Investigation of Spherical Bearings for Use in the Ultraform Finishing Polishing Process
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Lubricant Evaluation for Bearing Operation in Rotating Electric Machines
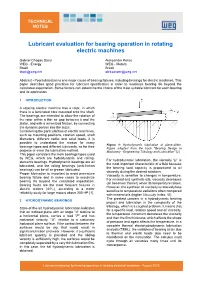
TECHNICAL NOTES Lubricant evaluation for bearing operation in rotating electric machines Gabriel Chagas Storti Aleksander Kokot WEG - Energy WEG - Motors Brazil Brazil [email protected] [email protected] Abstract - Poor lubrication is one major cause of bearing failures, including bearings for electric machines. This paper describes good practices for lubricant specification in order to maximize bearing life beyond the calculated expectation. Some factors can determine the choice of the most suitable lubricant for each bearing and its application. 1 INTRODUCTION A rotating electric machine has a rotor, in which there is a laminated core mounted onto the shaft. The bearings are intended to allow the rotation of the rotor within a thin air gap between it and the stator, and with a minimized friction, by connecting the dynamic portion into the static. Considering the particularities of electric machines, such as mounting positions, rotation speed, shaft diameters, different radial and axial loads, it is possible to understand the reason for many Figure 1: Hydrodynamic lubrication of plane-slider. bearings types and different lubricants, as for their Figure adapted from the book "Bearing Design in purpose or even the lubrication method. Machinery - Engineering Tribology and Lubrication" [2] This paper considers the main bearings types used by WEG, which are hydrodynamic and rolling- For hydrodynamic lubrication, the viscosity "µ" is elements bearings. Hydrodynamic bearings are oil the most important characteristic of a fluid because lubricated, and the rolling bearings (anti-friction the bearing load capacity is proportional to oil bearings) can be oil or grease lubricated. viscosity during the desired rotations. Proper lubrication is important to avoid premature Viscosity is sensitive to changes in temperature. -

Dynamic Performance and Design Aspects of Compliant Fluid Film Bearings
KTH Industrial Engineering and Management DYNAMIC PERFORMANCE AND DESIGN ASPECTS OF COMPLIANT FLUID FILM BEARINGS Matthew Y.J Cha KTH Royal Institute of Technology School of Industrial Engineering and Management Department of Machine Design Cover figure : Waukesha Bearings Combined Thrust and Journal Bearing Assembly: Solid Polymer Tilting Pad Thrust Bearing with Polymer Lined Tilting Pad Journal Bearing TRITA – MMK 2014:13 ISSN 1400-1179 ISRN/KTH/MMK/R-14/13-SE ISBN 978-91-7595-398-4 Dynamic Performance and Design Aspects of Compliant Fluid Film Bearings Academic thesis, which with the approval of Kungliga Tekniska Högskolan, will be presented for public review in fulfillment of the requirements for a Doctorate of Engineering in Machine Design. Public review: Kungliga Tekniska Högskolan, Gladan, Brinellvägen 83, Stockholm, on April 22, 2015 Printed in Sweden Universitetsservice US-AB PREFACE I am very thankful to Lord Jesus Christ. This work is dedicated for the Glory of God. I give my deepest gratitude to my wife, Woori. She has given me a big support and love. And she waited patiently for me to complete my thesis and taking care of our two lovely children. I would also like to thank my children, Ye-Eun and Ye-Lang for growing up healthy and bringing joy to my family. I want to thank both of my parents and families in Canada for their care, love and support. I would like to thank my supervisor, Professor Sergei Glavatskih for giving me an opportunity to study and research under his guidance. He has brought me into the field of fluid film bearings and there are many things to learn and absorb from his expertise. -

