Course Outlines for Horology Laboratory and Related Subjects
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

London Women in Horology by Bob Frishman, FNAWCC (MA)
© 2020 National Association of Watch and Clock Collectors, Inc. Reproduction prohibited without written permission. London Women in Horology By Bob Frishman, FNAWCC (MA) he 2020 NAWCC Ward Francillon Time by Samuel Elliott Atkins, a former Clerk of the Company, Symposium, “Horology 1776,” will take place in and privately printed in 1881. Top of the roster is Mariane T Philadelphia on October 1–3 at the Museum of Viet who was “bound” for seven years on January 27, the American Revolution. One important speaker on 1715, to her father Claude. the conference theme of timekeeping during our War English women’s names also are among the tiny-print of Independence will be Emily Akkermans, curator at 873 pages of Watchmakers and Clockmakers of the London’s Greenwich Observatory. She is one of the World by Brian Loomes, published in 2006, although women featured in this article, and she will be happy to most were widows and daughters of men in the trade. On meet and chat with all who attend. Symposium details and page 352 for example, Mrs. Agnes Harrison of Morpeth is registration can be found at www.horology1776.com . listed in 1884 as “Widow of Francis Harrison.” Miss Viet Horology in England has always been dominated by men. appears here, too, on page 798, with the additional detail Names like Fromanteel, Harrison, Tompion, Graham, that her father had a partner, Thomas Mitchell. Mudge, Ferguson, Vulliamy, and now George Daniels In Colonial America and then in the United States the are on every list of the most famous practitioners, situation was similar, although we know that from the theoreticians, and scholars of our applied science. -
Some Multi-Pendulum Clocks
Double Pendulum Resonance Clocks John Kirk 1 Topics • Introduction • Resonance • Early Makers • Janvier’s Clocks • Breguet’s Clocks • Modern Clocks • “Reproductions” 2 Topics • Introduction • Resonance • Early Makers • Janvier’s Clocks • Breguet’s Clocks • Modern Clocks • “Reproductions” 3 Introduction • While there are three and four pendulum clocks, most multi-pendulum clocks have two pendulums – Clocks with more than two pendulums will be the subject of another presentation • Resonance clocks have two or more pendulums locked to each other in rate, which aids rate stability and can compensate for disturbances 4 Topics • Introduction • Resonance • Early Makers • Janvier’s Clocks • Breguet’s Clocks • Modern Clocks • “Reproductions” 5 Resonance (1 of 4) • Two mechanical oscillators, such as balance wheels or pendulums, can influence each to become resonant • For this to happen, – The oscillation of one must be detected mechanically by the other, such as two pendulums on a common slightly soft mounting – The two oscillators must have close to the same period of oscillation 6 Resonance (2 of 4) • When two pendulums influence each other of almost the same frequency, the two will trade energy until they swing in anti-phase • This occurs because swinging in anti-phase has the lowest system energy level – All resonant systems “relax” total system energy to the lowest level – This lowest level also requires the least energy to keep both oscillators in the system oscillating 7 Resonance (3 of 4) • The “Thursday Mystery” is well-known among repairers -
Mathematics, the Language of Watchmaking
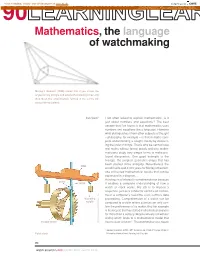
View metadata, citation and similar papers at core.ac.uk brought to you by CORE 90LEARNINGprovidedL by Infoscience E- École polytechniqueA fédérale de LausanneRNINGLEARNINGLEARNING Mathematics, the language of watchmaking Morley’s theorem (1898) states that if you trisect the angles of any triangle and extend the trisecting lines until they meet, the small triangle formed in the centre will always be equilateral. Ilan Vardi 1 I am often asked to explain mathematics; is it just about numbers and equations? The best answer that I’ve found is that mathematics uses numbers and equations like a language. However what distinguishes it from other subjects of thought – philosophy, for example – is that in maths com- plete understanding is sought, mostly by discover- ing the order in things. That is why we cannot have real maths without formal proofs and why mathe- maticians study very simple forms to make pro- found discoveries. One good example is the triangle, the simplest geometric shape that has been studied since antiquity. Nevertheless the foliot world had to wait 2,000 years for Morley’s theorem, one of the few mathematical results that can be expressed in a diagram. Horology is of interest to a mathematician because pallet verge it enables a complete understanding of how a watch or clock works. His job is to impose a sequence, just as a conductor controls an orches- tra or a computer’s real-time clock controls data regulating processing. Comprehension of a watch can be weight compared to a violin where science can only con- firm the preferences of its maker. -

