OSHA: Safeguarding Equipment and Protecting Employees From
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

“Until That Song Is Born”: an Ethnographic Investigation of Teaching and Learning Among Collaborative Songwriters in Nashville
“UNTIL THAT SONG IS BORN”: AN ETHNOGRAPHIC INVESTIGATION OF TEACHING AND LEARNING AMONG COLLABORATIVE SONGWRITERS IN NASHVILLE By Stuart Chapman Hill A DISSERTATION Submitted to Michigan State University in partial fulfillment of the requirements for the degree of Music Education—Doctor of Philosophy 2016 ABSTRACT “UNTIL THAT SONG IS BORN”: AN ETHNOGRAPHIC INVESTIGATION OF TEACHING AND LEARNING AMONG COLLABORATIVE SONGWRITERS IN NASHVILLE By Stuart Chapman Hill With the intent of informing the practice of music educators who teach songwriting in K– 12 and college/university classrooms, the purpose of this research is to examine how professional songwriters in Nashville, Tennessee—one of songwriting’s professional “hubs”—teach and learn from one another in the process of engaging in collaborative songwriting. This study viewed songwriting as a form of “situated learning” (Lave & Wenger, 1991) and “situated practice” (Folkestad, 2012) whose investigation requires consideration of the professional culture that surrounds creative activity in a specific context (i.e., Nashville). The following research questions guided this study: (1) How do collaborative songwriters describe the process of being inducted to, and learning within, the practice of professional songwriting in Nashville, (2) What teaching and learning behaviors can be identified in the collaborative songwriting processes of Nashville songwriters, and (3) Who are the important actors in the process of learning to be a collaborative songwriter in Nashville, and what roles do they play (e.g., gatekeeper, mentor, role model)? This study combined elements of case study and ethnography. Data sources included observation of co-writing sessions, interviews with songwriters, and participation in and observation of open mic and writers’ nights. -

Permits-To-Work in the Process Industries
SYMPOSIUM SERIES NO. 151 # 2006 IChemE PERMITS-TO-WORK IN THE PROCESS INDUSTRIES John Gould Environmental Resources Management, Suite 8.01, 8 Exchange Quay, Manchester M5 3EJ; [email protected] The paper presents the collective results from a number of Safety Management System audits. The audit protocol is based on the Health and Safety Executive pub- lication ‘Successful health and safety management’ and takes into account formal (written) and informal procedures as well as their implementation. Focused on permit-to-work systems, these have shown a number of common failings. The most common failure in implementing a permit-to-work system is the issue of too many permits. However, the audit protocol considers the whole risk control system. The failure to ‘close’ the management loop with an effective regular review process is the largest obstacle to an effective permit system. INTRODUCTION ‘Permits save lives – give them proper attention’. This is a startling statement made by the Health and Safety Executive (HSE) in its free leaflet IND(G) 98 (Rev 3) PTW systems. The leaflet goes on to state that two thirds of all accidents in the chemical industry are main- tenance related, with the permit-to-work (PTW) failures being the largest single cause. Given these facts, it comes as no surprise that PTW systems are a key part in the provision of a safe working environment. Over the past four years Environmental Resources Management (ERM) has been auditing PTW systems as part of its key risk control systems audits. Numerous systems have been evaluated from a wide rage of industries, covering personal care products man- ufacturing to refinery operations. -
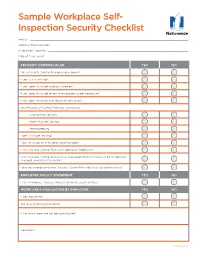
Sample Workplace Self- Inspection Security Checklist
