Design of Nh3-H2o Absorption Chiller for Low Grade Waste Heat Recovery
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Performance Comparison Between an Absorption-Compression Hybrid Refrigeration System and a Double-Effect Absorption Refrigeration Sys-Tem
Available online at www.sciencedirect.com ScienceDirect Available online at www.sciencedirect.com Procedia Engineering 00 (2017) 000–000 ScienceDirect www.elsevier.com/locate/procedia Procedia Engineering 205 (2017) 241–247 10th International Symposium on Heating, Ventilation and Air Conditioning, ISHVAC2017, 19- 22 October 2017, Jinan, China Performance Comparison between an Absorption-compression Hybrid Refrigeration System and a Double-effect Absorption Refrigeration Sys-tem Jian Wang, Xianting Li, Baolong Wang, Wei Wu, Pengyuan Song, Wenxing Shi* Beijing Key Laboratory of Indoor Air Quality Evaluation and Control, Department of Building Science, Tsinghua University, Haidian District, Beijing 100084, China Abstract Conventional absorption refrigeration systems (ARSs), which are mainly driven by heat, have a competitive primary energy efficiency (PEE) compared with chillers driven by electricity. In the typical ARS, a large quantity of high-temperature heat is supplied into the generator, while a substantial amount of low-temperature heat is rejected to the environment from the condenser, it’s a huge waste. In order to decrease the input heat for generator and enhance the performance of conventional ARS, a kind of absorption-compression hybrid refrigeration system recovering condensation heat for generation (RCHG-ARS) was ever proposed. In the present study, the models of both RCHG-ARS and double-effect absorption refrigeration system (DEARS) are established, and the effects of different parameters on them are simulated and compared with each other. As a conclusion, the PEE of RCHG-ARS can be 29.0% higher than that of DEARS, and RCHG-ARS has a wider working conditions than DEARS due to the existence of the compressor. -

Power Generation Technology by Hot Water Heating of Low Temperature Power Generations Using Ammonia and Ammonia-Water Mixture As Working Fluid
Proceedings of the 6th Asian Geothermal Symposium, Oct. 26-29, 2004 Mutual Challenges in High- and Low- Temperature Geothermal Resource Fields, 5-7 POWER GENERATION TECHNOLOGY BY HOT WATER HEATING OF LOW TEMPERATURE POWER GENERATIONS USING AMMONIA AND AMMONIA-WATER MIXTURE AS WORKING FLUID Takumi HASHIZUME Waseda Univ., 17 Kikui-cho, Shinjuku-ku, Tokyo, 162-0044, Japan e-mail:[email protected] 1. INTRODUCTION The heat discharged without being used for surroundings including the factory waste heat is not a little. It is widely used when the temperature of the heat source is high, and it is used comparatively effectively. On the other hand, the heat is not effectively used for the heat source of a low temperature of 100℃ or less. As for the geothermal energy, this is similar. It is used as a geothermal power generation when the steam of the high temperature and high pressure is obtained, and the usage is not wide for the steam and the hot water of the low temperature and low pressure. If the use as heat in the hot spring, the indoor air-conditioning (heating), the greenhouse, and the road heating, etc. is excluded for the hot water of 100℃ or less, it is hardly used in Japan. In this paper, it introduces the power generation technology which obtains electricity from the hot water of 100℃ or less by using the power generation cycle when the medium with a low boiling point (low boiling point medium) is made an working fluid. 2. HEAT RECOVERY AND RANKINE CYCLE BY LOW BOILING POINT MEDIUM Rankine cycle consists of the pump, the evaporator, the turbine, and the condenser, and the working fluid circulates around each equipment in this order. -
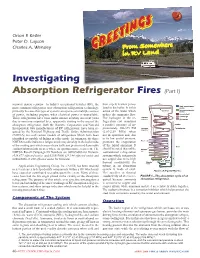
Investigating Absorption Refrigerator Fires (Part I)
Orion P. Keifer Peter D. Layson Charles A. Wensley Investigating Absorption Refrigerator Fires (Part I) ATLANTIC BEACH, FLORIDA—In today’s recreational vehicles (RV), the then expels it when perco- most common refrigerator uses absorption refrigeration technology, lated in the boiler. It is this primarily because this type of system can operate on multiple sources action of the water which of power, including propane when electrical power is unavailable. makes the ammonia flow. These refrigerators have been under intense scrutiny in recent years The hydrogen in the re- due to numerous reported fires, apparently starting in the area of the frigeration coil maintains absorption refrigerator. Both the Dometic Corporation and Norcold a positive pressure of ap- Incorporated, two manufacturers of RV refrigerators, have been re- proximately 300-375 PSI quired by the National Highway and Traffic Safety Administration (2.07-2.59 MPa) when (NHTSA) to recall certain models of refrigerators which have been not in operation and, due identified as capable of failing in a fire mode. In summary, the three to its low partial pressure, NHTSA recalls indicate a fatigue crack may develop in the boiler tube promotes the evaporation of the cooling unit which may release sufficient pressurized flammable of the liquid ammonia. It coolant solution into an area where an ignition source is present. The should be noted that unlike NHTSA Recall Campaign ID Numbers are 06E076000 for Dometic conventional refrigeration (926,877 affected units), and 02E019000 (28,144 affected units) and systems which extensively 02E045000 (8,419 affected units) for Norcold. use copper due to its high thermal conductivity, the Applications Engineering Group, Inc. -