Modern Books on Horology 3
, HABrAHC U. S. DEPARTMENT OF COMMERCE Letter 2.3 national bureau of standards Circular WASHINGTON 25, D. C. LC981 April 1, 1950 ( Supersedes LC766) 1.. 2. MODERN BOOKS ON HOROLOGY 3. Contents General Information Historical and Descriptive Books Technical Books 4 Government Publications 1. General Information The purpose of this letter circular is to present a list of books which will be found valuable for the use of watchmakers, collectors, and others interested in timepieces and in their performance and repair. No attempt has been made to include books earlier. than 1900 or to list books in other than the English language, or numerous articles published in trade journals and horological magazines. Some of the books listed are obtainable from dealers; some, now unobtainable, can be found in public libraries. Price lists of books now on the market may be obtained from the watchmakers' supply dealers or from the following: The American Horologist, 226 Sixteenth St., Denver, Colo. The American Library Service, 117 West 4$th St., New York, N. Y. Henry Paulson Ave 111. & Co., 37 South Wabash . Chicago, Jewelers Circular - Keystone, Book Department, 100 East 42nd St., New York, N. Y. National Jeweler, 531 South LaSalle St., Chicago, 111. Books not found at these sources .may often be found by advertising in the jewelers' trade journals. A more extensive list of references on time, timepieces, and related subjects will be found in Time and Timepieces by Willis I. Milham, Appendix V, page 569 (1923). , 2 2 • Historical an d Descriptive Books 1. Time Telling Through the Ages Harry C. -

Horology Technology 8/2020 *Semester Credit Hour
AAS (60 SCH*) ® Horology Technology 8/2020 *Semester Credit Hour First Semester - 15 SCH Second Semester - 15 SCH PSYC 1300 - Learning Framework COSC 1301 – Introduction to Computing HRGY 1319 - Basic Horology I HRGY 2301 - Intermediate Horology I HRGY 1320 - Basic Horology II HRGY 2302 - Intermediate Horology II HRGY 1321 - Basic Horology III HRGY 2303 - Intermediate Horology III HRGY 1322 - Basic Horology IV HRGY 2304 - Intermediate Horology IV Third Semester - 15 SCH Fourth Semester - 15 SCH ENGL 1301 - Composition I MATH 1332 - Contemporary Mathematics HRGY 2305 - Intermediate Horology V ARTS 1301 - Art Appreciation HRGY 2306 - Intermediate Horology VI HRGY 2341 - Advanced Horology Systems I HRGY 2307 - Intermediate Horology VII HRGY 2342 - Advanced Horology Systems II HRGY 2308 - Intermediate Horology VIII HRGY 2343 - Advanced Horology Systems III Marketable Skills Program Outcomes • Critical Thinking/ Problem Solving • Demonstrate skills by performing disassembly, cleaning, • Communication oiling, repair and adjustment operations on multi func- • Teamwork tion mechanical movements, automatics and calendar • Watch Repair chronographs, quartz analog and digital time pieces. • Knowledge of industry tools and equipment • Demonstrate skills by making tools and watch parts including turning parts on a watchmakers lathe to 1/100 • Knowledge of industry organization and ethics mm tolerance reflecting industry standards. High School Additional Educational Endorsements Opportunities Business and Industry Graduates may pursue a BAAS degree. Brand specific train- ing through major watch companies. Watchmaker training in Switzerland. Industry specific Aircraft instrumentation service training. Industry specific Aerospace instrumentation production and technical training. Career Opportunities Aerospace instrument technician; Watch repair shop owner; Aircraft instrument technician.. -

