OISD STANDARD - 144 FIRST EDITION APRIL 1994 Amended Edition, October 2002
FOR RESTRICTED CIRCULATION ONLY
LIQUEFIED PETROLEUM GAS (LPG)
BOTTLING PLANT OPERATIONS
VOLUME-1 DESIGN PHILOSOPHIES
Prepared by
FUNCTIONAL COMMITTEE ON LIQUEFIED PETROLEUM GAS (LPG)
OIL INDUSTRY SAFETY DIRECTORATE 7th Floor, New Delhi House 27-Barakhamba Road New Delhi 110001 NOTE
OISD (OIL INDUSTRY SAFETY DIRECTORATE) publications are prepared for use in the oil and gas industry under Ministry of Petroleum & Natural Gas. These are the property of Ministry of Petroleum & Natural Gas and shall not be reproduced or copied and loaned or exhibited to others without written consent from OISD.
Though every effort has been made to assure the accuracy and reliability of the data contained in these documents OISD hereby expressly disclaims any liability or responsibility for loss or damage resulting from their use.
These documents are intended to supplement rather than replace the prevailing statutory requirements.
Note1 in superscript indicates the modification/changes/addition based on the amendments approved in the 17th Safety Council meeting held in July, 1999.
Note 2 in superscript indicates the modification/changes/addition based on the amendments approved in the 18th Safety Council meeting held in August, 2000.
Note 3 in superscript indicates the modification/changes/addition based on the amendments approved in the 19th Safety Council meeting held in September, 2001
Note 4 in superscript indicates the modification/changes/addition based on the amendments approved in the 20th Safety Council meeting held in October, 2002 FOREWORD Oil Industry in India is more than 100 years old. Over the years a variety of practices have been in vogue because of collaboration/association with different foreign companies and governments. Standardisation in design, operating and maintenance practices was hardly in existence at a national level. This lack of uniformity, coupled with feed back from some serious accidents that occurred in the recent past in India and abroad, emphasised the need for the industry to review the existing state of art in designing, operating and maintaining oil and gas installations. With this in view, the Ministry of Petroleum & Natural Gas in 1986 constituted a Safety Council assisted by the Oil Industry Safety Directorate (OISD) staffed from within the industry in formulating and implementing a series of self regulatory measures aimed at removing obsolescence, standardising and upgrading the existing standards to ensure safer operations. Accordingly, OISD constituted a number of functional committees comprising of experts nominated from the industry to draw up standards and guidelines on various subjects. The present document on Liquefied Petroleum Gas (LPG) Bottling Plant Operations was prepared by the functional committee on Liquefied Petroleum Gas (LPG). This document was prepared based on the accumulated knowledge and experience of industry members and the various national and international codes and practices. This document will be reviewed periodically for improvements based on the new experiences and better understanding.
Suggestions from industry members may be addressed to : The Coordinator Committee on Liquefied Petroleum Gas (LPG)
Oil Industry Safety Directorate,
7th Floor, New Delhi House
27-Barakhamba Road
New Delhi 110001 LIQUEFIED PETROLEUM GAS (LPG)
BOTTLING PLANT OPERATIONS
CONTENTS
------CHAPTER DESCRIPTION PAGE ------INTRODUCTION
SCOPE
VOLUME 1 : DESIGN PHILOSOPHIES
1. Physical Properties & Characteristics of LPG
2. Statutory Rules and Regulations
3. Plant Layout
4. Plant Design Criteria
5. LPG Cylinders and Valves
VOLUME II : OPERATING PRACTICES
6. Storage and Handling of Bulk LPG
7. Bottling Operations
VOLUME III : INSPECTION & MAINTENANCE PRACTICES
8. Plant Equipment
9. Statutory Testing of Cylinders
VOLUME IV : SAFETY & FIRE PROTECTION
10. Fire Protection Facilities
11. Emergency Management
12. Safety Audit
GLOSSARY OF TERMS
APPENDIX ------INTRODUCTION
Liquefied Petroleum Gas (LPG) handling, bottling and distribution throw major challenges due to its inherent dangerous properties. Some of the major fires/explosions spread over the whole world have underlined the need for total in depth review of design, procedures, maintenance, fire fighting and safety aspects in LPG handling.
The oil and gas industry over the years have learnt lessons from fires and explosions and have been updating and standardising design, bottling and distribution. SCOPE
This standard lays down the minimum safety requirements on design, layout and operation of LPG Bottling Plants. Besides the design and operation aspects, this document also covers inspection and maintenance, fire protection and safety facilities, statutory rules and regulations, emergency planning and safety audit systems related to LPG facilities. This standard does not cover the distribution of LPG to domestic and non-domestic consumers, tanker and pipeline operations, bulk LPG transportation and refrigerated and mounded storage faculties.
The requirement of green belt /buffer zone beyond the plant boundary is outside the scope of this standard. Such provisions may be considered based on local environment / security requirements.
(Note 1)
In brief the scope of this standard is limited to facilities and operations within the bottling plant premises only. CHAPTER 1
PHYSICAL PROPERTIES AND CHARACTERISTICS OF LPG
1.1 LIQUEFIED PETROLEUM GAS (LPG) accumulate and the container can get engulfed in a fire pot. For the same reasons it is advisable to LPG is a mixture of commercial butane and compact/ concrete beneath the storage vessels commercial propane having both saturated and with a slope to avoid wetting of soil and to unsaturated hydrocarbons. LPG marketed in eliminate vegetation. This will also facilitate India shall be governed by Indian Standard Code evacuation/ channeling, and washing out the IS-4576 (Refer Table 1.0) and the test methods spillage so that it can be trapped or allowed to by IS-1448. burn at a safe location.
LPG is inherently dangerous on account of fire, (c) The LPG pumping facility is neither to be explosion and other hazards. This calls for provided below ground level nor beneath the special attention on the manner in which it is storage vessel in order to avoid the accumulation bottled, transported or used. These hazards can of LPG. have an impact on both the plants and the public. As a consequence of this special emphasis has 1.2.2 VAPOUR PRESSURE been placed on the safety regulations in its handling system design, etc. The pressure inside a LPG storage vessel/ cylinder will be equal to the vapour pressure 1.2 PHYSICAL PROPERTIES AND corresponding to the temperature of LPG in the CHARACTERISTICS storage vessel. The restriction on vapour pressure is stipulated by IS-4576 which in turn regulates 1.2.1 DENSITY the lighter ends of hydrocarbons and this governs the design parameters for storage vessels. LPG at atmospheric pressure and temperature is a gas which is 1.5 to 2.0 times heavier than air. The vapour pressure is dependent on temperature It is readily liquefied under moderate pressures. as well as on the ratio of mixture of The density of the liquid is approximately half hydrocarbons. At liquid full condition any that of water and ranges from 0.525 to 0.580 @ further expansion of the liquid, the cylinder 15 deg. C. pressure will rise by approx. 14 to 15 kg./sq.cm. for each degree centigrade. This clearly explains Since LPG vapour is heavier than air, it would the hazardous situation that could arise due to normally settle down at ground level/ low lying overfilling of cylinders. places, and accumulate in depressions. Under still conditions the dissipation of accumulated 1.2.3 FLAMMABILITY vapour can be slow. This accumulation of LPG vapour gives rise to potential fire and explosion LPG has an explosive range of 1.8% to 9.5% hazard. Some of the areas requiring careful volume of gas in air. This is considerably consideration of this hazard in order to prevent narrower than other common gaseous fuels. This and control fire and explosion are as given below gives an indication of hazard of LPG vapour : accumulated in low lying area in the eventuality of the leakage or spillage. (a) Terrain and natural drainage must slope away from process units, buildings or other plant The auto-ignition temperature of LPG is around facilities, storage vessels, property lines 410-580 deg. C and hence it will not ignite on its bordering community establishments and own at normal temperature. roadways, navigable or inhabited streams, and towards low incident areas. Entrapped air in the vapour is hazardous in an unpurged vessel/ cylinder during pumping/ (b) There shall be no low spots under or near the filling-in operation. In view of this it is not base of the container where spillage could advisable to use air pressure to unload LPG Because of a very low solubility of LPG in water cargoes or tankers. the identification of minor leakage in water is after and easier. 1.2.4 COMBUSTION Water present in LPG may cause rust and The combustion reaction of LPG increases the corrosion and freeze-up of valves, drain valves, volume of products in addition to the generation excess-flow check valves, cylinder valves and of heat. LPG requires upto 50 times its own regulators. Ice-formation may prevent the volume of air for complete combustion and at the closure of drain valves, bleeders in LPG vessels same time yields 3 or 4 times its own volume of and lines, self closing valves, etc. and result in carbon-dioxide yielding approx. 10,900 kcal heat leakage of LPG. Ice crystals formed at the per kg. regulator orifice may lead to plugging of the orifice and thus stopping the flow of gas. Ice Thus it is essential that adequate ventilation is crystals may also make the linkages in a provided when LPG is burnt in enclosed spaces regulator inoperable. otherwise asphyxiation due to depletion of oxygen apart from the formation of carbon- 1.2.7 FLAME PROPATION dioxide can occur. LPG liquid released will form a vapour which 1.2.5 VOLATILITY will travel long distance. The vapours of LPG can give violent concussion in explosion than in The restriction on the evaporation temperature to case of hydrogen, due to faster flame 2 degree C for 95% by volume at 760 mm Hg propagation. pressure imposes regulation on the quantity of hydrocarbons heavier than butane. This ensures 1.2.8 CUBICAL EXPANSION that when the container is nearly empty, the liquid does not have an unacceptably low vapour Liquid phase LPG expands considerably when pressure to let in air and to form an explosive its temperature increases exceeding most of the mixture. petroleum products. The coefficient of expansion is around 0.00237 per deg. C. The high rate of When pressure is released, LPG vapourizes expansion has to be taken into account when rapidly lowering the surrounding temperature. specifying the maximum quantity of LPG This may lead to frost burns by contact of LPG permitted to be filled into any pressure vessel. with the skin. Protective clothing such as gloves and goggles shall therefore be worn when there The maximum permissible liquid volume of any is any possibility of contact with LPG. container is that quantity which will assure that the container will have a minimum vapour space Auto refrigeration effect of the vapourisation of of 5% for cylinders and bulk containers, when LPG freezes the water vapour in the atmosphere, the liquid is at the highest anticipated which makes the escaping LPG vapour visible as temperature. These temperatures have been a whitish cloud. Even if this cloud disappears, it considered as 55 deg. C for bulk containers and is not a sign that the inflammable gas/ air 65 deg. C for cylinders. The safe filling ratio for mixture has been dispersed. cylinders/ storage vessels shall be in accordance with Gas Cylinders Rules and SMPV Rules Leaking liquid phase LPG will rapidly expand respectively. around 250 times its own volume thereby creating a greater risk than would occur with a Because the filling ratio precautions taken in similar sized vapour leakage. Sufficient ullage storage system cannot be extended to the space for the expansion of liquid when the connected piping network, relief valves are temperature rises must therefore be left in all provided in all areas where LPG can be trapped storage/ transport containers. between closed valves in order to protect these parts of the system. 1.2.6 EFFECT OF WATER IN LPG 1.2.9 ODOUR LPG has only a very faint smell, and fog. Similar type of precaution is warranted consequently, it is necessary to add some while opening of LPG pump strainers and any odourant, so that any escaping gas can easily be location where loose iron oxide is expected. detected. 1.2.13 TOXICITY Ethyl Mercaptan is normally used as stenching agent for this purpose. The amount to be added LPG even though slightly toxic, is not poisonous should be sufficient to allow detection in in vapour phase, but can, however, suffocate atmosphere 1/5 of lower limit of flammability or when in large concentrations due to the fact that odour level 2 as per IS : 4576. it displaces oxygen. In view of this the vapour posses mild anaesthetic properties. 1.2.10 COLOUR 1.2.14 CAUSTIC RESIDUE LPG is colourless both in liquid and vapour phase. During leakage the vapourisation of liquid Caustic soda treatment employed for the removal cools the atmosphere and condenses the water of hydrogen sulphide could leave traces of vapour contained in them to form a whitish fog caustic in LPG. This may lead to corrosion on which may make it possible to see an escape of the storage vessel and other LPG handling LPG. equipment with predominant effect on aluminium alloys. Hence stipulating absence of 1.2.11 VISCOSITY caustic is essential in addition to IS-4576 specification. LPG liquid has low viscosity of around 0.3 CS @ 45 deg. C and can leak when other petroleum 1.2.15 PUVCE AND BLEVE'S products normally cannot, thus demanding a very PHENOMENA high integrity in the pressurised system to avoid leakage. It is also a poor lubricant and leaks are The hazards associated with the release to therefore likely to occur at pump seals and atmosphere of a boiling flammable liquid show glands. In view of this a special attention to the themselves disproportionately where large given, for example to the selection of mechanical quantities are involved - they can give rise to two seals for pumps and also seals at the carousel phenomena which are highly hazardous ; (a) centre column. Unconfined Vapour Cloud Explosion (UVCE) and (b) Boiling Liquid Expanding Vapour 1.2.12 PYROFORIC IRON Explosion (BLEVE).
Pyrophoric Iron sulphide is a highly inflammable Vapour cloud can ignite and burn as compound formed due to the reaction of sulphur deflagrations or fire balls causing lot of damage and its compounds with the loose iron/ iron by radiation starting secondary fires at some oxide on a ferrous surface. Thus the pyrophoric distance. Vapour cloud ignites and explodes Iron Sulphide can be controlled by totally causing high over pressures and very heavy eliminating highly corrosive hydrogen sulphide, damage. The later is termed as `percussive limiting the total volatile sulphur to 0.02% by unconfined vapour cloud explosion' i.e. PUVCE mass reducing the loose iron oxide by thoroughly in short. Even though large quantities of LPG cleaning the storage vessels internally during the emission is necessary, only a fraction of this outage. contributes to the percussive effect ( more reactive molecules such as ethylene in much Pyrophoric Iron Sulphide will not ignite smaller quantities). Rare though PUVCE may be, spontaneously in a sphere/ cylinder containing a their damage is large and sometimes enormous. concentration of vapour of gas as long as the concentration is above the upper flammable The boiling liquid expanding vapour explosion range limit. When these vessels are aired to (BLEVE) is due to holding a pressurised (during opening to atmosphere or air entrapped flammable liquid above its boiling point. This condition) within or below the range, it will may result from inadequate vapour space for ignite spontaneously, unless water or steam is temperature expansion of the contents or high used to cut the sulphur iron reaction. The most temperature due to radiation heat from the effective extinguishing agent is water spray of adjacent vessel fires or due to any mechanical damage. BLEVE even though not as serious as flashes and atomizes immediately, often resulting PUVCE, its potential for spreading fire over a in a large fire ball. Although the fire ball lasts wide area makes them significant in terms of only a few seconds, its effect can be devastating both life and property damage. due to flame contact and thermal radiation. Ejection of boiling liquid produces reaction rupturing the vessel causing the rocket projectioning of dish ends. The released liquid
TABLE 1.0
LPG SPECIFICATIONS Salient Features as per IS:4576 ------S.No. Characteristic Requirement for commercial Method of Test Ref. to Butane-Propane Mixture Page(P) of IS:1448 ------
1. Vapour pressure at 16.87 Max. P:71 65 deg. C kgf/cm.g.
2. Volatility: evaporation 2 P:72 temperature in deg.C, for 95 per cent by volume at 760 mm Hg pressure, Max.
3. Total volatile sulphur 0.02 P:34 percent by mass, Max.
4. Copper strip corrosion Not worse P:15 at 38 deg.C for 1 hour than No.1
5. Hydrogen Sulphide Absent P:73
6. Dryness No free entertained P:74 water
7. Odour Level 2 P:75
------CHAPTER 2
STATUTORY RULES / REGULATIONS
2.1 STATUTORY RULES/ REGULATION & OTHER RECOMMENDED b) Air (Prevention & Control of Pollution) GUIDELINES : Act- 1981 (Amended upto 1988) c) The Environment (Protection) Act - Construction and operation of LPG bottling 1986 plants, storage, transportation and distribution of LPG are required to be d) Manufacture, storage & import of carried out in accordance with various Hazardous chemicals Rules - 1989. prevailing national statutory rules and regulations. This section covers the salient e) Guidelines for Environmental clearance features in brief w.r.t. following regulations of new projects - 1981. which are in force. For complete details with regard to the various provisions, 2.3 RECOMMENDATION OF original notifications/ documents may be COMMITTEES : referred to. In addition to the above Statutory regulations, 2.2 STATUTORY RULES/ REGULATIONS there are various recommended guidelines emerging out of the various Committees set up i) Gas Cylinders Rules, 1981 (under by the Govt. of India from time to time for Indian Explosives Act,1884) streamlining/ improving the safety standards of LPG Bottling/ Distribution: ii) Static & Mobile Pressure Vessels (unfired) Rules-1981 (Under Indian I) Vasudevan Committee - 1983 Ministry Explosives Act 1884). of Energy (Department of Petroleum). iii) The Factories Act, 1948 (Amended in ii) Expert Committee Review of Safety 1987). and Operating Procedures in LPG facilities - 1986, Ministry of Petroleum iv) Electrical Installation under Indian & Natural Gas (Department of Electricity Rules - With Latest Petroleum). Amendments. iii) Sudha Joshi Committee for better v) a) The Standards of Weight & services to LPG users - 1987 (Ministry Measures Rules - 1987 Under Weight & of Petroleum & Natural Gas). Measures Act - 1976. N.B. : The summary of the recommendations of b) The Standards of Weight & Measures the above committees is covered in this section. (Packaged Commodities Rules-1977) For further details the original documents may be Licence to import Gas Cylinders in referred to. Form D issued with latest amendments. 2.4 SALIENT FEATURES OF VARIOUS vi) Liquefied Petroleum Gas (Regulation of RULES/ REGULATIONS : supply and distribution Order - 1993). I) Gas Cylinder Rules - 1981 : vii) The Motor Vehicles Act - 1988. These rules have been framed under the Indian viii) Environmental Regulations : Explosives Act,1884 to regulate the possession, delivery, storage, handling and examination/ a) Water (Prevention & Control of testing of gas cylinders limited upto capacity of Pollution) Act, 1974 (Amended upto 1000 litres. 1988). Under these rules, prior approval from Chief 2825 as amended from time to time or such code/ Controller of Explosives (CCE) is required to be standard as approved by CCE. taken before constructing any new facility or altering the existing facility for filling cylinders Application/ licences under these rules are : and storage area etc. Before commissioning/ operating of LPG bottling plant following Licence to store LPG Application is to licences are required to be obtained from CCE in bulk issued be submitted in after furnishing the details in specified formats : in Form-III : in Form -1 (under rules 49, 54 Licence to import cylinder in Form D: & 55). Application is to be submitted in Form B(under Rules 57and 61) Licence to transport Application is to Licence to fill/ possess Cylinders in Form E & LPG in bulk issued be submitted in F : Application is to be submitted in Form C in Form -IV : in FORM- II under Rules 57,61&62) (under rules 49&54) Generally licence for import of cylinders (form D) is valid upto one year (maximum) whereas other licences in Form E and F granted or 1. Approval of initial location or expansion of reviewed remain in force till 31st March of the existing installation by the site appraisal year subject to validity of maximum 3 years. committee constituted by the State Govt. Application for renewal must reach CCE, Nagpur at least 30 days prior to expiry of the 2. Approval of the plan, specifications/ current licence. drawings for construction of the Factory/ Installation by the Chief Factory Inspector Cylinders should conform to specified design, and also registration/ licence for operating fittings, markings, identification colour and factory. Licence is to be renewed every year should have approved from CCE before use of or as specified. the same.
Cylinders in use are required to be inspected and The granted licences which remain in force till hydrostatically tested as specified in the BIS 31st March of the year are generally valid for code as per or procedure/ frequency approved by period of 3 years (max.). Application for renewal CCE. Rejected cylinders are to be destroyed by must reach CCE, Nagpur at least 30 days prior to flattening/ cutting into pieces. expiry of the current licence.
II) STATIC & MOBILE PRESSURE Inspection/ hydrotesting of vessels is required to VESSELS (UNFIRED) RULES - be carried out once in 5 years or as specified by a 1981 competent agency duly approved by CCE. Frequency of inspection/ testing of safety valve These rules in conjunction with Gas Cylinders is once a year. (Refer OISD-STD No.128 - on Rules have been framed under the Indian Inspection of Pressure Vessels). Explosives Act to regulate the construction, fitment, storage, loading/ transport and N.B. : The above rules do not apply to transport inspection of unfired vessels in service of compressed gases filled in vessels by Railways compressed gas like LPG with capacity Administration who follow their own RDSO exceeding 1000 litres. regulations.
As per these rules it is obligatory to obtain III) FACTORIES ACT - 1948 approval and licences from CCE prior to (AMENDED AS FACTORIES construction/ alteration and commissioning/ (AMENDMENT) ACT, 1987) operation of any LPG storage vessel and allied facilities. Vessels are required to be designed, The act aims at regulating working conditions in constructed and tested in accordance with BIS - the factories and lays down minimum requirements for ensuring the safety, health and welfare of the workmen. It is applicable to all MARCH, 1980: AMENDED UPTO establishments/ factories employing more than 1988) 10 employees. For supply of power, licence is required from the As per the First Schedule of the amended Act designated authority of the State Government (1987), installations handling highly flammable after submitting the application with details of liquids and gases come under Hazardous premises, drawing/ maps of the proposed area of process/ operations. Salient provisions to be supply, electrical installation, nature and amount complied with rules framed by the State Govts. of supply etc. under the Factories Act are given below : The installation must be inspected and approved - Approval of initial location or expansion of by Electrical Inspector of the State Government existing installation by the site appraisal before commissioning. Subsequent inspection/ committee constituted by the State Govt. testing shall be required at intervals not exceeding five years or as specified. Only - Approval of the plan, specifications/ licensed contractors/ agencies holding the drawings for construction of the Factory/ certificate of competency should be engaged for Installation by the Chief Factory Inspector any installation work. and also registration/ licence for operating factory. Licence is to be renewed every year All earthing system in the installation shall or as specified. require to be tested for resistance during the dry season not less than once a year or as specified - Disclosure of information by the occupier by the authorities. Record of every earth test regarding hazards/ dangers including health shall be maintained by the occupier incharge of hazards and measures to overcome such the installation and shall be produced as required hazards to workmen and general public before the inspector or authorised officer. (Refer living in the vicinity of the factory. OISD STD 137 for earthing test frequencies).
- Declaration of written safety policy w.r.t. Suitable fire extinguishers for dealing with health and safety of workmen. electrical fire like Co2, DCP type extinguishers should be placed in electrical installations. - Ensuring proper fencing/ provision of safety guards on equipment/ machinery. Fire/ Note : accident prevention facilities etc. i) For appropriate area classification, - Examination/ testing of machinery/ vessels/ guidelines contained in IS:5572 (part 1) tools/ tackles etc. at specified frequency. 1978 should be followed.
