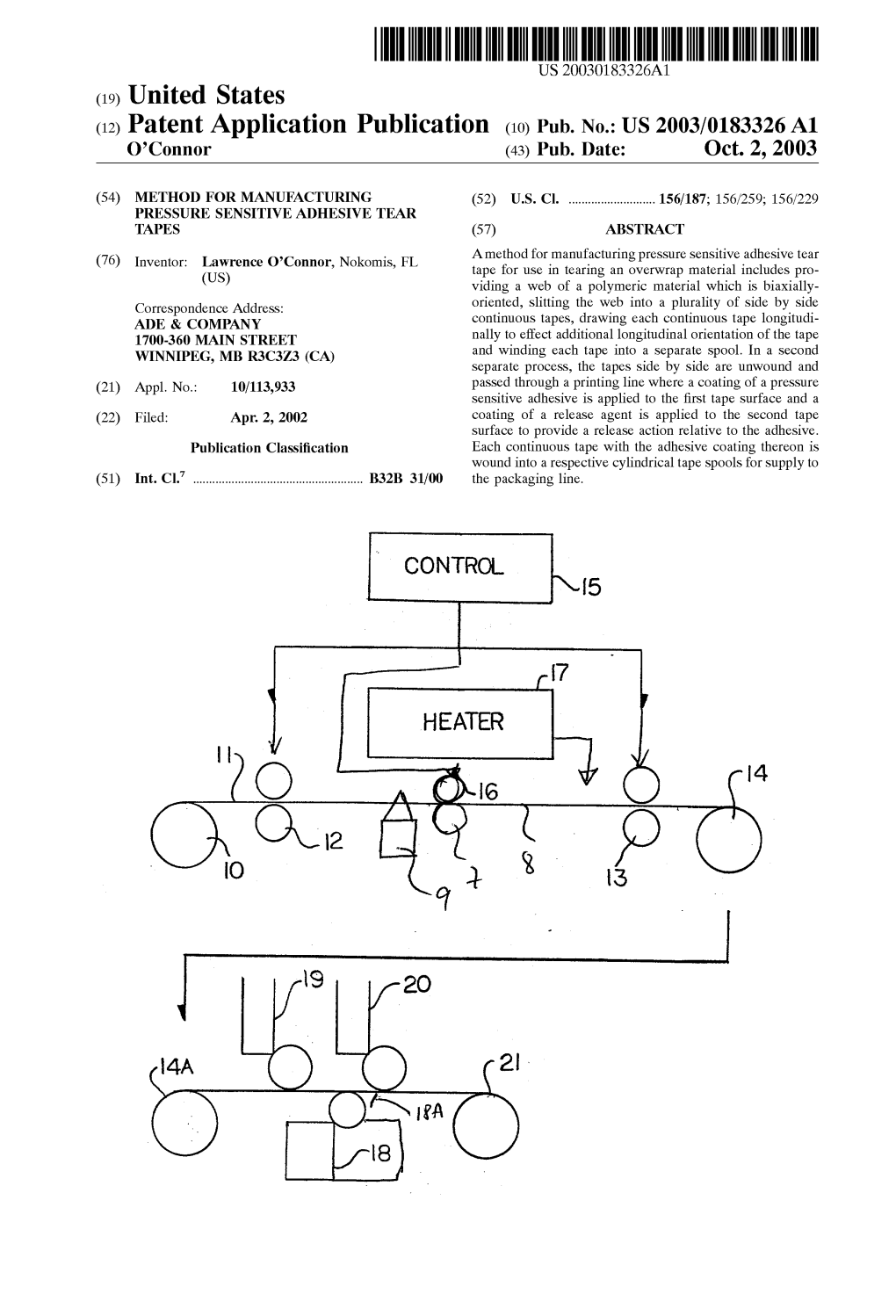
United States (12) Patent Application Publication (10) Pub
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Thermax™ Sheathing Or Leakage and Moisture Infiltration
Installation Information Joint Closure Recommendations Used in Metal Building Applications To maximize the efficiency of DuPont™ Thermax™ Closing a Thermax™ Joint polyisocyanurate insulation in metal buildings and alternative OPTION 1 applications such as tilt-up concrete wall panels and parking Requires square edge boards garage ceilings, joints between boards must be properly finished. 1. Center Thermax™ white foil tape over dry, clean edge joint and Whether on the interior or exterior, finished joints reduce air apply tape (Figure 1). When installing Thermax™ Sheathing or leakage and moisture infiltration. They also create a clean, Thermax™ Metal Building Board, use aluminum foil tape. professional appearance in interior applications. 2. Use a squeegee or stiff bristle brush to press the tape firmly Several joint closure systems are recommended by DuPont when to the joint. Cut tape with a knife. Do not tear tape. using any of the Thermax™ product family: • DuPont™ Thermax™ Sheathing • DuPont™ Thermax™ Metal Building Board • DuPont™ Thermax™ Heavy Duty • DuPont™ Thermax™ Heavy Duty Plus* • DuPont™ Thermax™ Light Duty • DuPont™ Thermax™ White Finish. All accessories are available for sale in conjunction with insulation products. See specific Thermax™ product installation guidelines for board attachment procedures. Figure 1. Closure System Components Each joint closure system uses one or more of the following components: • Thermax™ white foil tape (for Thermax™ Heavy Duty, Thermax™ Heavy Duty Plus, Thermax™ Light Duty or Thermax™ White -