John Harrison (1693-1776) and the Heroics of Longitude
DOI 10.6094/helden.heroes.heros./2014/02/09 Ulrike Zimmermann 119 John Harrison (1693-1776) and the Heroics of Longitude 1. A Symposium and a Rediscovery bestseller, and Dava Sobel embarked on a car eer as a wellknown and respected author of 2 When American journalist Dava Sobel attended popular science books. the Longitude Symposium of Harvard Univer Dava Sobel’s first subject already was his sity at Cambridge, Massachusetts, in November tory, albeit part of an unaccountably hidden or 1993, she did not expect anything decisive to at least underrated history. John Harrison was a come out of either the conference or her attend carpenter and selftaught clockmaker, who was ance. “500 people from seventeen countries” born in Yorkshire and spent his early life in Bar came together to hold “a conference about the rowuponHumber, North Lincolnshire. He would history of finding longitude at sea,” W. H. An prob ably have spent his life in obscur ity had he drewes, curator of the scientific instruments col not solved one of the major techno logical prob lec tion at Harvard, notes in his introduction to lems of his time, the problem of how to determine the conference proceedings (Andrewes, Intro a ship’s eastwest position, its longitude, at sea. duction 1). Despite the sizable number of par Harrison has a firm place in the his tory of navi ticipants, the Longitude Symposium was at first gation, and would have been known amongs t sight a convention of specialists sharing their horologists, clock and watch makers, and nava l knowledge and discussing finer points of their historians. -

Time Keeping Experiments for a Mechanical Engineering Education Laboratory Sequence
AC 2009-439: TIME-KEEPING EXPERIMENTS FOR A MECHANICAL ENGINEERING EDUCATION LABORATORY SEQUENCE John Wagner, Clemson University Katie Knaub, National Association of Watch and Clock Collectors Page 14.1271.1 Page © American Society for Engineering Education, 2009 Time Keeping Experiments for a Mechanical Engineering Education Laboratory Sequence Abstract The evolution of science and technology throughout history parallels the development of time keeping devices which assist mankind in measuring and coordinating their daily schedules. The earliest clocks used the natural behavior of the sun, sand, and water to approximate fixed time intervals. In the medieval period, mechanical clocks were introduced that were driven by weights and springs which offered greater time accuracy due to improved design and materials. In the last century, electric motor driven clocks and digital circuits have allowed for widespread distribution of clock devices to many homes and individuals. In this paper, a series of eight laboratory experiments have been created which use a time keeping theme to introduce basic mechanical and electrical engineering concepts, while offering the opportunity to weave societal implications into the discussions. These bench top and numerical studies include clock movements, pendulums, vibration and acoustic analysis, material properties, circuit breadboards, microprocessor programming, computer simulation, and artistic water clocks. For each experiment, the learning objectives, equipment and materials, and laboratory procedures are listed. To determine the learning effectiveness of each experiment, an assessment tool will be used to gather student feedback for laboratory improvement. Finally, these experiments can also be integrated into academic programs that emphasize science, technology, engineering and mathematical concepts within a societal context. -