- Maintenance of up-to-date Disaster ii) For selection of electrical equipment, Management Plan. guidelines contained in IS:5571-1979 & IS:9570-1980 as revised from time to - Specific responsibility of the occupier in time should be followed. relation to - V) (A) STANDRDS OF WEIGHTS & a) Maintenance of health records of person MEASURES ACT -1976 : likely to be exposed to harmful toxic (WEIGHTS & MEASURES RULES- substances. 1987) b) Deployment of qualified persons to handle Approval/ certification of Measuring hazardous substances/ equipment. Appliances: Weighing equipment like weight scales, weigh bridges etc. before c) Appointment of Safety Officer. installation shall have approval and certification by the Regional Director/ IV) STATUTORY REQUIREMENTS designated authority of Weights & OF LECTRICAL INSTALLATIONS Measures. in case, the equipment is : (INDIAN ELECTRICITY RULES imported, the same shall have certification of appropriate authority of LPG shall be marketed/ sold on weight the country where it is manufactured in basis in packaged form i.e. cylinder of accordance with recommendations of approved design. International Organisation of Legal Meteorology. Such models shall be Declaration shall be required on every tested, if required, and shall be duly cylinder about name/ address of certified by the Indian authorities to Manufacturer/ packer, common or generic verify the accuracy. name of the commodity, net quantity in terms of standards weight, size/ Verification/ stamping : Weighing dimensional details of the containers etc. equipment shall require re-verification by the designated Inspector at Maximum permissible errors on net prescribed intervals. Certificates in quantities declared by weight or by volume prescribed form shall be obtained or shall be as below : stamping indicating therein the particulars of verified measures shall be Declared Maximum made. Test weights used for regular Quantity permissible error checking the accuracy of weighing in excess or in deficiency equipment shall also require stamping of Weights & Measures. gm or ml % gm or ml
Bulk Meters : Bulk meters used for 1000-10000 1.5 -- measuring Liquid petroleum products 1000 shall be of positive displacement type. 1001 10000-15000 -- 150 These meters can be fitted with automatic or manually operated more than 15000 1.0 -- temperature compensating devices. For flow accuracy, these shall be correctly VI) THE LIQUEFIED PETROLEUM installed as per recommended procedure GAS (REGULATION OF SUPPLY and protected by a strainer filter and air & DISTRIBUTION ORDER), 1993 eliminators. AND AMENDMENT ORDER, 1994
All meters shall be tested under This order was brought into force w.e.f. conditions which duplicate normal August 1993 by the Ministry of Petroleum & operating conditions in respect of flow Natural Gas, Salient features are outlined and product involved. The error shall below : not exceed +/- 0,1% for any quantity discharged. Every meters shall be Restriction on possession & consumption provided with suitable scaling of LPG : arrangement to receive the stamp or seal of the verification authority. No person shall be granted by an oil company more than one gas connection and Site Inspection : Weights & Measure the same shall not be used for purposes other Authorities within their area of than cooking unless specified by a general or jurisdiction can visit the premises, for special order for such other purposes it may inspection/ testing of any measuring specify in that order. equipment in use apart from checking the relevant records/ documents. No transporter or delivery person shall deliver LPG gas either in cylinders or bulk (B) THE STANDARDS OF WEIGHTS & to any person other than the authorised MEASURES (PACKED consumer. COMMODITIES) RULES AND AMENDMENT RULES, 1991. No person shall fill cylinder with LPG or transfer from one container to other without permission of Chief Controller of Explosives. or Sales Officer of a Govt. oil company Regulation of weight ; are authorised to inspect Distributor's premises or transport vehicle to ensure The weight of the LPG contained in a the compliance with provision of this cylinder shall not vary by a difference of order. 1.5% of the net weight of the respective cylinder as indicated on it by the Govt. oil VII) THE MOTOR VEHICLE ACT, 1988 company. Some relevant features w.r.t. safety Restriction on storage & transportation : provisions in Motor Vehicles Act revised in 1988 are as below No person shall use cylinder, pressure regulator and gas cylinder valve other than Grant of driving licence for transport vehicle those specified in schedules "A" and "B". used for hazardous goods like LPG and other petroleum products is restricted. The Storage place should be cool, dry, well person must have some minimum ventilated, easily accessible, place under educational qualification as prescribed by cover being away from open flames/ steam Central/ State Govt. apart from other pipes or other source of heat. conditions like medical fitness, driving competence certificate, minimum driving Possession, supply or sale of LPG experience etc. equipment : Registered laden weight/ axle weight as per a) No person shall supply or sell filled or notification for particular model should not empty cylinders, gas cylinder valves exceed the permissible value. and pressure regulators to any person other than a Govt. oil company or a Use of `TREM CARD' or other safety parallel marketer. guidelines issued for particular hazardous commodity as prescribed by Central/ State b) Unless authorised by a Govt. oil Govt. authorities. This covers specified company or a parallel marketer, supply arrangement of maintenance/ repairs, or sell empty cylinder, gas cylinder emergency handling procedures in case of valve and pressure regulator to any road accidents. person other than a consumer. Certificate of fitness/ age limit as specified c) Possess filed or empty cylinder, gas in rules of Central/ State Govt. cylinder valve or pressure regulator unless he is a consumer and the same VIII) ENVIRONMENTAL has been supplied by a distributor, a REGULATIONS Govt. oil company or a parallel marketer. A) Water (Prevention & Control of Pollution) Act, 1974 (with latest Restriction on Disposal of Discarded amendment) : Cylinder/ Equipment Under the main provision of this Act : Every manufacturer of cylinder, gas cylinder valves and pressure regulators Prior consent of State Pollution Control shall dispose off the items which do not Board by applying in prescribed format is conform to respective BIS required for : specifications after deshaping/ crushing such items. Establishing any industry, operation or process or any treatment and disposal Power of Entry, Search & Seizure : system or any extension or addition thereto which is likely to discharge sewage or Notified officers of Central Govt./State effluent into a stream or on land. Govt. (Deptt of Food & Civil Supplies) Using any new or altered outlet for *(Air pollution means presence in the discharge of sewage or effluent. atmosphere, of any solid, liquid or gaseous substances including noise in such Application for renewal of consent, which is concentration/ intensity that may be generally valid for one year should be made injurious to human being or other living at least one month in advance. Occupier has creatures or plant or property or to ensure the compliance of the directions or environment.). stipulations laid down by the Board while granting the consent. Returns for the Several rules for the specific areas have amount of water consumed alongwith been/ are in the process of being notified payment of cess must be submitted in under this Act. This also includes issuance manner as prescribed in the Water of various standards for effluent water, (Prevention & Control of Pollution) Cess atmospheric emissions/ air quality, storage/ Act, 1977. handling of hazardous chemicals, solid waste etc. b) Air (Prevention & Control of Pollution) Act-1981 (with latest d) Manufacture/ Storage and Import of amendments) Hazardous Chemicals Rules-1989
The objective of this act is to provide for These rules have been framed by the prevention, control and abatement of air Ministry of Environment and Forests under pollution" caused by any operation or the provision of E.P. Act, 1986 for process. prevention/ mitigating pollution of environment due to hazardous chemicals. Under the main provision of this Act, prior These rules are applicable to all installations consent of the State Pollution Control Board which store/ handle threshold quantity of is required regarding discharge or emission 200 MT or more. of air pollutants for operation of an industry as specified in schedule which includes Salient provisions to be complied with are - Petroleum Industry Installation. An occupier who has control of operations Strict compliance with standards/ conditions shall identify the major accidents likely to laid down by the Board or specified in the occur and shall take adequate steps to consent order must be ensured. prevent such accidents and to limit their consequences to persons and environment. Application for renewal of consent must be submitted at least one month prior to expiry State Pollution Control Board/ Factory of the current consent order which is Inspectorate shall be informed immediately generally valid for one year. in case of any major accident followed by a report in the prescribed format. c) The Environment (Protection) Act- 1986 : Detailed safety report containing the information as specified is to be submitted to The Water Act-1974 and Air Act-1981 deal the concerned authorities. specifically with water and air pollution while this act deals with environment as a An up-to-date on-site emergency plan has to whole including prevention of hazards to be maintained for dealing with any major human beings, other living creatures, soil, accident or disaster situation likely to affect plants and property. the environment. Off-site emergency in coordination with all industry This act empowers Central/ State establishments. Government to take all such measures it may deem fit for protecting and improving the Occupier shall take appropriate steps to quality of environment. inform persons outside the installation either directly or through District Emergency Authorities, who are likely to be in area which may be affected by major accidents about - Detailed Environmental Impact Assessment (EIA) i) the nature of major accident hazards - Risk Analysis Study Reports ii ) the safety measures required to be - Disaster Management Plan adopted ( Do's & Don'ts) - Master Rehabilitation Plan, duly approved by State Govt. (where e) Environmental Clearance for New required) LPG Bottling Plants : - Green belt Development Plan. - Safety Manual/Code. A. Guidelines for Siting Industry The Department of Environment, after Ministry of Environment have laid down considering these documents and certain guidelines for sitting of industries presentation by the industry member will which includes LPG installation. While give clearance with/without special selecting a site, enough care should be taken conditions to be complied with. A six to minimise the adverse impact of the monthly report on the progress of the operations in neighbourhood and natural life facilities being provided for pollution sustaining systems. control is to be submitted to Department of Environment till the completion of the Letter of intent of the industry can be report. converted to the Industrial Licence only after the following conditions are fulfilled : Finally, before commissioning of the plant, consent has to be obtained from the State The State Director of Industry confirms that Pollution Control Board for the discharge of the site of the project has been approved liquid effluent and atmospheric emission from the environmental angle by the under Water Pollution Control Act, 1974 concerned state authorities. and Air Pollution Act, 1981.
The Project Authorities commit to State and 2.5 SUMMARY OF Central Governments to install the RECOMMENDATIONS OF VARIOUS appropriate equipment and implement the COMMITTEES ON LPG SAFETY : measures prescribed for prevention and control of environmental pollution. 1) Vasudevan Committee - 1983 (MOP&C)
B. Procedure for obtaining Ministry of Petroleum & Chemicals had set Environmental Clearance : up a high level committee in May, 1983 headed by Shri R. Vasudevan, the then Joint Firstly, No Objection Certificate (NOC) has Secretary, Deptt. of Petroleum to review all to be obtained from concerned State safety and operational procedures adopted in Pollution Control Board by submitting LPG filling plants, transportation of LPG by application in the prescribed form alongwith rail/ road, and in the distribution/ delivery of detailed project report. LPG cylinders. Several recommendations for improvements in operations/ systems Final clearance from environmental angle is were made by the committee for adoption/ to be obtained from Department of implementation by the oil industry. Gist of Environment Govt. of India. The following key points pertaining to the documents will have to be submitted for recommendations are given below : obtaining clearance : 1.0 LPG BOTTLING PLANT - Detailed Project Report (DPR) - Response to questionnaire (Prepared by i) Location - Should not adjoin DOEn.) residential areas ii) Size - Desirable to restrict to 25000 - No objection Certificate (NOC) from MTPA on 2 shift basis. State Pollution Control Board. iii) Layout - Provision of 80 M wide green in lot of 34 (500 MT) wagons. Provision belt beyond perimeter wall, access roads of remote operated water sprinklers at etc. Gantries. iv) Cylinder Filling - 100% cross checking ii) Bulk by Road - Safety training of of weighments on manual scale. Driver/ Attendant, special safety precautions during loading/ unloading v) Cylinder Testing - Use of compact LPG. valve tester, water bath check for leaks. iii) Cylinders by Road - Vertifical stacking, vi) Cylinder Handling - Conveyor system, gradual switchover to palletisation. loading/ unloading at 15 M distance from shed. 3.0 LPG DISTRIBUTION : vii) Evacuation of leaky cylinders - Use of i) Distributor's godown - Properly proper evacuation system and recovery designed distributor godowns with of LPG, gas freeing prior to repairs/ mastic covered flooring, fire fighting replacements of valve. equipment etc. viii) Cylinder Storage - Vertical stacking in ii) Delivery Equipment - Standardisation small lots with min. separation distance approach with cage design, use of 3 of 1 metre segregated storage for empty wheeler scooters/ delivery van. and filled cylinders, mastic flooring in the shed. iii) Training of delivery boys/ mechanics - suitable training programme by oil ix) Other Safety features/ practices - Fail- companies with certification scheme. safe shut-off valves, extraction of gas/ air mixtures, adequate communication iv) Customer Education - Audio Visual facilities etc. One designated Safety aids/ films on TV , booklets on LPG Officer for each plant. safety emergency complaint cells etc. x) Manpower & Training - LPG plants to v) Control and Supervision - System of be headed by Sr. Officers. Structured periodic inspection to oversee and training/ refresher courses for staff and control the working of the distributors officers on LPG operations, emergency by oil companies. handling etc. No contract labour on shop floor for LPG operations. I) EXPERT COMMITTEE (POST xi) Fire Prevention/ Fire Fighting - Strict REVIEW OF VSC) -1986 security check prevention of smoking, (MOP&C) : Gas detection/ alarms, automatic Fire Water deluge/ sprinkler system. 4. An expert committee was set up in May, Automatic starting of Fire Water 1986 by Ministry of Petroleum & Chemicals Pumps, fire drills etc. to review the safety and operating procedures in LPG filling, transportation and 1.0 CYLINDERS/ VALVES/ REGULATORS distribution in light of the experience gained by oil companies and also the safety 3. Standardisation and strict quality control in practices followed by International manufacture of cylinder and fittings, Organisations. industry inspection system for quality assurance etc. 5. Summary of recommendations is given as below 2.0 TRANSPORTATION OF LPG : A) LPG BOTTLING PLANT : i) Bulk by Rail - LPG movement in bulk rake of 68 wagons, unloading/ loading i) Layout - Typical layout showing the 2.0 Nos. & 6 Nos. truck unloading points safety distances have been specified for for 12,500 MTPA and 25000 MTPA 12500 MTPA bottling plants. Concept plant respectively. of 80M green belt/ buffer zone around LPG bottling plant as recommended by 6. 2 Rail spurs for unloading of 34 wagons at a Vasudevan Committee has been time with use of suitable compressors. replaced by min. 92 M safety distance of LPG sphere (600MT) from property (C) FIRE PROTECTION FACILITIES : wall. i) Hydrant system around LPG plant/ ii) LPG Storage - No. of storage vessels : equipment. as per OCC norms - ii) Remote manually operated water spray a) 25,000 MTPA Rail - fed plant 4x600 MT for LPG shed dividing area into 13 spheres. Mx40 M zones/ segments.
b) 25,000 MTPA Road - fed plant 2x600 iii) Remote manually operated water MT spheres +1x100 MT bullets. deluge/ sprinkler for LPG vessels/ spheres. c) 12,500 MTPA- Road fed plant 5x100 MT bullets iv) Water turrets for LPG pumps/ compressors, bulk loading/ unloading iii) Bottling Plant Shed - Single shed for area. empty/filled cylinder-cum-filling plus one cold repair shed. v) Pumping requirement shall be based on the maximum of the following : iv) Cylinder Filling & other equipment - A Carousel Machine with 12 filling heads a) Deluge/ spray system for total in case of 2 for 12,500 MTPA plant/ 24 filling heads spheres with water density of 10 LPM/ Sq. for 25000 MTPA plant. Other facilities M. should include automatic check scales, OR test bath. CVT, on-line cylinder Deluge sprinkler system for 2.5 times the evacuation and purging facilities, Off & surface area of one sphere where 4 NOs. of On screwier, telescopic conveyor for spheres are installed with 10 LPM/ Sq.M. cylinder loading, cylinder washing and water density. drying unit etc. b) Spray system for 3 segments at a time with v) Empty & cylinder storage - 10 LPM/ Sq.M. water density + 200 Cu.M/hr. for operation of 2 nos. of turrets. a) No. of empty cylinder : one and a half days & vi) Min. of 2 Nos. of diesel driven water pumps b) No. of filled cylinder : one and a half days. to provide 100% requirement plus one no. of electric motor pump (50% requirement as vi) LPG vapor extraction blower - This standby). needs to be provided to cater to LPG accumulation in filling/ cylinder storage vii) Water storage min. 4 hours aggregate shed particularly in low lying areas. pumping capacity. vii) Other Safety Features - Remote control (III) SUDHA JOSHI COMMITTEE - 1987 : valves on LPG lines, excess flow valves, safety valves, pop off valves, Ministry of Petroleum & Natural Gas in 1986 Gas detection system etc. as specified had set up a committee headed by Mrs. Sudha by VSC also. Joshi, the then M.P. and Marketing Directors of Oil Companies as members with a view to (B) BULK LOADING/ UNLOADING: provide better services to LPG users with due regard to safety. Brief summary of important recommendations w.r.t. safety aspects are outlined below :
Streamlining of registration/ release of LPG connections, issuing booklet like ration card to each consumer etc.
Use of auto-driven vehicles to be encouraged for delivery of refills.
Consumers to use only BIS marked hot plates.
Distributors to check weight of at least 10% of cylinders before accepting deliveries. Oil companies to ensure pre-delivery checks by the Distributors.
Caging of trucks carrying filled LPG cylinders.
- Oil companies to use only aluminium/ PVC seals with different colour code of filling plant embossed.
Periodic safety inspection of equipment at consumer premises.
Regular training of delivery boys by the oil companies.
Emergency and complaint cells to be operated by oil companies in LPG marketed towns.
Consumer education in LPG SAFETY THROUGH TV media and curriculam to high school.
- Oil companies to strengthen the inspection system of LPG bottling plants and working of the Distributors.
Establishment of more bottling plants near the consuming centre to the extent possible. CHAPTER 3
PLANT LAYOUT
3.1 GENERAL (f) Predominant direction of wind and velocity The general layout principles of LPG storage, shall be considered. bottling and bulk handling facilities have been detailed in the chapter, which also conform to (g) Longitudinal axis of horizontal vessels OISD Standard-118 on layout. The various (bullets) shall not be pointed towards other facilities within LPG storage and bottling vessels, vital equipments e.g. LPG cylinder premises shall be located based on Table-I and sheds, tank lorry/tank wagon gantries, LPG Table-II. pump house and other buildings wherein control panels for fire and gas detection/ 3.2 LOCATION & SAFETY DISTANCES : actuation panels are situated. (Note 1 )
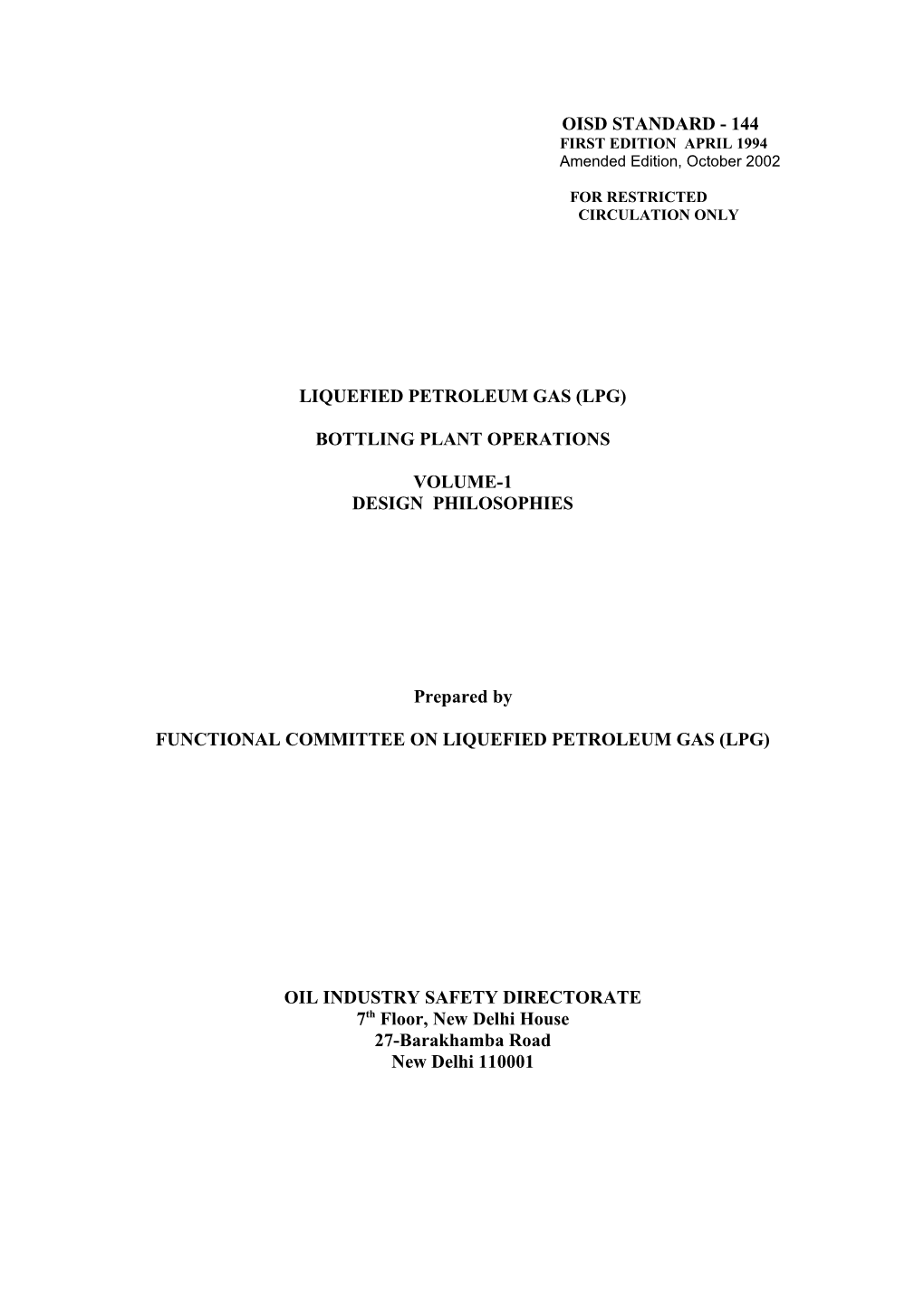
3.2.1 LOCATION : (h) Storage vessels shall be located downwind of tank lorry/wagon gantries and other While assessing the suitability of any site for potential ignition sources at lower elevation. location of LPG storage facilities, the following (Note 1 ) aspects shall be considered : (i) Storage vessels shall not be located within (a) In addition to the requirements for safety the same dykes where other flammable distances as given in Table I & II, the liquid hydrocarbons are stored. location of residential quarters, other industries, public railways, public roads, (j) Storage vessels shall be laid out in single row public waterways, overhead power lines, both in case of the spheres and bullets within working areas etc. based on risk analysis a group. Spheres and bullets shall not be study of the proposed site should be taken grouped together and will be provided with into account as required by the separate piping manifold. Statutory/State Govt. regulations. (k) Storage vessels shall not be located one (b) Adequate availability of water from a nearby above the other. reliable source of water should be ensured. 3.2.2 SAFETY DISTANCES : (c) The topographical nature of the site with special reference to its effect on the disposal The safety distances as given in Table- I & II are of escaping LPG shall be considered. the distances in plane between the nearest point on a vessel other than the filling/ discharge line (d) The access of mobile fire fighting equipment and a specified feature, e.g. adjacent vessel, site to the storage vessels under all foreseen boundary etc. circumstances, preferably from two sides and upwind (prevailing wind) is an 3.3 TYPE OF STORAGE VESSELS : important parameter. 3.3.1 HORIZONTAL CYLINDRICAL (e) The availability of space for future extension VESSELS: of LPG facilities which will still comply with the safety standards shall be taken into Horizontal bullets with volumetric capacity up to account. 400 Cu.M each shall be used for storing LPG. to 15000 Cu.M. There shall be minimum 3.3.2 SPHERICAL VESSELS : spacing as specified in Table-I between adjacent vessels. Spheres are the most economical form of storage for capacities of more than 400 Cu.M of each (f) Spheres and bullets shall be treated as vessel. separate groups with minimum 30 M safety distance between two groups. 3.4 LAYOUT: Top surfaces of all the vessels installed in a The following aspects shall be considered while group shall be on the same plane so that the establishing layout of LPG storage vessels. A safety blowout from them do not affect each typical layout of LPG storage vessels is shown in other. Annexure-I. It is preferable to provide separate manifolds 3.4.1 LPG STORAGE FACILITIES: with independent pumping facilities for bullets and spheres so as to avoid any chances of (a) CONFINEMENT/ GRADING - Kerb wall overfilling of adjacent vessels due to gravitation. shall be provided around sites of the storage vessel with concrete flooring of the ground under A typical layout plan of LPG sphere area with vessel and extending upto minimum distance of major safety requirement of distances, drawing D/2 or 5M whichever is higher and atleast 5 sump, pump location etc. is enclosed at M(min.) from the edge of the Horton Spheres Annexure-I for general guidance. with a slope of 1:100 (min.). Grading of the ground underneath should be levelled so as to 3.5 LPG BULK HANDLING FACILITIES : direct spillage from the fourth side to a shallow sump away from the storage vessel and kerb wall 3.5.1 LPG tank lorry loading/ unloading height shall be minimum 30 cm but shall not gantry shall be covered and located in a exceed 60 cm otherwise evaporation of spilled separate block and shall not be grouped LPG may get affected. with other petroleum products.
(b) SPILLS AND LEAKS - Spillage collection 3.5.2 LPG loading/ unloading rail gantries shallow sump shall be located at a distance shall have separate rail spur and be where the flames from sump fire will not grouped separately from other rail impinge on the vessel. This distance shall not be shunting facilities by minimum less than the diameter of the nearest vessel or distance of 50M. 15M whichever is higher. The capacity of the collection sump shall be based as per drawing 3.5.3 Space for turning with minimum radius enclosed (Annexure-I). This drawing is valid for of 20M for tank lorries shall be 2 spheres or more. In case of one sphere, the provided commensurate with the sump size shall be equal to layout of 2 spheres. capacities of the tank trucks.
(c) PIPING - Only piping associated with the 3.5.4 LPG tank wagon loading/ unloading storage vessels shall be located within the shall be restricted to a maximum of half storage areas or between the storage area and the rake, present capacity of which is 500 manifold system. tonnes. If full rake loading/ unloading is envisaged this shall be done on two (d) SURFACE DRAINAGE - In order to separate rail gantries separated by a prevent the escape of spillage into the main minimum distance of 50M. In case of drainage system, surface water from the storage 8-wheeler wagons half rake unloading area and from the manifold area shall be directed capacity shall be 600 tonnes. to the main drainage through a water seal to avoid the spread of hydrocarbon. 3.5.5 Maximum number of LPG tank lorry bays shall be restricted to 8 in one (e) GROUPING - Vessels shall be arranged group. The bays should be designed in into groups, each having a maximum of six such a way that the drivers cabin will be vessels. Capacity of each group shall be limited facing the exit direction, and shall have no other obstructions. Safety distance between the two groups shall not be less 3.6.6 Cylinder storage shall be kept on or than 50 M. above grade and never below grade in cellar or basement. 3.5.6 Adequate permanent protection for tank lorry discharge pipeline island shall be 3.6.7 Filled cylinders shall not be stored in provided. The minimum width of such the vicinity of cylinders containing pipeline island shall be 1 M. other gases or hazardous substances.
3.6 LPG BOTTLING FACILITIES ; 3.6.8 Escape routes shall be specified in LPG sheds for evacuation of employees in 3.6.1 LPG bottling facilities should be located emergency. at a safe distance from other facilities with minimum ingress of trucking 3.6.9 There shall not be any trapping of traffic and upwind direction with personnel in LPG sheds by conveyors, respect to bulk storage. cylinders and other facilities. If such trapping cannot be eliminated, it should There shall not be any deep distances in be kept to the minimum. In such places the surrounding areas to avoid LPG sufficient arrangements for escape vapour settling. routes to be provided.