IIIHHHHHHHIIIIUS00524967.6A United States Patent (19) 11 Patent Number: 5,249,676 Ashcraft Et Al
IIIHHHHHHHIIIIUS00524967.6A United States Patent (19) 11 Patent Number: 5,249,676 Ashcraft et al. (45) Date of Patent: Oct. 5, 1993 (54 FLAVOR BURST STRUCTURE AND 4,186,743 2/1980 Steiger . METHOD OF MAKING THE SAME 4,254,910 3/1981 Martin . 4,356,115 10/1982 Shibanai et al. ................ 428/905 X (75) Inventors: Charles R. Ashcraft; Milly M. L. 4,484,768 11/1984 Norfleet . Wong, both of Winston-Salem, N.C. 4,487,801 12/1984 Turnbull et al. 4,493,869 i/1985 Sweeny et al. 73) Assignee: R. J. Reynolds Tobacco Company, 4,528,226 7/1985 Sweeny ........................... 428/905 X Winston-Salem, N.C. 4,606,956 8/1986 Charbonneau et al. 21 Appl. No.: 35,537 4,717,017 1/1988 Sprinkel, Jr. et al. 4,720,409 l/1988 Spector ........................... 428/905 X 22) Filed: Mar. 22, 1993 4,720,423 1/1988 Fraser . 4,992,326 2/1991 Dabi................................ 428/402 X Related U.S. Application Data 5,071,704 12/1991 Fischel-Ghodsian ........... 428/905 X 63) Continuation of Ser. No. 696,700, May 7, 1991, aban Primary Examiner-Steven N. Meyers doned. Assistant Examiner-Jacob K. Ackun, Jr. Attorney, Agent, or Firm-Grover M. Myers (51) Int, C. ....................... A24F 15/08; B65D 85/10 (52) U.S.C. .................................... 206/264; 206/273; 57) ABSTRACT 428/905 A flavor burst structure and a method of dispersing a 58) Field of Search ............... 206/242, 245, 264, 271; flavorant are disclosed. The flavor burst structure com 428/40, 41,905, 352 prises a multilayer film with a flavor carrier layer dis (56) References Cited posed between barrier layers. -

