Download Technical Paper
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fundamentals of Microelectronics Chapter 3 Diode Circuits
9/17/2010 Fundamentals of Microelectronics CH1 Why Microelectronics? CH2 Basic Physics of Semiconductors CH3 Diode Circuits CH4 Physics of Bipolar Transistors CH5 Bipolar Amplifiers CH6 Physics of MOS Transistors CH7 CMOS Amplifiers CH8 Operational Amplifier As A Black Box 1 Chapter 3 Diode Circuits 3.1 Ideal Diode 3.2 PN Junction as a Diode 3.3 Applications of Diodes 2 1 9/17/2010 Diode Circuits After we have studied in detail the physics of a diode, it is time to study its behavior as a circuit element and its many applications. CH3 Diode Circuits 3 Diode’s Application: Cell Phone Charger An important application of diode is chargers. Diode acts as the black box (after transformer) that passes only the positive half of the stepped-down sinusoid. CH3 Diode Circuits 4 2 9/17/2010 Diode’s Action in The Black Box (Ideal Diode) The diode behaves as a short circuit during the positive half cycle (voltage across it tends to exceed zero), and an open circuit during the negative half cycle (voltage across it is less than zero). CH3 Diode Circuits 5 Ideal Diode In an ideal diode, if the voltage across it tends to exceed zero, current flows. It is analogous to a water pipe that allows water to flow in only one direction. CH3 Diode Circuits 6 3 9/17/2010 Diodes in Series Diodes cannot be connected in series randomly. For the circuits above, only a) can conduct current from A to C. CH3 Diode Circuits 7 IV Characteristics of an Ideal Diode V V R = 0⇒ I = = ∞ R = ∞⇒ I = = 0 R R If the voltage across anode and cathode is greater than zero, the resistance of an ideal diode is zero and current becomes infinite. -
Insulating Phase of a Two-Dimensional Electron
Challenges and opportunities of ZnO-related single crystalline heterostructures Y. Kozuka1, A. Tsukazaki2,3, M. Kawasaki1,4,a) 1Department of Applied Physics and Quantum-Phase Electronics Center (QPEC), University of Tokyo, Tokyo 113-8656, Japan 2Institute for Materials Research, Tohoku University, Sendai 980-8577, Japan 3PRESTO, Japan Science and Technology Agency (JST), Tokyo 102-0075, Japan 4 RIKEN Center for Emergent Matter Science (CEMS), Wako 351-0198, Japan Abstract Recent technological advancement in ZnO heterostructures has expanded the possibility of device functionalities to various kinds of applications. In order to extract novel device functionalities in the heterostructures, one needs to fabricate high quality films and interfaces with minimal impurities, defects, and disorder. With employing molecular-beam epitaxy (MBE) and single crystal ZnO substrates, the density of residual impurities and defects can be drastically reduced and the optical and electrical properties have been dramatically improved for the ZnO films and heterostructures with MgxZn1-xO. Here, we overview such recent technological advancement from various aspects of application. Towards optoelectronic devices such as a light emitter and a photodetector in an ultraviolet region, the development of p-type ZnO and the fabrication of excellent Schottky contact, respectively, have been subjected to intensive studies for years. For the former, the fine tuning of the growth conditions to make MgxZn1-xO as intrinsic as possible has opened the possibilities of making p-type MgxZn1-xO through NH3 doping method. For the latter, conducting and transparent polymer films spin-coated on MgxZn1-xO was shown to give almost ideal Schottky junctions. The wavelength-selective detection can be realized with varying the Mg content. -

VOLTAGE REGULATORS 1. Zener Controlled Transistor Voltage Regulator
VOLTAGE REGULATORS A voltage regulator is a voltage stabilizer that is designed to automatically stabilize a constant voltage level. A voltage regulator circuit is also used to change or stabilize the voltage level according to the necessity of the circuit. Thus, a voltage regulator is used for two reasons:- 1. To regulate or vary the output voltage of the circuit. 2. To keep the output voltage constant at the desired value in-spite of variations in the supply voltage or in the load current. To know more on the basics of this subject, you may also refer Regulated Power Supply. Voltage regulators find their applications in computers, alternators, power generator plants where the circuit is used to control the output of the plant. Voltage regulators may be classified as electromechanical or electronic. It can also be classified as AC regulators or DC regulators. We have already explained about IC Voltage Regulators. Electronic Voltage Regulator All electronic voltage regulators will have a stable voltage reference source which is provided by the reverse breakdown voltage operating diode called zener diode. The main reason to use a voltage regulator is to maintain a constant dc output voltage. It also blocks the ac ripple voltage that cannot be blocked by the filter. A good voltage regulator may also include additional circuits for protection like short circuits, current limiting circuit, thermal shutdown, and over voltage protection. Electronic voltage regulators are designed by any of the three or a combination of any of the three regulators given below. 1. Zener Controlled Transistor Voltage Regulator A zener controlled voltage regulator is used when the efficiency of a regulated power supply becomes very low due to high current. -