3.6.2 Bottling section shall be of single storey 3.6.10 All steps forming part of the escape having asbestos roofing and open from routes shall be minimum 1.2 M with all sides for adequate ventilation so that treads 30 cms (Min.) and maximum rise leaked gas can drift away from the shed. of 15 cms. RCC roofing shall not be used. Antistatic mastic flooring conforming to 3.7 PROTECTION OF FACILITIES : IS-8374 shall be provided in the LPG filling shed/ cylinder storage including 3.7.1 There shall be road all around the cold repair shed to avoid frictional various facilities within the bottling sparks. Fire-proofing upto full height of plant area for accessibility of fire structural columns and Antistatic mastic fighting operations. coating upto 1.5 (Min.) shall be done of the supporting columns of the shed. 3.7.2 There shall be proper industry type boundary wall atleast 3 M high with 3.6.3 3 Sheds, 1 for storage of empty 0.6M barbed wire overhand all around cylinders and filling, 1 for filled bottling plant Note 3 unless the bottling cylinders storage and 1 for cold repairs plant is otherwise protected as a part of of defective cylinders shall be provided refinery complex. (Annexure-II). Empty cylinders storage area shall be properly segregated from 3.7.3 Emergency escape exit with proper gate filling machines by 5 M (Min.). shall be provided in the earmarked Cylinders shall always be stacked zone. vertically in two lines. For details of cylinder stacking pattern refer 3.7.4 Provision of green belt development is Annexure-I of chapter 7. optional as per Amendment to this Standard in July, 1999. However, if 3.6.4 LPG cylinder filling machines and other provision for green belt is made, then related testing facilities shall be the same shall be segregated from organised in sequential manner as hazardous licence area by 1 M high shown in line diagram (Annexure-II of brick masonry wall with 0.6 M high Chapter 7). barbed wire fencing as shown in typical layout (Annexure II)Note 3. 3.6.5 A separate shed shall be provided for carrying out cold repairs/ degassing of defective cylinders. 3.7.5 LPG lorry parking area (Bulk/Packed) Utilities consisting of fire water pumps, admin. shall be located in a secured area with building, canteen, motor control centre, DG proper hydrant coverage. room, air compressors, dryers etc. shall be separated from other LPG facilities and located 3.8 UTILITIES : as per the area classification as specified in Table-I (Annexure-III).
ANNEXURE-1 TYPICAL LAYOUT OF LPG STORAGE VESSELS SECTION - XX NOTES: 1. ALL DIMENSIONS ARE IN METRES. 2. TOP SURFACE OF ALL THE VESSELS INSTALLED SHALL BE IN THE SAME PLANE. 3. SIZING CRITERIA FOR SUMP — FULL CONTAINMENT OF LPG SPHERE WITHIN KERB AREA IS NOT ENVISAGED. HOWEVER, THERE IS CHANCE OF SMALL SPILL OF LPG IN THE STORAGE AREA. IT IS ASSUMED THAT THE LEAK WILL BE ARRESTED WITHIN ABOUT AN HOUR. THE CONTAINMENT VOLUME FOR ONE HOUR LEAK CORRESPONDING TO LARGEST NOZZLE SIZE AND LIGHTEST MATERIAL IS 18 MT. OR ABOUT 35 M3 WITH A MAXIMUM LIQUID COLLECTION RATE OF APPROX. 5 Kg/Sec. CAPACITY TO BE CONSIDERED AS 10 CUM. FOR 100MM OUTLET & 15CUM. FOR 150 MM OUTLET. (Note 1) 4. ALL LEVELS ARE WITH RESPECT TO HIGH POINT OF PAVEMENT LEVEL i.e. 100.00 5. PROTECTIVE WALLS TO BE PROVIDED IF THE VALVE IS WITHIN 30 M FROM SPHERE SHELL. FOR PROTECTION OF OPERATOR. (Note 1) 6. WATER SEAL SHALL BE PROVIDED AT OUTLET FROM SHALLOW SUMP. LEGEND: DVA DELUGE VALVE ASSEMBLY —— FIREWATER PIPING
(Not to Scale)
ANNEXURE III TABLE - I INTERDISTANCES FOR LPG FACILITEIS ------1 2 3 4 5 6 7 ------
1. LPG Storage vessels * T-II 30 30 30 15 60
2. Boundary/property line/ T-II - 30 30 30 30 - group of bldgs. not associated with LPG plant
3. Shed-LPG 30 30 15 30 30 15 60
4. Tank wagon/Tank truck 30 30 30 50 50 30 60 gantry-LPG
5. LPG/other rail spurs 30 30 30 50 50 30 60
6. Pump house/Comp.house 15 30 15 30 30 - 60 (LPG)
7. Fire Pump House 60 ** 60 60 60 60 ------Notes : 1. All distances are in Metres. 2. Notation : T-II - Refer Table - II 1/4 of sum of diameters of adjacent vessels OR Half the diameter of the larger of the two adjacent vessels, whichever is greater. ** Any distance for operational convenience.
3. Distance of stabling line shall be as per minimum Railway Standards. 4. Deleted ( Note 1 )
TABLE - II
DISTANCE BETWEEN LPG STORAGE VESSELS AND BOUNDARY/ PROPERTY LINE/GROUP OF BUILDINGS NOT ASSCIATED WITH LPG PLANT ------Capacity of each Distance vessel (Cu.Mt. of water) ------10-20 15 21-40 20 41-350 30 351-450 40 451-750 60 751-3000 90 ------Note : All distances are in Metres
CHAPTER 4 DESIGN CRITERIA FOR LPG BOTTLING PLANTS minimum number of vessels. However for 4.1 GENERAL convenience of operation, maintenance and inspection, 3 vessels are required as This section describes the broad process design minimum. and safety features required in a typical LPG bottling plant. For design details about the plant b) Bullets are recommended for Micro and layout reference should be made to Chapter 3 of Mini plants. For Major and Mega plants, this standard. spheres are recommended.
4.2 DESIGN BASIS c) Recommended maximum water capacity of a sphere (based on 18 meters diameter 4.2.1 PLANT CATEGORIES maximum) is approx 3,000 cubic meters. For bullets the maximum recommended Based on operation, maintenance and safety water capacity is 400 cubic meters. considerations, the plants are classified into the following four categories depending upon their 4.2.3 LPG LOADING/ UNLOADING capacities. FACILITIES
Category Capacity Remarks For Micro and Mini plants only truck loading/ (MTPA) unloading facilities are recommended. For Mega and Major plants both rail and road tanker Micro Below 6000 Single shift/ loading/ unloading facilities are recommended. (small) stationary machine To reduce the risk of accidental LPG release Mini 6000 and below Double shift/ during product transfer, excess flow check valves 22,000 stationary machines shall be provided in LPG loading/ unloading lines. Major 22,000 and Double shift/single below 68,000 carousel 4.2.4 CYLINDER FILLING FACILITIES
Mega 68,000 and Double shift/ multi A. FILLING MACHINES AND WEIGHING above carousel I) The filling machines shall be provided with The filling capacities, per carousel on a two shift auto cut-off system so that the liquid and gas basis are given below : supply is cut off when the desired quantity of product has been filled in the cylinders. No. of filling Capacity Facilities The filling pressure shall not be more than machines per (MTPA) the design pressure of the cylinders i.e. 16.9 carousel kg/sq.cm. gauge.
12 22,000 1CS 1 DCVT 1 in-line bath ii) Filling machines in a carousel/stationary 18 34,000 2 CS 2DCVT " filling machines shall not have a weighment 24 44,000 2 CS 2DCVT " error of more than +1% of the net quantity 36 68,000 3 CS 3DCVT 2 in-line baths of the LPG filled in the cylinder, with a capacity of 14.2/19 kg. CS - Check Scale DCVT - Double Compact Valve Tester iii) It is recommended that in-line check weigh scales with a minimum of 50 gms. 4.2.2 STORAGE CAPACITY graduation be installed so that all the cylinders can be check weighed after filling. a) The designed storage capacity in bottling plants shall be as per the OCC guidelines. It B. LAYOUT AND SAFETY is preferable to divide the storage to i) The cylinder filling area shall be completely For the plant air/ service air, the specifications open type and covered from top with are given below : asbestos roof designed to ensure good natural ventilation, RCC roofing shall not be Pressure 7 kg/ sq.cm.g used. Moisture No free moisture Quality Oil free The filling area will not be on upper floors of building or in cellars. If one compressor is envisaged to run normally, another standby compressor of 100% capacity ii) As far as possible, the floor area shall not shall be provided. When more than one have any channels or pits. Where these are compressor running is envisaged, 50% standby necessary for conveyors or other equipment capacity shall be provided. like weigh machine etc., suitable gas detection system shall be provided. (B) Service Water Additionally they shall be ventilated through ducts fitted with blowers to outside of the Service water is required for the cylinder shed at safe location. The whole of the LPG washing equipment and leak check bath, filling shed flooring shall be provided with compressor cooling and in hose stations for bitumenistic mastic flooring. washing etc. iii) Adequate lighting shall be provided in the Water shall be provided at a pressure of about 3 cylinder filling area. Additionally Kg/sq.cm.g. If one pump is envisaged to run emergency lighting shall also be provided at normally, another pump with 100% capacity critical places. shall be provided as a standby. Where more than one pump running is envisaged, 50% capacity as iv) Water drains from the cylinder filling area standby shall be provided. where they enter an outside drainage system, shall be provided with vapour seals. i) Water Quality v) Fixed water spray system shall be installed Water shall be of potable quality conforming to for fire fighting inside the cylinder filling IS-10500-1983 (Indian Standard Specification area as described in section 4.4. Besides for Drinking Water). Suitable treatment facility this, access shall be made available for other (Softener or demineraliser) shall be provided fire fighting systems. whenever required to meet the above specifications, depending upon the quality of 4.2.5 CYLINDER STORAGE available water.
Maximum cylinder storage of empty and filled ii) Water Cooling Systems cylinders combined shall be restricted to a total of 3 days bottling capacity of the plant. Storage These can be either closed circuit or once area requirement shall be based on the stacking through to drain type. Control of water quality is pattern of filled and empty cylinders described in better, in closed circuit system. This in turn leads section 7.2. to much less downtime for cleaning. Closed circuit water circulation system circulating 4.2.6 UTILITIES inhibited potable water can be provided. Following shall be the concentration of (A) Compressed air inhibitors.
The quality of instrument air shall conform to the Zinc as Zn 5 ppm following specifications : PH 7-8 Pressure 7 kg/sq.cm.g Moisture Dew Point, -15 deg.C at The circulating water heat to be dissipated 7 kg/sq.cm.g through exchangers (not by evaporation). Quality Oil free Alternately, if the once through to drain system i) For Refinery service : ASTM A516 Gr. is provided, it requires to be periodically cleaned 60 (BS-5500 shall not be used for the above). by chemical cleaning. Accordingly the design should have provisions to hook up some portable Code and Material used should be the same. type of chemical cleaning kit which may contain tank, pump etc. for circulation. During this ii) For marketing installation : Where H2S is not operation the equipment is taken out of service present ASTM A 516 Gr. 70 or A 537 CLASS 1. and put back into service after the heat transfer surfaces are cleaned. Normally the cleaning iii) Design temperature: -27o C to +55 Deg C. consists of degreasing, followed by circulation of inhibited hydrochloric acid solution and finally iv) Design Pressure : 14 Kg/ Sq.cm.g Vapour passivation using trisodium phosphate. pressure of LPG (as per IS: 4576) at 55 Deg C.
(C) Emergency Power Marketable LPG conforming to IS: 4576 can have a maximum vapour pressure of 16.87 The plant shall be provided with diesel Kg/Sq.cm.g at 65 Deg C temperature. LPGs generating set for operating the essential systems with higher vapour pressure are not expected to such as the instrumentation and safety systems be stored in bottling installations. (gas detectors, automatic fire water sprinkler system) and minimum lighting during the grid power failure. This (IS:4576) LPG will have a vapour pressure (depending on composition) of around 13-14 4.3 LPG STORAGE VESSELS (max.) Kg/Sq.cm.g at 55 Deg C.
Following are recommended : This forms the basis of 14 Kg/sq.cm.g as design pressure for IS:4576 LPG storage at bottling 4.3.1 MECHANICAL DESIGN installations.
The mechanical design of storage vessel shall be The recommended design pressure and based on following considerations : temperature shall be treated as MINIMUM requirement and other design consideration and a) Design Code : ASME SEC. VIII or IS-2825 Statutory requirements may call for something or BS - 5500 or equivalent duly approved by additional. CCE. e) Other Considerations Design shall take into account the Static and Mobile Pressure Vessels (Unfired) Rules 1981 Corrosion Allowance : 1.5 mm (minimum) also. (A single code shall be adopted for design, fabrication, inspection and testing), i.e. ASTM Radiography : Full and BS shall not be combined. Stress Relieving : 100% irrespective of b) Material: Micro-alloyed steel containing Ni, thickness. Mb, Va shall not be considered. Wind pressure : as per IS: 875 Since H2S presence cannot be completely ruled out in the Refinery LPG storages, high stress Earthquake pressure : as per IS:1893 material shall not be used as it is prone to Hydrogen induced stress corrosion cracking. Hydrotest pressure : As per Design Code c) Recommended maximum tensile stress shall 4.3.2 FITTINGS be below 80,000 PSI. Spheres/ bullets shall have a single nozzle at the d) Recommended material of construction for bottom for inlet as well as outlet. The nozzle sphere/ bullet : shall be full welded pipe, stress relieved along with the vessel and shall extend minimum 3 meters from the shadow of the sphere/ bullet. A remote operated shutdown value (ROV) shall be not more than 85% level of the volumetric provided on this bottom nozzle at a distance of capacity of the vessel. Audio visual indication atleast 3 meters from the shadow of sphere/ shall be at local panel & control room. (Note 1) bullet. The nozzle pipe shall have a slope of 1.5 Deg. ii) The relieving load for the safety valves, (minimum 2 nos. installed, each having 100% There shall not be any other flanges, manhole, relieving capacity) shall be based on fire instrument tapping on this nozzle upto the ROV condition and no credit shall be taken for fire or on sphere/ bullet bottom. In order to avoid proofing on the vessel. stress on the nozzle due to relative settling of support and sphere, supporting the bottom nozzle For safety reasons, the discharge of safety valves from the vessel support legs should be shall be connected to flare system wherever considered. available. In this case PSVs shall have lock open (or car seal open) type isolation valves on both The top vapour zone of the vessel shall be sides of Pressure Safety Valves (PSVs). provided with nozzle for vapour outlet with fire safe ROV and recirculation, wherever In case of non availability of flare system, the applicable. (Note 1) discharge from safety valve shall be vented vertically upwards to atmosphere at an elevation Two independent level indicators, a high level of 3 meter (minimum) from the top of the highest switch, pressure gauge and a manhole shall be platform in a radius of 50 metre for effective provided on top. dispersion of hydrocarbons. In this case, isolation valves on down stream of PSVs are not Each vessel shall have atleast two safety relief required. A weephole with a nipple at low point valves, each set at not more than 110% of design shall be provided on the vent pipe in order to pressure of the vessel and having the relieving drain the rain water which may get accumulated capacity adequate for limiting the pressure build otherwise. Weephole nipples shall be so oriented up in the vessel not more than 120% of design that in case of safety valve lifting and consequent pressure. fire, the flame resulting from LPG coming out from weephole does not impinge on the sphere All the fittings shall be suitable for use at not less or structure. A loose fitting rain cap with a chain than the design pressure of the sphere/ bullet and (non sparking) fitted to vent pipe shall be for the temperatures appropriate to the worst provided on top of PSV. operating conditions. The remote operated valves on the sphere/ bullet connected lines shall be 4.4 SAFETY/ SECURITY SYSTEM fire-safe type. The flange joints of these valves shall either have spiral wound metallic gaskets or The features of safety/ security system for the ring joints. Plain asbestos sheet gaskets shall not different areas in the LPG bottling plants shall be be used. as follows :
Flange connections shall be a minimum of 4.4.1 AUTOMATIC FIRE PROTECTION ANSI-300 lb flange class. All fittings shall be a SYSTEM minimum of 20 MM. Automatic fire protection (Fixed) system based 4.3.3 INSTRUMENTS on heat detection through thermal fuses/ quartz bulbs/ EP detectors shall be employed. Sensors i) The storage vessel shall have minimum shall be installed at all critical places described two different type of level indicators and one below : independent high level switch. One level indicator shall be float type and the other may be (A) LPG STORAGE AREA differential pressure type or any other proven type in case of spheres. DP type level transmitter In storage area these detectors shall be provided shall either be sealant filled type or LP side encircling each vessel, equi-spaced with a tubing heat traced. Magnetic float type gauge is maximum spacing of 1 meter at an elevation of recommended for bullets in place of differential about 1.5 to 2.0 meter from bottom of vessel. pressure type. High level alarms shall be set at Also minimum 2 nos. detectors shall be provided at the top of the vessel and atleast one near the valves on fire water sprinkler system will get liquid line ROV to take care of failure of flanges. actuated. In case of an automatic thermal fuse based fire protection system the instrument air supply The fire water deluge valves shall be kept outside pressure to thermal fuses shall be maintained the kerb wall at a safe distance in case of sphere/ through a pressure control valve and a restriction bullet, and located 15 M away from limits of orifice. other sheds or shadows of spheres. A fire wall shall be provided for the protection of the deluge The thermal fuses shall be designed to blow at 79 valve and for personal protection of the operator. deg C temperature (max). Instrument air will start leaking as a result of thermal fuse blowing. 4.4.2 GAS DETECTION SYSTEM The capacity of the restriction orifice is such that the discharge of air through even one thermal Suitable gas detectors shall be placed at fuse will depressurise the downstream side of the identified critical locations in the LPG storage, restriction orifice to below set point of the compressor house, pump house, filling shed, pressure switch. cylinder storage area, evacuation/ testing area, LPG loading/ unloading area. The actuation of pressure switch on any one of the vessels shall initiate the following : This shall include the area described in 4.2.4B and shall also include places where water, - an audio visual alarm at the local/ main draining/ sampling are done on a routine basis. control panel and fire water station, Audio visual alarms showing the location of gas indicating the vessel on fire. leakage shall be provided on the control panel. First level alarm can be set at 20% LEL and - the Remove Operated Valve (ROV) on liquid second level alarm at 60^ LEL. inlet/ outlet line to the affected vessel will close.
- the ROVs on vapour balance line and liquid 4.4.3 GAS EXTRACTION SYSTEM return line of the affected vessel will close. A gas extraction system having suction points at - LPG pumps and compressors in LPG storage critical places where gas concentration is high area will trip. like carousel, evacuation, valve change shed etc. shall be provided. - the deluge valves on fire water supply lines to that vessel will open. 4.5 OTHER EQUIPMENT/ SYSTEM
Additionally push buttons for initiating all the 4.5.1 BOTTLING PUMPS above actions shall be provided on remote operating panel and also in field at safe location There shall be a minimum of two pumps, for enabling manual actuation of a trip by including one standby. Pumps shall be provided operator. In the field, manual bypass valves of with suction and discharge pressure gauges, a fire water deluge valves shall also be provided. high point vent to safe height or flare, and a Arrangement to routinely test the security system suction strainer. Mechanical seal shall be shall also be provided. provided (double mechanical seal with seal failure alarms is preferred). A pressure switch (B) OTHER AREAS actuating a low pressure alarm in control room shall be provided, taken from pump discharge. Detectors shall be placed at critical locations in Pumps shall be designed to build a discharge LPG sheds (filling, cylinder storage, testing, pressure such that the pressure at the carousel evacuation, etc.) loading/ unloading gantries, filling machine is at least 5.0 kg/sq.cm.g. above LPG compressor house, piping manifold, repair the vapour pressure at the operating temperature. sheds etc. Upon actuation there shall be alarm in central panel, LPG pumps and compressors Typical sketch of a bottling pump installation is would trip, ROVs (wherever provided) on LPG enclosed as Annexure-1. supply and return lines would trip and the deluge 4.5.2 LPG COMPRESSOR The cylinder evacuation facility shall consist of :
Gear driven compressor shall preferably by used. - Cylinder emptying vessels (2 nos. with However belt driven compressors can also be attachments given below) used provided the belts used are antistatic type & fire resistant. - Compressor (1 no.) as per 4.5.2.
There shall be a minimum of two compressors - Four way valves including one as a standby. - Cylinder rack, header to be provided The operating parameters shall be decided on a with pressure gauge and a strainer with case to case basis. However, typical operating isolation valves. conditions may be as follows: - The LPG line exit cylinder evacuation Suction pressure 10.0 kg/sq.cm.g abs area to be provided with a non-return (max.)during unloading valve before joining the main LPG 2-11.8 kg/sq.cm.g abs return header. during vapour recovery. - Independent earthing connections shall Discharge pressure 13.0 kg/sq.cm.g. abs be provided. during unloading. 11.5 kg/sq.cm.g. abs Each of cylinder emptying vessels mentioned during vapour recovery. above shall be equipped with the following :
Compressor shall be provided with the following - Pressure gauges features as a minimum : - Level gauges and high level alarm switches - Pressure gauges in suction and discharge. - Pressure relief valves and vent valves discharging to safe height. - Temperature gauge in discharge - Other trims like drain valve, utility - Discharge safety valve and a vent valve, connection. their outlets leading to flare/ safe height outside the shed. Typical sketch of cylinder evacuation facility is enclosed as Annexure-III . - Suction and discharge block valves (lock open type) 4.5.4 PURGING OF NEW CYLINDERS/ TANKERS - Suction strainer (a) The new LPG cylinders containing air shall - Check valve in discharge be evacuated with a vacuum pump. The vacuum pump shall be water/ oil cooled type. The - A discharge to suction recycle valve for evacuation facility shall consist of : achieving capacity turndown during startup. - Purging manifold
Besides these, other indications/ protections can - Vacuum receiver fitted with vacuum also be provided along with those recommended gauge, vent and drain. by compressor vendor. Typical sketch of compressor installation is enclosed as Annexure- - LPG vapour header II. - Purging adapters 4.5.3 EVACUATION FACILITY FOR SICK/ LEAKY CYLINDERS - Portable oxygen analyzer - Nitrogen cylinder manifold For electrical area classification refer to IS-5571, IS-5572 (Part-1) and OISD Standard No.113. - Vacuum pump with suction strainer 4.6 DESIGN DEVELOPMENTS - Pressure regulator, relief valves etc. Typical sketch of new cylinder purging/ Some recent developments in equipment designs evacuation system is enclosed as and safety systems have taken place. These may Annexure-IV. be considered in future installations:
(b) Purging of tankers/ vessels shall be done a) Systems are now available for on-line using either Nitrogen or by filling water and evacuation of leaky cylinders. These displacing with LPG vapours. would reduce the risk involved in handling leaky cylinders. Note : There should be two independent lines (heads) one for evacuation of air and other for b) In the event of leakage of LPG from any introduction of LPG. (Note 1) of the sphere bottom area connections, a nozzle can be provided on the common 4.5.5 ELECTRICAL AREA liquid inlet/ outlet line outside the ROV, CLASSIFICATION or a line to the top of storage, to supply water and flood the bottom portion All electrical fittings/ equipments to be of Flame- inside the sphere with water. Repairing proof type in vulnerable areas. of small leakages would be easier under conditions of water leakage than in the case of LPG leakage.
ANNEXURE-IV NEW/TESTED CYLINDER PURGING FACILITY
LPG VAPOUR HEADER
Note: There should be two independent lines ( heads ), one forevacuation of air and other for introducing LPG (Note 1) ( Not to Scale )
CHAPTER 5
DESIGN OF CYLINDERS AND VALVES
5.1 CYLINDERS : a) BODY: The cylinder should be fabricated out of steel sheets manufactured conforming to 5.1.1 Since the cylinders and valves remain in IS:6240-1976 or IS:10787-1984 as amended customer's premises for a longer time than in any from time to time. other location, the quality of the cylinders must receive utmost attention and importance. b) Bungs or Valve Pad - The bund shall conform to IS:3196 (Part-1):1992. It shall be hot 5.1.2 The various capacities of cylinders used forged from rolled steel conforming to class 1-A in our country for marketing LPG and the of IS:1875-1978 OR IS:226-1975. The bung applicable IS code is given in the table below. machined from such forgings shall be free from The cylinders are designed, manufactured and surface defects such as fissures, surface cracks, tested as per applicable IS codes and in porosity, lamination and pin holes etc. accordance with Indian Gas Cylinders Rules, 1981. c) Backing Strips; The material used for Backing Strips shall conform to IS:226-1975 Or S.No. Water Capacity Net Weight IS Code IS:2062-1969 or steel of equivalent or superior (in litres) (in kg.) quality.
1. 10.0 4.2 3196 d) Foot Rings: The foot Rings, where fitted as a fixture to the bottom end of the cylinder, shall 2. 26.4 11.2 3196 be at least 20mm away from the circumferential weld. The thickness of sheet from which the foot 3. 33.3 14.2 3196 ring is made shall not be less than 2.4 mm. The foot ring may be intermittently welded and its 4. 44.5 19.0 3196 bottom edge shall be curled inwards to facilities safe handling. It shall be provided with holes for 5. 110.0 50.0 3196 ventilation, as well as draining holes to avoid corrosion. The maximum permissible deviation NOTE : from the vertical shall not exceed 1 degree. The foot ring shall be sufficiently strong and made Bureau of Indian Standards specifications as per out of steel compatible with that of the steel IS:3196-(part 1) 1992 covers the design, prescribed in IS:1079-1973 or of other steel fabrication and testing of welded low carbon having equivalent properties. The bottom of the steel cylinders intended for storage and foot ring shall not be less than 8 mm below the transportation of low pressure liquefiable gases, outside bottom of the cylinder shell for cylinders other than toxic gases, of nominal water capacity upto 34 litres water capacity. For cylinders of above 5 litres and upto and including 250 litres more than 34 litres water capacity this value shall water capacity. The cylinders below 5 litres be minimum 25 mm. water capacity are covered by IS:7142-1974.