Journal of Advanced Mechanical Design, Systems, and Manufacturing JSME, Vol
Journal of Advanced Mechanical Design, Vol. 4, No. 1, 2010 Systems, and Manufacturing Optimum Design of Thrust Air Bearing for Hard Disk Drive Spindle Motor* Mohd Danial IBRAHIM**, Tadashi NAMBA**, Masayuki OCHIAI*** and Hiromu HASHIMOTO*** **Graduate School of Science and Engineering, Tokai University 1117, Kitakaname, Hiratsuka City, Kanagawa Prefecture 259-1292, Japan E-mail: [email protected] *** Depatment of Mechanical Engineering, Tokai University 1117, Kitakaname, Hiratsuka City, Kanagawa Prefecture 259-1292, Japan Abstract This paper describes the application of geometry optimization method proposed by Hashimoto to the design of air lubricated thrust bearings used for HDD spindle motors. The optimization is carried out to maximize the dynamic stiffness of air films because the low stiffness is a serious problem of thrust air bearings in the actual application to HDD spindle motor. The optimized dynamic stiffnesses are obtained by changing the allowable film thickness, which is corresponding to the tolerance of bearings. The results obtained show that the optimized thrust air bearings have the comparable stiffness to the oil lubricated thrust bearings and it is verified theoretically that this type of thrust air bearing can be used for HDD spindle motors. Key words: Hard Disk Drive, Spindle Motor, Thrust Air Bearing, Geometrical Optimum Design, Bearing Stiffness 1. Introduction Hard disk drive (HDD) has been playing a big role in the area of informative multimedia as the main storage media for electronics devices. The back bone of these media storage technology actually lies in the revolutionary part of the spindle motor supported mainly by the oil lubricated thrust and journal bearings. -

Actively Lubricated Hybrid Journal Bearings Based on Magnetic Fluids
Actively lubricated hybrid journal bearings based on magnetic fluids for high-precision spindles of machine tools Luis Lopez de Lacalle, Harkaitz Urreta, Gorka Aguirre, Pavel Kuzhir, Luis Norberto López de Lacalle To cite this version: Luis Lopez de Lacalle, Harkaitz Urreta, Gorka Aguirre, Pavel Kuzhir, Luis Norberto López de Lacalle. Actively lubricated hybrid journal bearings based on magnetic fluids for high-precision spindles of machine tools. Journal of Intelligent Material Systems and Structures, SAGE Publications, 2019, 30 (15), pp.2257-2271. 10.1177/1045389X19862358. hal-02426104 HAL Id: hal-02426104 https://hal.archives-ouvertes.fr/hal-02426104 Submitted on 1 Jan 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Page 1 of 53 Journal of Intelligent Material Systems and Structures 1 2 3 4 5 6 7 Actively lubricated hybrid journal 8 9 10 11 bearings based on magnetic fluids for 12 13 14 high precision spindles of machine tools 15 16 17 1 1 2 18 Harkaitz UrretaFor*, Gorka Peer Aguirre Review, Pavel Kuzhir , Luis Norberto 19 20 Lopez de Lacalle 3 21 22 23 24 1 IK4-IDEKO, Arriaga 2, E-20870 Elgoibar, Spain 25 26 27 2 University Côte d’Azur, CNRS UMR 7010 Inst. -

Lubrication in MEMS
9 Lubrication in MEMS Kenneth S. Breuer 9.1 Introduction Brown University Objectives and Outline 9.2 Fundamental Scaling Issues The Cube-Square Law • Applicability of the Continuum Hypothesis • Surface Roughness 9.3 Governing Equations for Lubrication 9.4 Couette-Flow Damping Limit of Molecular Flow 9.5 Squeeze-Film Damping Derivation of Governing Equations • Effects of Vent Holes • Reduced-Order Models for Complex Geometries 9.6 Lubrication in Rotating Devices 9.7 Constraints on MEMS Bearing Geometries Device Aspect Ratio • Minimum Etchable Clearance 9.8 Thrust Bearings 9.9 Journal Bearings Hydrodynamic Operation • Static Journal Bearing Behavior • Journal Bearing Stability • Advanced Journal Bearing Designs • Side Pressurization • Hydrostatic Operation 9.10 Fabrication Issues Cross-Wafer Uniformity • Deep Etch Uniformity • Material Properties 9.11 Tribology and Wear Stiction • The Tribology of Silicon 9.12 Conclusions Acknowledgments 9.1 Introduction As microengineering technology continues to advance, driven by increasingly complex and capable micro- fabrication and materials technologies, the need for greater sophistication in microelectromechanical systems (MEMS) design will increase. Fluid film lubrication has been a critical issue from the outset of MEMS development, particularly in the prediction and control of viscous damping in vibrating devices such as accelerometers and gyros. Much attention has been showered on the development of models for accurate prediction of viscous damping and of fabrication techniques for minimizing the damping (which destroys the quality, or Q-factor, of a resonant system). In addition to the development and optimization of these oscillatory devices, rotating devices—micromotors, microengines, etc.—have also captured the attention of MEMS researchers since the early days of MEMS development, and there have been several demonstrations of micromotors driven by electrostatic forces [Bart et al., 1988; Mehregany et al., 1992; Nagle and Lang, 1999; Sniegowski and Garcia, 1996]. -

