Queueing Theory and Process Flow Performance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Fluid M/M/1 Catastrophic Queue in a Random Environment
RAIRO-Oper. Res. 55 (2021) S2677{S2690 RAIRO Operations Research https://doi.org/10.1051/ro/2020100 www.rairo-ro.org FLUID M=M=1 CATASTROPHIC QUEUE IN A RANDOM ENVIRONMENT Sherif I. Ammar1;2;∗ Abstract. Our main objective in this study is to investigate the stationary behavior of a fluid catas- trophic queue of M=M=1 in a random multi-phase environment. Occasionally, a queueing system expe- riences a catastrophic failure causing a loss of all current jobs. The system then goes into a process of repair. As soon as the system is repaired, it moves with probability qi ≥ 0 to phase i. In this study, the distribution of the buffer content is determined using the probability generating function. In addition, some numerical results are provided to illustrate the effect of various parameters on the distribution of the buffer content. Mathematics Subject Classification. 90B22, 60K25, 68M20. Received January 12, 2020. Accepted September 8, 2020. 1. Introduction In recent years, studies on queueing systems in a random environment have become extremely important owing to their widespread application in telecommunication systems, advanced computer networks, and manufacturing systems. In addition, studies on fluid queueing systems are regarded as an important class of queueing theory; the interpretation of the behavior of such systems helps us understand and improve the behavior of many applications in our daily life. A fluid queue is an input-output system where a continuous fluid enters and leaves a storage device called a buffer; the system is governed by an external stochastic environment at randomly varying rates. These models have been well established as a valuable mathematical modeling method and have long been used to estimate the performance of certain systems as telecommunication systems, transportation systems, computer networks, and production and inventory systems. -

Lecture 5/6 Queueing
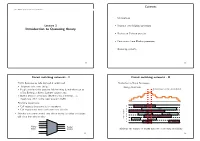
6.263/16.37: Lectures 5 & 6 Introduction to Queueing Theory Eytan Modiano Massachusetts Institute of Technology Eytan Modiano Slide 1 Packet Switched Networks Messages broken into Packets that are routed To their destination PS PS PS Packet Network PS PS PS Buffer Packet PS Switch Eytan Modiano Slide 2 Queueing Systems • Used for analyzing network performance • In packet networks, events are random – Random packet arrivals – Random packet lengths • While at the physical layer we were concerned with bit-error-rate, at the network layer we care about delays – How long does a packet spend waiting in buffers ? – How large are the buffers ? • In circuit switched networks want to know call blocking probability – How many circuits do we need to limit the blocking probability? Eytan Modiano Slide 3 Random events • Arrival process – Packets arrive according to a random process – Typically the arrival process is modeled as Poisson • The Poisson process – Arrival rate of λ packets per second – Over a small interval δ, P(exactly one arrival) = λδ + ο(δ) P(0 arrivals) = 1 - λδ + ο(δ) P(more than one arrival) = 0(δ) Where 0(δ)/ δ −> 0 as δ −> 0. – It can be shown that: (!T)n e"!T P(n arrivals in interval T)= n! Eytan Modiano Slide 4 The Poisson Process (!T)n e"!T P(n arrivals in interval T)= n! n = number of arrivals in T It can be shown that, E[n] = !T E[n2 ] = !T + (!T)2 " 2 = E[(n-E[n])2 ] = E[n2 ] - E[n]2 = !T Eytan Modiano Slide 5 Inter-arrival times • Time that elapses between arrivals (IA) P(IA <= t) = 1 - P(IA > t) = 1 - P(0 arrivals in time -

