LEKQ7256 Fuel/Fuel Systems
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Combustion and Heat Release Characteristics of Biogas Under Hydrogen- and Oxygen-Enriched Condition
energies Article Combustion and Heat Release Characteristics of Biogas under Hydrogen- and Oxygen-Enriched Condition Jun Li 1, Hongyu Huang 2,*, Huhetaoli 2, Yugo Osaka 3, Yu Bai 2, Noriyuki Kobayashi 1,* and Yong Chen 2 1 Department of Chemical Engineering, Nagoya University, Nagoya, Aichi 464-8603, Japan; [email protected] 2 Guangzhou Institute of Energy Conversion, Chinese Academy of Sciences, Guangzhou 510640, China; [email protected] (H.); [email protected] (Y.B.); [email protected] (Y.C.) 3 Faculty of Mechanical Engineering, Kanazawa University, Kakuma, Kanazawa, Ishikawa 920-1192, Japan; [email protected] * Correspondence: [email protected] (H.H.); [email protected] (N.K.); Tel.: +86-20-870-48394 (H.H.); +81-52-789-5428 (N.K.) Received: 10 May 2017; Accepted: 20 July 2017; Published: 13 August 2017 Abstract: Combustion and heat release characteristics of biogas non-premixed flames under various hydrogen-enriched and oxygen-enriched conditions were investigated through chemical kinetics simulation using detailed chemical mechanisms. The heat release rates, chemical reaction rates, and molar fraction of all species of biogas at various methane contents (35.3–58.7%, mass fraction), hydrogen addition ratios (10–50%), and oxygen enrichment levels (21–35%) were calculated considering the GRI 3.0 mechanism and P1 radiation model. Results showed that the net reaction rate of biogas increases with increasing hydrogen addition ratio and oxygen levels, leading to a higher net heat release rate of biogas flame. Meanwhile, flame length was shortened with the increase in hydrogen addition ratio and oxygen levels. -

CO2 REMOVAL from WOOD GAS Dahiru Rufai Ahmed
FACULTY OF TECHNOLOGY CO2 REMOVAL FROM WOOD GAS Dahiru Rufai Ahmed Master’s Thesis Master’s Degree Programme (BCBU) Environmental Engineering September 2013 1 UNIVERSITY OF OULU Abstract Thesis Faculty of Technology Department Degree Programme Department of Process and Environmental Master’s Degree Programme (BCBU) in Engineering Environmental Engineering Author Supervisor Dahiru, Rufai Ahmed Tanskanen, J., Professor Title of the thesis CO2 Removal from Wood Gas Study option Type of the thesis Submission date Number of pages Sustainable Energy Master’s Thesis 11th September, 2013 94 + 4 Appendix Abstract Gasification is considered as one of the most attractive conversion technologies, because the product gas from the process serves as a building block for several industrial applications. However, the use of biomass as a fuel in the gasification process offers a carbon neutral fuel that will alleviate the continuing use of fossil fuels sources. This study was done to evaluate the possible applications of syngas originating from biomass gasification, as a follow up to the earlier biomass gasification research of the HighBio project. The syngas from the gasification process is generally produced in a gasifier. An overview of the different type of gasifiers for biomass gasification that include updraft, downdraft, crossdraft, entrained-flow and plasma gasifiers was presented. The syngas can be utilized in the generation of power, heat, fuels and chemicals. A detailed overview of the promising applications of the syngas in Fischer-Tropsch synthesis, hydrogen production, ammonia synthesis, hydroformylation of olefins, and syngas fermentation was also given. However, for these applications, a high degree of treatment and conditioning of the syngas is required. -

