting public. The two types recommended for bear management purposes are the12-gauge pump action and the single or double barrel break-action. 12-gauge pump action shotgun 12-gauge break action double barrel shotgun Action The part of the firearm that loads, fires, extracts and ejects ammunition. Shotguns used for bear deterrence must have the following features: 3” chamber (s) smooth bore barrel(s) open or cylinder choke (no narrowing of the barrel at the muzzle) Any shotgun that will be used to fire lead slugs or direct contact rounds such as rubber bullets and beanbags must have the additional feature of front and rear sights. -

Rimfire Firing-Pin Indent Copper Crusher (Part 1)
NONFERROUSNONFERROUS HEATHEAT TREATING TREATING Rimfire Firing-Pin Indent Copper Crusher (part 1) Daniel H. Herring – The HERRING GROUP, Inc.; Elmhurst, Ill. The Sporting Arms and Ammunition Manufacturers’ Institute Inc., also known as SAAMI, is an association of the nation’s leading manufacturers of rearms, ammunition and components. SAAMI is the American National Standards Institute-accredited standards Fig. 1. Firing-pin indent copper crushers developer for the commercial small arms and ammunition industry. SAAMI was for 22-caliber rimfire ammunition founded in 1926 at the request of the federal government and tasked with: creating and (courtesy of Cox Manufacturing and publishing industry standards for safety, interchangeability, reliability and quality; and Kirby & Associates) coordinating technical data to promote safe and responsible rearms use. he story of SAAMI’s rimfire firing-pin indent copper pressures and increased bullet velocities. crusher describes the reinvention of one of the most The primary advantage of rimfire ammunition is low cost, important tools in the ammunition and firearms industry typically one-fourth that of center fire. It is less expensive to T(Fig. 1). This article explains the purpose and operation manufacture a thin-walled casing with an integral-rimmed of the rimfire firing-pin indent copper crusher and how an primer than it is to seat a separate primer in the center of the unusual chain of events almost led to the disappearance of this head of the casing. simple but important technology. The most common rimfire ammunition is the 22LR (22-caliber long rif le). It is considered the most popular round Rimfire Ammunition in the world and is commonly used for target shooting, small- In order to discuss the rimfire copper crusher, we need to take a game hunting, competitive rifle shooting and, to a lesser extent, step back and first explain what rimfire ammunition is and how it works. -
Shot Shell Selection
Shotgun Basics 1 – Shot Shell Selection Shot Shell Selection There are hundreds of shot shell brands and types sold throughout the world. Enthusiasts can spend many hours studying the finer differences between one shell and another. In almost every decision you will need to make there are just three basic factors to consider. Which shot shell? What size and type of shot? How fast do you want it to travel? Shot Shell Choices: Gauge 10 to 28 gauge (plus .410 Calibre) Shell Length 2½”, 2¾”, -, 3” or 3½” Hull Type Reifenhauser or HS (high-strength) Brass Brass Plated, Zinc Plated Steel base cups also available in High Brass and Standard Shot Choices: Shot Size Lead: 000Buck to 12 Steel: BB to 7 Shot Material Lead, Copper Plated Lead, Bismuth, Steel, Tungsten-Iron, Tungsten-Nickel-Iron, Tungsten Polymer or Paint Ball Velocity Choices: 980 FPS to 1350 + FPS Packaging: And Finally... Shotgun Shells are normally sold in packs of: 25 A Packet 250 A Half Case or “Slab“ – 10 Packets 500 A Case – Often deliverred as 2 slabs. Shotgun Basics 1 – Shot Shell Selection Gauge for Shotguns