The Removal of Linseed Oil Vapors by Biodegradation
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Enhanced Fatty Acid Methyl Esters Recovery Through a Simple And
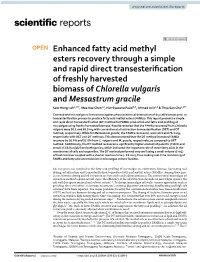
www.nature.com/scientificreports OPEN Enhanced fatty acid methyl esters recovery through a simple and rapid direct transesterifcation of freshly harvested biomass of Chlorella vulgaris and Messastrum gracile Saw Hong Loh1,2*, Mee Kee Chen1,2, Nur Syazana Fauzi2,3, Ahmad Aziz1,2 & Thye San Cha1,2* Conventional microalgae oil extraction applies physicochemical destruction of dry cell biomass prior to transesterifcation process to produce fatty acid methyl esters (FAMEs). This report presents a simple and rapid direct transesterifcation (DT) method for FAMEs production and fatty acid profling of microalgae using freshly harvested biomass. Results revealed that the FAMEs recovered from Chlorella vulgaris were 50.1 and 68.3 mg with conventional oil-extraction-transesterifcation (OET) and DT method, respectively. While for Messastrum gracile, the FAMEs recovered, were 49.9 and 76.3 mg, respectively with OET and DT methods. This demonstrated that the DT method increased FAMEs recovery by 36.4% and 53.0% from C. vulgaris and M. gracile, respectively, as compared to OET method. Additionally, the DT method recovered a signifcantly higher amount of palmitic (C16:0) and stearic (C18:0) acids from both species, which indicated the important role of these fatty acids in the membranes of cells and organelles. The DT method performed very well using a small volume (5 mL) of fresh biomass coupled with a shorter reaction time (~ 15 min), thus making real-time monitoring of FAMEs and fatty acid accumulation in microalgae culture feasible. Te key processes involved in the fatty acid profling of microalgae are cultivation, biomass harvesting and drying, oil extraction and transesterifcation to produce fatty acid methyl esters (FAMEs). -

(12) Patent Application Publication (10) Pub. No.: US 2010/0022685 A1 Buffy Et Al
US 2010.0022685A1 (19) United States (12) Patent Application Publication (10) Pub. No.: US 2010/0022685 A1 Buffy et al. (43) Pub. Date: Jan. 28, 2010 (54) RAPID DRY FIBERGLASS STAIN Related U.S. Application Data (75) Inventors: Jarrod J. Buffy, Waterville, OH (60) Provisional application No. 61/083,002, filed on Jul. (US); William V. Pagryzinski, Leo, 23, 2008. IN (US) Publication Classification Correspondence Address: (51) Int. Cl. CALFEE HALTER & GRISWOLD, LLP C09D 5/00 (2006.01) 800 SUPERIORAVENUE, SUITE 1400 (52) U.S. Cl. ........................................................ 523/400 CLEVELAND, OH 44114 (US) (57) ABSTRACT (73) Assignee: THERMA-TRU CORP., Maumee, A portion of the linseed oil ingredient used in fiberglass OH (US) composite stains is replaced with a modified Cashew Nut Shell Liquid (CNSL) resin. As a result, the drying time of the (21) Appl. No.: 12/505,702 stain is shortened considerably yet is still long enough to allow working of the stain into the composite for developing (22) Filed: Jul. 20, 2009 a simulated wood appearance. US 2010/0022685 A1 Jan. 28, 2010 RAPID DRY FIBERGLASS STAN 0007 Accordingly, this invention provides a new stain for fiberglass composite Substrates comprising a colorant and a resin-forming component, the resin-forming component 0001. This application claims the benefit of U.S. Provi comprising a linseed oil ingredient and a modified CNSL sional patent application Ser. No. 61/083,002 filed on Jul. 23, CS1. 2008, for RAPID DRY FIBERGLASS STAIN, the entire disclosure of which is fully incorporated herein by reference. DETAILED DESCRIPTION Fiberglass Composite BACKGROUND 0008. This invention is directed to making stains for fiber 0002. -