Hardwood-Distillation Industry
HARDWOOD-DISTILLATION INDUSTRY No. 738 Revised February 1956 41. /0111111 110 111111111111111111 t I 1, UNITED STATES DEPARTMENT OF AGRICULTURE FOREST PRODUCTS LABORATORY FOREST SERVICE MADISON 5, WISCONSIN. In Cooperation with the University of Wisconsin 1 HARDWOOD-DISTILLATION INDUSTRY— By EDWARD BEGLINGER, Chemical Engineer 2 Forest Products Laboratory, — Forest Service U. S. Department of Agriculture The major portion of wood distillation products in the United States is obtained from forest and mill residues, chiefly beech, birch, maple, oak, and ash. Marketing of the natural byproducts recovered has been concerned traditionally with outlets for acetic acid, methanol, and charcoal. Large and lower cost production of acetic acid and methanol from other sources has severely curtailed markets formerly available to the distillation in- dustry, and has in turn created operational conditions generally unfavor- able to many of the smaller and more marginal plants. Increased demand for charcoal, which is recovered in the largest amount as a plant product, now provides a compensating factor for more favorable plant operation. The present hardwood-distillation industry includes six byproduct-recovery plants. With the exception of one smaller plant manufacturing primarily a specialty product, all have modern facilities for direct byproduct re- covery. Changing economic conditions during the past 25 years, including such factors as progressively increasing raw material, equipment, and labor costs, and lack of adequate markets for methanol and acetic acid, have caused the number of plants to be reduced from about 50 in the mid- thirties to the 6 now operating. In addition to this group, a few oven plants formerly practicing full recovery have retained the carbonizing equipment and produce only charcoal. -

Energy and the Hydrogen Economy
Energy and the Hydrogen Economy Ulf Bossel Fuel Cell Consultant Morgenacherstrasse 2F CH-5452 Oberrohrdorf / Switzerland +41-56-496-7292 and Baldur Eliasson ABB Switzerland Ltd. Corporate Research CH-5405 Baden-Dättwil / Switzerland Abstract Between production and use any commercial product is subject to the following processes: packaging, transportation, storage and transfer. The same is true for hydrogen in a “Hydrogen Economy”. Hydrogen has to be packaged by compression or liquefaction, it has to be transported by surface vehicles or pipelines, it has to be stored and transferred. Generated by electrolysis or chemistry, the fuel gas has to go through theses market procedures before it can be used by the customer, even if it is produced locally at filling stations. As there are no environmental or energetic advantages in producing hydrogen from natural gas or other hydrocarbons, we do not consider this option, although hydrogen can be chemically synthesized at relative low cost. In the past, hydrogen production and hydrogen use have been addressed by many, assuming that hydrogen gas is just another gaseous energy carrier and that it can be handled much like natural gas in today’s energy economy. With this study we present an analysis of the energy required to operate a pure hydrogen economy. High-grade electricity from renewable or nuclear sources is needed not only to generate hydrogen, but also for all other essential steps of a hydrogen economy. But because of the molecular structure of hydrogen, a hydrogen infrastructure is much more energy-intensive than a natural gas economy. In this study, the energy consumed by each stage is related to the energy content (higher heating value HHV) of the delivered hydrogen itself. -

Hydrogen-Enriched Compressed Natural Gas (HCNG)
Year 2005 UCD—ITS—RR—05—29 Hydrogen Bus Technology Validation Program Andy Burke Zach McCaffrey Marshall Miller Institute of Transportation Studies, UC Davis Kirk Collier Neal Mulligan Collier Technologies, Inc. Institute of Transportation Studies ◊ University of California, Davis One Shields Avenue ◊ Davis, California 95616 PHONE: (530) 752-6548 ◊ FAX: (530) 752-6572 WEB: http://its.ucdavis.edu/ Hydrogen Bus Technology Validation Program Andy Burke, Zach McCaffrey, Marshall Miller Institute of Transportation Studies, UC Davis Kirk Collier, Neal Mulligan Collier Technologies, Inc. Technology Provider: Collier Technologies, Inc. Grant number: ICAT 01-7 Grantee: University of California, Davis Date: May 12, 2005 Conducted under a grant by the California Air Resources Board of the California Environmental Protection Agency The statements and conclusions in this Report are those of the grantee and not necessarily those of the California Air Resources Board. The mention of commercial products, their source, or their use in connection with material reported herein is not to be construed as actual or implied endorsement of such products 2 Acknowledgments Work on this program was funded by the Federal Transit Administration, the California Air Resources Board, and the Yolo-Solano Air Quality Management District. This Report was submitted under Innovative Clean Air Technologies grant number 01-7 from the California Air Resources Board. 3 Table of Contents Abstract………………………………………………………………………………...................6 Executive Summary…………………………………………………………………...................7 -