Sample Workplace Self- Inspection Security Checklist Facility: ������������������������������������������������������������������������������������������������������������������������� Address/Work Location: �������������������������������������������������������������������������������������������������������� Assessment Done By: ����������������������������������������������������������������������������������������������������������� Date of Assessment: ������������������������������������������������������������������������������������������������������������ SECURITY CONTROL PLAN YES NO Has a Security Control Plan been developed? If yes, is it in writing? If yes, does it include a policy statement? If yes, does it include review of employee incident exposure? If yes, does it include evaluation of work areas? Identification of Control Methods considered: Engineering Controls Work Practice Controls Recordkeeping Does it include training? Does it include an evacuation and floor plan? Is the Security Control Plan accessible to all employees? Is the Security Control Plan reviews and updated when a task has been added or changed, and at least annually? Have you coordinated your Security Control Plan with local law enforcement? EMPLOYER POLICY STATEMENT YES NO Is the Workplace Violence Policy statement clearly written? WORK AREA EVALUATION BY EMPLOYER YES NO If yes, how often? Are all areas being evaluated? If no, which areas are not being evaluated? Comments: Continued >> Loss Control Services Workplace Security Checklist CONTROL MEASURES -

Multiple Pass Blocking Schemes for the Double Tight Offense by John Austinson-Byron High School, Byron MN
Minnesota High School Football Multiple Pass Blocking Schemes for the Double Tight Offense By John Austinson-Byron High School, Byron MN I’ve been coaching football for 13 season’s, six as an assistant at Rochester John Marshall, one summer as a Head Coach of a Semi-Professional Team in Finland, and seven years as Head Coach of Byron starting in 1997. I was also the Defensive Coordinator for the Out State Football team last summer.(2003) Byron has won four Conference Championships and one Section Championship since 1997. My Byron Head Coaching record is 50 wins and 21 losses. I’ve been the Hiawatha Valley League (HVL) Conference Coach of the Year four times and the Section One 3AAA Coach Of The Year this fall. I played football at Rochester Com- munity College and graduated from Mankato State Row 1: Dan Alsbury, Gary Pranner, Jeremy Christie, Kerry Linbo University. I have been teaching Social Studies for Row 2: Randy Fogelson, John Austinson, Larry Franck over 10 years and I’m the Head Boys Track coach in Byron as well. The success we have had at By- stunts on the left side of the line. The ‘Gold’ is just ron has been due largely to the way we have been the opposite of ‘Black’. The line blocks their right blessed with dedicated, hardworking and talented gap and the fullback takes the wide rush on the left athletes. I’m also blessed with an excellent assistant side. The tailback looks right for a stunt. This left/ coaches as well. I’m just the lucky one who gets all right gap responsibility also helps eliminate confu- the credit. -
Personal Protective Equipment (PPE) Guide
Personal Protective Equipment (PPE) Guide Volume 1: General PPE February 2003 F417-207-000 This guide is designed to be used by supervisors, lead workers, managers, employers, and anyone responsible for the safety and health of employees. Employees are also encouraged to use information in this guide to analyze their own jobs, be aware of work place hazards, and take active responsibility for their own safety. Photos and graphic illustrations contained within this document were provided courtesy of the Occupational Safety and Health Administration (OSHA), Oregon OSHA, United States Coast Guard, EnviroWin Safety, Microsoft Clip Gallery (Online), and the Washington State Department of Labor and Industries. TABLE OF CONTENTS (If viewing this pdf document on the computer, you can place the cursor over the section headings below until a hand appears and then click. You can also use the Adobe Acrobat Navigation Pane to jump directly to the sections.) How To Use This Guide.......................................................................................... 4 A. Introduction.........................................................................................6 B. What you are required to do ..............................................................8 1. Do a Hazard Assessment for PPE and document it ........................................... 8 2. Select and provide appropriate PPE to your employees................................... 10 3. Provide training to your employees and document it ........................................ 11 -