Haldimann Horology – Our Values
Haldimann Our values Haldimann – Our values Text Beat Haldimann haldimann-horology.ch Translation Valentin Blank valentinblank.com Photography Valentin Blank valentinblank.com Concept, layout, typesetting Valentin Blank valentinblank.com Typeface Egyptienne F Adrian Frutiger All pictures in this book were shot at the premises of Haldimann Horology or its surroundings. HALDIMANN and are internationally registered trademarks of Haldimann Horology. © 2014 Haldimann Horology Our œuvres are the result of a unique make and workmanship involved in the creation process. Their perfection and individuality can be attributed to our values. These values originate in our tradition to which we ad- here. A family tradition of innovation since 1642. It was father and son, Ulrich and Hans Haldimann, who established this tradition. In the fifth century of their history Haldimann produces exclusively mechanical movements and watches in Switzerland to be delivered to their proud owners all over the world. A Haldimann philosophy and mentality has been cultivated over the centuries, in unison with the formation of Switzerland. Within this phi- losophy we distinguish twelve aspects that we have been cultivating in particular. These as- Beat Haldimann pects are represented in our brand logo with its twelve phases of the moon. A glance on the timelines of Earth history reveals our significance as humans and as Haldimann Horology. In fact, it is negligible. Such a relativised glance reveals responsibil- ity, too: our own responsibility, which we sat- isfy by constantly evolving and improving our works. We aim to shift the limits of the feas- able. In so doing we remain at least relatively significant. -

The Early History of Chronometers : a Background Study Related to the Voyages of Cook, Bligh, and Vancouver
The Early History of Chronometers : A Background Study Related to the Voyages of Cook, Bligh, and Vancouver SAMUEL L. MAGE Y The purpose of this paper is to outline the historical developments relat ing to the chronometer, which played so crucial a part in the voyages of discovery made by Cook, Bligh and Vancouver. The inventor of the first successful chronometer — a technological marvel of precision watchmak ing — was John Harrison. His most famous model was the prize-winning H4 of 1759. Kendall's copy of this, known as Ki, helped Cook to plot the first charts of New Zealand and Australia. Ki was also used by Van couver, while K2 was once carried by Bligh on the Bounty.1 It is generally well known that in 1714 the British Admiralty offered a prize of twenty thousand pounds (possibly a million dollars in modern terms) for a method that could determine longitude on board a ship to within half a degree (or approximately thirty miles) on a passage to the West Indies. It is, however, less well appreciated how important a part the need for deter mining longitude had already played in the process of developing accurate clocks and watches for use on land as well as on the sea. Commander Waters has pointed out that "By about 1254 the Medi terranean seaman" knew his "direction between places to within less than 30 of arc", as well as his distances; "By about 1275 ... he had also a remarkably accurate sea chart of the whole of the Mediterranean and Black Sea coastlines", together with the sea compass and relevant table.2 Though there are claims that the sea compass was a European inven tion of slightly earlier date, Price feels that the use of the loadstone in navigation was probably of Chinese origin. -

Finding Longitude: the 2017, Vol
IJH0010.1177/0843871417725688The International Journal of Maritime HistoryMorgan 725688research-article2017 Article IJMH The International Journal of Maritime History Finding longitude: The 2017, Vol. 29(4) 771 –787 © The Author(s) 2017 Investigator expedition, Reprints and permissions: sagepub.co.uk/journalsPermissions.nav 1801–1803 https://doi.org/10.1177/0843871417725688DOI: 10.1177/0843871417725688 journals.sagepub.com/home/ijh Kenneth Morgan Brunel University London, UK Abstract This article analyses the methods deployed for finding longitude on the Investigator’s expedition to circumnavigate Australia, made under the command of Matthew Flinders in the period 1801–1803. Timekeeping and astronomy were complementary methods for ascertaining longitude; they were carried out using chronometers and by taking lunar observations. The article explains who was responsible for handling the astronomical readings on the expedition; the performance of the chronometers used; Flinders’s comparisons of the longitudinal readings with the work of previous navigators; and the reasons why dissemination of the longitudes taken during the voyage was delayed. The article shows how the combined use of chronometers and lunar observations helped Flinders to achieve scientific accuracy in his charting of coastal Australia in the atlas to his major work entitled A Voyage to Terra Australis. Keywords Australia, longitude, maritime exploration, Matthew Flinders, navigation, scientific instruments During the eighteenth century, important improvements in determining longitude ena- bled navigators to establish clearly their position and time relative to a given meridian. Navigators needed to know precisely their east–west position on the globe in relation to an initial prime meridian (based on Greenwich time in the Anglophone world) in order to sail safely across the oceans.1 Finding latitude at sea presented fewer technical and 1. -