Prediction of Producer Gas Composition for Small Scale Commercial Downdraft Gasifiers
PREDICTION OF PRODUCER GAS COMPOSITION FOR SMALL SCALE COMMERCIAL DOWNDRAFT GASIFIERS H Roesch*, J Dascomb, B Greska, A Krothapalli *Corresponding Author email: [email protected] *Corresponding Author phone: +18504967682 Energy and Sustainability Center, Florida State University 2525 Pottsdamer St, #229A, Tallahassee, Fl 32310 ABSTRACT: The goal of this study was to produce a model predicting the composition and heating value of producer gas made from a small scale (20-250 kWth), down-draft gasifier. Due the non-ideal conditions in this type of gasifier, classical thermodynamic equilibrium models are inaccurate. A more reliable prediction model for gas produced in a system of this size and type is needed. Eight biomass feedstocks were gasified and analyzed for this study. The pelletized feedstocks chosen were; alfalfa, algae, field grass, hemp, miscanthus, peanut shells, pine, and municipal solid waste. The feedstocks were chosen for their wide ranging availability and low costs. The commercial downdraft gasifier used was an Ankur Scientific WBG-20. This air-fed gasifier is capable of producing synthesis gas at a rate of up to 60 Nm3/hr (50 kWth). Each feedstock was first characterized by proximate and ultimate analysis, and then the synthesis gas was analyzed by gas chromatography. The large variation of reaction temperatures and equivalence ratios occurring in the economic downdraft gasifier reduced the accuracy of the conventional thermodynamic equilibrium simulation. The synthesis gas produced in these tests was used to create a more applicable model for estimating composition and heating value for this type of system. The model developed from these tests estimates the heating value of the synthesis gas produced from the ultimate and proximate analysis of the feedstock with an average error of 5% over all feedstocks tested. -

2002-00201-01-E.Pdf (Pdf)
report no. 2/95 alternative fuels in the automotive market Prepared for the CONCAWE Automotive Emissions Management Group by its Technical Coordinator, R.C. Hutcheson Reproduction permitted with due acknowledgement Ó CONCAWE Brussels October 1995 I report no. 2/95 ABSTRACT A review of the advantages and disadvantages of alternative fuels for road transport has been conducted. Based on numerous literature sources and in-house data, CONCAWE concludes that: · Alternatives to conventional automotive transport fuels are unlikely to make a significant impact in the foreseeable future for either economic or environmental reasons. · Gaseous fuels have some advantages and some growth can be expected. More specifically, compressed natural gas (CNG) and liquefied petroleum gas (LPG) may be employed as an alternative to diesel fuel in urban fleet applications. · Bio-fuels remain marginal products and their use can only be justified if societal and/or agricultural policy outweigh market forces. · Methanol has a number of disadvantages in terms of its acute toxicity and the emissions of “air toxics”, notably formaldehyde. In addition, recent estimates suggest that methanol will remain uneconomic when compared with conventional fuels. KEYWORDS Gasoline, diesel fuel, natural gas, liquefied petroleum gas, CNG, LNG, Methanol, LPG, bio-fuels, ethanol, rape seed methyl ester, RSME, carbon dioxide, CO2, emissions. ACKNOWLEDGEMENTS This literature review is fully referenced (see Section 12). However, CONCAWE is grateful to the following for their permission to quote in detail from their publications: · SAE Paper No. 932778 ã1993 - reprinted with permission from the Society of Automotive Engineers, Inc. (15) · “Road vehicles - Efficiency and emissions” - Dr. Walter Ospelt, AVL LIST GmbH. -

REPOWERING MONTANA a Blueprint for Home Grown Energy Self-Reliance
REPOWERING MONTANA A Blueprint for Home Grown Energy Self-Reliance HOW ALL OF MONTANA’S POWER NEEDS CAN BE MET USING CONSERVATION AND CLEAN, RENEWABLE ENERGY WHILE CREATING JOBS, SAVING MONEY, AND REVITALIZING RURAL AND URBAN COMMUNITIES. Third Edition • Published by: Alternative Energy Resources Organization (AERO) 432 Last Chance Gulch • Helena, Montana 59601 www.aeromt.org • 406.443-7272 • Copyright © AERO 2008 AUTHORS: PRODUCTION: Cliff Bradley - Missoula and Bozeman, Montana Marita Martiniak Microbiologist, co-owner of Montana Microbial Products. Works on ethanol, bio-diesel, methane, farm-based energy systems. COORDINATION: Involved in issues of agricultural globalization, poverty and Jim Barngrover, Jonda Crosby, hunger. Peace activist. AERO Ag and Energy Task Forces. Ben Brouwer Tom Butts - Helena, Montana Self-employed professional wildlife biologist with long interest SPECIAL THANKS: in renewable energy, organic gardening, and reducing greenhouse Harry Blazer, Paul Cartwright, gas emissions. Writer, website builder. Member of the AERO Jeanne Charter, Kye Cochran, Energy Task Force. Sailboat afficionado. Doug Crabtree, Patrick Dawson, Russ Doty, Richard Freeman, Pat Dopler - Red Lodge, Montana Jeffrey Funk, Dick Jaffe, Owner of Dopler Solar, a company that sells and installs products Pat Judge, Jane Kile, Margaret for energy-efficient houses and incorporates passive and active MacDonald, David Morris, solar, wind and other advanced technologies. Longtime AERO Glee Murray, Lance Olsen, Ellen member, serves on Energy Task Force and AERO Board. Pfister, John Smillie, Anais Starr, Gloria Flora - Helena, Montana AERO’s Energy Task Force, and Founder, Sustainable Obtainable Solutions (SOS) focusing on many friends and allies for sustainable land and energy management. Writer, lecturer, inspiration, insight, critiques, consultant, editor. -