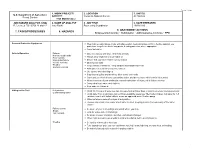
7. Tasks/Procedures 8. Hazards 9. Abatement
FS-6700-7 (11/99) 1. WORK PROJECT/ 2. LOCATION 3. UNIT(S) U.S. Department of Agriculture ACTIVITY Coconino National Forest All Districts Forest Service Trail Maintenance JOB HAZARD ANALYSIS (JHA) 4. NAME OF ANALYST 5. JOB TITLE 6. DATE PREPARED References-FSH 6709.11 and 12 Amy Racki Partnership Coordinator 10/28/2013 9. ABATEMENT ACTIONS 7. TASKS/PROCEDURES 8. HAZARDS Engineering Controls * Substitution * Administrative Controls * PPE Personal Protective Equipment Wear helmet, work gloves, boots with slip-resistant heels and soles with firm, flexible support, eye protection, long sleeve shirts, long pants, hearing protection where appropriate Carry first aid kit Vehicle Operation Fatigue Drive defensively and slow. Watch for animals Narrow, rough roads Always wear seatbelts and turn lights on Poor visibility Mechanical failure Ensure that you have reliable communication Vehicle Accients Obey speed limits Weather Keep vehicles maintained. Keep windows and windshield clean Animals on Road Anticipate careless actions by other drivers Use spotter when backing up Stay clear of gullies and trenches, drive slowly over rocks. Carry and use chock blocks, use parking brake, and do not leave vehicle while it is running Inform someone of your destination and estimated time of return, call in if plans change Carry extra food, water, and clothing Stop and rest if fatigued Hiking on the Trail Dehydration Drink 12-15 quarts of water per day, increase fluid on hotter days or during extremely strenuous activity Contaminated water Drink -

Ebb Tide, Vol. 22 No. 2 (Nov 1967)
Salve Regina University Digital Commons @ Salve Regina Student Newspapers Archives and Special Collections 11-1-1967 Ebb Tide, Vol. 22 No. 2 (Nov 1967) Salve Regina College Follow this and additional works at: https://digitalcommons.salve.edu/student-newspapers Recommended Citation Salve Regina College, "Ebb Tide, Vol. 22 No. 2 (Nov 1967)" (1967). Student Newspapers. 32. https://digitalcommons.salve.edu/student-newspapers/32 This Book is brought to you for free and open access by the Archives and Special Collections at Digital Commons @ Salve Regina. It has been accepted for inclusion in Student Newspapers by an authorized administrator of Digital Commons @ Salve Regina. For more information, please contact [email protected]. EBB TIDE Vol. 22 - No. 2 SALVE REGINA COLLEGE - NEWPORT, RHODE ISLAND November 1967 Health Fair Planned For Fine. Arts Committee Presents February Pulitzer Prize Winning Poet The first. formal meeting of the Student Nurses' Organiza Through his poetry, W. D. Snodgrass has shown .the public tion was held on October 14. The newly elected president, Mary that poetry is not the formulized reiteration of the past years, but Lou Ross, presided over the is abounding in life and freedom. Appearing on November 30 meeting. Plans for a Health Fair through the Fine Arts Committee, W. D. Snodgrass will delight to be held three days in Febru his audience with a personal reading of his poetry accompanied ary were discussed. During these days there will be displays, films, by commentaries. William DeWitt Snodgrass, Prize for Poetry for his collection and booths set up concerning American poet, critic and teach- of Poems entitled "Heart's various medical topics. -

Alcoholic Insanity