and Shot Shells Almost all shotguns are referred to by their “gauge”. By far the most common shotguns are 12 gauge and 20 gauge. Having said that though, there are plenty of places in the world where 10 gauge, 16 gauge, 26 gauge and 28 gauge shotguns are very popular. Gauge is determined by a very old fashioned method that is more important to understand as a matter of interest than anything else. While it’s VERY important to know the gauge of your shotgun and a number of other things when buying ammunition, knowing how gauge is arrived at is not so important. -

Rebel Forces in Northern Mali
REBEL FORCES IN NORTHERN MALI Documented weapons, ammunition and related materiel April 2012-March 2013 Co-published online by Conflict Armament Research and the Small Arms Survey © Conflict Armament Research/Small Arms Survey, London/Geneva, 2013 First published in April 2013 All rights reserved. No part of this publication may be reproduced, stored in a retrieval system, or transmitted in any form or by any means without the prior permission in writing of Conflict Armament Research and the Small Arms Survey, or as expressly permitted by law, or under terms agreed with the appropriate reprographics rights organisation. Enquiries concerning reproduction outside the scope of the above should be sent to the secretary, Conflict Armament Research ([email protected]) or the secretary, Small Arms Survey ([email protected]). Copy-edited by Alex Potter ([email protected]) Reviewed by Alex Diehl and Nic Jenzen-Jones Cover image: © Joseph Penny, 2013 Above image: Design and layout by Julian Knott (www.julianknott.com) © Richard Valdmanis, 2013 TABLE OF CONTENTS About 4 3.7 M40 106 mm recoilless gun 11 Abbreviations and acronyms 5 4. Light Weapons Ammunition 12 Introduction 6 4.1 12.7 x 108 mm ammunition 12 4.2 14.5 x 115 mm ammunition 12 1. Small Arms 7 4.3 PG-7 rockets 13 1.1 Kalashnikov-pattern 7.62 x 39 mm assault 4.4 OG-82 and PG-82 rockets 13 rifles 7 4.5 82 mm mortar bombs 14 1.2 FN FAL-pattern 7.62 x 51 mm rifle 7 4.6 120 mm mortar bombs 14 1.3 G3-pattern 7.62 x 51 mm rifle 7 4.7 Unidentified nose fuzes 14 1.4 MAT-49 9 x 19 mm sub-machine gun 7 4.8 F1-pattern fragmentation grenades 15 1.5 RPD-pattern 7.62 x 39 mm light 4.9 NR-160 106 mm HEAT projectiles 15 machine gun 7 1.6 PK-pattern 7.62 x 54R mm general-purpose 5. -
22 Long Rifle Ammo at Ammunitionstore.Com
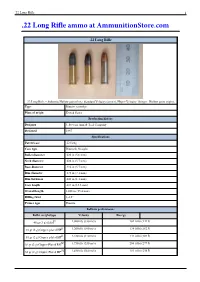
.22 Long Rifle 1 .22 Long Rifle ammo at AmmunitionStore.com .22 Long Rifle .22 Long Rifle – Subsonic Hollow point (left). Standard Velocity (center), Hyper-Velocity "Stinger" Hollow point (right). Type Rimfire cartridge Place of origin United States Production history Designer J. Stevens Arm & Tool Company Designed 1887 Specifications Parent case .22 Long Case type Rimmed, Straight Bullet diameter .222 in (5.6 mm) Neck diameter .226 in (5.7 mm) Base diameter .226 in (5.7 mm) Rim diameter .278 in (7.1 mm) Rim thickness .043 in (1.1 mm) Case length .613 in (15.6 mm) Overall length 1.000 in (25.4 mm) Rifling twist 1–16" Primer type Rimfire Ballistic performance Bullet weight/type Velocity Energy [] 40 gr (3 g) Solid 1,080 ft/s (330 m/s) 104 ft·lbf (141 J) [] 38 gr (2 g) Copper-plated HP 1,260 ft/s (380 m/s) 134 ft·lbf (182 J) [] 31 gr (2 g) Copper-plated HP 1,430 ft/s (440 m/s) 141 ft·lbf (191 J) [1] 30 gr (2 g) Copper-Plated RN 1,750 ft/s (530 m/s) 204 ft·lbf (277 J) [1] 32 gr (2 g) Copper-Plated HP 1,640 ft/s (500 m/s) 191 ft·lbf (259 J) .22 Long Rifle 2 [][1] Source(s): The .22 Long Rifle rimfire (5.6×15R – metric designation) cartridge is a long established variety of ammunition, and in terms of units sold is still by far the most common in the world today. The cartridge is often referred to simply as .22 LR ("twenty-two-/ˈɛl/-/ˈɑr/") and various rifles, pistols, revolvers, and even some smoothbore shotguns have been manufactured in this caliber. -