Empirical Modelling of Einstein Absorption Refrigeration System
Journal of Advanced Research in Fluid Mechanics and Thermal Sciences 75, Issue 3 (2020) 54-62 Journal of Advanced Research in Fluid Mechanics and Thermal Sciences Journal homepage: www.akademiabaru.com/arfmts.html ISSN: 2289-7879 Empirical Modelling of Einstein Absorption Refrigeration Open Access System Keng Wai Chan1,*, Yi Leang Lim1 1 School of Mechanical Engineering, Engineering Campus, Universiti Sains Malaysia, 14300 Nibong Tebal, Penang, Malaysia ARTICLE INFO ABSTRACT Article history: A single pressure absorption refrigeration system was invented by Albert Einstein and Received 4 April 2020 Leo Szilard nearly ninety-year-old. The system is attractive as it has no mechanical Received in revised form 27 July 2020 moving parts and can be driven by heat alone. However, the related literature and Accepted 5 August 2020 work done on this refrigeration system is scarce. Previous researchers analysed the Available online 20 September 2020 refrigeration system theoretically, both the system pressure and component temperatures were fixed merely by assumption of ideal condition. These values somehow have never been verified by experimental result. In this paper, empirical models were proposed and developed to estimate the system pressure, the generator temperature and the partial pressure of butane in the evaporator. These values are important to predict the system operation and the evaporator temperature. The empirical models were verified by experimental results of five experimental settings where the power input to generator and bubble pump were varied. The error for the estimation of the system pressure, generator temperature and partial pressure of butane in evaporator are ranged 0.89-6.76%, 0.23-2.68% and 0.28-2.30%, respectively. -

Recording and Evaluating the Pv Diagram with CASSY
LD Heat Physics Thermodynamic cycle Leaflets P2.6.2.4 Hot-air engine: quantitative experiments The hot-air engine as a heat engine: Recording and evaluating the pV diagram with CASSY Objects of the experiment Recording the pV diagram for different heating voltages. Determining the mechanical work per revolution from the enclosed area. Principles The cycle of a heat engine is frequently represented as a closed curve in a pV diagram (p: pressure, V: volume). Here the mechanical work taken from the system is given by the en- closed area: W = − ͛ p ⋅ dV (I) The cycle of the hot-air engine is often described in an idealised form as a Stirling cycle (see Fig. 1), i.e., a succession of isochoric heating (a), isothermal expansion (b), isochoric cooling (c) and isothermal compression (d). This description, however, is a rough approximation because the working piston moves sinusoidally and therefore an isochoric change of state cannot be expected. In this experiment, the pV diagram is recorded with the computer-assisted data acquisition system CASSY for comparison with the real behaviour of the hot-air engine. A pressure sensor measures the pressure p in the cylinder and a displacement sensor measures the position s of the working piston, from which the volume V is calculated. The measured values are immediately displayed on the monitor in a pV diagram. Fig. 1 pV diagram of the Stirling cycle 0210-Wei 1 P2.6.2.4 LD Physics Leaflets Setup Apparatus The experimental setup is illustrated in Fig. 2. 1 hot-air engine . 388 182 1 U-core with yoke . -