Since maximum number of cylinders used in the 5.1.4 CONSTRUCTION : country for domestic purpose are of nominal water capacity of 33.3 litres, most of the details a) The minimum wall thickness of are for this type of cylinders. For details on cylinder body is to be calculated taking other type of cylinders, relevant code and into account the test pressure, outer drawing may be referred to. diameter and the minimum specified yields strength. The minimum agreed 5.1.3 MATERIAL OF CONSTRUCTION : thickness, however, shall not be less than 2.4 mm and also calculated as per Section 5.2.1 of IS:3196 (Part-1):1982 j) The chemical composition of the weld which ever is higher. material shall be compatible with that of the parent metal. b) The cylinder shall be welded by any suitable fusion welding method and k) All welded joints shall be double shall conform, as for welding procedure welded butt joints. In case where and welder's performance second side welding is not possible, qualifications, to the requirements of single welded butt joint may be used, IS:2825-1969, when cylinder welding is provided sufficient care is taken to required to be radiographed and to the ensure complete fusion and penetration. requirements of IS:817-1966, when the cylinder welding is not to be 5.1.5 MARKINGS ON THE CYLINDERS : radiographed. The details of markings are standardised on the c) Before welding, the plates to be joined industry basis : shall be inspected and should be free from grease, oil and dirt or any other a) MARKING ON FOOT RING : surface defects. Foot ring is stamped and embossed with d) The circumferential seam shall consist Oil Company's name on one side and of butt joint in conjunction with product trade name on other side. The permanent backing material, or foot rings are provided with adequate alternatively a toggle joint may be used, no. of openings for Ventilation. ensuring that the external surface of the container is smooth. A longitudinal b) MARKINGS ON VERTICAL STAYS : seam in case of LPG cylinders is not permitted. Following markings are provided on the vertical stays supporting valve protection ring : e) Surfaces of the plates at the seam shall not be out of alignment with each other Ist STAY PLATE at any point by more than 10% of the plant thickness. I) Manufacturers' identification mark/ logo f) Welds shall not be dressed without ii) S.No. followed by source of steel (S- approval of the inspecting authority. SAIL, T-TISCO, I-IMPORTED). The weld surfaces shall have a smooth iii) Tare weight contour and there shall be no iv) Maximum gross weight. undercutting. 2nd STAY PLATE g) All welding of the shell and attachments shall be completed before the final heat I) IS-No. and BIS logo treatment. ii) Water Capacity iii) Maximum working pressure h) Welds shall have an even finish and iv) Test pressure shall merge into the parent material without undercutting or abrupt 3rd STAY PLATE irregularity. i) Test dates i) Welding electrodes used shall be such that the desired properties of the weld In addition test date due with appropriate colour are obtained and the physical values of code to be provided on the inside portion of the the welded metal are not lower than stay plat by stenciling. specified values of the parent metal, as certified by BIS. c) MARKINGS ON BUNG :
i) Serial number of the cylinder Where the thickness of the ends exceeds ii) Manufacturer's identification mark the shell thickness by more than 25%, the abutting edges shall be reduced by iii) Tare weight smooth taper extending for a distance of 4 times the offset between the abutting iv) Month and year of manufacture. edges.
5.1.6 CYLINDER TESTING/ INSPECTION f) STRAIGHTNESS : DURING MANUFACTURE : The maximum deviation of the shell A) BEFORE CLOSING-IN OPERATIONS : from a straight line shall not exceed 0.3% of the cylindrical length. Each cylinder shall be examined for wall thickness before the closing-in g) VALVE CONNECTIONS : operation, circularity of the cylindrical shell and skirt portion of the ends, The valve connection shall consist of a external and internal surface defects, welded pad or bung and shall be profile regularity of the ends, offset at threaded to suit the type of valve the joints and straightness. The specified as per IS:8737 (Part II) - 1978. manufacturers shall assure themselves that the wall thickness is not less than h) VALVE PROTECTION RING (VP RING) the agreed finished thickness at any point. The cylinder shall have the valve protected against damage by the provision of a stout V.P. Ring welded b) ROUNDNESS : with the help of 3 stay plates on the body of the cylinder. The height of the The out-of roundness of the cylindrical V.P. Ring from the body of the cylinder shell shall be limited to such a value shall be 122+/-3mm. The diameter of that the difference between the max. the V.P. Ring tube shall be 21 mm and and the min. outside diameter in same should be provided with a vent hole. cross section is not more than 1% of the mean of these diameters. I) HEAT TREATMENT :
All cylinders shall be efficiently c) SURFACE DEFECTS : normalised or stress, relieved in accordance with the steel maker's The internal and external surfaces of the recommendations, after manufacture cylinder shall be free from defects and completion of all welding and which will adversely affect the safe before subjecting to hydrostatic test. A working of the cylinders. complete record of heat treatment cycle shall be maintained. d) PROFILE REGULARITY : 5.1.7 RADIOGRAPHIC EXAMINATION : The inner surface of the end shall not deviate from the prescribed shape by Radiographic examination when more than 1.25% of the nominal required shall conform to the techniques diameter of the head skit. Such and acceptability criteria set forth in the deviations shall not have abrupt relevant Indian Standards. A reference changes. may be made to IS:1182-1967, IS:2595- 1978, IS:3657-1978, IS:4853-1968 and e) OFFSET AT THE JOINT : 8.7 of IS:2825-1969. The Radiographic techniques used shall be sufficiently The misalignment measure at the sensitive to reveal the defect having surface at the plates shall not exceed thickness equal to 2% of the combined 10% of the nominal plate thickness. thickness of the weld and backing strip. One out of each batch of 50 cylinders, The normal hoop stress corresponding or less shall be taken for spot to the pressure at which destruction radiography of the seam weld i.e. the occurs shall be calculated as per Section sample taken for Acceptance Tests as 16.1.1 of IS:3196-1982. The cylinder per IS:3196 (Part-1) should also be shall burst without fragmentation. The radiographed before destructive testing. fracture should not occur in the weld in the direction of seam nor parallel to the weld within 10 mm of the weld in the 5.1.8 INSPECTION OF FNISHED direction parallel to the weld. CYLINDERS : e) ACCEPTANCE TEST : a) CHECK OF WATER CAPACITY : One cylinder at random shall be taken The water capacity of each cylinder out from each batch of 202 or less and shall be checked. This shall be done by the acceptance test for the parent metal weighing, by filling the cylinder with a and weld joint shall be carried out in calibrated volume of liquid or by other accordance with section 17 of IS:3196 means approved by the inspecting (Part -1)-1982 for tensile strengths yield authority in order to ensure compliance strength and root bend test. with the required specified water capacity. The tolerance for water f) PAINTING AND FINISHING : capacity shall be +3-0%. As per BIS code, each cylinder shall be b) HYDROSTATIC TEST : shot blasted for cleaning the scales, rust etc. and should be subjected to Each heat treated cylinder shall be metalising with zinc to prevent against subjected to hydrostatic test. During the corrosion. The thickness of the metal hydrostatic test, the pressure shall be film should be minimum 37 microns. increased gradually till the required test After metalising the cylinder shall be pressure is reached i.e. 25.35 kgf/sq.cm. applied with one coat of zinc chromate After the test pressure is reached, it primer and one coat of enamel paint. shall be retained for a period of not less The total dry film thickness of the paint than 30 seconds. Any reduction in and metal spray thickness of the paint pressure noticed during this retention and metal spray should not be less than period or any leakage or visible bulge or 67 microns. deformation shall be treated as the case of failure in the test. g) OVERALL DIMENSIONS OF CYLINDER c) PNEUMATIC LEAKAGE TEST : The following are the important Subsequent to the Hydrostatic test, each dimensions of a 33.3 Lts. Water capacity cylinder after it has been dried shall be cylinder : tested for leakage by subjecting to air pressure of not less than 10 kgf/sq.cm I) Overall height - 625 +/-5mm for a period of one minute while immersed in water and shall show no ii) Height of shroud - 143 +/-3mm leakage. iii) Internal diameter - 314.4+1%,-0% d) BURSTING TEST : iv) Height of foot ring - 44 mm One cylinder taken at random from each batch of 403 cylinders or less shall be v) Outer dia of foot - 265 +/-3mm subjected to an internal hydrostatic ring pressure till it bursts, as stipulated in IS:3196-1982. 5.2 VALVES : Test samples of tensile and The LPG cylinder valve shall be Izod impact test shall, where manufactured conforming to IS:8737 practicable, be taken from (Part II)-1978 and as per Kosan valve body bland, where this is Technova (Denmark) Technology. not practicable, the test sample shall be made from the same 5.2.1 MATERIAL : raw material giving the same outside shape as to valve body All components used in valve blanks it represents. The scale construction shall be made out of of sampling and criteria for material compatible with LPG and with conformity shall be in material of cylinder. The material of the accordance with Section 2.5 of valve body shall have properties as IS:8737 (Part II)-1978. described here under : All the dimensions, threadings, The valve body shall be forged from material specifications, etc. wrought or extruded sections. shall be in accordance with the Implementation Report on 5.2.2. MARKINGS ON THE VALVES : Import of Technology for self- closing type LPG cylinder a) The specification of the valve valves of March, 1985. & name of product. 5.2.4 TESTS : b) Quarter/ Year of manufacture a) Representative samples of c) ISI Monogram machined valve bodies shall be subjected to a hydrostatic test d) Maximum working pressure at 1.5 times the maximum (WP) working pressure i.e. 25.35 kgf/sq.cm as per IS:8737 (Part e) Batch No. II)-1978.
f) Manufacturer's symbol b) Each assembled valve shall be subjected to a pneumatic 5.2.3 PHYSICAL PROPERTIES : pressure of 17 kgf/sq.cm. in both, open and closed position. a) The tensile strength and elongation of the material of c) The valve shall perform valve body determined satisfactorily at not less than according to IS:1608-1972, 5000 cycles of opening and IS;1816-1961 and IS:2654- closing operations. After the 1977 shall be respectively tests, the valve shall be atleast 40 kgf/sq.mm and 18% subjected to a pneumatic test at measured on a gauge length of 17 kgf/sq.cm. pressure. 5.65/50 mm, 50 being the original area of cross section in d) For carrying out all other tests, mm. the scheme of testing and inspection as prescribed by b) IMPACT STRENGTH IS:8737 (Part II)-1978 shall be referred to. The Izod impact strength of the material of valve body determined according to 5.2.5 SAFETY CAPS : IS:1598-1977 shall not be less than 2.2 kgf/sq.m for brass. The safety caps for the valves have been 5.2.6 JOINT PACKING : standardised. This being an important component for valve protection as well The joint packing or the`O' Ring of the as stopping leakage in case of valve is highly critical component of the emergency, should be tested for valve, as it is the main component material and also operation at 17 which prevents leakage between valve kgf/sq.cm. The tests and the inspection and Regulator assembly. Therefore, the scheme adopted should be as per quality control checks on the material, inspection scheme prescribed below. design and dimensions of the `O' Ring The material of the caps shall be acetal must be strictly adhered to. homopolymer/ co-polymer.
ANNEXURE
INSPECTION FORMAT FOR SAFETY CAPTS TEST CRITERIA : f) 1.4 + 0.2 - 0.0 1. Fitment on SC valves g) 37.5 + 0.1 2. Pneumatic test - 0.2 a) 5 kgf/sq.cm h) 18.8 + 0.3 b) 17 kgf/sq.cm 4. Spring wire dia 1.35 mm
3. Dimensions : 5. Strap length 275 +/-5mm (All dimensions in mm) 6. Performance with AL Seal a) 26 + 0.2 O.K./NOT O.K. - 0.2 7. Marking a) Marketing Co. symbol b) 11.5 + 0.1 b) Arrow - 0.05 c) Patent No. d) Cavity No. c) 6.5 + 0.2 - 0.2 8. Weight of caps 7.5 gms. d) 29.5 + 0.1 9. General Workmanship - 0.2 O.K/ NOT O.K. e) 3.5 + 0.0 - 0.2 GLOSSARY OF TERMS
1. Area Classification A horizontal pressure vessel used for storage or transportation by rail/ road. It is method of classifying an area zone wise/ group wise based on the presence of explosive 4. Compressed Gas gas/ vapour - air mixture vis-a-vis the requirement of precautions for construction and Any permanent gas, liquefiable gas or gas use of electrical apparatus. dissolved in liquid under pressure or gas mixture which in a closed container exercises a pressure 2. Bulk Vessels either exceeding 2.5 kg/sq.cm. abs @ 15 Deg C or a pressure exceeding 3.0 kg/Sq.cm. abs @ 50 A pressure vessel used for more than 1000 litres Deg C or both. water capacity for storage or transportation. 5. Cylinders 3. Bullet A portable container upto 1000 litres water 12. Flammable ( or Inflammable) capacity used for both domestic and industrial purposes. Any substance which when tested in a specified manner will ignite when mixed with air on 6. Explosive mixture contact with a flame and will support combustion. It is a mixture of combustion agent (oxidising product-gas, vapour, liquid or solid) and a fuel 13. Gas-Free (oxidisable product - gas, liquid or solid) in such proportions that it could give rise to a very rapid It means the concentration of flammable or toxic and lively oxidisation reaction liberating more gases or both in a pressure vessel or pipeline is energy than is dissipated through conduction and within the safe limits specified for persons to convection. enter and carryout hot work in such vessels/ pipelines. 7. Earthing & Bonding 14. Hot Work Earthing is the provision of a safe path of electrical current to ground, in order to protect It is an activity which may produce enough heat structures, plant and equipment from the effects to ignite a flammable air-hydrocarbon mixture or of stray electrical current, and electrostatics a flammable substance. discharge. 15. Kerb Wall Bonding is the process of connecting the equipment/ system to be earthed to the ground by A wall of appropriate height and size constructed the bond wire to prevent sparking between two of suitable material and designed to contain the conducting bodies. LPG spillage and to direct it to a safe location around the storage vessel. 8. Filling Ratio 16. Liquefied Petroleum Gas (LPG) It is the ratio of weight of LPG in a container to the weight of water the same container can hold The term applies to a mixture of certain light at 15 deg. C. hydrocarbon C2 to C5, derived from petroleum which are gaseous at ambient temperature and 9. Fire safe pressure test may be condensed to a liquid state at normal ambient temperature by the application As applied to valves, it is the concept of of moderate pressure. controlling the leakage to an acceptable level after damage encountered during and after the 17. Purging fire achieved by dual seating. It is the act of replacing the atmosphere within a 10. Fire proofed container by an inert substance in such a manner as to prevent the formation of explosive mixture. It is a passive concept of explosure protection of structures, vessel surface or cables that could be (A) Purging into Service : is the replacement of exposed to direct flame impingement, free air in a closed system by an inert substance and burning plus pressure torching conditions, and/ replacement of the later by combustible gas, or prolonged periods of high intensity radiant vapour, or liquid. heat fluxes by the application of coating with a specified rating. (B) Purging out of service : is the replacement of normal combustible content of a closed 11. Flammability system by an inert substance, and replacement of the later by air. It is the percentage of volume of any flammable vapour in air-vapour mixtures capable to form an 18. Reid Vapour Pressure explosive mixture. Reid Vapour Pressure is the vapour pressure in It is the weight of the cylinder together with any pounds per square inch (psi) at 100 Deg F as fitting permanently attached to them and includes determined by Reid apparatus. the weight of valve.
19. Spheres 21. Working Pressure
A spherical pressure vessel used for storage. It is saturated vapour pressure at 65 Deg. C.
20. Tare Weight 22. Water Capacity
The volume of water in litres that the container can hold at 15 Deg. C. CHAPTER 6
STORAGE AND HANDLING OF BULK LPG
6.1 GENERAL - Checks shall be carried out for each T/T and T/W prior to unloading of LPG as per check This section is recommended as a guide to safe list given in Annexure I and II respectively. practices and provisions applying to unloading of bulk LPG and storage of bulk LPG at plants. 6.3 PROCEDURE FOR UNLOADING There should be strict compliance w.r.t selection, TANK TRUCKS deployment of proper skilled manpower for effective operation and maintenance. Note 2 This 6.3.1 Checks essential for plant safety shall be section cover - carried out for each Tank Truck before its entry to the licensed area as per - Unloading of bulk Tank Truck and Tank Annexure-I. Wagon 6.3.2 Tank pressure, temperature and weight of - Storage of bulk LPG filled tank truck shall be recorded.
6.2 UNLOADING OF BULK LPG TANK 6.3.3 Tank shall be placed in drive out position TRUCK & TANK WAGONS with entire tank truck consisting of bullet and engine covered by sprinklers. Bulk LPG is transported through Rail Tank wagon, Road Tank Trucks. Currently various 6.3.4 After placement, engine as well as master capacities of Tank wagons and Tank-trucks are control switch shall be switched off and in use. minimum two wooden chokes shall be placed under wheels. Rail tank wagons - 5,10,12,13,15,37 MT 6.3.5 Following shall be connected - Road tank trucks - 6-18 MT - Chassis and bullets both are to be earthed Unloading of bulk T/Ts and T/Ws shall be independently for which bare metal cleats to carried out only at location as approved by be provided. CCOE and under the supervision of a responsible person. All safety precautions shall be - Liquid and vapour hoses to tank trucks after observed : examining the integrity of gaskets and using proper studs. Bolts and nuts are not be used. - All electrical equipment/ lighting are of flameproof type - Earthing lines to tank bare metal or earthing point to tank. - Vapour vent line should be for individual bay at 1.5 M height above the eaves of the - Liquid and vapour hoses to tank trucks. shed fitted with flame cap. ( applicable where flare system are not available or not 6.3.6 The tank truck valves shall be crack used for venting). opened and ensured there are no leaks.
- Extinguishers as referred in Chapter 10, 6.3.7 After the above, unloading should be done shall be positioned as an immediate aid to preferably with LPG compressor by fight fire. differential pressure method. 6.3.8 Pressure and level in the tank truck shall - No hot work/ cold work is carried out in the be monitored at regular intervals so that it vicinity of unloading operation. does not exceed safe limits. After - decanting all liquid LPG, close the valve of liquid line of the bay. Thereafter, LPG 6.4.6 Procedure enumerated from 6.3.5 to 6.3.8 vapour should be recovered such that & 6.3.9 (a,b,c,d) shall be followed. vapour pressure in the tank truck is brought down to 1.5 kg/cm2 minimum but 6.4.7 Release hand brakes, remove caution sign not below atmospheric pressure. and pad locks.
6.3.9 On completion of unloading, following 6.4.8 Weight the empty wagon, wherever operations shall be done in sequence : weighbridge is provided. a) Isolate rigid liquid and vapour lines of bay 6.4.9 Clear the track for movement of wagons. by closing the valves and stop LPG compressor. 6.5 STORAGE OF BULK LPG b) Close the valves of liquid/ vapour lines of LPG is stored in liquid and vapour form under the tank truck. Depressurise the hose pressure in specially designed tanks known as through high vent - close vent valve. Pressure Vessels (Unfired). For details of design, facilities etc. refer to Chapter 3 on Plant Layout c) Remove hose connections, electrical & Chapter 4 on Design criteria. bonding wires. The bulk storage of LPG shall be governed by d) Cap the vapour/ liquid outlet lines of tank SMPV (U) Rules, 1981. trucks. Precautions for storage of LPG in bulk : e) Remove chokes placed under wheels. a) Filling shall not exceed safe permissible 6.3.10 Record the weight of empty tank truck filling ration. along with rotogauge, pressure gauge and temperature gauge readings. b) Vessel shall be inspected daily for any LPG leakages and corrective action taken. 6.4 PROCEDURE FOR UNLOADING OF TANKWAGONS Storage vessel should be drained regularly for its water content, sediments, caustic contents etc. 6.4.1 Checks shall be carried out as given in Draining operation should be carried out under Annexure-II. the supervision of a responsible person.
6.4.2 The tank shall be placed in position and Following precaution should be observed : secured against any movement. The hand brakes must be put on and hand brake The valve closest to the Pressure vessel must be lever secured in "ON" position. fully opened first. The draw off rate as required, to be adjusted by operating the lower valve. This 6.4.3 After placement, the points leading to the is to ensure that valve near to the Pressure vessel track/ lines on which the tank to be remain free from freezing, blockage. unloaded shall be set and pad locked so as to isolate it from other track/ lines. c) All gauges, viz. High level alarm, measuring gauges, pressure gauges, temperature gauges 6.4.4 The siding site shall be properly protected should be kept in operating condition at all to prevent any Wagons dashing against times and be checked daily. the tank wagons. Caution sign be exhibited at suitable distance away from tanks on both ends as applicable. 6.4.5 Tank pressure, temperature and dips of filled wagons shall be recorded. Record weighments wherever weighbridge is provided. ANNEXURE - 1
CHECK LIST FOR BULK LPG TANK TRUCKS AT UNLOADING LOCATION
TANK TRUCK 1. CHECKS REQUIRED TO BE CARRIED OUT BEFORE ALLOWING - Height barrier provided as per specifications ENTRY OF TT INSIDE LICENCED AREA - Fuel tank is protected by means of stout guard and fuel tank cap is locked. TANK TRUCK : - Paint of bullet is not peeling off. - has suitable spark arrestor of make and design approved by CCE, Nagpur properly GENERAL fixed to exhaust. - First aid kit is available. - carries 2 nos. 10 kg. DCP extinguishers in easily accessible and removable position with Truck No. date of checking and 3. CHECKS REQUIRED TO BE charging painted on it. CARRIED OUT ON RANDOM BASIS - MINIMUM ONE DAY, ONCE IN A - quick closing manifold valve with lever MONTH : indicating close and open status. TANK TRUCK : - No visible dent on the bullet. - Internals of fire extinguishers in good ELECTRICALS : condition
- All junction boxes are properly sealed - Carries TREM CARD, instructions booklet detailing instructions on handling - Any loose electrical wiring/ terminal emergencies en route.
- Electrical wiring is insulated and provided - Carries route map with suitable over current protection. - Carries TREM card - Truck is self starting - Has valid CCE licence and authenticated - Readily accessible master switch for copy of drawing switching off the engine is provided inside the cabin. - Carries RTO permits
- Dipole wiring. (Note 1) - RLW-ULW> Licenced capacity
TANK FITTINGS : - HAZCHEM sign, name of contractor with address and telephone No. displayed - Leakage from any fittings or joints. prominently.
2. CHECKS REQUIRED TO BE - Bullet has no sign of extern corrosion. CARRIED OUT BEFORE ISSUING LOADING MEMO (DURING THE COURSE OF UNLOADING TANK FITTINGS : OPERTIONS) - Excess flow check valves are functioning. - Liquid / vapour lines are adequately Following are available in Tank Truck : anchored and are well protected by means of stout steel guard. - Tools for all fittings
- Liquid/ vapour pipe lines are in single piece - 4 Nos. caution sign board with luminous from excess flow check valve to discharge paint for stopping traffic in case of any valves - Safety fittings viz., safety valve, emergency. roto-gauge, pressure gauge and temperature gauge are adequately protected. Based on the nature of defects either all the deficiencies should be got corrected at the - Operative fittings like roto gauge, pressure unloading location itself or the tanker should be gauge and temperature gauge are allowed to get the repairs done en route and operational. submit the details at loading location.
GENERAL :
- Flanges and bend pipe on liquid / vapour lines should be of rating of 300. (Note 1) ANNEXUR -II
CHECKLIST AT UNLOADING LOCATION FOR BULK LPG TANKWAGONS
VISUAL EXAMINATION OF WAGON FOR
- POH/ ROH OVERDUE : FOR BARREL Y/N
- FOR UNDERFRAME Y/N
- Damage to Tank Barrel Y/N
- Damage/ missing tank fittings Y/N
- Leakage from dome fittings Y/N
- Seal intact Y/N
- All valves, fittings are in working order Y/N
- The surface is free from rust. Y/N The paint on the barrel is in good condition and has not lost its reflecting characteristics.
The matter regarding tank wagon not complying with any of above checks shall be taken up with loading location for corrective action. CHAPTER 7
BOTTLING OPERATIONS
7.1 GENERAL - Cylinder surface is clean This section covers the safe practice of LPG filling plants dealing with cylinders fit for filling, - Cylinder is free of air. having cylinder capacities as referred in Chapter 5. - `O' Ring (joint packing) is present and there is no apparent damage to valve. Activity on bottling line including valve change, shall be carried out by trained company's - Tare weight is legible. personnel and shall be carried out in an area approved by CCE and filling shall be governed (b) Filling operation - All cylinders shall be filled as per - on gross weight basis on filling machine.
- Gas Cylinder Rules, 1981 (under Indian Maximum permissible errors on net quantity Explosives Act,1884) declared by weight shall be in accordance with the Standards of Weights & Measures ( - The Standards of Weights and Measure Packaged Commodities) Rules 1977 and Rules, 1987 (under Weights & Measures Amendment Rules, 1992. The filling Act, 1976) pressure should not exceed working pressure of cylinder i.e. 16.9 kgf/sq.cm at 65 deg.C. - The LPG Regulation of Supply & Distribution Order, 1993. (c) Post Filling Operation - Cylinder shall be counter weighed with check scale for accuracy of weight. Variation of net weight. 7.2 BOTTLING OPERATIONS Variation of net weight shall not exceed 1.5%. All under-filled/ over-filled cylinders The Bottling Operations can be classified under should be corrected on adjustment scale. following heads : Cylinder shall be checked for `O" ring I) Receipt of LPG cylinders condition and for valve leak by means of Compact valve Tester (CVT). ii) Filling of LPG Cylinders CVT should be calibrated so as to detect iii) Handling & storage of LPG cylinders leakage beyond 0.5 gm/hr. For cylinders found with `O' ring defect, the `O' ring shall iv) Auxilliary Operations be replaced with a new one and the same should be rechecked for `O' ring condition with CVT. I) Receipt of LPG cylinders Cylinder shall be checked for body leak and Cylinders shall be received in capped condition. bung leak by dipping in water test bath. Cylinder shall conform to IS:3196. Cylinder shall be capped prior to dipping in test bath water.
II) Filling of LPG cylinders Only those cylinders found passing all above checks shall be processed further for (a) Pre-filling operation Cylinder before filling sealing. shall be checked for following : Cylinders shall be sealed with PVC seal or - Visually inspected as per IS:5845 Aluminium seal. Seal shall have identification mark of oil company, passage of 2 metres. The cylinder storage preferably name of plant and period of space shall be properly marked/ painted on filling. the flooring.
For typical layout of filling shed with For typical stacking arrangement refer carousel refer to Annexure-I. Annexure-II.
III) Handling & Storage of LPG Cylinders in Empty and filled cylinders shall be cylinder filling and cylinder storage shed : demarcated clearly.
