Next Generation Kettle a Realisation of an Induction Cooktop Kettle with Automatic Deactivation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

User Manual Heritage® Induction Cooktop HICT305BG, HICT365BG
User Manual Heritage® Induction Cooktop HICT305BG, HICT365BG Table of Contents Important Safety Instructions ............................................... 1 Consignes de sécurité importantes .........................4 Before Using the Cooktop ......................................................7 Using the Cooktop .................................................................10 Care and Cleaning .................................................................15 Troubleshooting ....................................................................16 Warranty ................................................................................. 17 Warranty Card ........................................................ Back Cover Part No. 113776 Rev. A To Our Valued Customer: Congratulations on your purchase of the very latest in Dacor® products! Our unique combination of features, style, and performance make us a great addition to your home. To familiarize yourself with the controls, functions, and full potential of your new Dacor induction cooktop, read this manual thoroughly, starting at the Important Safety Instructions section (Pg. 1). Dacor appliances are designed and manufactured with quality and pride, while working within the framework of our company values. Should you ever have an issue with your cooktop, first consult the Troubleshooting section (Pg. 14), which gives suggestions and remedies that may pre-empt a call for service. Valuable customer input helps us continually improve our products and services, so feel free to contact -
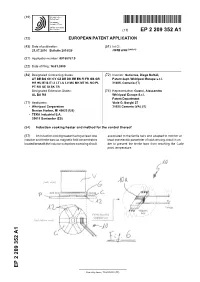
Induction Cooking Heater and Method for the Control Thereof
(19) & (11) EP 2 209 352 A1 (12) EUROPEAN PATENT APPLICATION (43) Date of publication: (51) Int Cl.: 21.07.2010 Bulletin 2010/29 H05B 6/06 (2006.01) (21) Application number: 09150707.9 (22) Date of filing: 16.01.2009 (84) Designated Contracting States: (72) Inventor: Gutierrez, Diego Neftali, AT BE BG CH CY CZ DE DK EE ES FI FR GB GR Patent dept. Whirlpool Europe s.r.l. HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL 21025, Comerio (IT) PT RO SE SI SK TR Designated Extension States: (74) Representative: Guerci, Alessandro AL BA RS Whirlpool Europe S.r.l. Patent Department (71) Applicants: Viale G. Borghi 27 • Whirlpool Corporation 21025 Comerio (VA) (IT) Benton Harbor, MI 49022 (US) • TEKA Industrial S.A. 39011 Santander (ES) (54) Induction cooking heater and method for the control thereof (57) An induction cooking heater having at least one associated to the ferrite bars and adapted to monitor at inductor and ferrite bars as magnetic field concentrators least one electric parameter of said sensing circuit in or- located beneath the inductor comprises a sensing circuit der to prevent the ferrite bars from reaching the Curie point temperature. EP 2 209 352 A1 Printed by Jouve, 75001 PARIS (FR) EP 2 209 352 A1 Description [0001] The present invention relates to an induction cooking heater of the type comprising at least one inductor and magnetic field concentration means located beneath the inductor. 5 [0002] These known induction cooking heaters use half-bridge converters for supplying the load composed of the system induction coil + cooking vessel in series with two parallel resonant capacitors. -
Electric Range with Induction Cooktop
All about the Use & Care of your Electric Range with Induction Cooktop TABLE OF CONTENTS A11103101 Rev A (August 2017) Rev A (August A11103101 Product Record and Registration . 2 Before Setting Oven Controls . 19 Important Safety Instructions . 3 Setting Oven Controls . 20 Cooking Recommendations . 9 Care and Cleaning . 32 Before Setting Surface Controls . 12 Before You Call . 38 Setting Surface Controls . 16 Warranty . 42 www.frigidaire.com USA 1-800-944-9044 www.frigidaire.ca Canada 1-800-265-8352 PRODUCT RECORD AND REGISTRATION Product Registration . .2 Questions? Product Record and Registration . 2 Need Help? . .2 For toll-free telephone support in the U.S. and Canada call Important Safety Instructions . 3 1-800-944-9044. Cooking Recommendations . 9 For online support and Internet production information visit Before Setting Surface Controls . 12 http://www.frigidaire.com. Setting Surface Controls . 16 Before Setting Oven Controls . 19 Setting Oven Controls . 20 Product Registration Care and Cleaning . 32 Oven Baking . .38 Registering your product with Frigidaire enhances our Before You Call. 38 ability to serve you. You can register online at Warranty . 42 http://www.frigidaire.com or by dropping your Product Registration Card in the mail. Record model & serial numbers here Purchase Date Frigidaire model number Thank you for choosing Frigidaire. Frigidaire serial number Important: This Use and Care Guide is part of our commit- Serial Plate Location ment to customer satisfaction and product quality throughout the service life of your new appliance. We view your purchase as the beginning of a relationship. To ensure our ability to continue serving you, please use this page to record important product information. -
The Guide Cookware Bakeware