The Process for Manufacturing of Ball
THE PROCESS FOR MANUFACTURING OF BALL BEARING AND EFFECT OF MATERIAL IN BEARING LIFE Amit Tiwari 1, Himanshu Vasnani2 , Mahendra Labana3 1, 2 Assistant Professor , Suresh Gyan Vihar University Jaipur, rajasthan India. 3 Enginner, Safety Department. MBECL ZAWAR MINES Udaipur( Rajasthan) ABSTRACT In this paper design of angular contact ball bearing is done which is used in Propeller shaft of an air craft. This type of ball bearing can support radial load and axial load in both directions due to the points of contact available. The inner ring of a point angular contact ball bearing is split so because of larger ball quantity, higher carrying capacity is possible.Whether for industrial, transportation or complex systems, ball bearing are considered as major factor in kinematics rotating systems. Apart from their strategic role in the drive assemblies, these mechanical components can require an increased rate of reliability. Bearings turbines and rotating machines are primordial in most mechanical components which contribute directly to the performance of automotive and aerospace engines through reliability. Due to their role as liaison between fixed and moving parts, any failure could have catastrophic consequences such as loss of engine use. This research is aimed to develop the analytical fundamentals details of new model which is dedicated to the dynamic behaviour of rotating ball bearings. Key Words: Bearing Materials , Manufacturing Process and Testing of bearing. I. INTRODUCTION A bearing is a machine element that constrains relative motion to only the desired motion, and reduces friction between moving parts. The design of the bearing may, for example, provide for free linear movement of the moving part or for free rotation around a fixed axis; or, it may prevent a motion by controlling the vectors of normal forces that bear on the moving parts. -

UNIVERSITY of CALIFORNIA, SAN DIEGO Numerical And
UNIVERSITY OF CALIFORNIA, SAN DIEGO Numerical and Experimental Investigations of the Head/Disk Interface A dissertation submitted in partial satisfaction of the requirements for the degree Doctor of Philosophy in Engineering Sciences (Mechanical Engineering) by Maik Duwensee Committee in charge: Professor Frank E. Talke, Chair Professor David J. Benson Professor Thomas Bewley Professor Eric Fullerton Professor Jack Keil Wolf 2007 Copyright Maik Duwensee, 2007 All rights reserved. The dissertation of Maik Duwensee is approved, and it is acceptable in quality and form for publi- cation on microfilm: Chair University of California, San Diego 2007 iii to my parents B¨arbel† and Dieter Duwensee iv TABLE OF CONTENTS Signature Page . iii Dedication . iv Table of Contents . v List of Figures . viii List of Tables . xii Acknowledgements . xiii Vita and Publications . xvi Abstract of the Dissertation . xviii 1 Introduction . 1 1.1 History of Computer Hard Disk Drives . 1 1.2 Areal Storage Density . 5 1.3 Current and Future Technologies for Areal Storage Density Increase 9 1.3.1 Perpendicular Magnetic Recording . 9 1.3.2 Heat Assisted Magnetic Recording . 11 1.3.3 Patterned Media Technologies . 14 1.4 Principles of Magnetic Recording . 17 1.4.1 Magnetic Hysteresis . 17 1.4.2 Evolution of Magnetic Read/Write Heads . 20 1.4.3 Write Process . 22 1.4.4 Read-back Process . 23 1.4.5 Magnetic Spacing . 28 1.5 Mechanical Components of a Disk Drive . 32 1.5.1 Air Bearing Sliders . 33 1.5.2 Suspensions . 41 1.5.3 Spindle Motor Bearings . 47 1.5.4 Magnetic Disks . -