Fuel Capabilities Broch LT36173GB.Pdf
Fuel Filtration Capabilities FUEL Across the world, fuel cleanliness problems are causing costly damage to engines and components. Fuel Island On Engine –Remote On Engine – Spin On Clean Fuel throughout Filtration Mount Products FIE System Evolution of the Modern Diesel Engine Diesel engines have changed dramatically over recent decades in order to provide higher horsepower, better fuel efficiency, and greater reliability. This progression in technology has resulted in engine architecture that utilizes High Pressure Common Rail Fuel Systems (HPCR). Within these fuel systems are increased pressure (up to 30K psi or 2000 bar) and tighter tolerances. Fuel system component degradation can occur when organic and inorganic contamination, including water, enters the fuel. Protection against these potential threats is vital to maintain engine uptime and decrease maintenance costs. Global Emission Regulations Impact Operating Conditions The introduction of global clean air standards that focused on reduced particulate emissions (NOx) also increased the challenges for diesel engine fuel systems. Changing emissions regulations established the use of new ultra low sulphur diesel (ULSD) and biodiesel blends which created unique maintenance challenges for the fuel system. In some HPCR systems, particulate filtration efficiency requirements are as low as 2 microns, making finer filtration a critical requirement for modern diesel engines. Clean Fuel and Finer Filtration Clean, uncontaminated fuel is key to maximum fuel system protection in modern diesel engines. Without high quality fuel filtration and regularly scheduled service, fuel contamination can lead to costly repairs and engine downtime. Yet, a 2007 fuel cleanliness study found that more than 50% of fuel used worldwide does not meet the ISO 4408 18/16/13 (250,000 particles /100ml ,4μm) fuel cleanliness standard. -

Motorhome Maintenance and Operation L9™, ISL9, ISC8.3 and C8.3 Engines (300-450 Hp)
CumminsLogo.pdf 1 5/8/09 2:43 PM Motorhome Maintenance and Operation L9™, ISL9, ISC8.3 and C8.3 Engines (300-450 hp) Quick Reference Guide Maintenance Intervals* C8.3 ISC8.3/ISL9 ISC8.3/ISL9 ISC8.3/ISL9/L9 Built 1984-1997 Built 1998-2006 Built 2007-2012 Built 2013+ time (mo.) miles time (mo.) miles time (mo.) miles time (mo.) miles Check Fluid Levels daily n/a daily n/a daily n/a daily n/a Coolant Testing - SCA 6 n/a 6 n/a 6 n/a 6 n/a Oil and Oil Filter 3 6,000 6 18,000 12 20,000 18 21,000 Fuel Filters 6 12,000 6 15,000 12 20,000 12 20,000 Valve Lash Check 12 24,000 48 150,000 48 150,000 48 150,000 Vibration Damper Check 24 48,000 24 60,000 24 60,000 24 60,000 Crankcase Breather Filter n/a n/a n/a n/a n/a 60,000 n/a 60,000 Coolant Filter** n/a 50,000 n/a 50,000 n/a Optional n/a Optional Diesel Particulate Filter n/a n/a n/a n/a n/a 200,000 n/a 200,000 DEF Filter n/a n/a n/a n/a n/a 200,000*** n/a 200,000 *Intervals reflect whichever occurs first in months or miles. **Coolant filters are optional. Interval based on no chemical filter and use of liquid SCA. ***For 2010 and later engines. Filter Part Numbers C8.3 ISC8.3 ISC8.3 ISL9 ISL9 ISL9 L9 Built 84-97 Built 98-02 Built 03-06 Built 07-09 Built 10-12 Built 13-16 Built 17+ Lubricating Oil Filter LF9009 LF9009 LF9009 LF9009 LF9009 LF14009+++ LF14009+++ Fuel Filter (Pressure) FF5032 FS1022 FS1022 FF5636 FF5636 FF63009 FF63009 Fuel Water Separator+ OEM OEM OEM OEM OEM OEM OEM Coolant Filter++ WF2123 WF2123 WF2123 WF2123 WF2123 Optional Optional Crankcase Breather Top n/a n/a n/a CV50603 CV50603 CV50603 CV50603 Crankcase Breather Rear CV50628 CV50628 CV50628 DEF Dosing Filter n/a n/a n/a n/a 2880298 2880298 4388378 Oil Recommendation CK-4 15W40 CK-4 15W40 CK-4 15W40 CK-4 15W40 CK-4 15W40 CK-4 15W40 CK-4 15W40 +Fuel water separators vary by chassis manufacturer. -