THE GUIDE TO COOKWARE AND BAKEWARE HOW TO USE THIS GUIDE This guide is organized primarily for retail buyers and knowledgeable consumers as an easy- reference handbook and includes as much information as possible. The information carries readers from primitive cooking through to today’s use of the most progressive technology in manufacturing. Year after year, buyers and knowledgeable consumers find this guide to be an invaluable tool in selection useful desirable productions for those who ultimately will use it in their own kitchens. Consumers will find this guide helpful in learning about materials and methods used in the making of cookware. Such knowledge leads to the selection of quality equipment that can last a lifetime with sound care and maintenance, information that is also found within this guide. Any reader even glancing through the text and illustrations will gain a better appreciation of one of the oldest and most durable products mankind has every devised. SECTIONS • Cooking Past and Present ........................................ 3 • Cooking Methods ................................................ 5 • Materials and Construction ....................................... 8 • Finishes, Coatings & Decorations ................................. 15 • Handles, Covers & Lids ........................................... 22 • Care & Maintenance ............................................. 26 • Selection Products ............................................... 30 • CMA Standards .................................................. 31 • -

Induction Cooking Technology Design and Assessment
Induction Cooking Technology Design and Assessment Micah Sweeney, Jeff Dols, Brian Fortenbery, and Frank Sharp Electric Power Research Institute (EPRI) ABSTRACT Induction cooking is often considered one of the most efficient cooking technologies. With this technology, up to 90% of the energy consumed is transferred to the food, compared to about 74% for traditional electric systems and 40% for gas. This technology has become popular in Europe, but its adoption in the US has been less enthusiastic. Several market barriers exist for this technology, including high first cost, the requirement of magnetic cookware, and lower perceived reliability. This paper presents findings from a technical assessment of induction cooking performed by the Electric Power Research Institute (EPRI) for the California Energy Commission (CEC). This assessment evaluated the cooking efficiency of induction technology and estimated its energy savings potential. Total cost of ownership is considered, as well as market barriers and non-energy benefits offered by induction cooking technology. The findings of this study demonstrate that induction cooking is not always more efficient that conventional electric (resistive) technology. The energy savings potential of induction cooking is found to be greatest when used with small cookware. The impact of these findings on standard test procedures is discussed, and recommendations for improvement are suggested. Finally, a prototype cooker design is presented, with a discussion of the limitations of current designs that prevents their operation with non-magnetic cookware. Introduction Induction cooking is often considered one of the most efficient technologies for stovetop cooking. This technology relies on the principle of magnetic induction, in which eddy currents are excited in a ferromagnetic cookware when in the presence of an oscillating magnetic field. -

Instruction Manual Induction Cooktop
AID-513FP Instruction Manual Induction Cooktop Questions or concerns about your Induction Cooktop? Before returning to the store... Aroma’s customer service experts are happy to help. Call us toll-free at 1-800-276-6286. Answers to many common questions can be found online. Visit www.AromaCo.com/ Support. Congratulations on your purchase of the Aroma® Professional Induction Cooktop! Induction cooking is a faster, more efficient and safer way to prepare your favorite meals. Unlike most cooking methods, induction heats the pan itself, producing several benefits: Efficiency: Induction cooktops utilize up to 84% of the energy produced, much more efficient than gas or electric stovetops. Safety: Induction allows for high heat cooking with no open flame. The induction cooktop also automatically recognizes if induction-ready cookware is in place. If the proper coookware isn’t in place, the cooktop will not begin to heat. Even Heating: Since induction directly heats the iron in cookware rather than transferring heat to the cookware, heat is evenly distributed along the bottom of the pan for deliciously cooked meals. Easy Cleaning: The cooktop does not heat itself, preventing any burnt-on spills. Cleanup is as easy as wiping away with a soft cloth. The Aroma® Professional Induction Cooktop also includes convenient preset functions for a number of popular cooking methods. With the “Sauté/Brown” function, add delicious flavor and appealing looks to thick, juicy meats while bringing out the rich flavor of garlic, onions and other flavorful vegetables. The “Boil” function is great for safely and quickly bringing water to a boil for pasta noodles, potatoes, eggs and more. -

Operating and Installation Instructions Induction Cooktops