Cartridges, Rimfire
SAFETY DATA SHEETPage 1 of 4 Prepared to U.S. OSHA, CMA, ANSI, Canadian WHMIS, Australian WorkSafe, Japanese Standard JIS Z 7250:2000, and EU REACH Regulations 1. PRODUCT AND COMPANY IDENTIFICATION Product Name: CARTRIDGES – RIMFIRE CAS Number: Mixture – Metal Alloy Synonyms: Rimfire Brands: Super-X, Supreme, Varmint HV, Varmint HE, Defender, USA Brand, Hyper Speed, Dynapoint, M22, 222,333, 525, 555, T-22, Wildcat, Expediter, Silhouette, Super Speed, Aussie Ammo, Subsonic, Power-Point, Xpert, M-22 Subsonic, Super-X Subsonic, Super Suppressed, Varmit X Lead- Free, Varmint LF Polymer Tip NTX, X22LRHLF-22LR Tin 26 grn.HP, X22Mhlf-22WMR Tin Core JHP, USA Game & Target, Universal. Rimfire Bullet Names: Polymer Tip, VMax, XTP, Jacketed Hollow Point, JHP, FMJ, Dynapoint, DP, Lead Round Nose, LRN, LRN Copper Plated, LRN Black Copper Plated, LRN Lubaloy Plated, Lead Hollow Point, LHP, LHP Copper Plated, Power-Point, PP, PP Copper Plated, Fragmenting Hollow Point, FHP, FHP Copper Plated, Lead Shot, CB, T-22. Rimfire Calibers: 17 Hornady Magnum Rimfire (17 HMR), 17 Winchester Super Magnum (17 WSM), 22 Long (22L), 22 Long Rifle (22LR), 22 Short (22S), 22 Winchester Rimfire (22WRF), 22 Winchester Magnum Rimfire (22WMR), 22 Mag. Rimfire Proof Loads Product Use: Rimfire Rifle and Pistol Loaded Ammunition U.N. Number: UN 0012 U.N. Dangerous Goods Explosive, 1.4S Class Manufacturer/Responsible Olin Winchester, LLC Party: Manufacturers’ Address: 600 Powder Mill Road, East Alton, IL 62024 www.winchester.com Emergency Telephone US/Canada: 1-800-424-9300 Number: Outside US/Canada: 703-527-3887 SDS Control Group: 618-258-3507 (Technical Information Only) Olin SDS No.: 00051.0001 Issue Date: 6/1/15 Revision Date: 02/28/2019 Revision No.: 5 2. -

Artillery Ammunition from the 1781 Siege of Star Fort
University of South Carolina Scholar Commons Archaeology and Anthropology, South Carolina Faculty & Staff Publications Institute of 9-2020 Artillery Ammunition from the 1781 Siege of Star Fort James B. Legg Follow this and additional works at: https://scholarcommons.sc.edu/sciaa_staffpub Part of the Archaeological Anthropology Commons, and the Military History Commons Research Artillery Ammunition from the 1781 Siege of Star Fort By James B. Legg th Regular readers of Legacy, will recall that daily feature of the siege. By June 18 , the The 6-pounder was the standard field in 2018 and 2019, SCIAA Director Steve Americans were entrenched immediately caliber used by both British and American Smith conducted USC “Maymester” north of the ditch of Star Fort, but a large artillery during the Revolution. Historical archaeological field schools in and around relief force of British regular troops was sources indicate that the Americans used Star Fort, a component of the 1781 British on its way to break the siege. Greene at least four, 6-pounder field guns in defenses of Ninety Six, South Carolina, at decided to risk a direct assault on Star Fort the siege of Star Fort, while the British Ninety Six National Historic Site (Figures before giving up the siege, but the attack had only two or three 3-pounders, and 1 and 2). The work included formal met with a bloody repulse. Greene broke possibly some very light-caliber swivel excavation units, and an array of metal off the siege and withdrew the following guns. Nevertheless, we found both detector sample areas. Among our findings day, but the British then decided that the American and British 6-pounder shot in was a significant assemblage related to the post of Ninety Six was too exposed to be Star Fort.