Dupont™ Tyvek® Water-Resistive Barriers Installation Guidelines
DuPont™ Tyvek® Water-Resistive Barriers Installation Guidelines HELPING YOU GET THE JOB DONE RIGHT VERSION 2 Table of Contents Applicable Products ..................................................................................................................................................................2 Recommended Materials .........................................................................................................................................................2 Code Requirements ..................................................................................................................................................................3 General Instructions .................................................................................................................................................................3 Special Considerations .............................................................................................................................................................3 Installation Instructions .............................................................................................................................................................4 Continuity Terminations ........................................................................................................................................................................6 Gable Ends ...........................................................................................................................................................................6 -

Stop Smoking Systems BOOK
Stop Smoking Systems A Division of Bridge2Life Consultants BOOK ONE Written by Debi D. Hall |2006 IMPORTANT REMINDER – PLEASE READ FIRST Stop Smoking Systems is Not a Substitute for Medical Advice: STOP SMOKING SYSTEMS IS NOT DESIGNED TO, AND DOES NOT, PROVIDE MEDICAL ADVICE. All content, including text, graphics, images, and information, available on or through this Web site (“Content”) are for general informational purposes only. The Content is not intended to be a substitute for professional medical advice, diagnosis or treatment. NEVER DISREGARD PROFESSIONAL MEDICAL ADVICE, OR DELAY IN SEEKING IT, BECAUSE OF SOMETHING YOU HAVE READ IN THIS PROGRAMMATERIAL. NEVER RELY ON INFORMATION CONTAINED IN ANY OF THESE BOOKS OR ANY EXERCISES IN THE WORKBOOK IN PLACE OF SEEKING PROFESSIONAL MEDICAL ADVICE. Computer Support Services Not Liable: IS NOT RESPONSIBLE OR LIABLE FOR ANY ADVICE, COURSE OF TREATMENT, DIAGNOSIS OR ANY OTHER INFORMATION, SERVICES OR PRODUCTS THAT YOU OBTAIN THROUGH THIS SITE. Confirm Information with Other Sources and Your Doctor: You are encouraged to confer with your doctor with regard to information contained on or through this information system. After reading articles or other Content from these books, you are encouraged to review the information carefully with your professional healthcare provider. Call Your Doctor or 911 in Case of Emergency: If you think you may have a medical emergency, call your doctor or 911 immediately. DO NOT USE THIS READING MATERIAL OR THE SYSTEM FOR SMOKING CESSATION CONTAINED HEREIN FOR MEDICAL EMERGENCIES. No Endorsements: Stop Smoking Systems does not recommend or endorse any specific tests, products, procedures, opinions, physicians, clinics, or other information that may be mentioned or referenced in this material. -

Customized, Creative and Sustainable Packaging Solutions. Your Customers’ Satisfaction Is Your Priority, As Well As Ours
TM Customized, creative and sustainable packaging solutions. Your customers’ satisfaction is your priority, as well as ours. At Cascades, we walk with you every step of the way to make your life easier and ensure your customers’ satisfaction. No matter the size of your business, the nature of your products, or their shapes and sizes, our experts are here to listen, guide, and offer customized solutions perfectly adapted to your needs, including: Sustainable solutions Packaging optimization for increased protection Insulated protection Brand impact 6 key facts about satisfying online shoppers 1. Fast shipping 4. Easy to open packaging 2. Undamaged product 5. Sustainable packaging 1 3. Great unboxing experience 6. Easy to return process Sustainable solutions Sustainability is in our DNA. Cascades’ packaging solutions are developed according to sustainability criteria. We continuously look for ways to improve our production methods to use as little water and energy as possible. By using our sustainable packaging solutions, you contribute to bringing the circular economy to life and demonstrate your commitment to reduce your environmental footprint. SUSTAINABLE PACKAGING SOLUTIONS High recycled content and recyclable material Right fit and right protection (to avoid overfilling and packaging) Products can be FSC® – certified upon request1 1 Certificate #: NC-COC-000747; license code: FSC® C018029 In 2020, Cascades was recognized as one of the 100 Most Sustainable Corporations in the World, according to Corporate Knights. 3 TM Packaging optimization -