Handling and storage of LPG cylinders shall be Minimum distance of 15 metres from governed by Gas Cylinders Rules, 1981. cylinder loading area and minimum distance of 10 metres from filling point shall be Following safe practices shall be observed : observed for all filled cylinders stack. a) Handling of LPG Cylinders - LPG cylinders shall not be dropped, rolled on IV) Auxiliary Operations sides and shall not be subjected to any violent contact with any other cylinder or a) Cylinder requiring valve removal and object cylinder shall be moved by rolling on valve fixing its foot ring or on conveyors or hand trolleys. Cylinder having defective valve and with bung leak shall have to undergo valve b) Defective filled cylinders - Any cylinder removal and valve refixing operation. having body leak, bung leak, bulge, fire ravaged or spurious shall be evacuated Following safe procedures shall be observed immediately. for the operation :
Any cylinder with valve leak shall be - Cylinder shall be evacuated of its product immediately capped and thereafter upto pressure, 1.5 kg/cm2 or less, thereafter evacuated immediately. depressurised to near atmospheric pressure through cold flare before opening the Cylinders requiring repairs other than valve defective valve. leak/ Bung leak shall be degassed for repairs. - Cylinder having bung leak, same valve be used. Cylinder having defect in valve shall All above cylinders shall be clearly be replaced with good valve. identified, with markers, to their nature of defects and shall be kept capped during - Cylinder bung shall be cleaned with 3/4" storage. NGT tap and cylinder bung threads checked with L1 and L9 gauge. c) LPG cylinder storage - All cylinders shall be stacked vertically (with valve in upright - Only cylinders passing above tests shall be position) in not more than 2 stack high. taken up for valve change operation. - Good valve shall be fixed using a torque Cylinders of different capacity and type wrench. The torque shall not exceed 20 +/- shall be stacked separately. 2kg.m. Before fixing the valve suitable jointing compound shall be used. Jointing All cylinders shall be capped during storage. compound shall be used. Jointing compound shall be compatible with LPG, The cylinders shall be stacked in small lots water and metallurgy of cylinders and of 4 rows and 25 cylinders length. A valves. Teflon tape/ paste of suitable valve minimum access path of 1 mtrs. must be joining material are recommended as maintained on both sides of 4 rows and 2 jointing material. metres after every 5 such lots. After each length of 25 cylinders, there must be a b) Purging of cylinders - New cylinders and cylinders degassed for Degassing shall be carried out as follows : repairs shall be purged of air prior to be taken up for refilling with LPG. Following Cylinders shall be evacuated and depressurised safe procedure shall be observed for purging to near atmospheric pressure. The residual LPG of LPG cylinders : in the cylinder should be cold flared in the atmosphere at a vent outside the shed at 1.0M - Connect the cylinder valve to vacuum pump height above the roof of the shed. and evacuate air so that the pressure in cylinder is brought down to maximum 0.35 Valve shall be removed with suitable torque kg/cm2 absolute. Inject LPG vapour in the wrench. Cylinders shall be filled with water cylinder so that pressure is minimum 1 fully and water should be allowed to over flow. kg/cm2 and not above working pressure of Thereafter cylinders shall be emptied out of cylinder i.e. 16.9 kgf/cm2 at 65 degree C. water and checked with explosimeter for degassing. Not more than 6 cylinders shall be c) Degassing of Cylinders : degassed at a time.
CHAPTER 8
PLANT EQUIPMENT
8.1 GENERAL : Weld cracking has been experienced in the lower half portions of LPG vessels. Small amounts of 8.1.1 SERVICEABILITY OF PLANT : wet H2S present in LPG is supposed to be responsible for this in service stress corrosion The serviceability and safety of LPG plant cracking of welds. LPG vessels made from equipments, especially in the long term, are micro-alloyed high tensile steels have shown affected by the standard of maintenance and greater susceptibility to such cracking. Wet inspection carried-out. Fluoroscent Magnetic Particle Testing (WFMPT) is considered the most reliable test method for 8.1.2 MAINTENANCE SCHEDLES : detecting these micro-cracks. WFMPT should be carried out prior to hydraulic test wherever To facilitate the maintenance service to be cracks are found, their depths should be assessed rendered in a planned manner, a preventive by ultrasonic testing. All cracks having depths maintenance schedule covering the necessary less than corrosion allowance may be removed work to be done, mentioning the periodicity i.e. by grinding, edges smoothened and areas left as daily, weekly, monthly, half yearly and yearly such after final WFMPT check. Weld build up schedules, must be worked out. While basic of grooves so formed is essential wherever recommendations given by the manufacturers depths of groove is more than corrosion should be considered and modified bearing in allowance. mind the local conditions (See Annexure I-III). b) SHUT-OFF VALVES, CONTROL 8.1.PERSONALPROTECTION VALVES, NON-RETURN VALVES, EQUIPMENT : EXCESS CHECK VALVES, PIPELINES, VALVES AND FITTINGS : Necessary personal protection equipments such as Hand gloves, Safety shoes, Helmets, Safety OISD Standard No. OISD-130 on "Inspection of belts, Safety goggles etc. shall be used (Ref. Pipes and Valves and Fittings" shall be followed. OISD STD-155). c) HOSE AND FLEXIBLE CONNECTION : 8.2 WORK PERMIT SYSTEM : OISD Standard No. OISD-135 on "Inspection of No Maintenance/ Inspection work shall be Loading and Unloading Hoses for petroleum carried out without following the OISD Standard products" shall be followed. OISD-105 on "Work Permit System" and Section 4 of OISD-137 for electrical maintenance d) STRAINERS AND FILTERS : purpose. Shall be inspected and cleaned as per following 8.3 INSPECTION & MAINTENANCE OF frequency, unless sluggish operation warrants VARIOUS FACILITIES IN LPG earlier inspection : BOTTLING PLANTS :
8.3.1 STATIC EQUIPMENTS : a) PRESSURE VESSELS & STORAGE FACILITIES :
OISD Standard Nos. OISD-128 on "Inspection of TYPE / LOCATION FREQUENCY Pressure Vessels and OISD-129 on "Inspection of Tankages" shall be followed. Air filters Weekly Strainers on evacuation Weekly line Pump Suction Quarterly b) Chain/ Roller conveyor Up stream of filling Quarterly c) Drive Units for Conveyors carousel up stream of PD-Meter Quarterly d) CVT-leak detector
The frequency can be suitably modified based on e) Cylinder Test Bath the experience and records thereof to be maintained. Note 4 f) General e) SAFETY RELIEF VALVES : 8.3.4 INSTRUMENTATION :
OISD Standard No. OISD-132 on a) TEMPERATURE INDICATING "Inspection of Pressure Relieving DEVICES Devices" shall be followed. Shall be checked daily for its proper 8.3.2 ROTARY EQUIPMENT : functioning and shall be calibrated once in 6 months. a) COMPRESSORS : OISD Standard No. OISD-120 on "Inspection of b) LEVEL GUAGING DEVICES : Compressors" shall be followed. In addition, periodic maintenance checks, as The gauging devices shall be checked daily for detailed in Annexure-I to be followed. proper functioning. Zero & Span checking shall be done monthly, calibration of level b) PUMPS : OISD Standard No. OISD-110 gauging devices should be done once in a on "Inspection of Pumps" shall be year or as per vendor recommendation followed. In addition, periodic checks as whichever is earlier.Note 4 detailed in Annexure-II to be followed. c) PRESSURE GAUGES : c) DIESEL ENGINES: OISD Standard No. OISD-123 on "Inspection and Maintenance Shall be checked daily for its proper functioning of Rotating Equipment components shall be and shall be calibrated once in 6 months. followed. d) FLOW MEASURING DEVICES : 8.3.3 FILLING EQUIPMENT : Shall be checked daily for proper functioning It shall be ensured that the equipment is and calibration shall be carried out monthly in good working condition to ensure quality and quarterly as applicable. output and also safe operation. Specimen inspection checks are serving schedule given 8.3.5 FIRE FIGHTING EQUIPMENT : at Annexure --- for ready reference for the following equipments: OISD Standard No. OISD-142 on "Inspection of Fire Fighting Equipments" shall be a) CAROUSEL followed.
i) Drive units 8.3.6 ELECTRICAL EQUIPMENT ii) Centre column iii) Running Rail OISD Standard No. OISD-137 on iv) Introduction and Ejection devices "Inspection of Electrical Equipment" v) Filling machines shall be followed. vi) Check Weigh Scales ANNEXURE -I MAINTENANCE SCHEDULE
COMPRESSORS
------Sr. Equipment Checks PERIODICITY ------Daily Weekly Monthly Qrtly Half Annually Yrly (1) (2) (3) (4) (5) (6) (7) (8) ------1. Check Lub. Oil Level of plunger * pump unit & top up if necessary.
2. Check the oil level in the crank * case & top up if necessary.
3. Before start check flow of cylinder * cylinder jacket cooling water.
4. Check oil flow from plunger pump to * gland packing assembly.& compressor cylinder.
5. Check for flow rate from plunger pump *
6. Drain water from receiver/ liquid trap. *
7. Check belt tension and adjust * if necessary. *
8. Ensure tightness of foundation bolts. *
9. Flush out lube oil system : * a) Crank case b) Pump chamber and fill fresh oil.
10. Flush jacket water cooling system. *
11. Check alignment of compressor & motor pullies. *
12. Change lube oil filter and clean LPG Suction filter. *
13. Clean oil strainer *
14. Clean Breather *
15. Open and inspect suction and discharge valves. *
16. Check instrumentation calibrate if necessary. *
17. Check safety release valve. *
18. Complete over-haul. *
ANNEXURE -II
MAINTENANCE SCHEDULE
CENTTRIFUGAL PUMP
------Sr. Equipment Checks PERIODICITY ------Daily Weekly Monthly Qrtly Half Annually Yrly (1) (2) (3) (4) (5) (6) (7) (8) ------
1. Check lub oil & top up level * if necessary.
2. Check cooling water flow * (where provided).
3. Check mechanical seal/ gland leakage. *
4. Check the "AMPS" are within limits. *
5. Change lube oil every 800 running * hours.
6. Check coupling and coupling bolts * and replace worn out parts.
7. Check tightness of foundation bolts. *
8. Clean suction strainer of : * a) Product pumps b) Other pumps
9. Check alignment of pump and motor. *
10. Overhaul. *
11. Greasing of Bearings. *
------ANNEXURE-III
MAINTENANCE SCHEDULE
FILLING EQUIPMENTS ------Sr. Equipment Checks PERIODICITY ------Daily Weekly Monthly Qrtly Half Annually Yrly (1) (2) (3) (4) (5) (6) (7) (8) ------
I. CAROUSEL : (A) DRIVE UNIT :
1. Check oil level & top up if required. *
2. Check oil pressure. *
3. Put oil drop in orifice of cut-off valve. *
4. Grease guide rollers. *
5. Check & adjust drive belt. *
6. Unscrew magnetic plug and clean. *
7. Change hydraulic oil &clean filter. *
8. Clean hydraulic oil tank. *
9. Inspect gears for wear and tear. *
10. Check electric motor & grease motor bearing. *
11. Complete overhaul of the drive unit. *
(B) CENTRAL COLUMN
1. Check air & gas joints for leakage. *
2 Grease bearing. *
(C) RUNNING RAIL :
1. Clean & apply graphite. *
2. Lubricate rail wheels. *
3. Check rail levels. * ------(1) (2) (3) (4) (5) (6) (7) (8) ------
(D) INTRODUCTION AND EJECTION DEVICES:
1. Blow the air filter free of water & dirt. *
2. Check & top up oil in air lubricator. *
3. Oil the introduction arms. *
4. Check functioning & adjust if required. *
5. Greasing all grease points. *
6. Tighten guide rollers. *
7. Check & repair leaks. *
8. Inspect for wear and tear. *
9. Overhaul the unit. *
(E) FILLING MACHINES:
1. Thoroughly cleaning by using * dry air. 2. Checking & adjustment of auto * cut off device.
3. Check operation of filling head * by supplying air.
4. Check leakage of LPG and repair. *
5. Check condition of LPG filling hoses. *
6. Check oil level in air lubricators. *
7. Lubricate pullies holding filling guns. *
8. Carry out calibration and adjustment. *
9. Suspension system bearings & knife * edges to be thoroughly cleaned.
10. Inspect knife edges for wear & tear * and repair where required.
11. Complete overhauling. *
------(1) (2) (3) (4) (5) (6) (7) (8) ------(F) CHECK SCALE :
1. Thorough cleaning by using dry air. *
2. Air Filter : a) Blow-out dirt & condensate. * b) Clean. *
3. Check oil level in lubricator * and its functioning.
4. Calibrate with standard weights. *
5. Greasing of cylinder stop unit. *
6. Clean suspension system bearings * knife edges etc.
7. Check for wear & tear of knife edges * & replace if necessary.
8. Complete overhauling. *
II. CHAIN CONVEYOR :
1. Top up soap solution trays. *
2. Check position of tension roller * of chain and adjust if required.
3. Lubricate tension rollers & wheels. *
4. Clean soap solution tray. *
5. Grease the bearing *
6. Check foundation bolts of conveyor * frame for tight- ness.
III. DRIVE UNIT OF CONVEYORS :
1. Check & top up oil level. *
2. Check coupling bolts & rubber * bushings. Replace the cracked or worn out bushings.
3. Check alignment of gear box & * correct if necessary. ------(1) (2) (3) (4) (5) (6) (7) (8) ------
4. Clean & lubricate chain. * 5. Tighten foundation bolts. *
6. Drain & change oil. *
7. Inspect for wear & tear. *
IV. CVT/ DCVT LEAK DETECTOR :
1. Check for proper functioning. *
2. Top up kerosene Every shift chamber.
3. Check leakage rate thru verifier. *
4. Dismantle/ clean the interiors & * apply silicon grease to "O" ring.
V. CYLINDER TEST BATH:
1. Fill with clean water. *
2. Lubricate moving parts. *
3. Clean tank walls from inside. *
4. Check & lubricate pneumatic * circuitry of all equipments.
5. Check all fasteners and tighten. *
6. Paint tank walls from inside. * ------
DIESEL ENGINES
MAINTENANCE STEPS
1. KEEP THE DIRT OUT OF THE ENGINE. 2. MAINTAIN A LUBRICATING FILM ON ALL BEARING SURFACES.
3. REGULATE THE ENGINE'S FUEL.
4. CONTROL OPERATING TEMPERATURES.
5. GUARD AGAINST CORROSION.
6. LET THE ENGINE BREATHE.
7. PREVENT OVERSPEEDING.
8. KNOW YOUR ENGINE'S CONDITION.
9. CORRECT TROUBLES WHILE THEY ARE SIMPLE.
10. SCHEDULE AND CONTROL YOUR MAINTENANCE. DIESEL ENGINES
"A" CHECK EVERY DAY
------MAINTENANCE STEPS REMARKS ------
1. CHECK PREVIOUS DAY'S 1A CORRECT AS REQUIRED ENGINE LOG BOOK.
2. DRAIN WATER AND SEDIMENT 2A BEFORE STARTING ENGINE. FROM FUEL TANK AND FUEL FILTER THROUGH DRAIN COCK.
3. CHECK ENGINE OIL LEVEL 3A MUST BE SLIGHTLY LESS THAN AND TOP UP IF NECESSARY OR EQUAL TO "H" MARK ON DIP STICK WHEN ENGINE IS STOPPED AND HAS STOOD FOR 20 MINUTES OR MORE (MUST BE MEASURED AFTER ALL OIL IS DRAINED BACK INTO OIL PAN).
4. CHECK FOR FUEL,OIL,WATER 4A CORRECT IF LEAKING.
5. FILL RADIATOR/SURGE TANK 5A RADIATOR CAP MUST BE FIRMLY WITH TREATED WATER TIGHTENED BACK INTO THE (CHROMATE CONCENTRATION RADIATOR/SURGE TANK NECK, 3500 PPM). ENGINE MUST NOT BE OPERATED WITHOUT THE RADIATOR CAP SINCE THIS WILL CAUSE AERATION AND OVERHEATING OF THE COOLANT.
6. CHECK AIR CLEANER OIL 6A USE CLEAN ENGINE OIL. LEVEL AND CHANGE OIL, IF REQUIRED (IF OIL BATH TYPE) CLEAN DUST PAN AND PRECLEANER OF DAY TYPE AIR CLEANER.
7. CHECK AIR LINE CONNECTIONS 7A CORRECT AS REQUIRED FOR LEAKS.
8. REMOVE AND CLEAN AIR COM- 8A FILL WITH CLEAN OIL, UPTO PRESSOR BREATHER, IF MARK. EQUIPPED.
9. DRAIN AIR RECEIVER TANK 9A AT THE BEGINNING OF EACH SHIFT AND THEN CLOSE THE DRAIN COCK. DIESEL ENGINES "A" CHECK EVERY DAY
------MAINTENANCE STEPS REMARKS ------
10. CLEAN CRANKCASE BREATHER 10A DISCARD PAPER TYPE ELEMENT, IF CLOGGED.
11. CHECK OIL LEVEL IN 11A CHECK FOR LEAKS, USE SPECI- HYDRAULIC GOVERNOR,IF FIED ENGINE OIL FOR TOPPING PROVIDED. UP.
12. START THE ENGINE AND NOTE 12A IF THERE IS A CHANGE IN OIL THE OIL PRESSURE BOTH AT PRESSURE FROM THAT RECORDED IDLING AND MAXIMUM SPEED. IN THE LONG BOOK ON EARLIER OCCASION THEN STOP ENGINE AND CHECK THROUGH TROUBLE SHOOTING TECHNIQUE THE CAUSE FOR OIL PRESSURE CHANGE AND CORRECT IF NECESSARY (FOR ASSISTANCE IN DIAGNOSING THE CHANGE IN OIL PRESSURE CALL YOUR SERVICE REPRESENTATIVE IF NECESSARY.
13. RECORD OIL PRESSURE 13A REFER O&M MANUAL FOR LUB. OIL PRESSURE LIMITS.
14. FILL FUEL TANK AT THE 14A USE CLEAN FUEL AND A STRAI- END OF THE SHIFT. NER. ALSO CLEAN THE CAP AND SURROUNDING AREA BEFORE OPENING THE FILLER CAP. ------
"B" CHECK EVERY 250 HOURS
------MAINTENANCE STEPS REMARKS ------
1. REPEAT ALL MAINTENANCE 1B STEPS OF CHECK "A" 1 TO 14.
2. CHANGE ENGINE OIL 2B WHEN LUB. OIL IS EXAMINED THROUGH LUB. OIL ANALYSIS IN LABORATORY. OIL CHANGE PERIOD MAY BE EXTENDED IN SUCH CASES (REFER TO YOUR SERVICE REP.)
DIESEL ENGINES
"B" CHECK EVERY 250 HOURS ------MAINTENANCE STEPS REMARKS ------
3. FIT NEW LUBRICATING OIL 3B INSPECT THE CHANGED FILTER FULL FLOW FILTER ELEMENT ELEMENTS AND CHECK FOR METAL PARTICLES AND OIL SLUGING/ OXIDATION.
4. REMOVE CLEAN AND INSPECT 4B BLOW OUT DUST WITH COMPRESSED DRY TYPE AIR CLEANER AIR IN THE OPPOSITE DIRECTION ELEMENT, REMOVE AND CLEAN OF THE NORMAL AIR FLOW, IF DUST PAN. INSPECT FOR HOLES VERY DIRTY WITH OIL AND AND TEARS, CHECK GASKETS CARBON WASH IN SOLUTION OF AND "O" RINGS FOR DAMAGE WARM WATER (120-140 DEG F) AND NON-SLUDGING DETERGENT ALLOW IT TO DRY FIRST, THEN USE COMPRESSED AIR. REPLACE IF WASHED TWO TIMES. CAUTION EXCESS AIR PRESSURE WILL DAMAGE PAPER. AIR NOZZLE MUST BE KEPT AT LEAST 20 cm FROM THE ELEMENT. MUST NOT BE USED IF EVEN ONE PIN HOLE EXISTS. DISCARD ELEMENT IF PUNCTURED AND ALSO CHANGE GASKET ALONG WITH ELEMENT.
5. CLEAN OIL BATH AIR CLEANER 5B TRAY SCREEN
6. CHANGE LUBRICATING OIL 6B RECORD OIL PRESSURE. BY-PASS FILTER ELEMENT AND GASKET, IF PROVIDED.
7. CLEAN FLOAT TANK AND/OR 7B MAIN FUEL TANK BREATHER.
8. CHECK COOLANT PH VALUE- 8B CHANGE CORROSION PRESISTER CONCENTRATION OF DCA/ ELEMENT IF PH VALUE IS BELOW CHROMATE CONCENTRATION NORMAL RANGE 8.5-10.5. CHECK (3500 PPM). CHROMATE CONCENTRATION AT 3500 PPM. FOR DCA REFER O&M MANUAL.
9. CHECK MAGNESIUM PLATE 9B CHECK MAGNESIUM PLATE FOR IN ASSEMBLY CORROSION PITTING OR BEING EATEN AWAY REGISTER CHANGE WATER CHANGE IF MORE THAN 50% OF
DIESEL ENGINES
"B" CHECK EVERY 250 HOURS ------MAINTENANCE STEPS REMARKS ------
FILTER ELEMENT. OF AREA IS LOST. USE DCA SERVICE ELEMENT OR CHROMATE ELEMENT OR CHROMATE ELEMENT BAGS (AR95679) IF CONCEN- TRATION IS LOW.
10. CHANGE FUEL FILTER ELE 10B CLEAN SHELL FUEL FILTER MENT WASHER AND "O" RING CHANGE ELEMENT WHEN RESTRI- ON MOUNTING BOLT. CTION EXCEEDS VACUUM 200MM OR MERCURY.
11. CHECK OIL IN ANEROID 11B USE SAME OIL AS USED IN OIL CONTROL, IF REQUIRED. PAN.
12. CHECK & ADJUST BELTS.NEW 12B TIGHTEN BELT TENSION REFER BELTS WILL STRETCH WITHIN MAINTENANCE MANUAL. ONE HOUR OR USE THEY MUST BE READJUSTED.
13. TIGHTEN FOUNCTION BOLTS AND 13B FLEXIBLE COUPLING BOLTS OF ENGINE AND ALTERNATOR.
14. CHECK ALL AIR CLEANER CON- 14B CORRECT AS REQUIRED. NECTIONS FOR CRACKS. CHAFING ETC. TIGHTEN ALL AIR INTAKE CONNECTIONS.
15. CHECK FAN HUB AND DRIVE. 15B USE SPECIAL TOOL FOR TIGHTENING THE FAN HUB NUT.
16. CLEAN/CHANGE AIR COMPRE- 16B CHANGE ELEMENT FOR NATURALLY SSOR BREATHER ELEMENT. ASPIRATED ENGINE CLEAN SCREEN FOR TURBO ENGINE.
17. CHECK THROTTLE LINKAGE. 17B
DIESEL ENGINES
"C" CHECK EVERY 1500 HOURS
------MAINTENANCE STEPS REMARKS ------
1. REPEAT ALL MAINTENANCE STEPS OF CHECKS "A" & "B".
2. CHECK THERMOSTATE OPERATION 2C IT SHOULD START OPENING AND OPEN FULLY WITHIN RANGE 165 DEG. F. OR 170 DEG. F. DISCARD AND FIT NEW THERMOSTATE IF OPERATION IS NOT SATISFACTORY.
3. CHECK FAN HUB AND DRIVE 3C CHECK MOUNTING BOLTS AND BEARING END PLAY.
4. CHECK IMPLELLER WATER PUMP 4C CORRECT IF NECESSARY. FOR PLAY.
5. CHECK FOR TURBOCHARGER 5C CORRECT AS REQUIRED. OIL LEAKS.
6. TIGHTEN TURBOCHARGER 6C TIGHTEN TO THE SPECIFIED TORQUE MOUNTING NUTS. DO NOT TIGHTEN WHEN ENGINE IS HOT.
7. CHECK INLET AIR RESTRICTION 7C CHECK AFTER CLEANING DRY TYPE AIR CLEANER ELEMENT. IF RESTRICTION IN EXCESS OF 1000 MM WATER A NEW ELEMENT MUST BE FITTED.
8. CLEAN OIL BATH AIR CLEANER 8C REMOVE COMPLETE ASSEMBLY AND CLEAN INCLUSIVE OF FIXED SCREENS.
9. CLEAN AND TIGHTEN ALL ELEC- 9C TRICAL CONNECTIONS.
10. CHECK GENERATOR BRUSHES AND 10C REPLACE AND CLEAN AS REQUIRED. COMMUTATOR.
11. CLEAN ENTIRE ENGINE 11C HIGH PRESSURE AND SOAP WATER MIXTURE PREFERRED AFTER SPRAYING ENGINE WITH CLEANSER
DIESEL ENGINES "C" CHECK EVERY 1500 HOURS
------MAINTENANCE STEPS REMARKS ------
TAKING CARE OF PROTECTING ELECTRICAL SYSTEM.
12. TIGHTEN ALL MOUNTING BOLTS 12C TIGHTEN AS REQUIRED. OVER TIGHTEN- AND NUTS. NING MAY RESULT IN DISTORTION OR DAMAGE.
13. CLEAN ANEROID AIR BREATHER. 13C REPLACE BREATHER IF NECESSARY.
14. CHECK SEA WATER PUMP 14C CHECK FOR LEAKS/ OPERATION/ (MARINE APPLICATION ONLY) PERFORMANCE.
15. CHECK HEAT EXCHANGER ELEMENT 15C CLEAN ELEMENT TUBES/CHANGE ZINC PLUG (MARINE APPLICATION) PLUGS.
16. CHECK EXHAUST AND INLET MANI- 16C FOLD NUTS AND CAPSCREWS.
17. CHECK ENGINE BLOWER. 17C READINGS IN EXCESS OF RECOMMENDED LIMITS. CORRECTIVE ACTION MUST BE TAKEN. THOROUGH ANALYSIS WITH THE HELP OF TROUBLE SHOOTING CHART.