The Application of Solar Thermal Technologies for Air Conditioning in Building Energy Efficiency
AR3A160 Lecture Series Research Methods The application of solar thermal technologies for air conditioning in building energy efficiency Name: Qian LAN Student number: 4185684 Date: 5th Jan 2013 Content 1. Introduction……………………………………………………………………………………………………… 3 2. The benefit……………………………………………………………………………………………………… 3 3. Use of solar thermal cooling / heat pump mode…………………………………………………4 3.1 Solar absorption air conditioning ……………………………………………………………… 4 3.2 Solar absorption refrigeration / Heat pump mode …………………………………… 4 3.3 Solar photovoltaic cells air conditioning cooling mode……………………………… 5 4. Summery………………………………………………………………………………………………………… 5 Notes ……………………………………………………………………………………………………………………… 6 Figure Index …………………………………………………………………………………………………………… 6 Reference ……………………………………………………………………………………………………………… 6 1. Introduction As we all know, solar energy is a type of clean energy, which was widely used throughout the world. Solar thermal technology also has already become one of the most popular strategies for sustainable architecture design at present. Since I will use this strategy in my design this time, I become interested in how the application of solar thermal technologies for air conditioning will contributes to the sustainable design in the aspects of benefits and typology. As a result, I choose this question as my research question, which can lead my design and teach me how to choose the specific technology in the design process with different context. 2. The benefit of “ Solar Energy Using for Air Conditioning” Why I want to choose the “Solar Energy Using for Air Conditioning” as my research question? As it known to all, one of the most important of sustainable architecture design is saving the energy consumption of the building. The energy consumption of the building meant the energy consumption during the process of heating, ventilation, air conditioning, lighting, household appliances, transportation, cooking, hot water supply and drainage and so on. -

Section 15-6: Thermodynamic Cycles
Answer to Essential Question 15.5: The ideal gas law tells us that temperature is proportional to PV. for state 2 in both processes we are considering, so the temperature in state 2 is the same in both cases. , and all three factors on the right-hand side are the same for the two processes, so the change in internal energy is the same (+360 J, in fact). Because the gas does no work in the isochoric process, and a positive amount of work in the isobaric process, the First Law tells us that more heat is required for the isobaric process (+600 J versus +360 J). 15-6 Thermodynamic Cycles Many devices, such as car engines and refrigerators, involve taking a thermodynamic system through a series of processes before returning the system to its initial state. Such a cycle allows the system to do work (e.g., to move a car) or to have work done on it so the system can do something useful (e.g., removing heat from a fridge). Let’s investigate this idea. EXPLORATION 15.6 – Investigate a thermodynamic cycle One cycle of a monatomic ideal gas system is represented by the series of four processes in Figure 15.15. The process taking the system from state 4 to state 1 is an isothermal compression at a temperature of 400 K. Complete Table 15.1 to find Q, W, and for each process, and for the entire cycle. Process Special process? Q (J) W (J) (J) 1 ! 2 No +1360 2 ! 3 Isobaric 3 ! 4 Isochoric 0 4 ! 1 Isothermal 0 Entire Cycle No 0 Table 15.1: Table to be filled in to analyze the cycle. -