Steady-State Analysis of Reflected Brownian Motions: Characterization, Numerical Methods and Queueing Applications
STEADY-STATE ANALYSIS OF REFLECTED BROWNIAN MOTIONS: CHARACTERIZATION, NUMERICAL METHODS AND QUEUEING APPLICATIONS a dissertation submitted to the department of mathematics and the committee on graduate studies of stanford university in partial fulfillment of the requirements for the degree of doctor of philosophy By Jiangang Dai July 1990 c Copyright 2000 by Jiangang Dai All Rights Reserved ii I certify that I have read this dissertation and that in my opinion it is fully adequate, in scope and in quality, as a dissertation for the degree of Doctor of Philosophy. J. Michael Harrison (Graduate School of Business) (Principal Adviser) I certify that I have read this dissertation and that in my opinion it is fully adequate, in scope and in quality, as a dissertation for the degree of Doctor of Philosophy. Joseph Keller I certify that I have read this dissertation and that in my opinion it is fully adequate, in scope and in quality, as a dissertation for the degree of Doctor of Philosophy. David Siegmund (Statistics) Approved for the University Committee on Graduate Studies: Dean of Graduate Studies iii Abstract This dissertation is concerned with multidimensional diffusion processes that arise as ap- proximate models of queueing networks. To be specific, we consider two classes of semi- martingale reflected Brownian motions (SRBM's), each with polyhedral state space. For one class the state space is a two-dimensional rectangle, and for the other class it is the d general d-dimensional non-negative orthant R+. SRBM in a rectangle has been identified as an approximate model of a two-station queue- ing network with finite storage space at each station. -
Introduction to Queueing Theory Review on Poisson Process
Contents ELL 785–Computer Communication Networks Motivations Lecture 3 Discrete-time Markov processes Introduction to Queueing theory Review on Poisson process Continuous-time Markov processes Queueing systems 3-1 3-2 Circuit switching networks - I Circuit switching networks - II Traffic fluctuates as calls initiated & terminated Fluctuation in Trunk Occupancy Telephone calls come and go • Number of busy trunks People activity follow patterns: Mid-morning & mid-afternoon at All trunks busy, new call requests blocked • office, Evening at home, Summer vacation, etc. Outlier Days are extra busy (Mother’s Day, Christmas, ...), • disasters & other events cause surges in traffic Providing resources so Call requests always met is too expensive 1 active • Call requests met most of the time cost-effective 2 active • 3 active Switches concentrate traffic onto shared trunks: blocking of requests 4 active active will occur from time to time 5 active Trunk number Trunk 6 active active 7 active active Many Fewer lines trunks – minimize the number of trunks subject to a blocking probability 3-3 3-4 Packet switching networks - I Packet switching networks - II Statistical multiplexing Fluctuations in Packets in the System Dedicated lines involve not waiting for other users, but lines are • used inefficiently when user traffic is bursty (a) Dedicated lines A1 A2 Shared lines concentrate packets into shared line; packets buffered • (delayed) when line is not immediately available B1 B2 C1 C2 (a) Dedicated lines A1 A2 B1 B2 (b) Shared line A1 C1 B1 A2 B2 C2 C1 C2 A (b) -
Analysis of Packet Queueing in Telecommunication Networks
Analysis of Packet Queueing in Telecommunication Networks Course Notes. (BSc.) Network Engineering, 2nd year Video Server TV Broadcasting Server AN6 Web Server File Storage and App Servers WSN3 R1 AN5 AN7 AN4 User9 WSN1 R2 R3 User8 AN1 User7 User1 R4 User2 AN3 User6 User3 WSN2 AN2 User5 User4 Boris Bellalta and Simon Oechsner 1 . Copyright (C) by Boris Bellalta and Simon Oechsner. All Rights Reserved. Work in progress! Contents 1 Introduction 8 1.1 Motivation . .8 1.2 Recommended Books . .9 I Preliminaries 11 2 Random Phenomena in Packet Networks 12 2.1 Introduction . 12 2.2 Characterizing a random variable . 13 2.2.1 Histogram . 14 2.2.2 Expected Value . 16 2.2.3 Variance . 16 2.2.4 Coefficient of Variation . 17 2.2.5 Moments . 17 2.3 Stochastic Processes with Independent and Dependent Outcomes . 18 2.4 Examples . 19 2.5 Formulation of independent and dependent processes . 23 3 Markov Chains 25 3.1 Introduction and Basic Properties . 25 3.2 Discrete Time Markov Chains: DTMC . 28 3.2.1 Equilibrium Distribution . 28 3.3 Continuous Time Markov Chains . 30 3.3.1 The exponential distribution in CTMCs . 31 3.3.2 Memoryless property of the Exponential Distribution . 33 3.3.3 Equilibrium Distribution . 34 3.4 Examples . 35 3.4.1 Load Balancing in a Farm Server . 35 3.4.2 Performance Analysis of a Video Server . 36 2 CONTENTS 3 II Modeling the Internet 40 4 Delays in Communication Networks 41 4.1 A network of queues . 41 4.2 Types of Delay . -
EUROPEAN CONFERENCE on QUEUEING THEORY 2016 Urtzi Ayesta, Marko Boon, Balakrishna Prabhu, Rhonda Righter, Maaike Verloop
EUROPEAN CONFERENCE ON QUEUEING THEORY 2016 Urtzi Ayesta, Marko Boon, Balakrishna Prabhu, Rhonda Righter, Maaike Verloop To cite this version: Urtzi Ayesta, Marko Boon, Balakrishna Prabhu, Rhonda Righter, Maaike Verloop. EUROPEAN CONFERENCE ON QUEUEING THEORY 2016. Jul 2016, Toulouse, France. 72p, 2016. hal- 01368218 HAL Id: hal-01368218 https://hal.archives-ouvertes.fr/hal-01368218 Submitted on 19 Sep 2016 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. EUROPEAN CONFERENCE ON QUEUEING THEORY 2016 Toulouse July 18 – 20, 2016 Booklet edited by Urtzi Ayesta LAAS-CNRS, France Marko Boon Eindhoven University of Technology, The Netherlands‘ Balakrishna Prabhu LAAS-CNRS, France Rhonda Righter UC Berkeley, USA Maaike Verloop IRIT-CNRS, France 2 Contents 1 Welcome Address 4 2 Organization 5 3 Sponsors 7 4 Program at a Glance 8 5 Plenaries 11 6 Takács Award 13 7 Social Events 15 8 Sessions 16 9 Abstracts 24 10 Author Index 71 3 1 Welcome Address Dear Participant, It is our pleasure to welcome you to the second edition of the European Conference on Queueing Theory (ECQT) to be held from the 18th to the 20th of July 2016 at the engineering school ENSEEIHT in Toulouse. -