Dupont™ Tyvek® Air Barrier Installation Guidelines Helping You Get the Job Done Right
DuPont™ Tyvek® Air Barrier Installation Guidelines HELPING YOU GET THE JOB DONE RIGHT Canadian Version VERSION 2 Table of Contents Applicable Products ..................................................................................................................................................................2 Required Materials ...................................................................................................................................................................2 Code Requirements ..................................................................................................................................................................3 General Instructions .................................................................................................................................................................3 Special Considerations .............................................................................................................................................................3 Installation Instructions .............................................................................................................................................................4 Foundation/floor connection .....................................................................................................................................................4 Continuity Top of wall connection .........................................................................................................................................................7 -

Download File Essentra Packaging Healthcare Brochure
E G D LE W O N K R U O IN [email protected] E R U www.essentrapackaging.com EC S ESSENTRA: THE ESSENTIAL ENABLERS Every day, as part of Essentra we produce and distribute millions of small but essential components for the healthcare industry. As part of the Packaging & Securing Solutions division we provide a range of innovative SECURE, packaging solutions and have access to an unrivalled range of complementary technologies and capabilities, which together with our INNOVATIVE, SECURE & INNOVATIVE HEALTHCARE PACKAGING extensive market knowledge and experience ensure we deliver the added value products Essentra Packaging is a leading provider of We have 41 principal manufacturing facilties and services you need. healthcare packaging solutions, providing an globally, 64 sales & distribution operations PACKAGING unrivalled range of innovative packaging to and 5 research and development centres with ESSENTRA POROUS TECHNOLOGIES meet the rapidly changing requirements of a commitment to grow further in developing Our Essentra Porous Technologies division the pharmaceutical and healthcare markets – markets. produces highly specialised Juid and vapour SOLUTIONS now and in the future. handling products and compounds for Working in partnership with our customers healthcare applications, enabling functions Operating from nine dedicated healthcare and strategic suppliers, we are committed that are critical to clinical success, such as manufacturing sites across Europe and to quality, security, Jexibility and creativity, absorption, venting,Iltrations and supported by Ive packaging sites across delivering a product range that meets the controlled release. the world, as part of Essentra plc, we have wide variety of industry needs – from cartons, truly international coverage. -

Targeted Stakeholder Consultation on the Implementation of an EU System for Traceability and Security Features Pursuant to Artic
Case Id: 2c117de4-21f4-443c-bc39-3a5365dce526 Date: 29/07/2015 12:23:13 Targeted stakeholder consultation on the implementation of an EU system for traceability and security features pursuant to Articles 15 and 16 of the Tobacco Products Directive 2014/40/EU Fields marked with * are mandatory. This is a targeted stakeholder consultation. The purpose of this consultation is to seek comments from stakeholders: directly affected by the upcoming implementation of an EU system for traceability and security features pursuant to Articles 15 and 16 of the new Tobacco Products Directive (Directive 2014/40/EU), or considering to have special expertise in the relevant areas. In the Commission’s assessment, the following stakeholders, including their respective associations, are expected to be directly affected: 1. manufacturers of finished tobacco products, 2. wholesalers and distributors of finished tobacco products, 3. providers of solutions for operating traceability and security features systems, 4. governmental and non-governmental organisations active in the area of tobacco control and fight against illicit trade. Not directly affected are retailers and upstream suppliers of tobacco manufacturers (except the solution providers mentioned in point 3 above). The basis for the consultation is the Final Report to the European Commission’s Consumers, Health and Food Executive Agency (CHAFEA) in response to tender n° EAHC/2013/Health/11 concerning the provision of an analysis and feasibility assessment regarding EU systems for tracking and tracing of tobacco products and for security features (hereafter the Feasibility Study). The Feasibility Study was published on 7 May 2015 and is available at http://ec.europa.eu/health/tobacco/docs/2015_tpd_tracking_tracing_frep_en.pdf. -