ALCOHOLIC INSANITY. 1 BY LEWIS D. MASON, M.D., Consulting Physician to the Inebriate Asylum, Fort Hamilton, L. I. The relation which alcohol bears to insanity is both causative and contributive. This fact was emphasized in a discussion on “ The Influence of Alcohol in the Causa- tion of Insanity,” held by the Psychological Section of the British Medical Association at its annual meeting in 1880. Dr. J. Crichton Browne, President of the Section, in summing up the results of the discussion, and especially “ certain statistics presented, said : There were a certain proportion of cases in which intemperance was an expres- sion of a diseased state already established, and had noth- ing to do with causation; but, on the other hand, there were certainly included in that large mass of cases at the end (of the statistics) in which the causes of the insanity were unknown, a certain proportion in which secret or concealed or unrecognized drinking was really the undis- covered cause.” He offered a physiological explanation of the action of alcohol on the nervous system, maintaining that it first excited and then paralyzed every nerve centre in succes- sion, beginning on the highest and ending on the lowest, and that its action was not simple, but doubly and trebly compound. The highest inhibitory and controlling cen- tres upon which its primary action was exercised could not be repeatedly paralyzed without grave danger to 1 Read before the “ American Association for the Cure of Inebriates,” at its Annual Meeting held April 26th, 1883. 2 LEWIS D. MASON. mental integrity—to weaken volition was to promote anarchy in mind. -
Controlling Hazardous Energy: De-Energization and Lockout Iii Trapped-Key Interlock Systems
Controlling Hazardous Energy De-Energization and Lockout About WorkSafeBC At WorkSafeBC, we’re dedicated to promoting safe and healthy workplaces across B.C. We partner with workers and employers to save lives and prevent injury, disease, and disability. When work-related injuries or diseases occur, we provide compensation and support injured workers in their recovery, rehabilitation, and safe return to work. We also provide no-fault insurance and work diligently to sustain our workers’ compensation system for today and future generations. We’re honoured to serve the workers and employers in our province. Prevention Information Line We provide information and assistance with health and safety issues in the workplace. Call the information line 24 hours a day, 7 days a week to report unsafe working conditions, a serious incident, or a major chemical release. Your call can be made anonymously. We can provide assistance in almost any language. If you have questions about workplace health and safety or the Occupational Health and Safety Regulation, call during our office hours (8:05 a.m. to 4:30 p.m.) to speak to a WorkSafeBC officer. If you’re in the Lower Mainland, call 604.276.3100. Elsewhere in Canada, call toll-free at 1.888.621.7233 (621.SAFE). Health and safety resources You can find our health and safety resources on worksafebc.com, and many of them can be ordered from the WorkSafeBC Store at worksafebcstore.com. In addition to books, you’ll find other types of resources at the WorkSafeBC Store, including DVDs, posters, and brochures. If you have any questions about placing an order online, please contact a customer service representative at 604.232.9704 or toll-free at 1.866.319.9704. -

3Rd Annual Golf Tournament Dryden Lions Touchdown Club Donation
Dear Dryden Lions Football Supporter, The Dryden Touchdown Club will be holding its 3rd Annual Dryden Football Touchdown Club Charity Golf st Tournament and community dinner on August 1 , 2020 at Elm Tree Golf Course in Cortland, NY. The proceeds from this tournament will go to support the Dryden High School Football program. We are seeking hole sponsors as well as donations that can be used as door prizes for raffles. TOURNAMENT HOLE SPONSORSHIP: We have 4 different levels of sponsorship: $75 - Bronze Donation: Your business’s name included with three others on a sponsor sign at one of our holes. $150 - Silver Donation: Your business’s name included with one other on a sponsor sign at one of our holes. $300 - Gold Donation: Your business’s own hole on the course. $1,000 - Platinum Donation or Tournament Sponsor: Your business in the overall tournament name as well as a banner at the sign-in table. A Captain and Mate spot in our tournament will be reserved for you, and you will take the first Tee Shot on the 1st Hole to kickoff our tournament. Signs will be transported from the golf course to the community dinner, to be held following the completion of golf, and displayed for exposure to our non-golfing supporters. Signs will be displayed at all home football games as well. DOOR PRIZE DONATIONS: If you are interested in providing a door prize donation your business will be verbally acknowledged at the dinner, when the donation is awarded to a winner, in addition, your company name will be displayed at the community dinner. -