Cleaning Ucg Synthesis
Underground Coal Gasification (UCG), its Potential Prospects and its Challenges Dr. Duncan Seddon, FRACI, CChem, MSPE, Duncan Seddon & Associates Pty Ltd Email: [email protected] Dr. Mike Clarke, FIEAust, CPEng, FAusIMM, RPEQ, M.E.T.T.S. Pty Ltd Email: [email protected] Abstract: Coal is widely available in most parts of the world. Underground Coal Gasification (UCG) gives the promise of turning many poor quality coal resources into exploitable reserves by delivering energy in the form of synthesis gas, potentially at very low cost. The synthesis gas can be used for generation of electricity and the production of fuels and chemicals by commercially proven technology. Furthermore, any carbon present in the synthesis gas not used for downstream products could be easily separated and geo-sequestrated. This could extend the Fossil Fuel Age by providing low cost energy for developing and developed countries alike. Unfortunately, as Australian experience has shown, UCG also comes with technical and environmental challenges that are still not fully resolved. The paper outlines key developments in UCG and issues raised by Australian experience, particularly in regard to the contamination of acquifers. The paper discusses the quality of UCG synthesis gas and its potential use in downstream applications. The clean-up steps required for various downstream applications are described. A key hurdle to up-take of UCG is the overall cost of clean-up which has to be added to the cost of UCG production. This cost is discussed and the potential of UCG as a major new feedstock described. 1.0 Introduction Underground Coal Gasification (UCG) as a source of synthesis gas (syn-gas) for power generation, liquid fuels production and/or chemicals and fertiliser manufacture has been made to look beguilingly simple and straightforward by many of it proponents. -
6.4L Fuel Filter Change Guide
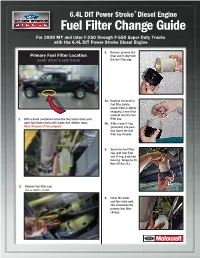
6.4L DIT Power Stroke® Diesel Engine Fuel Filter Change Guide For 2008 MY and later F-250 through F-550 Super Duty Trucks with the 6.4L DIT Power Stroke Diesel Engine 3. Remove primary fuel Primary Fuel Filter Location filter and O-ring from under driver’s side frame the fuel filter cap. 4a. Replace the primary fuel filter (white plastic filter in kit) by snapping a new filter element into the fuel 1. With a basin positioned below the fuel/water drain port, filter cap. open fuel/water drain until water/fuel mixture stops. 4b. Slide a new O-ring Note: Dispose of fuel properly. (provided) into posi- tion above the fuel filter cap threads. 5. Screw the fuel filter cap, with new filter and O-ring, back into housing. Torque to 25 Nm (19 lbs./ft.). 2. Remove fuel filter cap. Use a 36mm socket 6. Close the water and fuel drain port. This completes the primary fuel filter change. 4. Insert new second- Secondary Fuel Filter Location ary fuel filter (black plastic filter in kit) into fuel filter housing (see picture). Slide a new fuel filter cap O-ring into posi- tion just above the fuel filter cap threads. 5. Re-attach fuel filter cap with new O-ring (provided) back onto the filter housing. Torque end cap to 14 Nm using a 24mm socket or 1/2 inch square drive. 1. Remove fuel filter cap. Use a 24mm socket or 1/2 inch square drive Warning: Tightening beyond torque specs will crack reusable fuel filter cap.