18. CLEAN RADIATOR 18C BLOW AIR THROUGH THE RADIATOR CORE IN OPPOSITE DIRECTION TO THE NORMAL FLOW OF AIR, IF WORKING UNDER DUSTRY/ DIRTY CONDITIONS. (REVERSE FLUSHING OPERATION)
19. CHECK AIR COMPRESSOR 19C CHECK SHAFT END CLEARANCE.
20. ADJUST INJECTORS AND VALVES. 20C FINAL ADJUSTMENTS MUST BE CARRIED OUT WITH ENGINE HOT AND WITH CORRECT TORQUE AS SPECIFIED (REFR O&M MANUAL).
21. CLEAN FUEL INLET CONNECTIONS. 21C
22. CHANGE HYDRAULIC GOVERNOR 22C USE ENGINE LUBRICATING OIL. OIL/ ANEROID OIL.
23. CHECK VIBRATION DAMPER. 23C CHECK WOBBLE AND ECCENTRICITY ALIGNMENT MARKS ON RUBBER TYPE. DISCARD DAMPER IF MISALIGNMENT IF MORE THAN 1/16 IN. DIESEL ENGINES "D" CHECK EVERY 4500 HOURS
------MAINTENANCE STEPS REMARKS ------
1. REPEAT ALL MAINTENANCE STEPS 1D OF CHECKS "A", "B" & "C".
2. CHECK EXHAUST AND INLET 2D MANIFOLD NUTS AND CAPSCREWS.
3. TIGHTEN ALL MOUNTING BOLTS 3D AND NUTS.
4. CLEAN TURBOCHARGER DIFFUSER 4D AND IMPELLER AND CHECK END FLOAT.
5. CHECK TURBOCHARGER REARING 5D ONLY END FLOT ON SEMI FLOATING CLEARANCES BEARINGS IF IN EXCESS OF LIMITS, REPLACE.
6. CHECK CRANKSHAFT END FLOAT 6D IF IN EXCESS OF RECOMMENDED LIMITS. CORRECTIVE ACTION IS INDICATED.
7. CLEAN INJECTOR INLET SCREENS.
8. CLEAN AND CALIBRATE ALL MUST BE DONE ONLY IF A PERFORMANCE INJECTORS. DETERIORATION IS EVIDENT. SOME OF THE INDICATIONS FOR PERFORMANCE DETERIORATION ARE:
9. CHECK FUEL PUMP CALIBRATION 1 BLACK SMOKE. 2 CHANGE IN FUEL MANIFOLD PRESSURE 10. REPLACE ANEROID BELLOWS AND 3 LOSS OF POWER CALIBRATE ANEROID. 4 MALFUNCTION OF ANEROID.
11. REPLACE FUEL PUMP FILTER SCREEN AND MAGNET.
12. STEAM CLEAN ENGINE 12D IF STEAM IS NOT AVAILABLE, THEN USE CLEAN SOAP WATER SOLUTION AS OUTLINED IN "C" CHECK ITEM-11C.
`E' CHECK EVERY 8000 HOURS 1. REPEAT ALL MAINTENANCE STEPS OF CHECK `A', `B', `C' & `D'.
2. THE `E' MAINTENANCE CHECK IS NECESSARY ONLY WHEN THE ENGINE OPERATING CONDITIONS SIGNIFY DETERIORATION IN PERFORMANCE AS CAN BE ASCERTAINED BY THE SYMPTOMS :
(1) HEAVY SMOKE (2) LOSS OF POWER (3) HIGH OIL TEMPERATURE HIGH WATER TEMPERATURE (4) LOSS OF LUB. OIL PRESSURE (5) UNUSUAL NOISE & VIBRATIONS.
THE `E' MAINTENANCE CHECK IS A METHODOLOGY FOR INSPECTION OF WEAR OR ASSEMBLY DETRIORATION OF PARTS AND ASSEMBLIES, AND SHOULD BE RESORTED TO ONLY WHEN TROUBLE SHOOTING IN ADDITION TO PERFORMING A,B,C AND D MAINTENANCE CHECKS, WHICH MAY ELIMINATE THE ENGINE PERFORMANCE PROBLEM AND BRING THE ENGINE BACK TO NORMAL OPERATING CONDITIONS. IT IS ANTICIPATED THAT GOOD OPERATING AND MAINTENANCE PRACTICES AS PRESCRIBED THROUGH A,B, C & D CHECKS WILL ENSURE THAT THE ENGINE WILL PERFORM BEYOND 25000 HOURS BEFORE THAT THE ENGINE MUST BE DISMANTLED FOR INSPECTION PRELUDE TO A MAJOR OVERHAUL. THE TIME INTERNAL OF 8000 HOURS IS A PERIOD AT WHICH THE ENGINE MAY DEVELOP SYMPTOMS ASCRIBED ABOVE 1-5 AND ARE INDICATIVE OF PERFORMANCE DETERIORATION DUE TO INADEQUATE A,B,C & D CHECKS AND FAILURE TO IDENTITY PERFORMANCE DETERIORATION. THIS FIGURE HAS BEEN ARRIVED AT ON THE BASIS OF CURRENT MAINTENANCE PRACTICES AND SHOULD NOT BE TREATED AS AN ABSOLUTE FOR MAKING AN `E' CHECK. HOWEVER, IT IS ESSENTIAL THAT THE ABOVE ROUTINE ANALYSING ENGINE PERFORMANCE BE STRICTLY FOLLOWED IN ORDER TO PREVENT DISMANTLING OF ENGINE WHOSE PERFORMANCE CAN BE SIMPLY CORRECTED BY TROUBLE SHOOTING AND ROUTINE MAINTENANCE CHECKS.
3. THE `E' MAINTENANCE CHECK IS OFTEN REFERRED TO AS "IN FRAME INSPECTION" WHERE SOME KEY PARTS, SUCH AS BEARINGS, ARE CHECKED FOR WEAR TO DETERMINE IF THE ENGINE MAY BE OPERATED FOR ANOTHER SERVICE PERIOD. LIKEWISE, OIL CONSUMPTION, OIL PRESSURE AND OTHER SIGNS OF WEAR SHOULD BE ANALYSED DURING THE CHECK WEAR LIMITS AND OTHER INFORMATIONIS AVAILABLE FROM DISTRIBUTOR AND DEALERS. (IT MUST BE CLEARLY UNDERSTOOD THAT THE DECISION TO INSPECT KEY PARTS MUST BE ARRIVED THROUGH ROUTINE OUTLINED IN POINT TWO ABOVE). CHAPTER 9
STATUTORY TESTING OF LPG CYLINDERS
9.0 All cylinders used for filling LPG are required to be tested periodically to ensure 9.1.4 VISUAL INSPECTION : fitness of the cylinders for further service. First re-testing is required to be done after a) The detailed visual inspection of the 7 years and subsequent re-testing after cylinder body shall be carried out as per every 5 years interval. Such tests are to be IS:5845. conducted by the CCE approved parties only. b) Depending upon the visual inspection, cylinders are segregated for scrapping, for 9.1 TESTING PROCEDURE cold repairs and for hot repairs in case required. 9.1.1 DEGASSING OF LPG CYLINDERS All the LPG cylinders are depressurised in c) The interior of the cylinder shall be the approved premises by opening valves examined by means of infra low voltage by means of suitable adapters to ensure that FLP lamp. The internal examination shall the internal cylinder pressure is reduced to be carried out as per IS:5845. atmospheric pressure. Only after depressurising the cylinder, cylinder valve d) LPG cylinders selected at random may be is removed and LPG cylinder is taken up cut into two holes for assessing internal for water filling and water is overflown and corrosion. retained in the cylinder for not less than one hour to remove any traces of LPG. e) In case of dented/ buckled cylinders, visual Degassing can also be achieved by inspection of welds needs to be done more stripping, Nitrogen purging, etc. carefully since the welds are more susceptible to cracking. Denting or buckling 9.1.2 SURFACE CLEANING : by more than nominal plate thickness may be attended by repairs/ replacement. a) After depressurising the cylinder and emptying out the water, the same is kept in 9.1.5 HYDROSTATIC TESTING : inverted position and stroked gently with a non-sparking hammer such as wooden a) All the LPG cylinders shall be taken up for mallet to remove any dust, rust or any loose hydrostatic test at an interval of 7 years for remnants in the cylinders. first testing and subsequent testing after every 5 years in accordance with IS:8868. b) The depressurized cylinder bung is plugged Only water should be used as a medium for and is taken up for surface cleaning by hydrostatic testing and the pressure to be immersing the cylinder in the caustic soda applied should be the test pressure marked bath and soap water and the same is then on the cylinder body (25.35 kg/sq.cm) and rinsed with water. the same should be retained for a minimum period of 30 seconds. Any reduction in 9.1.3 CHECKING TARE WEIGHT : pressure noticed during the test, any leakage, visible bulge or deformation should be All the LPG cylinders shall be weighed treated as a case of failure. Such cylinders and if the loss in tare weight is more should be properly marked, observation than 5% of original weight such recorded and segregated for scrapping and cylinders shall be segregated and disposal. scrapped. At the time of weighing the weight of valve is also accounted. b) Pressure Gauges shall be calibrated at least taken to paint the cylinders in vulnerable once a week and the Pressure Gauges used areas like underneath the foot ring. for verification should be tested once in every three months. c) The valve should be protected while painting the cylinder. 9.1.6 VALVE FIXING : a) Before commencing the fitting of valve 9.1.9 CHECKING MARKING THE TARE operation, all the water inside the cylinder WEIGHTS should be drained and the cylinder should be made dry with the use of hot air jet. Before a) Tare Weight of the cylinder should be refitting the valve, internal threads of the ascertained and if in variance with the cylinder bung should be cleaned with 3/4" original tare weight (this could be as a result NGT thread tap and checked against thread of change of cylinder valves ) the observed damage. In case old valves are being tare - weight should be punched as close to refitted the same should be tested by the original tare weight marking as recorded compressed air at 7 kg/sq.cm for leakage in the register maintained. from seat. b) The observe tare weight should be stencilled b) Teflon paste/ suitable sealing compound with paint on the shoulder and as well as on should be used as a sealing material for inside of one of the vertical stay. tightening the valve and the torque of 20+/-2 kg. m. should be applied. In no case c) Gross weight punched/ stencilled on the spanners and ordinary wrenches be used for cylinder should be changed in case of tightening the valves. change of tare weight.
9.1.7 PNEUMATIC TEST : d) Weighing machines used for checking the tare weight should be duly certified by a) The Pneumatic test should be applied to the Weights & Measures Authority. The cylinder at a pressure of 7 kg/sq.cm. for a machine should be tested daily with the minimum of 60 seconds as per IS:3196. standard weights to verify accuracy. The This is basically to check the tightness of the test used for checking should be tested valve cylinder joints. against standard weights and the same must be stamped periodically by Weights and b) With the cylinder under pressure, a soap Measures Authority. The minimum solution should be applied to the cylinder graduations of 50 gms. must be available. valve bung joint to ensure that there is no leak. The same can be checked by dipping e) Weighing scale error should not be greater the cylinders in water bath. Depressurise the than 1.0%. cylinders. All the Pressure Gauges used for Pneumatic test shall be calibrated at least f) The tare weight should be recorded with an once in 3 weeks and the Pressure Gauge accuracy of +/-50 gms. and rounded off as used for verification should be tested once in per IS:2. every three months. 9.1.10 PUNCHING OF MARKS : 9.1.8 PAINTING OPERATIONS : In addition to punching of revised tare a) To enhance the life of the cylinder and to weight/ gross weight wherever applicable, project a better image to the customers, following details should also be punched maintaining a well painted surface of on the cylinder body as close to the cylinder is most desirable. previous markings as practicable : b) All LPG cylinders are painted with one coat a) Date of retest of zinc chromate primer and a coat of super synthetic enamel paint of signal red colour b) Code marking for the Test Plant/ (IS:2932 shade 575). Special care should be Repairer. c) Tare weight of the cylinder should be 9.1.11 COLOUR CODING OF CYLINDER : stencilled with black paint within the V.P. Ring circle diameter at 3 places for This is done primarily to facilitate easy easy identification by filling operators. segregation of cylinders for repairs at plants The recommended lettering size is 25 without going through the test date of mm and the thickness of the numerals is manufacturing dates punched on each and every 6-7 mm. cylinder. Currently, the following colour codes have been selected for easy identification of d) It is also recommended that the net cylinders and the same shall be repeated after weight of LPG to be filled should be every five/ seven years cycle. Colour coding is stencilled on the body of the cylinders done on the inside of one of the Stay Plates and outside the V.P. Ring diameter. The size the same is given below: of the lettering recommended is 18 mm and the thickness of the numerals is 4-5 mm.
COLOUR CODING SCHEME
------Cylinder Cylinder Next Background Shade as Lettering Manufactured retested/hot Retesting colour IS:5 colour in the repaired Date year in the year ------
1989 1991 1996 Sea Green 217 Black
1990 1992 1997 Dove grey 694 Black
1991 1993 1998 Aircraft Blue 108 White
1992 1994 1999 Salmon Pink 443 Black
1993 1995 2000 Black 521 White
1994 1996 2001 Yellow 355 Black
1995 1997 2002 White 127 Black
------
should be maintained. The record should include the minimum following details : 9.1.12 CERTIFICATION : a) Running serial number A detailed record of each cylinder tested at the plant or at the repairer's premises b) Date of testing c) Serial number of cylinder & name of manufacturer - Whether satisfactory/ rejected Pneumatic Test d) Month and year of test - Whether passed/ rejected e) Weight of cylinder - Quarter/ year of retest punched on the f) Punched on cylinder cylinder
g) Observed weight - Stencilling/ colour coding for age profile h) Whether satisfactory/ rejected - Relevant test certificate number i) Visual defects REMARKS : j) Internal (The Remarks columns should indicate whether k) External the cylinder has been finally passed or rejected besides any other relevant details not covered l) Whether passed/ rejected above).
9.1.13 HYDROSTATIC TEST/ The test certificate issued by the Plant or by the HYDROSTATIC STRETCH TEST : Repairers should include :
- Whether passed/ rejected - Running Serial Number of cylinder - Cylinder Serial Number - Condition of bung threads (internal) - Date of testing ANNEXURE
SEQUENCE OF OPERATIONS FOR STATUTORY
PRESSURE TESTING OF LPG CYLINDERS
1. Receipt of Cylinders
2. Depressurising
3. Recording details (like Sr.No., Test Dates, Tare weight, Manufacturer's name)
4. Valve Removal
5. Degassing
6. External surface cleaning
7. Internal cleaning and internal inspections
8. Visual Inspections of external surface and bung threads by L-1 and L-9 plug gauges
9. Tare weight checking
10. Hydrostatic testing
11. Internal cleaning and checking
12. Primer coating
13. Signal red painting
14. Punching of new test date and repairer's identification mark
15. Tare weighing
16. Colour code painting to indicate ownership of cylinders, stencilling new tare weight, new weight and next test date
17. Tapping the bung thread, cleaning the same by brass wire brush and checking the bung threads by L-1 & L-9 plug gauges.
18. Valve fixing
19. Pneumatic test
20. Certification and despatches.
GLOSSARY OF TERMS 1. Area Classification 8. Filling Ratio It is method of classifying an area zone wise/ group wise based on the presence of explosive It is the ratio of weight of LPG in a container to gas/ vapour - air mixture vis-a-vis the the weight of water the same container can hold requirement of precautions for construction and at 15 deg. C. use of electrical apparatus. 9. Fire safe 2. Bulk Vessels As applied to valves, it is the concept of A pressure vessel used for more than 1000 litres controlling the leakage to an acceptable level water capacity for storage or transportation. after damage encountered during and after the fire achieved by dual seating. 3. Bullet 10. Fire proofed A horizontal pressure vessel used for storage or transportation by rail/ road. It is a passive concept of exposure protection of structures, vessel surface or cables that could be 4. Compressed Gas exposed to direct flame impingement, free burning plus pressure torching conditions, and/ Any permanent gas, liquefiable gas or gas or prolonged periods of high intensity radiant dissolved in liquid under pressure or gas mixture heat fluxes by the application of coating with a which in a closed container exercises a pressure specified rating. either exceeding 2.5 kg/sq.cm. abs @ 15 Deg C or a pressure exceeding 3.0 kg/Sq.cm. abs @ 50 11. Flammability Deg C or both. It is the percentage of volume of any flammable 5. Cylinders vapour in air-vapour mixtures capable to form an explosive mixture. A portable container upto 1000 litres water capacity used for both domestic and industrial 12. Flammable ( or Inflammable) purposes. Any substance which when tested in a specified 6. Explosive mixture manner will ignite when mixed with air on contact with a flame and will support It is a mixture of combustion agent (oxidising combustion. product-gas, vapour, liquid or solid) and a fuel (oxidisable product - gas, liquid or solid) in such 13. Gas-Free proportions that it could give rise to a very rapid and lively oxidisation reaction liberating more It means the concentration of flammable or toxic energy than is dissipated through conduction and gases or both in a pressure vessel or pipeline is convection. within the safe limits specified for persons to enter and carryout hotwork in such vessels/ 7. Earthing & Bonding pipelines.
Earthing is the provision of a safe path of electrical current to ground, in order to protect structures, plant and equipment from the effects 14. Hot Work of stray electrical current, and electrostatics discharge. It is an activity which may produce enough heat to ignite a flammable air-hydrocarbon mixture or Bonding is the process of connecting the a flammable substance. equipment/ system to be earthed to the ground by the bond wire to prevent sparking between two 15. Kerb Wall conducting bodies. A wall of appropriate height and size constructed system by an inert substance, and replacement of of suitable material and designed to contain the the later by air. LPG spillage and to direct it to a safe location around the storage vessel. 18. Reid Vapour Pressure
16. Liquefied Petroleum Gas (LPG) Reid Vapour Pressure is the vapour pressure in pounds per square inch (psi) at 100 Deg F as The term applies to a mixture of certain light determined by Reid apparatus. hydrocarbon C2 to C5, derived from petroleum which are gaseous at ambient temperature and 19. Spheres pressure test may be condensed to a liquid state at normal ambient temperature by the application A spherical pressure vessel used for storage. of moderate pressure. 20. Tare Weight 17. Purging It is the weight of the cylinder together with any It is the act of replacing the atmosphere within a fitting permanently attached to them and includes container by an inert substance in such a manner the weight of valve. as to prevent the formation of explosive mixture. 21. Working Pressure (A) Purging into Service : is the replacement of air in a closed system by an inert substance and It is saturated vapour pressure at 65 Deg. C. replacement of the later by combustible gas, vapour, or liquid. 22. Water Capacity
(B) Purging out of service : is the replacement The volume of water in litres that the container of normal combustible content of a closed can hold at 15 Deg. C.
CHAPTER 10
FIRE PROTECTION FACILITIES
10.1 GENERAL during the fire. The layout shall permit access from atleast two directions. LPG Bottling Plants are generally located away from populated areas in view of hazardous nature v) Detection of fire for automatic actuation of of product. With the passage of time these plants medium velocity water sprinkler system get surrounded by settlements/ residential shall be provided at all critical places like localities in the absence of any statutory LPG Bulk Storage, Tank Truck/ Tank regulations prohibiting their construction. Wagon Gantry, near Carousal, LPG pump/ Compressor House, Evacuation, Valve Due to large quantities of highly inflammable Change Shed etc. product stored in the Bottling Plants these pose safety risk to the plant as well as to the 10.4 FIRE WATER SYSTEM surrounding environment. Therefore, it is very much essential that elaborate in-built Fire Water is used for fire extinguishment, fire Protection Facilities are installed at the LPG control, cooling of vessels/ equipment and Bottling Plants. exposure protection of equipment and personnel from heat radiation. 10.2 APPLICATION 10.4.1 COMPONENTS OF FIRE WATER i) This standard lays down the minimum SYSTEM requirements of Fire Protection Facilities at LPG Bottling Plants. The main components of the system are : ii) For LPG bottling Plants located within the - Fire Water Storage Refineries the OISD Standard No. 116 - Fire Protection Facilities for Refineries, - Fire Water Pumps Gas Processing Plants shall also be referred. - Fire Hydrant/ Monitor distribution piping network. 10.3 DESIGN CRITERIA - Water Sprinkler/ Deluge system. i) Facilities shall be preferably designed on the basis that the city fire water supply is snot 10.4.2 FLOW RATE DESIGN available. The Fire Water pumping requirement shall be ii) The single largest fire risk shall be calculated based on minimum spray density as considered. under : iii) All LPG storage Vessels, Cylinder Storage/ Storage Vessels - 10.2 LPM/Sq.M (Note 1) Filling/ Repair Sheds, LPG Pump Houses, LPG Shed - 10.2 LPM/Sq.M (Note 1) Bulk Lorry and Tank Wagon Gantries shall LPG Pump/compressor - 20.4 LPM/Sq.M. (Note 1) be fully covered by medium velocity water House spray system. LPG Loading racks - 10.2 LPM/Sq.M. (Note 1) iv) Fire Protection Facilities shall have fire fighting access, means of escape in case of fire and also segregation of facilities so that the adjacent facilities are not endangered a) Storage Vessels In case of Bulk Storage of LPG, automatic LPM/Sq.M shall be provided. A minimum of detection of heat for automatic actuation of one gantry (600 MTs) shall be considered as medium velocity (MV) sprinkler system having single risk. The spray system shall cover tank remote/ local operated deluge valve with spray wagons surface on either side of tank wagon density of 10.2 LPM/Sq.M. of surface area shall gantry as well as the associated LPG pipelines in be provided. For water flow calculations the gantry. The Zoning concept can be adopted adjoining vessels within distance of R+30 Mts. as described in 10.4.2(b). (Note 1) (Where R is the Radius of the LPG vessel and 30 Mts. shall be measured from the periphery of the The fire water system in the plant shall be LPG vessel), water density for cooling shall be designed to meet the highest fire water flow considered at the rate of 10.2 LPM/Sq.M. surface requirement of a single largest risk of any of the area. (Note 1) above cases at a time plus 288 Cu.M/Hr. for operating 2 Nos. Fire water Monitors/ b) Sheds Supplementary Hose requirements.
MV Sprinkler system having remote operated 10.4.3 FIRE WATER SYSTEM DESIGN deluge valve and at critical places like near carousal, evacuation, valve change shed, i) The Fire Water pressure system shall be automatic detection of heat for automatic designed for a minimum residual pressure of operation of sprinkler system with spray density 7.0 kgs/ Sq.cm g at the remotest place of 10 LPM/Sq. M. shall be provided. The shed has application in the plant. to be divided into suitable number of zones with minimum zone width of 10 m each served by ii) A fire water ring main shall be provided all independent deluge system. The residual zone around perimeter of the LPG Plant facilities on either end of the shed may be of size less than with hydrants/ monitors spaced at 30 M 10 m. The adjacent zones are required to be centre to centre. Fire hydrants and monitors operative around the zone under fire and the shall not be installed within 15 Meters from same shall be considered as a single risk. The the facilities/ equipment to be protected. spray system in the connecting fingers i.e. loading or unloading bays may be considered iii) Fire hydrant network shall be in closed loops separately with separate deluge to optimize the to ensure multidirectional flow in the fire water requirement.. (Note 1) & (Note 4) system. Isolation valves shall be provided to enable isolation of any section of the c) LPG Pump House network without affecting the flow in the rest. The isolation valves shall be located MV sprinkler system with automatic heat normally near the loop junction. Additional detection having remote/ local operated Deluge isolation valves shall be provided in the valve with spray density of Max. 20.4 segments where, the length of the segment LPM/Sq.M shall be provided. (Note 1) exceeds 300 Mts. d) Tank Lorry Gantry 10.4.4 FIRE WATER STORAGE
In case of Tank Lorry Gantry, automatic i) Water for the hydrant service shall be stored detection of heat for automatic actuation of MV in any easily accessible surface of sprinkler system having remote/ local operated underground concrete reservoir or above deluge valve with spray density 10.2 LPM/Sq.M ground tank of steel or concrete. However, of surface area shall be provided. A maximum above ground tanks shall be preferred in of 7 bays shall be considered as single risk area. view of the availability of flooded suction (Note 1) condition for easy start of fire water engines. The effective storage capacity shall be not e) Tank Wagon Gantry less than 4 Hrs. aggregate working capacity of Fire Water pumps. MV sprinkler system with automatic heat detection having remote/ local operated deluge ii) Storage tank/ reservoir shall be in two inter valve with effective spray density of 10.2 connected compartments to facilitate cleaning and repairs. In case of steel tanks there shall be a minimum of two tanks. a) Pipe line shall be laid at a height of 300 mm to 400mm above finished ground level.
10.4.5 FIRE WATER PUMPS b) The mains shall be supported at regular intervals not exceeding 6 meters. i) Centrifugal type fire water pumps shall be installed to meet the designed fire water c) The system for above ground portion shall flow rate and head. These pumps preferably be analysed for flexibility against thermal should have a flooded suction. expansion and necessary expansion loops where called for shall be provided. ii) There shall be jockey pump of capacity so designed to achieve a pressure of 7 kg./cm2 d) Deleted (Note 1) at the farthest end of the hydrant system Note 3. The system pressure has to be maintained ii) However the ring main shall be laid at 7 kg/cm2g with the help of Jockey Pump underground at the following places : operating automatically. a) Road crossings. The Jockey Pump shall be quick auto start- stop type with the help of pressure switches. b) Places where above ground piping is likely to cause obstruction to operation and vehicle A standby jockey pump shall be provided if movement. the number of hydrant points are more than 100. c) Places where above ground piping is likely to get damaged mechanically, particularly in iii) The fire water pump(s) including the stand by the lPG storage area where water supply pump(s) shall be of diesel engine driven lines are laid for feeding sprinkler deluge type. The pumps shall be capable of system. discharging 150% of its rated discharge at a minimum of 65% of the rated head. Each d) Where Frost conditions warrant and ambient engine shall have an independent fuel tank temperature is likely to fall below zero deg. of suitable size for 6 Hrs. continuous centigrade underground piping at least 1 running. meter below the ground level should be provided. iv) No. of stand by pumps shall be provided as per following criteria : iii) If Fire water ring main laid underground the following precautions shall be taken : a) Minimum 1 no. a) The Ring main shall have at least one meter b) 50% upto 4 Nos. of Main pumps. earth cushion in open ground and 1.2 meters cushion under the road crossings. c) For 4 and above, minimum 2 Nos. b) The Ring main shall be provided with v) Fire water pump house/ Fire water tanks or protection against soil corrosion by suitable reservoir shall be located atleast 60 M coatings/ wrappings. (minimum) away from LPG facilities. c) In case of poor soil conditions it may be vi) Fire water pumps shall be exclusively used necessary to provide concrete/ masonry for Fire Fighting purpose only. supports under the pipe line.