Packaging & Labeling Legislation: Essential Elements
Packaging & Labeling Legislation: Essential Elements International Legal Consortium (ILC) Packaging and Labeling Measures Presentation Outline 1. Pack and product as promotional tools 2. Effective health warnings and messages 3. Misleading packaging, labeling, and product 4. Constituents and emissions information 5. Australia’s plain packaging measure 2 Point of View: The Industry The Tobacco Industry: • The pack is the least expensive form of advertising. • It is the manufacturers’ last chance at a customer. • Pack design is the single biggest factor at point of sale. – “Our final communication vehicle with our smokers is the pack itself. In the absence of any other marketing messages, our packaging … is the sole communicator of our brand essence. Put another way: When you don’t have anything else, our packaging is our marketing.” » Philip Morris Executive 3 Point of View: Public Health Public Health Advocates: • A pack-a-day smoker sees warnings at least 7300 times per year. • Package presents an educational opportunity. 4 Points of View: Side by Side 5 Anatomy of a Cigarette Package 6 Innovative Packaging Additional interior surfaces that can be used for promotion (“X-Pack”) Packs with unconventional openings, shapes; use of tear tape Tear tape boasts: “The World’s First Side-Opening Glow in the dark Pack” 7 Special Edition Packs Collectable packs telling a story (France) “This” teamed up with a men’s fashion magazine 2008 for this limited Beijing edition – 1,650 Olympics packs available for only three weeks (China) (South Korea) 8 Targeting Each stick has an image of Che’s face printed on it Named after Che Guevara, major figure in the Cuban Camel Rock – “rebel Revolution attitude” 9 Anatomy of a Cigarette Package “All aspects of the pack, including the pack outer, cellophane, tear tape and inner cards, maximise the ways in which the pack itself can be used to communicate with consumers” - Internal Industry Document1 Article 11 is about more than just health warnings 10 Packaging and Labeling Measures Presentation Outline 1. -

Sports Medicine Catalog Contents the Sports Medicine
GO HARDER. PLAY SAFER. SPORTS MEDICINE CATALOG CONTENTS THE SPORTS MEDICINE Tapes & Wraps 4 Hydration 22 Retail Tape 8 Foot Care 24 Underwrap 9 Wound Care 25 Lace-Up Ankle Braces 10 Splinting & Padding 26 Rigid Ankle Braces 13 Sports Hygiene & Analgesics 28 Neoprene 14 Educational Services 29 Braces & Supports 15 Team Supplies 30 ESS Endurance Support System First Aid Kits 16 32 The jersey numbers proudly indicate the years each brand has been serving professionals. Performance Shorts 18 Athletic Training Kits 34 OUR NEW TEAM HAS EVERYTHING YOUR TEAM NEEDS TO WIN Cold Therapy 20 Index 39 Sports Medicine legend Cramer Products, Inc. has added market leaders Biofreeze, TheraBand, and Perform to the team that already included Active Ankle. This joint roster now includes the best training, performance, sports medicine, rehab and recovery products available anywhere. Sports Medicine Products Performance Products Training & Rehab Products Recovery Products Athletic Tape Compression Garments Elastic Resistance Topical Analgesics Ankle Braces Kinesiology Tape Stability Trainers Cold Therapy Supports Protective Apparel Exercise Balls Other Topicals Training Room Supplies Grip/Anti-Friction Aquatic Training Myofascial Rollers Athletic Training Kits Hydration Paraffin Wax Stretching All Biofreeze, TheraBand and Perform products may not be available from all stores and distributors. Performance Health®, Biofreeze®, Thera-Band®, TheraBand™, Pedigenix®, Prossage®, Color Pyramid®, the Associated Colors are all registered trademarks owned by The Hygenic Corporation, a subsidiary of Performance Health, and are registered in the USA & other countries. Unauthorized use is strictly prohibited. © 2013 The Hygenic Corporation. All rights reserved. THE SPORTS MEDICINE The jersey numbers proudly indicate the years each brand has been serving professionals. -