Queueing Theory
Queueing theory Agner Krarup Erlang, a Danish engineer who worked for the Copenhagen Telephone Exchange, published the first paper on what would now be called queueing theory in 1909.[8][9][10] He modeled the number of telephone calls arriving at an exchange by a Poisson process and solved the M/D/1 queue in 1917 and M/D/k queueing model in 1920.[11] In Kendall’s notation: • M stands for Markov or memoryless and means ar- rivals occur according to a Poisson process • D stands for deterministic and means jobs arriving at the queue require a fixed amount of service • k describes the number of servers at the queueing node (k = 1, 2,...). If there are more jobs at the node than there are servers then jobs will queue and wait for service Queue networks are systems in which single queues are connected The M/M/1 queue is a simple model where a single server by a routing network. In this image servers are represented by serves jobs that arrive according to a Poisson process and circles, queues by a series of retangles and the routing network have exponentially distributed service requirements. In by arrows. In the study of queue networks one typically tries to an M/G/1 queue the G stands for general and indicates obtain the equilibrium distribution of the network, although in an arbitrary probability distribution. The M/G/1 model many applications the study of the transient state is fundamental. was solved by Felix Pollaczek in 1930,[12] a solution later recast in probabilistic terms by Aleksandr Khinchin and Queueing theory is the mathematical study of waiting now known as the Pollaczek–Khinchine formula.[11] lines, or queues.[1] In queueing theory a model is con- structed so that queue lengths and waiting time can be After World War II queueing theory became an area of [11] predicted.[1] Queueing theory is generally considered a research interest to mathematicians. -

Approximating Heavy Traffic with Brownian Motion
APPROXIMATING HEAVY TRAFFIC WITH BROWNIAN MOTION HARVEY BARNHARD Abstract. This expository paper shows how waiting times of certain queuing systems can be approximated by Brownian motion. In particular, when cus- tomers exit a queue at a slightly faster rate than they enter, the waiting time of the nth customer can be approximated by the supremum of reflected Brow- nian motion with negative drift. Along the way, we introduce fundamental concepts of queuing theory and Brownian motion. This paper assumes some familiarity of stochastic processes. Contents 1. Introduction 2 2. Queuing Theory 2 2.1. Continuous-Time Markov Chains 3 2.2. Birth-Death Processes 5 2.3. Queuing Models 6 2.4. Properties of Queuing Models 7 3. Brownian Motion 8 3.1. Random Walks 9 3.2. Brownian Motion, Definition 10 3.3. Brownian Motion, Construction 11 3.3.1. Scaled Random Walks 11 3.3.2. Skorokhod Embedding 12 3.3.3. Strong Approximation 14 3.4. Brownian Motion, Variants 15 4. Heavy Traffic Approximation 17 Acknowledgements 19 References 20 Date: November 21, 2018. 1 2 HARVEY BARNHARD 1. Introduction This paper discusses a Brownian Motion approximation of waiting times in sto- chastic systems known as queues. The paper begins by covering the fundamental concepts of queuing theory, the mathematical study of waiting lines. After waiting times and heavy traffic are introduced, we define and construct Brownian motion. The construction of Brownian motion in this paper will be less thorough than other texts on the subject. We instead emphasize the components of the construction most relevant to the final result—the waiting time of customers in a simple queue can be approximated with Brownian motion. -

Queueing Theory and Modeling
1 QUEUEING THEORY AND MODELING Linda Green Graduate School of Business,Columbia University,New York, New York 10027 Abstract: Many organizations, such as banks, airlines, telecommunications companies, and police departments, routinely use queueing models to help manage and allocate resources in order to respond to demands in a timely and cost- efficient fashion. Though queueing analysis has been used in hospitals and other healthcare settings, its use in this sector is not widespread. Yet, given the pervasiveness of delays in healthcare and the fact that many healthcare facilities are trying to meet increasing demands with tightly constrained resources, queueing models can be very useful in developing more effective policies for allocating and managing resources in healthcare facilities. Queueing analysis is also a useful tool for estimating capacity requirements and managing demand for any system in which the timing of service needs is random. This chapter describes basic queueing theory and models as well as some simple modifications and extensions that are particularly useful in the healthcare setting, and gives examples of their use. The critical issue of data requirements is also discussed as well as model choice, model- building and the interpretation and use of results. Key words: Queueing, capacity management, staffing, hospitals Introduction Why are queue models helpful in healthcare? Healthcare is riddled with delays. Almost all of us have waited for days or weeks to get an appointment with a physician or schedule a procedure, and upon arrival we wait some more until being seen. In hospitals, it is not unusual to find patients waiting for beds in hallways, and delays for surgery or diagnostic tests are common. -