10.4.6 FIRE HYDRANT NETWORK iv) Fire water ring main shall be sized for 120% of the design water rate. Design flow rates i) Fire hydrant ring main should be normally shall be distributed at nodal points to give laid above ground. Following precautions the most realistic way of water requirements should be taken if fire water ring main laid in an emergency. above ground : v) The fire water network shall be kept vii) The above ground fire water main and the pressurised to a pressure of about 7 fire hydrant standpost shall be painted with kg/sq.cm.g with the help of one or more corrosion resistant "Fire Red" paint. Jockey pumps. viii) Water monitor and hose box shall be painted vi) Hydrants/ monitors shall be located bearing "Luminous Yellow'. in mind the fire hazards at different sections of the premises to be protected and to give 10.4.8 MEDIUM VELOCITY SPRAY most effective service. SPRINKLER SYSTEM vii) Hydrant/ monitors shall be provided for i) Medium velocity sprinkler system based on every 30 meters in case of hazardous areas heat and other detection shall be employed. and may be spaced 45 meters in other areas. ii) Quartzoid Bulb protection can be provided in viii)Connections for fire water monitors shall be open areas or in the sheds. The Quartzoid provided with independent isolation valves. Bulbs are designed to blow at 79 deg. centigrade (max.) and Quartzoid Bulb ix) Hose boxes with 2 nos. hoses and a nozzle network shall be maintained with plant air at shall be provided between the hydrant a pressure of about 3.5 kgs/sq.cm.g through points. a restriction orifice and is such that the discharge of air through one Quartzoid Bulb x) Considering radiation levels in the event of a will depressurise the down stream side of the fire hydrants/ Monitors/ Control valves shall restriction orifice. be located at a safe distance (minimum distance of 15 mts.) and from hazardous iii) The Electro pneumatic (E.P) heat detectors equipment/ buildings. can be provided in the sheds and they work on the following principle : xi) The deluge valves shall be located out side the kerb wall at a safe distance in case of a) Rate of rise - 10 deg. C/ LPG spheres/ bullets and 15 meters away of temp. Minute. from the limits of LPG cylinder sheds. A fire wall shall be provided for the protection of b) At 79 deg. C(max.) deluge valve and for operating personnel. The EP detectors are divided into groups and 10.4.7 MATERIAL SPECIFICATIONS alternate detectors are connected in one circuit. Two detectors from two different All the materials used in fire water system using groups shall function/ operate for actuation fresh water shall be of approved type as indicated of sprinkler system. below. iv) The actuation of detectors shall initiate the In case of sea water service, the fire water main following : pipes shall be concrete mortar lined internally. a) Opening of deluge valve. i) Pipes CS as per IS:3589/IS:1239 b) Audio-visual alarm at the fire pump ii) Isolation Valves Cast iron/ Cast Steel house/ control panel. iii) Deluge valves Cast iron/ Cast steel iv) Hydrant c) Fire siren. Standpost C.S. Outlet valves Gunmetal/ Aluminium d) The diesel pump will start based on their set v) Monitors C.S. pressure to supplement/ to maintain the fire vi) In case of underground mains the isolation water pressure in the ring main. valves shall be located in RCC/ brick masonary chamber. ROV's of Fire-safe type shall be provided. The following areas shall be covered with the medium velocity spray system in the iv) The fire extinguishers shall be provided at LPG Bottling Plants : various locations as under : a) LPG Storage Area : Area Portable Fire Extinguisher
Automatic detection of heat for automatic LPG Storage 2 Nos. 10 kg DCP actuation of MV sprinkler system having remote/ Vessel(Each) extinguisher. local operated deluge valve shall be provided. LPG cylinder 2 Nos. 10 kg DCP b) Tank Wagon Loading/ Unloading Area : sheds extinguisher per 200 Sq.M.Area. MV sprinkler system having remote/ local operated deluge valves shall be provided. Tank LPG Pump 2 Nos. 10 kg. DCP wagon loading/ unloading area shall be divided houses extinguisher per 50 into six zones and one deluge valve shall cover Sq.m. Area. 12 LPG tank wagons at a time (60 Meters long on each spur). Tank Truck loading/ 1 No. 10 kg. DCP loading gantries Extinguisher c) Tank Lorry Loading/ Unloading Area : in each bay.
Detection of heat for automatic actuation of MV Tank Wagon loading/ 1 No. 10 kg DCP sprinkler system having remote/ local operated unloading gantries Extinguisher for every deluge valve shall be provided. One deluge 15/20 meters of valve shall be provided for a maximum of 4 gantry. bays. Other Pump Houses 2 Nos. 10 kg DCP d) LPG Sheds: Extinguisher
MV sprinkler system having remote/ local Office/Canteen/ At least 2 Nos. 10 kg. operated deluge valve and at critical places like Stores DCP extinguishers in carousal, evacuation, valve change shed, each building automatic detection of heat for automatic operation of sprinkler system shall be provided. MCC/DG Room/HT At least 2 nos. 4.5 Room KG Co2 e) LPG Pump/Compressor House : extinguishers in each room or for floor area Based on heat detection automatic MV sprinkler of about 100 Sq.m. system having remote/ local operated deluge & 4 sand buckets & a valves shall be provided. stand shall be provided in MCC/DG 10.5 FIRST AID FIRE FIGHTING Room. EQUIPMENT v) 100% spre CO2 cartridges and 50% (Min) 10.5.1 PORTABLE FIRE EXTINGUISHERS spare DCP bags (as per Fire Extinguisher Capacities) shall be stored in the LPG plant. i) Portable fire extinguishers shall be located at convenient locations and shall at all times be 10.5.2 WHEELED/ MOBILE FIRE readily accessible and clearly visible. FIGHTING EQUIPMENT ii) The maximum running distance to locate an i) One No. Mobile 75 Kg DCP fire extinguisher in working areas shall not extinguisher shall be provided in filling exceed 15 meters. shed, LPG storage vessels/ LPG Pump House area, Tank truck loading/ unloading iii) The top surface of the extinguisher shall not gantry area & tank wagon loading/ be more than 1.5 meter high. unloading gantry area. ii) The Dry chemical powder used in the 6. Rubber hand gloves Min. 2 pairs extinguishers shall be Potassium/ Urea based for electrical (BIS approved) or Sodium Bicarbonate as per IS:4308. purpose. Nitrogen/ Carbon Dioxide shall be used as expellent gas. 7. Low temperature 4 pairs rubber hand gloves iii) Considering the large area, and no. of for LPG emergency. operations involved in Mega LPG Plants, special fire fighting facilities like DCP fire 8. Low tem. protective Min. 2 sets tenders should preferably be provided. clothing for LPG emergency. iv) A trolley with suitable first aid fire protective accessories shall be readily available in the 9. Explosimeter Min. 2 Nos. LPG plant. 10. Fire proximity suit Min. 1 No. (Note 3) 10.5.3 HOSES, NOZZLES AND ACCESSOREIS 11. Deleted Note 3 i) Reinforced rubber lined hoses (63mm) 12. Resuscitator Min. 2 Nos. conforming to IS:636 (type A or B) shall be provided. 13. Red/Green Flags As required ii) The hoses shall be of 15 Meters standard 14. Self contained Min. 1 No. length and shall be provided with Gun breathing apparatus metal/ Aluminium alloy male & female with one spare cyl. couplings of instantaneous pattern. (Cap. 30 minutes) iii) 50% spare Hoses shall be stored in the LPG 15. Water jet blankets Min. 2 nos. plant. 16. Gas detectors Min. 2 Nos. iv) In addition to the nozzles provided in the Note 2 hose boxes there shall be at least 2 Nos. spare nozzles in each category viz. Jet The above are guidelines and minimum Nozzles with branch pipes, Fog Nozzles, requirements of each item and can be universal Nozzles, water curtain Nozzles, increased depending upon the scale of Spray Nozzles and Tripple purpose nozzles operations, statutory/ mandatory in the plant. requirement of local bodies/ State Governments or any other expert body. v) The following accessories/ first aid items shall be provided in the plant : 10.6 FIRE/ ALARM/ COMMUNICATION SYSTEM 1. Fire hoses 100% of no. of hydrant points. 10.6.1 FIRE ALARM SYSTEM 2. Safety helmets As required ( Min. 10 Nos.) 1 no. for i) Sufficient No. of Manual call points shall be each. provided in the plant.
3. Hose Boxes alternate hydrant ii) Electricity operated Fire Siren shall be point. audible to the farthest distance in the plant (1 K.M. from the periphery of the plant). 4. Stretcher with Min. 2 Nos. each blankets. iii) Manually operated fire sirens shall be provided at strategic places. 5. First aid Box Min. 2 nos. iv) For fire condition the siren shall be walling sound for minimum `2 minutes and for all clear signal it shall be straight run siren for 2 Fire proofing provided on the vessel and minutes. supporting legs shall be adequate to protect the shell material from overheating and consequent v) For Disaster condition the wailing sound failure. Note 2 The material provided for fire given shall be repeated thrice with a proofing purpose shall be good enough to minimum 10 seconds gap. provide this protection for the initial 30-60 minutes. Based on this it is recommended to 10.6.2 COMMUNICATION SYSTEM provide the minimum rating for fire proofing as follows : i) Communication system like telephone/ PA or paging or walkie-talkie shall be provided. LPG storage vessel & connected 1 hour lines upto the fire safe ROVs ii) In the hazardous areas flame-proof telephones shall be provided. Supporting legs of all above 2 hour iii) Wherever possible Hot line connection Before fire-proofing application, protected metal between City Fire Brigade/ near by major surfaces shall be prepared through such means as Industries shall be provided. sand-blasting and corrosion-protective primers. Particular attention shall be given to the top iv) Plant shall have a ` Mutual Aid' arrangement junction of the fire-proofing with the protected with near by industries. metal to prevent water ingress.
10.7 SPECIAL FIRE PROTECTION Fire water line to each sphere should be so routed that it is not exposed to direct fire. This is The most hazardous situation in LPG vessel is to protect it from failure in the initial period the possibility of BLEEVE. This usually takes when water flow has not commenced. It is place when the vessel is subjected to external recommended that riser should be located away fire. from bottom ROV. The horizontal run of the Fire Water line may be buried if fire engulfment The unwetted (vapour space) portion of the shell cannot be avoided otherwise. Fire proofing shall gets overheated and fails even at the operating include connected LPG lines and pipe supports pressure. As such, it is important that metal within 15 M of a storage vessel or in the temperature in the vapour space is protected drainage paths. from overheating by some measures. A passive measure like fire proofing/ insulation or fire 10.8 INSPECTION AND TESTING retardant coating will provide protection in the initial period of fire which is very crucial. This The fire protection equipment shall be kept in will give some breathing time for activating good operating condition all the time. other fire fighting measures like starting of pumps, organising people, opening of valves etc. The fire fighting system shall be periodically This will also take care of automation failure tested for proper functioning and logged for wherever it is provided. record and corrective actions. In addition to routine daily checks/ maintenance the following The fireproofing of LPG storage vessel should be periodic inspection/ testing shall be ensured. decided based on the risk analysis keeping in view local considerations, availability of water 10.8.1 FIRE WATER PUMPS and societal risk. Note 2 i) Every Pump shall be in test run for atleast 10 min. twice in a week at the rated conditions. Since the risk of BLEVE get reduced to insignificant level with the provision of mounded ii) Once in a month each pump shall be checked storage, all new facilities for storage of LPG/ and tested and the shut-off pressure Propane should preferably be of mounded type. observed and logged. Also the pump Note 2 performance shall be ascertained. each nozzle and effectiveness of system in iii) The Jockey pump operation shall be checked total. periodically. Frequent start/ stop condition of Jockey pump indicates that there are ii) The sprinkler system in the sheds shall be water leaks in the system. tested by closing the outlet of the deluge valve for correct remote operation once in a 10.8.2 FIRE WATER RING MAIN quarter. i) The ring main shall be kept pressurised at 7 iii) The strainers provided in the Fire water kg/sq.cm.g with the help of one or more sprinkler system shall be cleaned once in a jockey pumps. quarter and records maintained. ii) The ring main shall be inspected for any 10.8.4 FIRE WATER RESERVOIR visual leaks, detects, damage and corrosion. In case of a Reservoir the same shall be cleaned iii) All valves on the ring main/ hydrant/ monitor once in 6 months or earlier as and when needed valves shall be checked for leaks/ operation so that there shall not be any foreign particles/ and lubricated once in a month. fungus/ vegetation in the reservoir.
10.8.3 FIRE WATER SPRINKLER 10.9 MAKE UP WATER : SYSTEM Facilities to make up water during fire fighting i) All deluge valves and sprinkler system shall shall be provided. be operated and checked once in a quarter for correct remote operation performance of CHAPTER 11
EMERGENCY MANAGEMENT PLAN
11.1 GENERAL a) Through water drain valve while draining.
11.1 The best way to manage any emergency is b) Leaking sample valve. to prevent it. Following guidelines for emergency prevention shall be followed : c) Breakage of glass on Sight Flow Indicator on the pipeline. Ensure : d) Opening of pot-off valve, gland/ packing a) Sound engineering practice in the etc. design, fabrication, installation and maintenance of facilities. e) Leakage through LPG compressor/ pump.
b) Careful selection and correct use of f) Leakage due to bursting/ rupture of hose equipment. or through sviwel joints of body arms.
c) Observance of safety and security g) Leakage from the filling guns. regulations. h) Escape of liquid/ vapour LPG during d) Proper and constant training and maintenance/ repairs. guidance to all personnel working in the Plant, with particular reference to 11.1.4 BEWARE OF COMMON CAUSES product knowledge and maintenance OF FIRE, SOME OF WHICH ARE: practices. (a) ELECTRICAL : e) Good House-keeping. i) Short circuiting due to loose wiring f) Constant supervision and alertness. including that of automobile moving in the area.
11.1.2 EMERGENCY PLANS : ii) Use of non-flame proof fittings such as lights, torch, motors, fan, telephone, Plant Manager shall ensure that suitable temporary lighting etc. (Note : instructions are issued to both Corporation's and Flameproof fittings become non- contractor's personnel identifying the action to be flame proof due to poor maintenance taken by each one in an emergency. This should e.g. increase in gap in junction boxes, be achieved by display of organisation chart/ due to missing nuts and bolts or posters not only for fire-fighting but also for improper glands used for connection other likely emergencies. Likewise, for to junction box, or sealing compound emergencies of large magnitude Emergency not used in junction boxes etc.) Response Plan (or Disaster Management Plan) to be drawn out in coordination with related outside iii) Static electricity as result of improper agencies, such as local administration, Police bonding/ grounding to tanks, authorities, Fire Brigade, hospital authorities, conveyor system, tank truck, tank home guards, neighbouring industries etc. wagon etc. Periodic mock drills for all such plans to be conducted, and plans to be updated/ modified based on experience gained during such drills. (b) VEHICLE :
11.1.3 BEWARE OF LPG LEAKAGE AT i) Exhaust of vehicle, if effective spark PLANTS, THESE ARE : arrestors are not provided. ii) Operation of non-FLP electrical switches e) Saving of human life shall get priority in such as vehicle ignition. comparison to stocks/ assets. iii) Spark from the loose contact on vehicle f) Plant personnel without specific duties batteries. should assemble at the nominated place. iv) Spark from exhaust of railway engine. g) All vehicles except those required for emergency use should be moved away v) Cinders from the steam locomotives. from the operating area, in an orderly manner at pre-nominated route. (c) OTHERS h) Electrical system except for control i) Landing of crackers (flying type ) in supplies, utilities, lighting and fire hazardous areas. fighting system, should be isolated. ii) Chiselling/ hammering. i) If the feed to the fire cannot be cut off, the fire must be controlled and not iii) Spark from studed shoes, with steel button extinguished. by friction against ground/ metal. j) Start water spray system at areas involved iv) Lighted agarbatti in a truck. in or exposed to fire risks. v) Excessive release of vapour beyond safe k) In case of leakage of LPG without fire and limit and fire due to outside source of inability to stop the flow, take all ignition. precautions to avoid source of ignition. vi) Lighting l) Block all roads in the adjacent area and enlist Police support for the purpose if vii) Smoking. warranted.
11.2 BASIC ACTION IN EMERGENCIES : 11.2.2 Fire Fighting Operations :
11.2.1 Immediate action is the most important a) Enlist support of local fire brigade and factor in emergency control because the neighbouring industries. first few seconds count, as LPG fires develop and spread very quickly unless b) If escaping vapour cannot be stopped, jets prompt and efficient action is taken. In of water should be directed at the point of the event of fire/ gas leak within LPG leakage to assist controlled release of Plant the following action shall be taken vapour and in between water fog should as quickly as possible: be used for dilution and rapid dispersion of vapour cloud. a) Take immediate steps to stop LPG leakage/ fire and raise alarm c) Fire Fighting personnel working in or simultaneously. close to un-ignited vapour clouds or close to fire must wear protective clothing and b) Initiate action as per Fire Organisation equipment including safety harness and Plan or Disaster Management Plan, based manned life line. They must be protected on gravity of the emergency. continuously by water sprays. Water protection for fire fighters should never be c) Stop all operations and ensure closure of shut off even though the flames appear to all ROVs and isolation valves. have been extinguished until all personnel are safely out of the danger area. d) All out effort should be made to contain the spread of leakage/ fire. d) Exercise care to ensure that static charge is not generated in LPG vapour cloud. For this purpose solid jets of water must be avoided, instead fog nozzles should be damage valve or pipeline. Any attempt to used. turn a vessel back upright to move it to some remote location should be done e) Fire fighters should advance towards a fire carefully to avoid damage to valve and down wind if possible. pipelines. f) Cylinder fire should be approached using d) Exercise care to ensure that static charge proper barricades/ protection to avoid is not generated in LPG vapour cloud. direct hit from flying cylinders. For this purpose solid jets of water must be avoided, instead fog nozzles should be g) If the only valve that can be used to stop used. the leakage is surrounded by fire, it may be possible to close it manually. The e) Fire Fighters should advance towards a attempt should be directed by trained fire down wind if possible. persons only. The person attempting the closure should be continuously protected f) Cylinder fire should be approached using by means of water spraying (through fog proper barricades/ protection to avoid nozzles), fire entry suit, water jel blanket direct hit from flying cylinders. or any other approved equipment. The person must be equipped with a safety g) If the only valve that can be used to stop harness and manned life line. the leakage is surrounded by fire, it may be possible to close it manually. The h) Any rapid increase in pressure or noise attempt should be directed by trained level of product discharged through safety persons only. The person attempting the relief valve of the vessel/ pipeline should closure should be continuously protected be treated as a warning of over by means of water spraying (through fog pressurisation. In such cases all personnel nozzles), fire entry suit, water jel blanket should be evacuated immediately. or any other approved equipment. The person must be equipped with a safety i) As in case of any emergency situation, it harness and manned life line. is of paramount importance to avoid endangering human life in the event of h) Any rapid increase in pressure or noise fire involving or seriously exposing LPG level of product discharged through safety equipment or serious leakage of LPG relief valve of the vessel/ pipeline should without the fire. be treated as a warning of over pressurisation. In such cases all personnel 11.2.3 Action in the event of LPG leakage should be evacuated immediately. without fire : i) As in case of any emergency situation, it a) Take basic action as detailed in 11.2.1 is of paramount importance to avoid above. endangering human life in the event of fire involving a seriously exposing LPG b) If escaping LPG is not on fire, close any equipment or serious leakage of LPG valve which will stop the flow. without the fire. c) In some cases like the leakage from a 11.2.3 Action in the event of LPG leakage pressure vessel without a fire (such as leak without fire : from tank truck bullet or overturning) it may be desirable to move the vessel to a) Take basic action as detailed in 11.2.1 some remote area such as block of above. isolated roadway or open field where it can be allowed to leak safely without a b) If escaping LPG is not on fire, close any source of ignition nearby. However, if valve which will stop the flow. this is to be done, the vessel must be moved in an upright position. Never drag c) In some cases like the leakage from a the vessel in a manner which might pressure vessel without a fire (such as leak from tank truck bullet or overturning), it should be approached from upwind (if in may be desirable to move the vessel to the open air) and be removed to a place of some remote area such as block of safety remote from sources of ignition. isolated roadway or open field where it Cylinders not directly involved in the fire can be allowed to leak safely without a should be moved away from heat source of ignition nearby. However, if exposure, while applying cooling water this is to be done, the vessel must be sprays on cylinders directly involved. moved in an upright position. Never drag the vessel in a manner which might (ii) Fire on storage vessel : If a pressure damage valve or pipeline. Any attempt to vessel is exposed to radiant heat from turn a vessel back upright to move it to external fire, it should be kept cool by some remote location should be done water sprays to prevent excessive pressure carefully to avoid damage to valve and rise in the vessel. Cooling water sprays pipelines. must be applied without delay to the heat affected area using fixed water sprinkler 11.2.4 Action in the event of LPG fire : system or equivalent spray water coverage, through fixed monitors or other a) Take basic action as detailed in 11.2.1 equipment. Cooling the vessel with water above. sprays reduces the heat input to the vessel and thereby reduces the pressure, thus, b) Extinguishing Fires - A small fire at the reducing the rate of discharge from the point of leakage should be extinguished relief valves. by enveloping with a water spray or a suitable smoothening agent such as carbon (iii) Leakage of LPG burning at the outlet of a dioxide or dry chemical powder. cylinder valve: Extinguish the fire by However, it is again stressed that LPG fire means of a portable fire extinguisher, or should not; except in special smoothening with a thick non-synthetic circumstances explained earlier; be cloth (preferably wet) or sand/ earth etc. extinguished until the escape of product has been stopped. Fix safety cap on the valve to prevent further leakage. c) Fire fighting procedure - Fire fighting procedures would vary depending upon After the fire is extinguished, if the various factors such as nature, sources, leakage cannot be stopped the cylinder size, location, etc. of fire. Basic fire should be moved carefully to a safe fighting techniques have been explained location to vent out the contents under earlier in section 11.2.2. However, for the controlled conditions. purpose of guidelines, fire fighting techniques for few common cases are as (iv) Fire of LPG vapour escaping from a follows : damaged vessel fitting ( flame not playing on vessel) : (i) Cylinder Fire : If a filled cylinder is involved in fire, internal pressure may Allow fire to continue till exhaustion. start rising and if not relieved the built up pressure could rise above 70 kgf/sq.cm.g Spray vessel with water to cool it, if vessel is and ultimately rupture the container. being heated by radiation from the flame or if Ignition of the escaping gas would flame is endangering other plant equipment. aggravate the fire but the release of pressure would reduce the possibility of Cool adjacent vessels and structures. rupture of the container. No attempt should be made to extinguish the burning (v) Fire at Safety Relief Valves of vessels gas. Bus the container and other exposed to adjacent fire. containers in the vicinity should be kept cool by water sprays until the contents of (vi) Fire in Oil storage area adjacent to the container have burnt away. If the gas LPG storage : leakage does not ignite, the container Start water sprays only on those LPG must know the location of emergency vessels exposed to fire/ heat. exits, and they should know the location of water hydrant points/ monitors and Isolate affected vessels and run out fire must be familiar with the sound of the water hoses in case hose stream cooling emergency (fire) alarm. becomes necessary. (b) The Fire Fighting Organisation Plan together Water pressure in LPG vessels. with layout of fire fighting and safety devices shall be displayed at prominent If LPG vessel's SRVs have started places and explained to all personnel. It blowing vapour, take no further action shall include the following functions, (apart from cooling) unless vessel expanded to suit the location facilities/ pressure continues to rise. requirement:-
If fire enters LPG storage area, (i) Sounding the emergency (fire) alarm. concentrate available cooling water on LPG vessels, most affected. (ii) Shutting off the LPG supply to any leakage point/ fire. Do not try to empty LPG vessels exposed to fire. They become more vulnerable to (iii) Summoning the fire brigade/ police. overheating as their liquid content decreases. (iv) Fire control, with first aid, fire fighting equipment.
11.2.5 Fire Fighting Organisation Plan : (v) LPG vapour dispersal.
(a) A plan of action for use in the event of a (vi) Operation of LPG vessel's fixed water major LPG product leakage with a fire or sprinkler system, starting of fire pump (s) risk of fire is essential. Such a plan must and application of water hose jets/ sprays be carefully prepared for each plant. It for containing/ extinguishing fires. should be fully understood by all LPG plant supervisory personnel and other (vii) Cooling of vessels/ cylinders and other personnel responsible for action as per equipment/ facilities. plan. It shall be based on the following : (viii) Closing down all operations in the plant (i) Plant personnel shall be fully trained for the including closure of valves and stopping specialized techniques necessary for of pumps. combating LPG leakages and LPG fires. (ix) Preventing all sources of ignition in case of (ii) If leakage and/ or fire occurs, all personnel LPG leakage. should use the equipment provided and to carry out their allotted tasks as detailed in (x) Evacuation of vehicles. the fire fighting organisation plan. (xi) Evacuation and mustering of personnel. (iii) All personnel should be conversant with fire control equipment and also its (xii) Establishing an emergency fire-control location. centre.