Inertia Effect and the Turbulence on the Lubrication Performance of the High Speed Water-Lubricated Thrust Bearing
INERTIA EFFECT AND THE TURBULENCE ON THE LUBRICATION PERFORMANCE OF THE HIGH SPEED WATER-LUBRICATED THRUST BEARING TRACK OR CATEGORY Fluid Bearing AUTHORS AND INSTITUTIONS Zhixiang Songa,Fei Guoa, Xiangfeng Liua*, Ying Liua a. State Key Laboratory of Tribology, Tsinghua University, Beijing, China INTRODUCTION Water-lubricated bearings are more and more popular because of the harmlessness to the environment. But the viscosity of water is much smaller than the oil’s so the film thickness in lubrication of water is smaller than oil. A question is come up with that what is the difference between water lubrication and common oil lubrication besides the physical characteristics. Researchers found several problems worth attention with the promotion of water lubrication research. Zhang Xiuli thought the main concern is the low temperature rising [1] and the possibility of cavitation [2]. Zhang studied a misaligned hydrodynamic water-lubricated plain journal bearing considering the differences between the physical properties and cavitation. Saeid Dousti [3] and Wang Lei [4] treated the inertia effect was a noticeable in water lubrication. Saeid focused on the low viscosity of water and proneness to turbulence and fluid inertia effects in fixed geometry journal bearings. Wang simulated the dynamic characteristics of the hydrostatic thrust bearings considering the inertia effect with the bulk flow theory and the influence of centrifugal force at different speed. In general lubrication problems, oil has a big enough viscosity so the magnitude of inertia force is tiny, comparing to the viscous force. Researchers usually ignore the influence of inertia force to simplify the mathematical model, the classical Reynolds Equation. -

Fluid Bearing Spindles for Data Storage Devices Zhang
FLUID BEARING SPINDLES FOR DATA STORAGE DEVICES ZHANG QIDE NATIONAL UNIVERSITY OF SINGAPORE 2003 FLUID BEARING SPINDLES FOR DATA STORAGE DEVICES ZHANG QIDE (B. Eng., M. Eng.) A THESIS SUBMITTED FOR THE DEGREE OF DOCTOR OF PHILOSOPHY DEPARTMENT OF MECHANICAL ENGINEERING NATIONAL UNIVERSITY OF SINGAPORE 2003 ACKNOWLEDGEMENTS I wish to express my gratitude to many people who have helped me during this project. The completion and success of the project would not have been possible without their invaluable guidance, support and advice. Firstly, I would like to express my utmost gratitude to my supervisor, Assoc. Prof. S. H. Winoto for his precious encouragement, guidance and fervent assistance whenever I approach him. Next, I would like to thank the late Dr. Chen Shixin of Data Storage Institute (DSI) for his precious advice and fruitful discussions during the process of the project. I would also like to sincerely thank some of the staff of Data Storage Institute, Singapore for their support and assistance in the project, especially to Dr. Liu Zhejie for his advice in electrical motor design. The understanding and support from the management of DSI is greatly appreciated and acknowledged. Finally, the invaluable understanding and support from my wife, my daughter and my family members are forever remembered and cherished. i TABLE OF CONTENTS Acknowledgements ..................................................................................................... i Table of Contents ...................................................................................................... -