ON Semiconductor Is
ON Semiconductor Is Now To learn more about onsemi™, please visit our website at www.onsemi.com onsemi and and other names, marks, and brands are registered and/or common law trademarks of Semiconductor Components Industries, LLC dba “onsemi” or its affiliates and/or subsidiaries in the United States and/or other countries. onsemi owns the rights to a number of patents, trademarks, copyrights, trade secrets, and other intellectual property. A listing of onsemi product/patent coverage may be accessed at www.onsemi.com/site/pdf/Patent-Marking.pdf. onsemi reserves the right to make changes at any time to any products or information herein, without notice. The information herein is provided “as-is” and onsemi makes no warranty, representation or guarantee regarding the accuracy of the information, product features, availability, functionality, or suitability of its products for any particular purpose, nor does onsemi assume any liability arising out of the application or use of any product or circuit, and specifically disclaims any and all liability, including without limitation special, consequential or incidental damages. Buyer is responsible for its products and applications using onsemi products, including compliance with all laws, regulations and safety requirements or standards, regardless of any support or applications information provided by onsemi. “Typical” parameters which may be provided in onsemi data sheets and/ or specifications can and do vary in different applications and actual performance may vary over time. All operating parameters, including “Typicals” must be validated for each customer application by customer’s technical experts. onsemi does not convey any license under any of its intellectual property rights nor the rights of others. -

Special Diodes 2113
CHAPTER54 Learning Objectives ➣ Zener Diode SPECIAL ➣ Voltage Regulation ➣ Zener Diode as Peak Clipper DIODES ➣ Meter Protection ➣ Zener Diode as a Reference Element ➣ Tunneling Effect ➣ Tunnel Diode ➣ Tunnel Diode Oscillator ➣ Varactor Diode ➣ PIN Diode ➣ Schottky Diode ➣ Step Recovery Diode ➣ Gunn Diode ➣ IMPATT Diode Ç A major application for zener diodes is voltage regulation in dc power supplies. Zener diode maintains a nearly constant dc voltage under the proper operating conditions. 2112 Electrical Technology 54.1. Zener Diode It is a reverse-biased heavily-doped silicon (or germanium) P-N junction diode which is oper- ated in the breakdown region where current is limited by both external resistance and power dissipa- tion of the diode. Silicon is perferred to Ge because of its higher temperature and current capability. As seen from Art. 52.3, when a diode breaks down, both Zener and avalanche effects are present although usually one or the other predominates depending on the value of reverse voltage. At reverse voltages less than 6 V, Zener effect predominates whereas above 6 V, avalanche effect is predomi- nant. Strictly speaking, the first one should be called Zener diode and the second one as avalanche diode but the general practice is to call both types as Zener diodes. Zener breakdown occurs due to breaking of covalent bonds by the strong electric field set up in the depletion region by the reverse voltage. It produces an extremely large number of electrons and holes which constitute the reverse saturation current (now called Zener current, Iz) whose value is limited only by the external resistance in the circuit. -
Power Supply Using Power Transistors
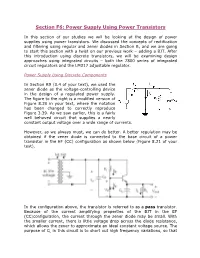
Section F6: Power Supply Using Power Transistors In this section of our studies we will be looking at the design of power supplies using power transistors. We discussed the concepts of rectification and filtering using regular and zener diodes in Section B, and we are going to start this section with a twist on our previous work – adding a BJT. After this introduction using discrete transistors, we will be examining design approaches using integrated circuits – both the 7800 series of integrated circuit regulators and the LM317 adjustable regulator. Power Supply Using Discrete Components In Section B9 (3.4 of your text), we used the zener diode as the voltage-controlling device in the design of a regulated power supply. The figure to the right is a modified version of Figure 8.20 in your text, where the notation has been changed to correctly reproduce Figure 3.39. As we saw earlier, this is a fairly well behaved circuit that supplies a nearly constant output voltage over a wide range of currents. However, as we always must, we can do better. A better regulation may be obtained if the zener diode is connected to the base circuit of a power transistor in the EF (CC) configuration as shown below (Figure 8.21 of your text). In the configuration above, the transistor is referred to as a pass transistor. Because of the current amplifying properties of the BJT in the EF (CC)configuration, the current through the zener diode may be small. With the smaller current, there is little voltage drop across the diode resistance, which allows the zener to approximate an ideal constant voltage source. -