Thermodynamic Cycles of Direct and Pulsed-Propulsion Engines - V
THERMAL TO MECHANICAL ENERGY CONVERSION: ENGINES AND REQUIREMENTS – Vol. I - Thermodynamic Cycles of Direct and Pulsed-Propulsion Engines - V. B. Rutovsky THERMODYNAMIC CYCLES OF DIRECT AND PULSED- PROPULSION ENGINES V. B. Rutovsky Moscow State Aviation Institute, Russia. Keywords: Thermodynamics, air-breathing engine, turbojet. Contents 1. Cycles of Piston Engines of Internal Combustion. 2. Jet Engines Using Liquid Oxidants 3. Compressor-less Air-Breathing Jet Engines 3.1. Ramjet engine (with fuel combustion at p = const) 4. Pulsejet Engine. 5. Cycles of Gas-Turbine Propulsion Systems with Fuel Combustion at a Constant Volume Glossary Bibliography Summary This chapter considers engines with intermittent cycles and cycles of pulsejet engines. These include, piston engines of various designs, pulsejet engines, and gas-turbine propulsion systems with fuel combustion at a constant volume. This chapter presents thermodynamic cycles of thermal engines in which the propulsive mass is a mixture of air and either a gaseous fuel or vapor of a liquid fuel (on the initial portion of the cycle), and gaseous combustion products (over the rest of the cycle). 1. Cycles of Piston Engines of Internal Combustion. Piston engines of internal combustion are utilized in motor vehicles, aircraft, ships and boats, and locomotives. They are also used in stationary low-power electric generators. Given the variety of conditions that engines of internal combustion should meet, depending on their functions, engines of various types have been designed. From the standpointUNESCO of thermodynamics, however, – i.e. EOLSS in terms of operating cycles of these engines, all of them can be classified into three groups: (a) engines using cycles with heat addition at a constant volume (V = const); (b) engines using cycles with heat addition at a constantSAMPLE pressure (p = const); andCHAPTERS (c) engines using the so-called mixed cycles, in which heat is added at either a constant volume or a constant pressure. -

Thermodynamic Analysis of Solar Absorption Cooling System Open Access Jasim Abdulateef1,, Sameer Dawood Ali1, Mustafa Sabah Mahdi2
Journal of Advanced Research in Fluid Mechanics and Thermal Sciences 60, Issue 2 (2019) 233-246 Journal of Advanced Research in Fluid Mechanics and Thermal Sciences Journal homepage: www.akademiabaru.com/arfmts.html ISSN: 2289-7879 Thermodynamic Analysis of Solar Absorption Cooling System Open Access Jasim Abdulateef1,, Sameer Dawood Ali1, Mustafa Sabah Mahdi2 1 Mechanical Engineering Department, University of Diyala, 32001 Diyala, Iraq 2 Chemical Engineering Department, University of Diyala, 32001 Diyala, Iraq ARTICLE INFO ABSTRACT Article history: This study deals with thermodynamic analysis of solar assisted absorption refrigeration Received 16 April 2019 system. A computational routine based on entropy generation was written in MATLAB Received in revised form 14 May 2019 to investigate the irreversible losses of individual component and the total entropy Accepted 18 July 2018 generation (푆̇ ) of the system. The trend in coefficient of performance COP and 푆̇ Available online 28 August 2019 푡표푡 푡표푡 with the variation of generator, evaporator, condenser and absorber temperatures and heat exchanger effectivenesses have been presented. The results show that, both COP and Ṡ tot proportional with the generator and evaporator temperatures. The COP and irreversibility are inversely proportional to the condenser and absorber temperatures. Further, the solar collector is the largest fraction of total destruction losses of the system followed by the generator and absorber. The maximum destruction losses of solar collector reach up to 70% and within the range 6-14% in case of generator and absorber. Therefore, these components require more improvements as per the design aspects. Keywords: Refrigeration; absorption; solar collector; entropy generation; irreversible losses Copyright © 2019 PENERBIT AKADEMIA BARU - All rights reserved 1. -

Power Plant Steam Cycle Theory - R.A
THERMAL POWER PLANTS – Vol. I - Power Plant Steam Cycle Theory - R.A. Chaplin POWER PLANT STEAM CYCLE THEORY R.A. Chaplin Department of Chemical Engineering, University of New Brunswick, Canada Keywords: Steam Turbines, Carnot Cycle, Rankine Cycle, Superheating, Reheating, Feedwater Heating. Contents 1. Cycle Efficiencies 1.1. Introduction 1.2. Carnot Cycle 1.3. Simple Rankine Cycles 1.4. Complex Rankine Cycles 2. Turbine Expansion Lines 2.1. T-s and h-s Diagrams 2.2. Turbine Efficiency 2.3. Turbine Configuration 2.4. Part Load Operation Glossary Bibliography Biographical Sketch Summary The Carnot cycle is an ideal thermodynamic cycle based on the laws of thermodynamics. It indicates the maximum efficiency of a heat engine when operating between given temperatures of heat acceptance and heat rejection. The Rankine cycle is also an ideal cycle operating between two temperature limits but it is based on the principle of receiving heat by evaporation and rejecting heat by condensation. The working fluid is water-steam. In steam driven thermal power plants this basic cycle is modified by incorporating superheating and reheating to improve the performance of the turbine. UNESCO – EOLSS The Rankine cycle with its modifications suggests the best efficiency that can be obtained from this two phaseSAMPLE thermodynamic cycle wh enCHAPTERS operating under given temperature limits but its efficiency is less than that of the Carnot cycle since some heat is added at a lower temperature. The efficiency of the Rankine cycle can be improved by regenerative feedwater heating where some steam is taken from the turbine during the expansion process and used to preheat the feedwater before it is evaporated in the boiler. -