Optimum Design of Oil Lubricated Thrust Bearing for Hard Disk Drive with High Speed Spindle Motor
Hindawi Publishing Corporation International Journal of Rotating Machinery Volume 2013, Article ID 896148, 11 pages http://dx.doi.org/10.1155/2013/896148 Research Article Optimum Design of Oil Lubricated Thrust Bearing for Hard Disk Drive with High Speed Spindle Motor Yuta Sunami,1 Mohd Danial Ibrahim,2 and Hiromu Hashimoto1 1 Department of Mechanical Engineering, Tokai University, 4-1-1 Kitakaname, Hiratsuka-shi, Kanagawa-ken 259-1292, Japan 2 Department of Mechanical and Manufacturing Engineering, Faculty of Engineering, Universiti Malaysia Sarawak, 94300 Kota Samarahan, Sarawak, Malaysia Correspondence should be addressed to Yuta Sunami; [email protected] Received 29 July 2013; Accepted 15 October 2013 Academic Editor: Masaru Ishizuka Copyright © 2013 Yuta Sunami et al. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. This paper presents the application of optimization method developed by Hashimoto to design oil lubricated thrust bearings for 2.5 inch form factor hard disk drives (HDD). The designing involves optimization of groove geometry and dimensions. Calculations are carried out to maximize the dynamic stiffness of the thrust bearing spindle motor. Static and dynamic characteristics of the modeled thrust bearing are calculated using the divergence formulation method. Results show that, by using the proposed optimization method, dynamic stiffness values can be well improved with the bearing geometries not being fixed to conventional grooves. 1. Introduction spindlebyintroducingpermanentmagneticthrustplatesinto thebearingspindlestructure[6]orintroducingmagnetic HDD has been used as the main storage multimedia for fluid as lubricants [7]. However, there are very few attempts at electronics devices. -

Tribology in Industry a Historical Review of Gas Lubrication
Vol. 40, No. 2 (2018), 165-182, DOI: 10.24874/ti.2018.40.02.01 Tribology in Industry www.tribology.rs VIEW RE A Historical Review of Gas Lubrication: From Reynolds to Active Compensations L. Lentini a, M. Moradi a, F. Colombo a a Department of Mechanical and Aerospace Engineering, Politecnico di Torino Corso Duca Degli Abruzzi 24, 10129, Turin, Italy. Keywords: A B S T R A C T Historical review Friction and wear are tribological phenomena that have produced Gas lubrication significant economic damage and environmental issues throughout our Aerostatic bearing history. Different kinds of lubricants and coatings have been employed in Active compensation the attempt of reducing friction losses. Because of their remarkable Passive compensation performance, gas lubricated systems are characterized by almost zero friction and wear. For this reason, they can be utilized in applications Corresponding author: where rolling and fluid bearings cannot, e.g., metrology, medical Luigi Lentini equipment and tool machine. This paper reviews the evolution of gas Department of Mechanical and lubrication through history. The topography of the subject is described Aerospace Engineering, Politecnico from its origins to how it was shaped over the centuries, trying to preserve di Torino, Corso Duca Degli Abruzzi the logical cause and effect relationship of the events. For the sake of 24, 10129, Turin, Italy. consistency, the review considers only the key past contributions which are E-mail: [email protected] strictly related to gas lubrication. © 2018 Published by Faculty of Engineering 1. INTRODUCTION performance, gas lubricants make it possible to significantly reduce friction and wear, thus Friction and wear are tribological phenomena providing systems with high positional that have produced significant economic accuracy and low environmental impact. -

4.2 Reynolds Equation
POLITECNICO DI TORINO Repository ISTITUZIONALE Development of lumped parameters models for aerostatic gas bearings Original Development of lumped parameters models for aerostatic gas bearings / Moradi, Mona. - (2019 May 15), pp. 1-122. Availability: This version is available at: 11583/2733954.1 since: 2019-05-23T11:17:48Z Publisher: Politecnico di Torino Published DOI: Terms of use: openAccess This article is made available under terms and conditions as specified in the corresponding bibliographic description in the repository Publisher copyright (Article begins on next page) 08 October 2021 Doctoral Dissertation Doctoral Program in Mechanical Enginering (31.th cycle) Development of a lumped parameter model of aerostatic rectangular bearings Static and dynamic study Mona Moradi ****** Supervisors Prof. Terenziano Raparelli, Supervisor Prof. Federico Colombo, Co-supervisor Doctoral Examination Committee: Prof. P.Beomonte Zobel, Referee, Università de L’Aquila Prof. G.Mantriota, Politecnico di Bari Politecnico di Torino February 26, 2019 This thesis is licensed under a Creative Commons License, Attribution - Noncommercial- NoDerivative Works 4.0 International: see www.creativecommons.org. The text may be reproduced for non-commercial purposes, provided that credit is given to the original author. I hereby declare that, the contents and organisation of this dissertation constitute my own original work and does not compromise in any way the rights of third parties, including those relating to the security of personal data. .......................................