Application Note TAN 1002 Application Notes from MTL Surge Technologies
MTL Surge Technologies Lightning and surge protection - basic principles Synopsis This publication discusses the nature of the threat to electronic instrumentation and communications networks posed by voltage surges induced by lightning or other causes. The practical application of surge protection devices (SPDs) designed to prevent damage from such sources is described. Application Note TAN 1002 Application Notes from MTL Surge Technologies MTL Surge Technologies publish an increasing number of Application Notes providing easily understood information on various aspects of lightning and surge protection. At the date of publication of this Application Note, the list included:– TAN1001 Lightning surge protection for electronic equipment – a practical guide A relatively brief and easy to understand introduction to the subject – an excellent starting point. TAN1002 Lightning and surge protection – basic principles A more detailed account of the mechanism of lightning strikes and the measures needed to achieve an adequate level of protection. TAN1003 Earthing guide for surge protection A detailed analysis of the subject of earthing for surge suppression purposes, this is both an easily understood exposition and a valuable reference document. TAN1004 Surge protection for intrinsically safe systems A description of the best methods of combining surge protection and intrinsically safe systems. TAN1005 Surge protection for Zone 0 locations A detailed analysis of this particular aspect of surge suppression in hazardous areas; complements TAN1004. TAN1006 Surge protection for weighing systems Discusses, in some detail, the application of surge suppression to load-cell weighing systems. TAN1007 Surge protection for Local Area Networks Discusses ways in which Local Area Networks can be damaged by lightning induced transients and how they can be protected economically. -

TRIAC Overvoltage Protection Using a Transil™
AN1966 Application note TRIAC overvoltage protection using a Transil™ Introduction In most of their applications, TRIACs are directly exposed to overvoltages coming from the mains, as described in IEC 61000-4-5 or IEC 61000-4-4 standards. When TRIACs are used to drive resistive loads (ex: temperature regulation), it is essential to provide them with efficient overvoltage protection to prevent any turn-on in breakover mode that could lead to device damage. A traditional method to clamp the voltage is to use a varistor in parallel across the TRIAC. But with high power loads (a few kW), the current through the varistor is very high in case of surge voltages (a few hundred amperes). The varistor is then not efficient enough, due to its dynamic resistor, to limit the TRIAC voltage to a low value. We present here a solution that can be used for these kinds of applications and also for all applications where TRIAC voltage protection is required. It should be noted that the overvoltages could also come from the overvoltages that appear at device turn-off due to the TRIAC holding current. This phenomenon occurs mainly with TRIACs controlling low rms current (15-50 mA), high inductive loads like valves. For more information about such behavior, please refer to AN1172. Contents 1 Why overvoltage protection is required . 2 2 Overvoltage protection solution . 3 3 Transil choice for efficient TRIAC voltage protection . 6 3.1 Normal operation: check VRM voltage . 6 3.2 Surge voltage clamping: check max VCL voltage . 6 4 Experimental validation example . 8 5 Conclusion . -
Chip Varistors Countermeasure for Surge Voltage and Static Electricity
Chip Varistors Countermeasure for surge voltage and static electricity AVR series Type: AVR-M AVRL Issue date: September 2013 • All specifications are subject to change without notice. • Conformity to RoHS Directive: This means that, in conformity with EU Directive 2002/95/EC, lead, cadmium, mercury, hexavalent chromium, and specific bromine-based flame retardants, PBB and PBDE, have not been used, except for exempted applications. (2/11) Varistors(SMD) Conformity to RoHS Directive Countermeasure for Surge Voltage and Static Electricity AVR Series AVR-M, AVRL Types Varistors are voltage dependent nonlinear resistive elements with a resistance that decreases rapidly when the voltage is over the constant value. Varistor is equivalent with Zener diode of two series connection. Therefore, do not have polarity. CURRENT vs. VOLTAGE CHARACTERISTICS EQUIVALENT CIRCUIT 2 Zener Diodes ) 10–1 A ( 10–2 Zener diode /Vz:6.8V –3 Positive direction 10 Chip varistor Current /V1mA:12V 10–4 A capacitance content 10–5 –18 –14–10–610–262 14 18 –10–5 –10–4 –10–3 Negative direction –10–2 –10–1 Voltage(V) THE EFFECT OF THE VARISTOR WITHOUT VARISTOR WITH VARISTOR A malfunction and failure of electronic equipment Suppress abnormal voltage by inserting varistor in a circuit ESD, Surge voltage ESD, Surge voltage Power line IC Power line IC Signal line Signal line Insert a varistor between a line and ground : Chip varistor • All specifications are subject to change without notice. 002-01 / 20130927 / e9c11_avr.fm (3/11) FEATURES INTERNAL STRUCTURE • No polarity, due to symmetrical current-voltage characteristics. Inner electrode Varistor body Equivalent to anode common type Zener diode. -