Fatty Acids Composition and Oil Characteristics of Linseed (Linum Usitatissimum L.) from Romania
Available online at http://journal-of-agroalimentary.ro Journal of Journal of Agroalimentary Processes and Agroalimentary Processes and 18 Technologies 2012, (2), 136-140 Technologies Fatty acids composition and oil characteristics of linseed (Linum Usitatissimum L.) from Romania Viorica-Mirela Popa 1* , Alexandra Gruia 2, Diana-icoleta Raba 1, Delia Dumbrava 1, Camelia Moldovan 1, Despina Bordean 1, Constantin Mateescu 1 1 Banat’s University of Agricultural Sciences and Veterinary Medicine,300645 Timisoara, Calea Aradului, 119, Romania 2 Regional Centre for Immunology and Transplant, Timişoara County Hospital, 300736-Timişoara, Iosif Bulbuca 10, Romania Received: 29 April 2012; Accepted: 10 June 2012 ______________________________________________________________________________________ Abstract Linseed oil characteristics were evaluated to determine whether this oil could be exploited as an edible oil. Petroleum ether extraction of linseeds produced yields of30% (w/w) oil. The chemical composition, including moisture, total oil content and ash, was determined. Iodine value, saponification value, acid value and peroxide value of obtained linseed oil was analyzed. The fatty acids composition was analyzed with GC-MS method according to AOAC standards. Linseed oil was found to contain high levels of linolenic (53.21%) followed by oleic (18.51%), and linoleic (17.25%), while the dominant saturated acids were palmitic (6.58 %) and stearic (4.43%). Keywords : fatty acids, linseed oil, GC-MS, chemical composition ______________________________________________________________________________________ 1. Introduction acid, i.e. 26±60%, which since recently has been found as especially important for human organism. Consumption of flax ( Linum usitatissimum ) seeds is Unfortunately, a high content of a-linolenic acid beneficial for human health. Flax seeds, containing induces a poor oxidative stability of linseed oil [8]. -

Utrecht Art Supplies What Not to Use As Varnish
Utrecht Art Supplies What Not to Use as Varnish • Removable with light solvents and gentle manipulation (should not require strong solvents or hard scrubbing) • Should not fuse with, soften or dissolve completely dry paint • Resin content should be documented to aid in later cleaning and care Alkyd Alkyd-based painting mediums are great for improving paint flow, imparting gloss, increasing transparency, and promoting a tough, flexible Ask the Expert: "Lately I've been finishing my paint film, but as a top-coat, they aren't oil paintings with a coat of alkyd medium to give reversible with even very harsh solvents. A coat a shiny finish. My friend says this might not be a of alkyd is permanent, for better or worse. Also, good idea. If I can coat an acrylic painting with some alkyd mediums impart harsh glare, making gloss medium, what's the problem with using it difficult to install and light the finished work. alkyd medium on oils?" Wax A: Artists sometimes make the mistake of top- coating a painting with a medium or other Wax is sometimes used as a top-coat over material which gives a good appearance in the paintings, but it has some significant short term, but which causes problems later. shortcomings for this application. Wax remains Alkyd-based painting mediums are great for their soft indefinitely, so it doesn't impart protection intended purpose, but alkyds don't meet the against mechanical damage from handling and requirements of a picture varnish. casual contact. Wax also tends to attract and hold dust. Cold wax medium has an attractive A picture varnish should satisfy these appearance when first applied, especially when functions: buffed to a shine, but can later become • Permanently neutral in color and lackluster. -