Commonwealth Advantage
Contents radiation protection 2-9 positioning aids 10-15 clinic accessories 16-25 x-ray markers 26-31 darkroom/viewing 32-33 organizing & filing 34-39 workstations & furniture 40-48 index inside back cover Copyright 2012, Techno-Aide, Inc., all rights reserved. radiation protection the techno-aide difference Shoulder pads concealed for What makes Wider shoulders comfort and to optimize weight Techno-Aide durability! distribution! Protective Garments Free Embroidery! (new embroidery logos; Double Pocket different? see page 9) with two separate spaces is tailored High underarm for Radiology into the apron! better protection! (use one for cell phone, the other for thyroid collar) All new sizing to Free fabric garment industry sample swatches standards! are available (see page 8) upon request! Free sizing skins are available to “pre-fit” custom garments! Two-Year Warranty on materials and Double-fold binding workmanship. for strength and tear resistance! Free Recycling! Techno-Aide offers THREE TYPES oF PRoTECTioN for every garment WE mANuFACTuRE : • REGULAR LEAD (most economical choice) • LIGHT-WEIGHT LEAD (more expensive than Regular Lead, but about 22% lighter in weight) • LMG LEAD-FREE (42%-45% lighter than Regular Lead, among the lightest material available ) • Lean on weight (over 43% lighter than regular lead) • Mean on protection (offers the same Pb equivalency as lead) • Green on the environment ( lead-free means eco-friendly) (NoTE: All products are listed with all three choices of protection) Ex.: cat.# lead type price EVR Regular $205.00 All garments include at EVL Light Wt. $250.00 NO COST: EVG LMG Lead-Free $310.00 • Free Shoulder Pads • Free Double Pockets All Techno-Aide protective garments offer • Free Embroidery CONFIDENT RADIATION PROTECTION ! • Free Recycling Techno-Aide will gladly accept your Techno-Aide Brand aprons for RECYCLING . -

Self-Adhesive Tear Tape/Carton Tape TANN GERMANY
Self-Adhesive Tear Tape/Carton Tape TANN GERMANY GmbH Siemensstrasse 10a 21509 Glinde/Germany +49 40 727372-0 Fax: +49 40 727372-71 [email protected] www.tanngermany.com TANN PHILIPPINES Inc. First Philippine Industrial Park (FPIP) Barangay Sta. Anastacia Sto. Thomas, Batangas / 4234 Philippines +63 43 405 5551 Fax: +63 43 405 5157 [email protected] TANN COLOMBIANA S.A.S. Calle 5A 39-194 Of. 701 Ed. Torre Diners CP 050021 Medellín / Colombia +57 4 555 0000 Fax: +57 4268 7872 [email protected] TANN PAPER Limited 149 Heller Road Woodstock, New Brunswick Canada E7M 1X3 +1 506 325-9100 Fax: +1 506 328-9557 [email protected] TANN GERMANY Member of Mayr-Melnhof Group www.tanngroup.com Experience, Know-How and Passion Advantages SAMPLES easy application SOLID PRINTED COLOURS 100% adhesion to the wrapping film LINES + DOTS HAVE A SMALL TALK WITH ONE COLOUR improved pack appearance YOUR CONSUMER TWO COLOURS no wrinkles on the pack THREE COLOURS More and more customers worldwide are Besides the common colours and colour systems less stoppage and maintenance FOUR COLOURS requesting Tear Tapes with messages for we offer high gloss metallic and special effect consumer communication to distinguish their colour prints, brilliant holographic and de- high tensile strength FIVE COLOURS product from others. Now it is easier than ever metalised options, UV-ink or security features like before to customise your Tear Tape. But are all micro print. Furthermore a wide range of overt and COLOUR GRADIENT Tear Tapes created equally? covert features for sophisticated security solutions LOTTERY FRONT are available.