Physical Implementations of Quantum Absorption Refrigerators
Physical implementations of quantum absorption refrigerators Mark T. Mitchison1, ∗ and Patrick P. Potts2, 3, y 1Institut f¨urTheoretische Physik, Albert-Einstein Allee 11, Universit¨atUlm, D-89069 Ulm, Germany 2Department of Applied Physics, University of Geneva, Chemin de Pinchat 22, 1211 Geneva, Switzerland. 3Physics Department and NanoLund, Lund University, Box 118, 22100 Lund, Sweden. (Dated: November 14, 2018) Absorption refrigerators are autonomous thermal machines that harness the spontaneous flow of heat from a hot bath into the environment in order to perform cooling. Here we discuss quantum realizations of absorption refrigerators in two different settings: namely, cavity and circuit quantum electrodynamics. We first provide a unified description of these machines in terms of the concept of virtual temperature. Next, we describe the two different physical setups in detail and compare their properties and performance. We conclude with an outlook on future work and open questions in this field of research. The investigation of quantum thermal machines is a subfield of quantum thermodynamics which is of particular practical relevance. A thermal machine is a device which utilizes a temperature bias to achieve some useful task (for recent reviews see e.g. [1{7] as well as Ref. [8], Part I). The nature of this task can vary, with the most prominent example being the production of work in heat engines. Further examples include the creation of entanglement [9], the estimation of temperature [10] and the measurement of time [11]. This chapter discusses physical implementations of quantum absorption refrigerators. There are two compelling reasons which motivate the pursuit of implementing exactly this thermal machine. -
Study on a Novel Absorption Referigeration System at Low Cooling Temperatures Yijian He Yijian [email protected]
Purdue University Purdue e-Pubs International Refrigeration and Air Conditioning School of Mechanical Engineering Conference 2012 Study on a Novel Absorption Referigeration System at Low Cooling Temperatures Yijian He [email protected] Zuwen Zhu Xu Gao Guangming Chen Follow this and additional works at: http://docs.lib.purdue.edu/iracc He, Yijian; Zhu, Zuwen; Gao, Xu; and Chen, Guangming, "Study on a Novel Absorption Referigeration System at Low Cooling Temperatures" (2012). International Refrigeration and Air Conditioning Conference. Paper 1267. http://docs.lib.purdue.edu/iracc/1267 This document has been made available through Purdue e-Pubs, a service of the Purdue University Libraries. Please contact [email protected] for additional information. Complete proceedings may be acquired in print and on CD-ROM directly from the Ray W. Herrick Laboratories at https://engineering.purdue.edu/ Herrick/Events/orderlit.html 2335, Page 1 Study on a Novel Absorption Refrigeration System at Low Cooling Temperatures Yi Jian HE*, Zu Wen ZHU, Xu GAO, Guang Ming CHEN Institute of Refrigeration and Cryogenics, Zhejiang University, Hangzhou, China (Phone/Fax:+86 571 87952464, [email protected]) * Corresponding Author ABSTRACT A novel absorption refrigeration system is proposed in this context using R134a+R23 mixed refrigerants and DMF solvent. The new system uses two-staged absorber in series to reduce the evaporation pressure and can obtain a lower refrigeration temperature by the low-grade thermal energy. From thermodynamic analysis, the key factors are discussed on the performances of the new system. Under the same working conditions, comparisons on the performances are also conducted between the new one and an auto-cascade absorption refrigeration system with single-absorber.