Vinyl Toluene Modified Alkyd Resins
VINYL TOLUENE MODIFIED ALKYD RESINS VT can be used to prepare a wide variety of alkyd coating resins. In general, the base alkyd is formulated to use low cost VT to reduce the oil length of the vehicle. For example using VT with a very long-oil soya alkyd produces improved drying time and hardness. These improvements are realized without reducing the good naphtha solubility of the vehicle. OIL AND BASE ALKYD SELECTION The type of oil used in the copolymer reaction is an important variable. Variations in the chemical structure such as degree of unsaturation, type of unsaturation and degree of polymerization have an effect on the product. Copolymers prepared from heavy-bodied oils have higher viscosities, faster drying rates and greater utility for protective coatings than those based on lower viscosity oils. Conjugated oils react readily with VT to form compatible products without use of a catalyst. VT reactivity with unconjugated oils is less active and appears to be a function of the Iodine value of the oil. Use of a small amount of suitable catalyst allows production of products with good homogeneity from any of the convential drying and semi-drying oils. Copolymers of maximum hardness, toughness and flexibility can be prepared by using one of the highly reactive oils such as dehydrated castor oil. VT modified alkyd properties depend upon the base alkyd resin used. Close attention must be given to the choice of polyhydric alcohols and the average functionality of the acids in addition to the type and amount of drying oil used. Viscosity buildup, dry time and film integrity are influenced by the functionality of both the polyhydric alcohol and acid constituents. -
The Effect of Linseed Oil on the Properties of Lime-Based Restoration Mortars
Allma Mater Studiiorum – Uniiversiità dii Bollogna DOTTORATO DI RICERCA Science for Conservation Ciclo XXII Settore/i scientifico disciplinari di afferenza: CHIM/12 TITOLO TESI THE EFFECT OF LINSEED OIL ON THE PROPERTIES OF LIME-BASED RESTORATION MORTARS Presentata da: Eva Čechová Coordinatore Dottorato Relatore Prof. Rocco Mazzeo Prof. Ioanna Papayianni Esame finale anno 2009 Abstract THE EFFECT OF LINSEED OIL ON THE PROPERTIES OF LIME-BASED RESTORATION MORTARS The traditional lime mortar is composed of hydrated lime, sand and water. Besides these constituents it may also contain additives aiming to modify fresh mortar´s properties and/or to improve hardened mortar´s strength and durability. Already in the first civilizations various additives were used to enhance mortar´s quality, among the organic additives, linseed oil was one of the most common. From literature we know that it was used already in Roman period to reduce water permeability of a mortar, but the mechanism and the technology, e.g. effects of different dosages, are not clearly explained. There are only few works studying the effect of oil experimentally. Knowing the function of oil in historical mortars is important for designing a new compatible repair mortar. Moreover, linseed oil addition could increase the sometimes insufficient durability of lime-based mortars used for reparation and it could be a natural alternative to synthetic additives. In the present study, the effect of linseed oil on the properties of six various lime- based mortars has been studied. Mortars´ compositions have been selected with respect to composition of historical mortars, but also mortars used in a modern restoration practise have been tested. -

Comparative Evaluation of Sunflower Oil and Linseed Oil As Dietary
OCL 2015, 22 (2) A201 c E.A. Wassef et al., Published by EDP Sciences 2015 OCL DOI: 10.1051/ocl/2014053 Oilseeds & fats Crops and Lipids Available online at: www.ocl-journal.org Research Article –Nutrition –Health Open Access Comparative evaluation of sunflower oil and linseed oil as dietary ingredient for gilthead seabream (Sparus aurata) fingerlings Elham A. Wassef, Shaymaa H. Shalaby and Norhan E. Saleh Fish Nutrition Laboratory, Aquaculture Department, National Institute of Oceanography and Fisheries (NIOF), Qaiyet-Bey St., Anfoushy, Alexandria, Egypt Received 22 September 2014 – Accepted 9 December 2014 Abstract – A feeding trial was conducted to define the optimal mixtures of either sunflower oil (SFO) or linseed oil (LO) with fish oil (FO), in fish meal (FM) based diets for gilthead seabream (Sparus aurata) fingerling, without significant effect on fish performance, fatty acid composition and liver structure. The trial lasted nine weeks with 420 fish (∼4.0 g) testing seven isonitrogenous (∼48% CP) and isolipidic (∼18% L) diets contained three incremental inclusions of either SFO or LO (40, 48, 56 g kg−1) and the only-fish oil control (CTRL) diet. Results showed that the combination of 32 g fish oil plus 48 g of either SFO or LO kg−1 diet as the lipid source had performed the best among all. Fatty acid (FA) composition of muscle lipids evidenced that specific fatty acids were selectively retained or utilized. Diet induced- changes in hepatic morphology with vegetable oil inclusion level were further described. Linolenic acid (α-LNA, n-3) had led to less pronounced steatosis symptoms than linoleic acid (LOA, n-6) in liver cells. -