![NIOSH [2015]. Best Practices: Engineering Controls, Work Practices and Exposure Monitor- Ing for Occupational Exposures to Diacetyl and 2,3-Pentanedione](https://docslib.b-cdn.net/cover/1780/niosh-2015-best-practices-engineering-controls-work-practices-and-exposure-monitor-ing-for-occupational-exposures-to-diacetyl-and-%C2%AD2-3-pentanedione-751780.webp)
NIOSH [2015]. Best Practices: Engineering Controls, Work Practices and Exposure Monitor- Ing for Occupational Exposures to Diacetyl and 2,3-Pentanedione
BEST PRACTICES Engineering Controls, Work Practices, and Exposure Monitoring for Occupational Exposures to Diacetyl and 2,3-Pentanedione DEPARTMENT OF HEALTH AND HUMAN SERVICES Centers for Disease Control and Prevention National Institute for Occupational Safety and Health BEST PRACTICES Engineering Controls, Work Practices, and Exposure Monitoring for Occupational Exposures to Diacetyl and 2,3-Pentanedione By Kevin H. Dunn, Lauralynn Taylor McKernan, and Alberto Garcia DEPARTMENT OF HEALTH AND HUMAN SERVICES Centers for Disease Control and Prevention National Institute for Occupational Safety and Health This document is in the public domain and may be freely copied or reprinted. DISCLAIMER Mention of any company or product does not constitute endorsement by the National Insti- tute for Occupational Safety and Health (NIOSH). In addition, citations to websites external to NIOSH do not constitute NIOSH endorsement of the sponsoring organizations or their pro- grams or products. Furthermore, NIOSH is not responsible for the content of these websites. All Web addresses referenced in this document were accessible as of the publication date. ORDERING INFORMATION To receive documents or other information about occupational safety and health topics, contact NIOSH: Telephone: 1-800-CDC-INFO (1-800-232-4636) TTY: 1-888-232-6348 CDC INFO: www.cdc.gov/info or visit the NIOSH website at www.cdc.gov/niosh. For a monthly update on news at NIOSH, subscribe to NIOSH eNews by visiting www.cdc.gov/niosh/eNews. SUGGESTED CITATION NIOSH [2015]. Best practices: engineering controls, work practices and exposure monitor- ing for occupational exposures to diacetyl and 2,3-pentanedione. By Dunn KH, McKernan LT, Garcia A. -

Junior Warriors Football Clinic 1. Wing T Overview 2. Hole Numbering
Junior Warriors Football Clinic 1. Wing T Overview 2. Hole Numbering/Alignment/Splits 3. Formations 4. Huddle/Cadence 5. Backfield Series 6. Offensive Plays for Flag and Pee Wee 7. Defense 1 Junior Warriors Football Clinic Wing T Overview •4 Back running attack that depends on misdirection and look-a-like schemes •Blocking schemes rely on misdirection (pulling guards) and rules depending on defensive set (gap-down-backer) •3 Digit numbering system (i.e. 121) • 1st digit is formation (100) • 2nd digit is backfield series (20) • 3rd digit is hole number (1) •Can add suffix (i.e. 121 Sweep) 2 Junior Warriors Football Clinic Hole Numbering/Alignment/Splits •Points of attack numbered from right to left (1 to 9). •With exceptions of flanks, holes are numbered over the offensive linemen. Formations (Mirror) •100/900 •200/800 3 4 100 FORMATION 900 FORMATION 5 100 FORMATION 200 FORMATION 6 900 FORMATION 800 FORMATION 7 Junior Warriors Football Clinic 1.Huddle •8 yds behind LOS, Linemen in front row with hands on knees, Backs and Ends in back row, QB in front of center •QB says Eyes Up – talking stops and everyone looks at QB’s mouth •QB gives formation, play and cadence •QB says center and center any detached receivers leave huddle •QB repeats the play and says Ready and the whole team says Break and claps and breaks from the huddle 2.Cadence •Shift…..Down…..Red-Set-Go •Players break from huddle and get in stances quickly. QB says Shift (shifting takes place), QB says Down (motion begins), rhythmic cadence Red-Set-Go 8 Junior Warriors Football