Operating and Installation Instructions Induction Cooktops To prevent accidents and machine damage, read these instructions be- fore installation or use. en-US M.-Nr. 09 888 630 Contents IMPORTANT SAFETY INSTRUCTIONS ................................................................ 4 Overview............................................................................................................... 15 KM 6360 / KM 6365 .............................................................................................. 15 KM 6370 / KM 6375 .............................................................................................. 16 KM 6377................................................................................................................ 17 DirectSelection Plus controls ................................................................................ 18 Cooking zone data ................................................................................................ 19 Initial commissioning .......................................................................................... 22 Cleaning the cooktop for the first time.................................................................. 22 Turning on the cooktop for the first time ............................................................... 22 Induction .............................................................................................................. 23 How it works......................................................................................................... -
Residential Cooktop Performance and Energy Comparison Study Frontier Energy Report # 501318071-R0 July 2019
Residential Cooktop Performance and Energy Comparison Study Frontier Energy Report # 501318071-R0 July 2019 Prepared by: Denis Livchak Russell Hedrick Richard Young Frontier Energy Contributors: Mark Finck Todd Bell Michael Karsz Frontier Energy Prepared for: Cheri Davis Residential Efficiency Program Supervisor Advanced Energy Solutions 916-732-5919 [email protected] SMUD Sacramento Municipal Utility District 6201 S Street, Mail Stop B100 Sacramento, CA 95852 Frontier Energy, All rights reserved. 2019 The information generated in this report is based on data generated at the Food Service Technology Center (FSTC) Policy on the Use of Food Service Technology Center Test Results and Other Related Information Frontier Energy and the FSTC do not endorse particular products or services from any specific manufacturer or service provider. The FSTC is strongly committed to testing foodservice equipment using the best available scientific techniques and instrumentation. The FSTC is neutral as to fuel and energy source. It does not, in any way, encourage or promote the use of any fuel or energy source nor does it endorse any of the equipment tested at the FSTC. FSTC test results are made available to the general public through technical research reports and publications and are protected under U.S. and international copyright laws. Disclaimer Copyright 2019 Frontier Energy. All rights reserved. Reproduction or distribution of the whole or any part of the contents of this document without written permission of Frontier Energy is prohibited. Results relate only to the item(s) tested. Neither Frontier Energy nor any of their employees, or the FSTC, make any warranty, expressed or implied, or assume any legal liability of responsibility for the accuracy, completeness, or usefulness of any data, information, method, product or process disclosed in this document, or represents that its use will not infringe any privately-owned rights, including but not limited to, patents, trademarks, or copyrights. -
Electric Range with Induction Cooktop
All about the Use & Care of your Electric Range with Induction Cooktop TABLE OF CONTENTS A13081101 Rev C (Sept 2019) C (Sept Rev A13081101 Product Record and Registration . 2 Before Setting Oven Controls . 19 Important Safety Instructions . 3 Setting Oven Controls . 20 Cooking Recommendations . 9 Care and Cleaning . 38 Before Setting Surface Controls . 12 Before You Call . 43 Setting Surface Controls . 16 Warranty . 48 www.frigidaire.com USA 1-800-944-9044 www.frigidaire.ca Canada 1-800-265-8352 PRODUCT RECORD AND REGISTRATION Product Registration . .2 Questions? Product Record and Registration . 2 Need Help? . .2 For toll-free telephone support in the U.S. and Canada call Important Safety Instructions . 3 1-800-944-9044. Cooking Recommendations . 9 For online support and Internet production information visit Before Setting Surface Controls . 12 http://www.frigidaire.com. Setting Surface Controls . 16 Before Setting Oven Controls . 19 Setting Oven Controls . 20 Product Registration Care and Cleaning . 38 Oven Baking . .43 Registering your product with Frigidaire enhances our Before You Call . 43 ability to serve you. You can register online at Warranty . 48 http://www.frigidaire.com or by dropping your Product Registration Card in the mail. Record model & serial numbers here Purchase Date Frigidaire model number Thank you for choosing Frigidaire. Frigidaire serial number Important: This Use and Care Guide is part of our commit- Serial Plate Location ment to customer satisfaction and product quality throughout the service life of your new appliance. We view your purchase as the beginning of a relationship. To ensure our ability to continue serving you, please use this page to record important product information. -
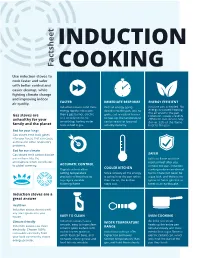