Innovative and Conventional Valorizations of Grape Seeds from Winery By-Products As Sustainable Source of Lipophilic Antioxidants
antioxidants Article Innovative and Conventional Valorizations of Grape Seeds from Winery By-Products as Sustainable Source of Lipophilic Antioxidants Ivana Dimi´c 1, Nemanja Tesli´c 2 , Predrag Putnik 3 , Danijela Bursa´cKovaˇcevi´c 3 , Zoran Zekovi´c 1, Branislav Šoji´c 1, Živan Mrkonji´c 1, Dušica Colovi´cˇ 2 , Domenico Montesano 4,* and Branimir Pavli´c 1,* 1 Faculty of Technology, University of Novi Sad, Blvd. cara Lazara 1, 21000 Novi Sad, Serbia; [email protected] (I.D.); [email protected] (Z.Z.); [email protected] (B.Š.); [email protected] (Ž.M.) 2 Institute of Food Technology, University of Novi Sad, Blvd. cara Lazara 1, 21000 Novi Sad, Serbia; nemanja.teslic@fins.uns.ac.rs (N.T.); dusica.colovic@fins.uns.ac.rs (D.C.)ˇ 3 Faculty of Food Technology and Biotechnology, University of Zagreb, Pierottijeva 6, 10000 Zagreb, Croatia; [email protected] (P.P.); [email protected] (D.B.K.) 4 Section of Food Science and Nutrition, Department of Pharmaceutical Sciences, University of Perugia, Via San Costanzo 1, 06126 Perugia, Italy * Correspondence: [email protected] (D.M.); [email protected] (B.P.) Received: 25 May 2020; Accepted: 23 June 2020; Published: 1 July 2020 Abstract: The aim of this study was to valorize the oil recovery from red and white grape seeds (Vitis vinifera L.) that remains as by-product after the winemaking process. Oils were extracted by modern techniques, ultrasound assisted (UAE), microwave assisted (MAE) and supercritical fluid extraction (SFE), and compared to the Soxhlet extraction (SE). -
Influence of the Fatty Acid Pattern on the Drying of Linseed Oils
Influence of the fatty acid pattern on the drying of linseed oils Cecilia Stenberg AKADEMISK AVHANDLING Som med tillstånd av Kungliga Tekniska Högskolan i Stockholm framlägges till offentlig granskning för avläggande av teknisk licentiatexamen tisdagen den 15 juni 2004, kl.10.00 i sal K1, Teknikringen 56, KTH, Stockholm. LIST OF PAPERS This thesis is a summary of the following papers: 1 “A study of the drying of linseed oils with different fatty acid patterns using RTIR-spectroscopy and Chemiluminescence (CL)” Accepted in Industrial Crops and Products (2004) 2 “Drying of linseed oil wood coatings using reactive diluents” To be submitted to Surface Coatings International Part B: Coatings Transactions (2004) ABSTRACT The interest in renewable resources due to environmental factors has increased the interest to use new VOC-free linseed oil qualities together with reactive diluents for coating applications. The drying of two linseed oils, Oil A with a high content (74,2 %) of linoleic acid (C18:2) and oil B, a more traditional linseed oil with a high amount (55,2-60,4 %) of linolenic acid (C18:3), was followed in order to reveal how the structural variations of the oils fatty acid pattern and the addition of the fatty acid methyl ester of oil A as a reactive diluent (0, 20 40 wt%) can change the drying performances of the oils and their final film properties. The influence of the drying temperature and the influence of driers was investigated. The drying performance of the different oil formulations applied on pinewood substrates was briefly investigated. Two different analytical techniques, chemiluminescence (CL), and real-time infrared spectroscopy, (RTIR), were shown to be versatile tools for the analysis of the drying process. -

ANTICORROSION UV CURABLE ALKYDS a Thesis Presented to The
ANTICORROSION UV CURABLE ALKYDS A Thesis Presented to The Graduate Faculty of The University of Akron In Partial Fulfillment of the Requirements for the Degree Master of Science Rongcheng Xu December, 2017 ANTICORROSION UV CURABLE ALKYDS Rongcheng Xu Thesis Approved: Accepted: ______________________________ _____________________________ Advisor Department Chair Dr. Mark Soucek Dr. Sadhan Jana ______________________________ ______________________________ Faculty Reader Dean of the College Dr. Xiong Gong Dr. Eric Amis ______________________________ ______________________________ Faculty Reader Executive Dean of Graduate School Dr. Younjin Min Dr. Chand Midha ______________________________ _____________________________ Date:_________________________ ii ACKNOWLEDGEMENTS I would like to sincerely thank the amazing people who have helped and supported me throughout my graduate research. I would like to sincerely thank Professor Mark Soucek, for his guidance, support, training, and advice during my time at the University of Akron. I had the pleasure of being trained by excellent mentors and group members, especially Dr. Qianhe Wang, Dr. Lei Meng, and Dr. Ryan Salata. I’d also like to thank Anisa Cobaj, Brittany Pellegrene, and Dr. Sayyed Abed for their experimental support. Especially, I want to thank my classmates Cheng Zhang and Haoran Wang for their precious help and encouragement. Most importantly, I want to thank my parents for their unconditional love and everything they have done for me. In addition, I want to thank my girlfriend Yidan Zhang for her support all the way and hope her a happy PhD life in Cornell University. iii ABSTRACT Alkyds are essentially oil modified polyesters derived from oils, dibasic acids and polyols. Being bio-renewable, versatile and low-cost made alkyds one of the most consumed coating material in the world. -