Zener Diode Theory
ON Semiconductor Is Now To learn more about onsemi™, please visit our website at www.onsemi.com onsemi and and other names, marks, and brands are registered and/or common law trademarks of Semiconductor Components Industries, LLC dba “onsemi” or its affiliates and/or subsidiaries in the United States and/or other countries. onsemi owns the rights to a number of patents, trademarks, copyrights, trade secrets, and other intellectual property. A listing of onsemi product/patent coverage may be accessed at www.onsemi.com/site/pdf/Patent-Marking.pdf. onsemi reserves the right to make changes at any time to any products or information herein, without notice. The information herein is provided “as-is” and onsemi makes no warranty, representation or guarantee regarding the accuracy of the information, product features, availability, functionality, or suitability of its products for any particular purpose, nor does onsemi assume any liability arising out of the application or use of any product or circuit, and specifically disclaims any and all liability, including without limitation special, consequential or incidental damages. Buyer is responsible for its products and applications using onsemi products, including compliance with all laws, regulations and safety requirements or standards, regardless of any support or applications information provided by onsemi. “Typical” parameters which may be provided in onsemi data sheets and/ or specifications can and do vary in different applications and actual performance may vary over time. All operating parameters, including “Typicals” must be validated for each customer application by customer’s technical experts. onsemi does not convey any license under any of its intellectual property rights nor the rights of others. -

ECE 255, Diodes and Rectifiers
ECE 255, Diodes and Rectifiers 23 January 2018 In this lecture, we will discuss the use of Zener diode as voltage regulators, diode as rectifiers, and as clamping circuits. 1 Zener Diodes In the reverse biased operation, a Zener diode displays a voltage breakdown where the current rapidly increases within a small range of voltage change. This property can be used to limit the voltage within a small range for a large range of current. The symbol for a Zener diode is shown in Figure 1. Figure 1: The symbol for a Zener diode under reverse biased (Courtesy of Sedra and Smith). Figure 2 shows the i-v relation of a Zener diode near its operating point where the diode is in the breakdown regime. The beginning of the breakdown point is labeled by the current IZK also called the knee current. The oper- ating point can be approximated by an incremental resistance, or dynamic resistance described by the reciprocal of the slope of the point. Since the slope, dI proportional to dV , is large, the incremental resistance is small, generally on the order of a few ohms to a few tens of ohms. The spec sheet usually gives the voltage of the diode at a specified test current IZT . Printed on March 14, 2018 at 10 : 29: W.C. Chew and S.K. Gupta. 1 Figure 2: The i-v characteristic of a Zener diode at its operating point Q (Cour- tesy of Sedra and Smith). The diode can be fabricated to have breakdown voltage of a few volts to a few hundred volts. -

BASIDE. Varistor ASINKE
USOO7768754B2 (12) United States Patent (10) Patent No.: US 7,768,754 B2 Collins, III et al. (45) Date of Patent: Aug. 3, 2010 (54) CERAMICSUBSTRATE FOR LIGHT 4,506,285 A 3/1985 Einzinger EMITTING DODE WHERE THE SUBSTRATE 5,176,772 A 1, 1993 Ohtaki NCORPORATES ESD PROTECTION 5,235,310 A 8, 1993 Cowman et al. 5,290,375 A 3/1994 Nagasaka et al. (75) Inventors: William David Collins, III, San Jose, 5,540,884 A 7, 1996 Chiao CA (US); Jerome Chandra Bhat, San 5,874,378 A 2/1999 Ishida et al. Francisco, CA (US) 5,889.308 A 3/1999 Hong et al. (73) Assignees: Philips Lumileds Lighting Company, 6,217,990 B1 4/2001 Asai et al. LLC, San Jose, CA (US); Koninklijke 6,339,367 B1 1/2002 Takehana Philips Electronics N.V., Eindhoven 6,535,105 B2 3/2003 Heistand, II et al. (NL) 2001/0043454 A1 11/2001 Yoshii et al. 2002/0179914 A1 12/2002. Sheu (*) Notice: Subject to any disclaimer, the term of this 2003/0043013 A1 3/2003 Shiraishi et al. patent is extended or adjusted under 35 2004/0222433 A1* 11/2004 MaZZochette et al. ......... 257/99 U.S.C. 154(b) by 402 days. (21) Appl. No.: 11/848,055 (22) Filed: Aug. 30, 2007 OTHER PUBLICATIONS O O Lionel M. Levinson et al., “The physics of metal Oxide Varistors'. (65) Prior Publication Data Journal of Applied Physics, vol. 46, No.3, Mar. 1975, pp. 1332-1341. US 2007/O297.108A1 Dec. 27, 2007 Mark Drabkin et al., “Improved Metal Oxide Varistor Packaging Technology For Transient Voltage Surge Suppressers (TVSS)”.