Queueing Systems
Queueing Systems Ivo Adan and Jacques Resing Department of Mathematics and Computing Science Eindhoven University of Technology P.O. Box 513, 5600 MB Eindhoven, The Netherlands March 26, 2015 Contents 1 Introduction7 1.1 Examples....................................7 2 Basic concepts from probability theory 11 2.1 Random variable................................ 11 2.2 Generating function............................... 11 2.3 Laplace-Stieltjes transform........................... 12 2.4 Useful probability distributions........................ 12 2.4.1 Geometric distribution......................... 12 2.4.2 Poisson distribution........................... 13 2.4.3 Exponential distribution........................ 13 2.4.4 Erlang distribution........................... 14 2.4.5 Hyperexponential distribution..................... 15 2.4.6 Phase-type distribution......................... 16 2.5 Fitting distributions.............................. 17 2.6 Poisson process................................. 18 2.7 Exercises..................................... 20 3 Queueing models and some fundamental relations 23 3.1 Queueing models and Kendall's notation................... 23 3.2 Occupation rate................................. 25 3.3 Performance measures............................. 25 3.4 Little's law................................... 26 3.5 PASTA property................................ 27 3.6 Exercises..................................... 28 4 M=M=1 queue 29 4.1 Time-dependent behaviour........................... 29 4.2 Limiting behavior............................... -

Brief Introduction to Queueing Theory and Its Applications
QUEUEING THEORY WITH APPLICATIONS AND SPECIAL CONSIDERATION TO EMERGENCY CARE JAMES KEESLING 1. Introduction Much that is essential in modern life would not be possible without queueing theory. All com- munication systems depend on the theory including the Internet. In fact, the theory was developed at the time that telephone systems were growing and requiring more and more sophistication to manage their complexity. Much of the theory was developed by Agner Krarup Erlang (1878-1929). He worked for Copenhagen Telephone Company. His contributions are widely seen today as funda- mental for how the theory is understood and applied. Those responsible for the early development of what has become the Internet relied on the work of Erlang and others to guide them in designing this new system. Leonard Kleinrock was awarded the National Medal of Honor for his pioneer- ing work leading to the Internet. His book [7] reworked Queueing Theory to apply to this new developing technology. These notes are being compiled from a seminar in the Department of Mathematics at the Uni- versity of Florida on Queueing Theory Applied to Emergency Care. The seminar meets weekly and the material is updated based on the presentations and discussion in the seminar. In the notes an attempt is made to introduce the theory starting from first principles. We assume some degree of familiarity with probability and density functions. However, the main distributions and concepts are identified and discussed in the notes along with some derivations. We will try to develop intu- ition as well. Often the intuition is gained by reworking a formula in a way that the new version brings insight into how the system is affected by the various parameters. -

Matrix-Geometric Method for M/M/1 Queueing Model Subject to Breakdown ATM Machines
American Journal of Engineering Research (AJER) 2018 American Journal of Engineering Research (AJER) e-ISSN: 2320-0847 p-ISSN : 2320-0936 Volume-7, Issue-1, pp-246-252 www.ajer.org Research Paper Open Access Matrix Geometric Method for M/M/1 Queueing Model With And Without Breakdown ATM Machines 1Shoukry, E.M.*, 2Salwa, M. Assar* 3Boshra, A. Shehata*. * Department of Mathematical Statistics, Institute of Statistical Studies and Research, Cairo University. Corresponding Author: Shoukry, E.M ABSTRACT: The matrix geometric method is used to derive the stationary distribution of the M/M/1 queueing model with breakdown using the transition structure of its Markov Chain. The M/M/1 queueing model for the ATM machine using the matrix geometric method will be introduced. We study the stability of the two systems with and without breakdown to obtain expressions of the performance measures for the two models. Finally, a comparative study was introduced between the M/M/1 queueing models with and without breakdown. Keyword: Queues, ATM, Breakdown, Matrix geometric method, Markov Chain. --------------------------------------------------------------------------------------------------------------------------------------- Date of Submission: 12-01-2018 Date of acceptance: 27-01-2018 --------------------------------------------------------------------------------------------------------------------------------------- I. INTRODUCTION Queueing theory and related models are used to approximate real queueing situations, so the queueing behavior can be analyzed