Prospects and Potential of Green Fuel from Some Non Traditional Seed Oils Used As Biodiesel
Chapter 5 Prospects and Potential of Green Fuel from some Non Traditional Seed Oils Used as Biodiesel Mushtaq Ahmad, Lee Keat Teong, Muhammad Zafar, Shazia Sultana, Haleema Sadia and Mir Ajab Khan Additional information is available at the end of the chapter http://dx.doi.org/10.5772/52031 1. Introduction Today’s diesel engines require a clean-burning, stable fuel that performs well under a variety of operating conditions. Biodiesel is the only alternative fuel that can be used directly in any existing, unmodified diesel engine. Because it has similar properties to petroleum diesel fuel, biodiesel can be blended in any ratio with petroleum diesel fuel. Many federal and state fleet vehicles in USA are already using biodiesel blends in their existing diesel engines (Harwood, 1981). The low emissions of biodiesel make it an ideal fuel for use in marine areas, national parks and forests, and heavily polluted cities. Biodiesel has many advantages as a transport fuel. For example, biodiesel can be produced from domestically grown oilseed plants. Producing biodiesel from domestic crops reduces the dependence on foreign petroleum, increases agricultural revenue, and creates jobs. Presently world’s energy needs are met through non-renewable resources such as petrochem‐ icals, natural gas and coal. Since the demand and cost of petroleum based fuel is growing rapidly, and if present pattern of consumption continues, these resources will be depleted in near future. It is the need of time to explore alternative sources of fuel energy. An alternative fuel must be technically feasible, economically competitive, environmentally acceptable and easily available. Fatty acid methyl esters derived from renewable sources such as vegetable oils has gained importance as an alternative fuel for diesel engines. -

Oleosoft-4 All the Energy of Vegetal Oils Enzymatically Activated
ACTIVE INGREDIENTS OLIVE ALMOND LINSEED BORAGE SEED OLEOSOFT-4 ALL THE ENERGY OF VEGETAL OILS ENZYMATICALLY ACTIVATED COSMOS SKIN HAIR APPROVED PRODUCT DESCRIPTION BENEFITS TECHNICAL INFORMATION OleoSoft-4 has been developed applying ●● Boosts mitochondrial activity INCI: almond/borage/linseed/olive our enzymatic activation technology to (in vitro tests) acids/glycerides. a mix of almond oil, olive oil, linseed oil ●● Anti-stretch mark effect OILS USED: olive oil, almond oil, linseed oil, and borage oil, chosen for their content in (+34.4% in vivo test) borage seed oil. different classes of highly nourishing fatty ●● Increases skin elasticity TECHNOLOGY: Enzymatic Activation acids. This technology is able to release all (+45.6% in vivo test) of Vegetable Oils. the energy entrapped in vegetal oil stored in ●● Improves skin moisturisation plants under the form of triglycerides. This SUGGESTED CONCENTRATION OF USE: (+24.9% in vivo test) process allows to break up triglycerides 3-5% w/w skin care, 1% w/w hair care. ●● Higher antioxidant capacity into their constituents (fatty acids and ORGANIC STATUS: COSMOS approved. (+114% in vitro tests) glycerides), creating a completely new CHINA STATUS: also available in China ●● Increases hair elasticity phytocomplex. compliant version. (+53.0% ex vivo test) Oleosoft-4 is able to moisturize the skin being much more quickly absorbed ●● Quicker absorption (in vivo test) compared with the mix of untreated oils ●● Reduced greasiness (in vivo test) and it leaves the skin far less greasy with an ●● Silicone like sensorial performances amazing silicone like touch. Oleosoft-4 can deeply nourish the skin affected by stretch marks, improving the elasticity and smoothness of the skin while reducing the redness Oleosoft-4 is able to improve hair elasticity, increasing the tensile strength.