Induction Cooking Fact Sheet
INDUCTION Factsheet COOKING Use induction stoves to cook faster and safer with better control and easier cleanup, while fighting climate change and improving indoor FASTER IMMEDIATE RESPONSE ENERGY EFFICIENT air quality. Induction stoves send more With all energy going Just the pan is heated. No energy rapidly into a pan directly into the pan, and no energy is wasted heating the air around the pan. Gas stoves are than a gas burner, electric grate, coil or radiant burner Induction stoves are 85% unhealthy for your coil, or radiant electric to heat up, the temperature effficient. Gas stoves only smoothtop, boiling water can be raised or lowered deliver 32% of the flame family and the planet twice as fast as gas. virtually instantly. heat to the pan Bad for your lungs Gas stoves emit toxic gases into your house that can cause asthma and other respiratory problems. Bad for our climate Gas stoves emit carbon dioxide SAFER and methane into the With no flame and little atmosphere which contributes residual heat after you to global warming. ACCURATE CONTROL remove the pan, induction Digital controls allow COOLER KITCHEN cooking reduces accidental setting temperature Since virtually all the energy burns. There will never be precisely without having is going in to the pan rather a gas leak, and there is no to judge a variable than the air, the kitchen igniter to fail or gas line to flickering flame. stays cool. break in an earthquake. Induction stoves are a great answer Healthier Induction stoves do not emit any toxic gases into your house. -

Induction Cooktop
Induction Cooktop ● ! ❑ Safety instructions ....................3, 4 Problem soker...............................l6 p More questions ?...call ,, GE Answer Center” 800.626.2000 Operating Instructions, Tips Q!!l,.,, ,,,+ ,,$.. Control Panel ...................................................6 Cookware.........................................................8 ❑~,~$~ Care and Cleaning ............................m ;,. ..&j@::..<-,. Features ........................................................5, 6 ‘, Induction Cooking .....................................5, 7 , ,. @ Vent Grille . 10 Consumer Services ...................l9 a Model and Serial Number Location ...........2 Warranty ........................................Back Cover Installation . 11-15. El! Models JP392R JP692R JP393R JP693R -. GE Appliances HELP US HELP YOU... Before using your cooktop, Write down the model If you received read this book carefully. and serial numbers. a damaged cooktop... It is intended to help you You’ll find them on a label Immediately contact the dealer (or operate and maintain your new on the bottom of the cooktop. builder) that sold you the cooktop. cooktop properly. These numbers are also on the Keep it handy for answers to Consumer Product Ownership Save time and money. your questions. Registration Card that came with Before you request If you don’t understand something your cooktop. Before sending in service... or need more help, write (include this card, please write these your phone number): numbers here: Check the Problem Solver in the back of this book. It lists causes of Consumer Affairs Model Number minor operating problems that you GE Appliances can correct yourself. Appliance Park Louisville, KY 40225 Serial Number Use these numbers in any correspondence or service calls concerning your cooktop. IF YOU NEED SERVICE... To obtain service, see the FIRST, contact the people who FINALLY, if your problem is still Consumer Services page in the serviced your appliance. -

ON Semiconductor Is
ON Semiconductor Is Now To learn more about onsemi™, please visit our website at www.onsemi.com onsemi and and other names, marks, and brands are registered and/or common law trademarks of Semiconductor Components Industries, LLC dba “onsemi” or its affiliates and/or subsidiaries in the United States and/or other countries. onsemi owns the rights to a number of patents, trademarks, copyrights, trade secrets, and other intellectual property. A listing of onsemi product/patent coverage may be accessed at www.onsemi.com/site/pdf/Patent-Marking.pdf. onsemi reserves the right to make changes at any time to any products or information herein, without notice. The information herein is provided “as-is” and onsemi makes no warranty, representation or guarantee regarding the accuracy of the information, product features, availability, functionality, or suitability of its products for any particular purpose, nor does onsemi assume any liability arising out of the application or use of any product or circuit, and specifically disclaims any and all liability, including without limitation special, consequential or incidental damages. Buyer is responsible for its products and applications using onsemi products, including compliance with all laws, regulations and safety requirements or standards, regardless of any support or applications information provided by onsemi. “Typical” parameters which may be provided in onsemi data sheets and/ or specifications can and do vary in different applications and actual performance may vary over time. All operating parameters, including “Typicals” must be validated for each customer application by customer’s technical experts. onsemi does not convey any license under any of its intellectual property rights nor the rights of others.