SCHOOL of HOROLOGY Full Disassembly, Re-Assembly, Cleaning
LEVELS AND DESCRIPTION OF THE TIME Level 2 One Or Two 3-Hour Classes Intended Level 4 Two Year APPRENTICESHIP Program AFTER TIME CLOCK SCHOOL PROGRAMS For eBay, Craigslist, And Other "Garage Sale" Type Clock Collectors/Hobbyists Additional Prerequisites: Prerequisites: $50.00 Application Fee Minimum High School Education Objectives Sign a Non-Compete Clause/Binding Or Equivalent Learn How NOT To BE DECEIVED By Others Agreement Legible Cursive And Printed Handwriting Selling Clocks Be A Non-Smoker Your Own Pen, Pad, And Notebook Learn Basics On How To Identify Clocks; Wall, Be Able to Lift and Carry Minimum Of 100 lbs. Your Own Cell Phone Or Other Means Of Floor, Mantle, And Sub-Categories Prepayment Of Tuition And/Or Fees Communication Learn Basics On How To Identify Movements Cover Your Own Travel Expenses/Housing Your Own Source of Transportation (The Mechanical Components Inside) While In School Mechanical Aptitude/Skills Learn Basics On How To Differentiate Antique Be Able/Willing To Do Some Overnight Job Basic Set Of (Clean) Tools Such As Long- To Heirloom Clocks From Vintage To Modern Related Travel Nosed Pliers, Toothless Pliers, Tweezers, And Day Manufactured Clocks Proof Of Your Own Liability Insurance And/Or Screwdrivers Other Insurances And Other Legal Documents Willingness/Attitude To Be Taught And Learn Level 3 One to Three 3-Hour Classes Intended Level 4 Is Intended To Be A Two Year Proper Repair Techniques For Pendulum Type For Those Individuals Who Have Successfully Apprenticeship Program To Select A Few Clocks Passed Levels 1 & 2 And Wish To Charge THEIR Candidates For Working Professionally In The OWN FEE For Doing Minor Repairs And Horology Trade. -

Natural by JORDAN A
sundials Natural BY JORDAN A. ROTHACKER HOROLOGY Sundials are making a "Behold, I will bring again the shadow of the degrees which is gone down in the sun dial o Ahaz, ten degrees backward." – Isaiah 38:3 ime, and the management of it throughout the day, T has always been essential to humans. To look at the technologi- cal glories of the ancient world and the great ancient civilizations is to always find creative and effective ways of recording and monitoring the passing of time. The ancients, much like modem man, could not make these time-telling tools with a purely functional capacity. Along with the “primitive” insight of their technology, we also cherish their horological relics for their aesthetic value. Surveying the creative means employed in time-telling, we find such devices as the hourglass, dating arguably as far back as the eleventh century the 228 WWW.FINELIFEMEDIA.COM OCTOBER 20O6INTERNAT1ONAL WATCH INTERNATIONAL WATCHOctober 2006 It is really Reacting to the Roman just allowing the fascination, vitruvius gives sun to show where sundials detailed attenton in his it is in the sky by first century B.C., De the shadow it casts Architectura and soon the from a standing Emperors were erecting many object or the line of massive sundials to com- light it draws across memorate events and to a surface. indicate time publicly. The Old The Greek term gnomon, Testament mentions a sundial in the which was used for the L- Book of Isaiah, and Herodotus reiterates shaped carpenters square, was water-clock from Mesopotamia and the sundial’s origins in ancient Babylon.