(iv) LPG plant personnel should know the (xiii) Traffic control. position and method of operation of all Remove Operation valves (ROVs) in the (xiv) Stations and duties of all personnel. plant. (xv) Policing of affected areas. (v) Plant personnel should be familiar with the standard recognition markings of fire (xvi) Any other specialised duties. control, first aid and all safety equipment, (xvii) Display of fire brigade, ambulance, Police tested, water hoses run out and spray/ set telephone numbers etc. techniques practiced during drills.
(xviii) All clear signal by competent person. e) Fire alarms shall be sounded/ tested (neighbouring plants/ factories and the fire (c) Liaison with local fire brigade : brigade shall be warned in advance of this test). Close co-operation with the local fire authorities is essential and shall take the following form : f) Protective clothing, breathing apparatus and any other specialised safety (i) The fire brigade should be made familiar equipment available shall be tried out with the layout of the plant and the during drills to train all concerned in their location of important equipment/ facilities application. provided, and their method of use. Mock fire drills/ exercise jointly by plant g) The local fire brigade should be personnel and local fire brigades shall be encouraged to participate in fire drills planned. periodically.
(ii) Fire fighting equipment at the plant shall be h) Any shortcoming, noticed during the drill compatible with the fire brigade shall be rectified. equipment, otherwise adapters shall be kept ready for hoses, hydrants etc. 11.2.6 Disaster Management Plan : ON- SITE (iii) The fire brigade shall be aware of the plant's fire fighting organisation plan and a) It is basically a pre-plan to handle any the views held at the plan regarding the emergency situation of a higher most effective LPG fire control methods. magnitude arising out of factors listed below: (iv) In the event of an emergency/ fire, the plant manager and/ or his representative shall (i) Major fire/ explosions advise the Fire Officer about particular or potential hazards that may be present e.g. (ii) Uncontrollable leakage of LPG stocks of filled cylinders at that particular point of time. (iii) Lightning
(d) Fire Drills & Training : (iv) Heavy floods a) Drills for all Plant personnel, making use (v) Earthquakes/ land slides of the "Fire fighting Organisation Plan" and practicing the specialised techniques (vi) Sabotage/ terrorist outrage required for fighting LPG fires or dispensing/ diluting LPG vapour clouds (vii) War situation shall be held minimum once in a month. The objective of the plan shall be to reduce the b) The drills should cover various types of probability of serious loss/ damage to general incidents, e.g. major spillage, LPG bulk stock, plant and machinery, documents etc. lorry fire, cylinder fire etc. utilizing combined resources of the location itself and the outside agencies. In order to have an c) Extinguishers due for recharging/ due for effective organisation, preliminary meeting shall hydrotesting shall be discharged during be conducted with the representatives from local drills and replenished subsequently 50% fire services, police authorities, voluntary (Min.) stock of refills as replenishment for organisations like ambulance service/ Govt. FEs should be maintained. medical service/ contractors and even Home Guards and defence personnel. In the course of d) The fire pump should be run, sprinkler the meeting, there should be exchange of system activated, emergency systems knowledge, training and plans for development of expertise and skills to gain knowledge about the plant layout/ facilities, potential of likely (v) Identify Disaster control room/ group. hazards/ risks, likely emergencies that may arise. This group should draw out modalities of the (vi) Furnish detailed data and drawings relevant exercises in the given situation and arrive at an for the crisis management. agreed action plan which should be updated from time to time and put to test in the form of (vii) Establish channel of communication at the periodical mock drills. local level to Statutory Authorities and higher authorities within the organisation. (b) Due to varying risk potentials and also varying hazards at/ around each location (viii) Mock drills to be conducted minimum `Disaster Management Plan' for each once a year. location shall be drawn up individually based on the outline given below: (ix) Modify the plan based on the experience gained through mock drills and try out the (i) Identify Disaster scenario i.e. the situation modified plan through subsequent mock under which the plan would become drills. operational. Plan for the worst possible scenario. (x) The plan shall be updated as and when the changes recorded in the plan occur and (ii) Identify resources required from each of the communication sent to all concerned. outside agencies. (c) Communication organogram : (iii) Establish outside agencies, role of each agency and obtain their commitment for As a part of Disaster Management Plan, rendering the assistance in crisis situation communication organogram shall be drawn up as per the agreed plan. giving flow of communication from the originating location to various local agencies and (iv) Establish organogram for Disaster also to Statutory Authorities and upwards within Management based on available the organisation to mobilise support and to manpower in various groups and identify consider alternatives for maintaining essential the leader and alternative leader for each supplies. for the groups and the role to be played by each team in various likely crisis situations. CHAPTER 12
SAFETY AUDIT
12.1 GENERAL: These check lists can be further supplemented and modified suitably to meet the specific Safety audit is a well recognised tool to improve requirements of individual plant. Recommended the effectiveness of safety programme and loss minimum safety audits at different levels, their prevention measures by carrying out systematic frequencies and broad check lists to be used are and critical appraisal of potential safety hazards indicated below :- involving personnel, plants and equipments. Daily audit essentially shall cover the For a structured and systematic safety audit of compliance of recommended operating any plant/ facility, check lists are the most procedures/ safety practices. Reports of audit important prerequisite. Check lists should cover shall be reviewed by the Plant Manager on daily all the operational areas, major equipments, basis and corrective action be undertaken on operating/ maintenance procedures, safety priority wherever required. practices, fire prevention/ protection systems etc. Observations/ recommendations of safety audit In case of external safety audit, following areas team should be presented in the form of a formal besides the points given in check list of report and action plan for corrective measures Annexure III shall be covered. should be prepared and subsequently monitored for implementation. 1. Safety Organisation
General guidelines on safety audit methodologies 2. Security System and techniques are also given in OISD - GDN- 145. 3. Fire prevention/ protection system
12.2 TYPE OF SAFETY AUDIT AND 4. Preparedness to handle any emergency PERIODICITY : --Disaster control plan and mock drills.
In view of the high hazard potential of LPG, 5. Skill level and training needs for HRD. safety audits at frequent intervals by the teams/ personnel of various levels are advocated, Broad 6. Operating manual/ instructions, display of check lists for different recommended safety Do's/ Don'ts etc. audits are given in the Annexure I, II, III, IV.
S.No. Type of Safety By Frequency Checklist Audit (Annexure) ------1 2 3 4 5 ------
1. Inspection Safety LPG Plant Daily I audit of LPG Bottling Safety Plant. Officer
2. Electrical audit of Expert Annual II LPG Bottling plants personnel from electrical discipline
3. Detailed safety audit Multi disciplinary Annual III of LPG Bottling Plants team of region/ corporate level
4. Inspection and Expert Annual IV maintenance audit of personnel of LPG Bottling plants Inspection/ Maintenance
5. External safety audit Panel As decided Based on of LPG Bottling plants constituted by OISD observations
by OISD and OISD
Checklist
------ANNEXURE - I
DAILY SAFETY AUDIT - CHECKLIST FOR LPG BOTTLING PLANTS
LOCATION ______
Audit/ Inspection by ______
------S.No. Item Description Observation Corrective Action Remarks 1 2 3 4 5 ------
A. SAFETY/ FIRE PROTECTION SYSTEM
A-01 Water level in static Yes/No water tank is satisfactory.
A-02 Hydrant pressure Yes/No maintained with jockey pump. Record Pressure.
A-03 Fire water pumps/engines Yes/No
a) Are the batteries in good condition.
b) Are the diesel tanks full
c) Start one pump, record pressure developed.
d) Whether auto start system working.
A-04 Fire alarm/ Yes/No communication system in working order.
A-05 Automatic Gas Detection Yes/No system operating.
A-06 Vapour Extraction Unit operating Yes/No
A-07 Any unsafe condition of Yes/No S&FP system observed (specify in brief under remarks column).
A-08 Any signs of beedi/ Yes/No cigarette butts/ used matches observed in the area- particularly at toilets.
A-09 Regular surprise checks/ testing Yes/No being done at gate/ at the plant. ------S.No. Item Description Observation Corrective Action Remarks 1 2 3 4 5 ------
A-10 Caution signs displayed Yes/No at appropriate places.
A-11 Direction of wind Yes/No (specify in remarks column by observing wind sock).
B. BULK STORAGE AREA
B-01 Whether water draining Yes/No sampling done under constant supervision.
B-02 Earthing connection Yes/No apparently sound.
a) Whether level instruments are working.
b) High level alarm in working condition (test check).
B-04 Portable fire Yes/No extinguishers in position.
B-05 Water spray/ sprinkler Yes/No system apparently O.K.
B-06 Housekeeping is in order Yes/No
B-07 Gas detection system working Yes/No
C. TANK WAGON UNLOADING
C-01 Any visible sign of LPG leakage Yes/No
C-02 Earthing connection apparently sound Yes/No
C-03 a) Whether hose condition/ Yes/No connections are proper
b) Are these properly Yes/No plugged if not in use.
C-04 House keeping in order. Yes/No
D. BULK TRUCK UNLOADING ------S.No. Item Description Observation Corrective Action Remarks 1 2 3 4 5 ------
D-01 Are all vehicles allowed in licensed Yes/No area permanently fitted with CCE approved spark arrestors on exhaust pipe (Random check)
D-02 Is the vehicle engine and master Yes/No switch being shut off during unloading bulk LPG (site check)
D-03 Are the earthing connection Yes/No properly made before connecting hoses to tank trucks.
D-04 Rotogauge, Fixed level instrument Yes/No in working order (Random check. Record TT No)
D-05 Any visible sign of LPG leakage Yes/No
D-06 Random safety check of Yes/No tank truck No.
a) CCE licence available/ valid Yes/No
b) Fittings as per CCE Yes/No
c) 2 Nos. of fire extinguishers Yes/No available in good condition/ easily accessible. (physical check)
d) Safety instruction booklet Yes/No TREMCARD available. Record any abnormality/discrepancies observed.
e) Wheel choke used Yes/No
D-07 a) Portable extinguisher Yes/No available in nominated places.
b) Sprinkler system in Yes/No working condition.
D-08 House keeping in order Yes/No
D-09 Bonding of flange connection given Yes/No E. PUMP HOUSE/ COMPRESSOR ROOM
------S.No. Item Description Observation Corrective Action Remarks 1 2 3 4 5 ------E-01 Electrical connections apparently sound Yes/No
E-02 Earthing apparently proper Yes/No
E-03 Gauges on pumps/compressor Yes/No in working condition, record pressure.
E-04 Drain/ vent connection cap in position. Yes/No
E-05 Safety guards in position Yes/No
E-06 Abnormal vibration/ excessive noise. Yes/No
E-07 Portable fire extinguisher in position Yes/No
E-08 Any visible sign of LPG leak or any Yes/No unsafe conditions observed (record under remarks column).
E-09 Housekeeping in order. Yes/No
E-10 Gas detection system working. Yes/No
F. FILLING SHED
F-01 No ignition sources visible in operating Yes/No areas or area in vicinity.
F-02 Are the LPG cylinders empty or empty Yes/No or filled, properly loaded/ unloaded and handled to avoid impact, falling, horizontal rolling etc.
F-3 Are earthing connection on filling Yes/No carousel properly made.
F-04 Are the cylinder chain conveyors adequately Yes/No lubricated to avoid metallic rubbing and friction.
F-05 Water in test bath is clean and maintained Yes/No upto the required level.
F-06 Any sign of leakage of unsafe condition Yes/No None of the filling guns or adapters used for cylinder filling/emptying are leaking.
------S.No. Item Description Observation Corrective Action Remarks 1 2 3 4 5 ------
F-07 Are all the fire extinguishers available Yes/No in accessible location. F-08 All electrical connection apparently Yes/No intact & safe.
F-09 Is the concentration level of gas checked Yes/No with explosimeter twice a day in the filling area in filled and empty cylinder area, pump/ compressor room. Record reading for sample check.
F-10 Sprinkler system in working condition Yes/No (physical check).
F-11 Housekeeping is in order. Yes/No
F-12 Rotary equipment/ coupling etc Yes/No properly graded.
F-13 Gas detection system working. Yes/No
G. CYLINDER STORAGE/ HANDLING
G-01 Are cylinders stacked properly in Yes/No demarcated areas. (filled/empty/ defectives).
G-02 Any leaky overfilled cylinder kept at Yes/No the end of the day. Record No. if any, of the leaky unevacuated cylinder.
G-03 Safety cap fixed on cylinders in stock. Yes/No
G-04 Explosimeter/ portable lead gas detector Yes/No used to detect gas leaks periodically in stacking area.
G-05 Cylinders loaded in to trucks through Yes/No conveyors.
G-06 Rubber mats are used for unloading Yes/No empty cylinders from tank trucks and are in good condition. ANNEXURE - II.
ELECTRICAL AUDIT OF LPG BOTTLING PLANTS
LOCATION ______Dated ______
AUDIT/ INSPECTION BY ______
------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
A. ELECTRICAL SUBSTATION/ SWITCH ROOM
A-01 Is painted line diagram of power/ lighting distribution provided.
A-02 Is the equipment easily accessible for operation, inspection & maintenance.
A-03 MCC Panel condition :
a) Doors okay and closed
b) Dust/soot/ cobwebs not existed
c) Lugs existing at each cable, termination not loose.
d) Visual condition of switch contact fuse etc. O.K.
e) Control wiring condition satisfactory.
f) Jumper condition between bus and distribution okay.
g) Grounding OK
h) Alarm/ trip circuit working.
A-04 Live parts of equipment made inaccessible by barriers/ shrouds.
A-05 No temporary electrical connection existing.
A-06 Condition of cable duct
a) Cables are on rack
b) Cable deck clear
c) Sealing of duct
d) Cable identification tags.
------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
A-07 Rubber mats (with ISI mark) existing are enough in number.
A-08 Protective relays set at recommended values.
A-09 All fuses are of proper type and rating as specified in single line diagram.
A-10 Fire extinguishers are of proper type and are in working condition.
A-11 Lighting condition OK (fixtures/ tubes/ wtiches etc.)
A-12 Emergency lighting system in order.
A-13 All energised equipment provided with caution boards.
A-14 Condition of transformer :
a) Grounding OK
b) No oil leak
c) Silica gel OK
d) Oil level OK
e) Terminal box earthing OK
f) Oil/winding temp. OK
g) Periodic oil quality test conducted.
A-15 Whether location/type of transformer in conformity with area classification drawings.
A-16 Housekeeping is good.
B. MOTORS IN PUMP HOUSE/ COMPRESSOR ROOM/ FILLING & STORAGE SHED ETC.
B-01 Is double independent earthing connection for all motors provided.
B-02 Is grounding wire OK (not loose).
B-03 a) Is terminal box and gland OK Flame-proofness maintained and not tampered.
b) Existing cable termination are proper
B-04 a) Is push button earthed properly and flame proof condition not tampered. b) General condition of push button good.
B-05 Ground resistance at motor/ push button measured and found okay.
B-06 No motor abnormality - Vibration/ bearing condition, faulty guard, fan condition, excessive noise, high body temperature.
B-07 Existing preventive maintenance schedule OK.
B-08 a) Earthing resistance test schedules/ records satisfactory.
b) Earthing pit condition OK
B-09 i) Carousel machine frame to filling gun earthing continuity maintained.
ii) Carousel machine frame to central column earthing continuity OK.
B-10 Conveyor system bonding and earthing maintained.
B-11 First-aid chart for treating electrical shocks displayed prominently in MCC room.
C. UNIT LIGHTING
C-01 All lighting fixture flame proof as per area classification.
C-02 Whether flame proof condition of fixtures ensured ?
C-03 Whether proper earthing of fixture provided ?
C-04 Condition of wiring good.
C-05 Does water enter and accumulate in fixture distribution boxes etc ?
C-06 Whether lighting DB, switches, MCB well maintained ?
C-07 Any other unsafe point observed.
D. MAST LIGHTS (AREA LIGHTING)
D-01 Whether grounding of mast OK ?
D-02 Condition of junction boxes, switch board, fuses etc. OK
D-03 Approach to electrical installation and ladder good and safe.
D-04 Condition of flood lights :
a) Is gasket present ?
b) Is glass cover in good condition ?
c) Is control gear condition OK ------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
D-05 Is earthing electrode of mast OK and its connection with mast proper ?
E. TANKAGE AREA, PIPELINES, LOADING/ UNLOADING GANTRY
E-01 Are LPG pipelines provided with flange earth jumper connection for electrical continuity?
E-02 Are earthing provision on LPG storage vessel well maintained ?
E-03 Condition of grounding electrode OK
E-04 Continuity of location, hoses maintained.
E-05 Grounding resistance at inlet of grounding connection checked/ date (for vessels etc.)
E-06 Connection of earth-bonding of railway track OK.
F. GENERAL
F-01 a) Area classification drawings duly approved by CCE, Nagpur?
b) Conditions if any, specified by CCE for electrical substation, switch room etc. and their compliance.
F-02 Certificate in respect of FLP for each electrical equipment- records maintained.
F-03 Earthing network diagram available and site checks done from time to time.
F-04 Records for electrical testing/ checks maintained upto date.
F-05 Work permit system is effective and records are maintained.
Note : For developing a detailed check list refer OISD-GDN-145-09 document on safety audit check list for electrical system. ANNEXURE - III
DETAILED SAFETY AUDIT OF LPG BOTTLING PLANTS
LOCATION ______Dated ______
AUDIT/ INSPECTION BY ______
------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
A. BULK STORAGE AREA
A-01 Area under the sphere is having concrete pavement with proper slope leading to shallow sumps.
A-02 a) Water drain chamber provided away from shadow of sphere.
b) Double valves on water drain line provided: the first one (near to chamber) of quick shut off type and the other are throttle type (Globe valve).
c) Safety instructions for draining operations displayed prominently and water draining is done under supervision.
A-03 a) Relief valves provided with isolation valves.
b) Isolation valves in locked open condition.
A-04 Last safety valve test done as per statutory requirement and record maintained.
A-05 Remote operated valves provided on liquid inlet/outlet lines with push buttons/ indication control and located at safe distance.
A-06 Two independent level instruments and high level alarm provided in storage vessels and are in working condition.
A-07 All leg supports of Horton spheres/ vessels encased in concrete with fire proof coating/ motor.
A-08 a) Sprinkler system provided on all vessels and are in working condition.
b) Deluge valve is remote operated and is located at safe distance from storage vessels.
A-09 Gas detection system provided and in good working condition (To be checked).
A-10 a) All flame-proof electrical fittings provided.
b) Earthing connections properly maintained. ------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
A-11 Statutory inspection/ hydro test records maintained.
B. PUMPS/ COMPRESSORS AREA
B-01 a) All electrical motors/ push buttons properly earthed and flame proofness maintained.
b) Flame proof light fittings provided.
c) Earthing resistance test conducted periodically and record maintained.
B-02 Venting through high rise vents or flare systems only.
B-03 a) No leakage from mechanical seals.
b) Double seal provided to minimise chances of leakage.
c) No abnormal sound and vibration from motor and bearings condition OK.
d) Coupling guards in position.
B-04 Drain points/ vent points/ sample points capped when not in use.
B-05 Operating instructions Do's and Don'ts displayed.
B-06 Long range monitors/ fixed water spray with proper throw/ sprinkler system installed and in good condition.
C. CYLINDER FILLING/ STORAGE AREA
C-01 LPG bottling facilities located at safe distance from other facilities with minimum ingress to trucking traffic.
C-02 Facilities provided for positioning of trucks 15 m away from storage shed for receipt/ loading of cylinders.
C-03 Transfer of cylinders from truck to conveyor.
- Telescopic conveyor
- Trolley use
C-04 Proper purging facilities provided for new/ retested/ reconditioned cylinders
C-05 a) Inspection/ visual checks followed for spurious/ defective cylinders and record maintained.
b) Segregated storage marked for -
i) Spurious ii) Hot repairs
iii) 5/7 years testing due cylinders
iv) Other defects
C-06 Gross weight filling :
- Auto cut off after completion of filling
C-07 Hoses are of approved quality and periodically tested.
C-08 Vapour extraction system provided for carousel and system is working satisfactorily.
C-09 100% weight checking facilities provided and in use.
C-10 Accuracy of check scales being checked daily and records maintained.
C-11 CVT checks done for `O' ring defects.
C-12 Check facilities provided for valve seat leakage and working satisfactorily.
- CVT with verifier
- Electronic
C-13 Proper facilities/ correction conveyor loops are provided for defective cylinders (`O' ring & weight correction).
C-14 Bung leak/ body leak check are done through in-line water bath with caps in position.
C-15 Capping/ Pilfer proof sealing facilities provided.
- Aluminium foil
- PVC sealing
C-16 Neck label being put
- Plastic
- Paper
C-17 Quality control checks (SQC) carried out/ records maintained.
C-18 Proper facilities provided for evacuation of defective cylinders and working satisfactorily.
C-19 Cold repairs facilities evacuation for evacuated depressurized cylinders.
- Valve removal/ replacement by use of torque wrench with proper settings. ------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------PTFE tape/ paste or other suitable sealing compound used. C-20 Movement of cylinders for cold repairs through floor conveyors/ use of trolleys.
C-21 Mastic flooring provided on the floor storage area to avoid accidental sparks.
C-22 a) Cylinders stacked in vertical position
b) Stacking discipline with small lots of 4 rows and 25 cylinder lengths followed, a minimum access path of 1M maintenance on both sides of 4 rows.
C-23 Cylinders are inspected for leakage with explosimeter or portable leak detector.
C-24 Sprinkler system provided in the storage shed and in working condition.
D. BULK LPG UNLOADING FACILITIES
D-01 Whether the location and layout of the facilities meet statutory distances/ design guidelines.
D-02 Effective earthing system provided and working satisfactorily.
D-03 a) Hoses used are of approved quality standard.
b) They are periodically tested and replaced after prolonged use.
D-04 Hose contents after unloading are released to high vent located at safe distance.
D-05 Blocked hoses/ pipelines provided with TSVs.
D-06 a) Sprinkler system provided on the railway siding/ tank truck loading/ unloading area are and working satisfactorily.
b) Fire hydrant/ long range monitors provided.
D-07 Remote operated valves provided on liquid loading headers.
D-08 a) Weigh bridge provided on liquid loading headers.
b) Calibration certificate obtained from Weights & Measures Authorities available.
D-09 a) Vehicles are properly checked for any sign of leak, proper fittings and other valid documents.
b) 2 Nos. of fire extinguishers (DCP type).
c) Explosive licence, safety certificate, fitness certificate.
d) Proper earthing cable with clamps.
D-10 Loading/ unloading procedures along with safety precautions prominently displayed. ------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
E. SAFETY/ FIRE PROTECTION SYSTEM
E-01 Fire organisation chart prepared, updated and displayed. E-02 Contingency plan updated for tackling major emergencies.
E-03 Important telephone Nos. of State Fire Services, Police, District Admn./ other offices etc. displayed.
E-04 Are fire emergency mock drills conducted periodically and records maintained.
E-05 Work permit system for repairs/ hot jobs etc. followed and records maintained.
E-06 a) Fire water network (layout displayed)
- above ground/ under ground
- corrosion protection
- material of construction
b) Pressure at farthest end and flow
c) Condition of hydrants, long range monitors. Maintenance and inspection schedules followed and records maintained.
d) Provision of sprinkler system and testing schedules for checking :
- Adequate water distribution : spray nozzle are clean.
- Defective nozzles to be identified for replacement.
- Deluge valve operation satisfactory.
e) Strainers provided at inlet of deluge/ sprinkler water supply main piping. Strainers are cleaned periodically and records maintained.
E-07 Fire Water Pumps :
- Adequacy of capacity, nos. discharge pressure etc.
- Auto starting (system security logic) provided.
- Working jockey pump operating parameters maintained.
E-08 Static water storage tank -
- capacity and adequacy
------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
- Source of water supply and rate of replenishment.
E-09 a) Fire vehicles well maintained.
b) Mutual aid scheme with neighbouring industries/ district authorities existing.
E-10 a) Fire extinguishers - type, make, capacity, location, provision of tamper seals on retainer clips.
b) Maintenance procedures/ records of fire extinguishers.
E-11 a) Fire alarm and communication system working satisfactorily.
b) Testing schedule/ maintenance.
E-12 Protective clothing :
- Availability of special fire fighting suits (Aluminised suits)
- Breathing apparatus & its upkeep
- Water jel blankets.
- Use of nylon clothes prohibited.
E-13 Automatic Gas Detection System :
- Working satisfactorily
- Regularly tested.
E-14 No smoking cautions/ signs in Hindi/ English local languages displayed at prominent places.
E-15 First aid facilities maintained.
E-16 a) Emergency lighting system provided in strategic locations and system working satisfactorily.
b) Flame-proof torches available
F. MANPOWER AND TRAINING
F-01 Supervisory/ managerial cadre staff fully trained in all aspects of LPG plant operations, Disaster control/ emergency handling.
F-02 Safety officer available in each shift and his detailed responsibility/ accountability is drawn.
------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
F-03 Training programmes are organised periodically in LPG operations; fire fighting/ emergency handling etc. for
a) Regular staff
b) Contractor workmen c) Security staff
d) Tank truck operators/ drivers
F-04 All activities are effectively supervised with available manpower.
F-05 a) Operating manuals and standing instructions provided to working personnel.
b) Small handy safety booklets distributed to all including contractor employees in English/ Hindi/ Local language.
F-06 Important Do's and Don'ts displayed prominently in operation areas.
G. GENERAL
G-01 a) Plant approach/ access roads well maintained and at least two emergency exits are there.
b) Fencing/ wall around the plant is in proper condition.
c) Segregated parking area for LPG trucks outside the plant.
d) Adequate escape route available for operational facilities.
G-02 a) Strict security checks employed for compliance to safety regulations.
b) Spot checks being done.
G-03 a) Valid CCE licences available for :
- Storage of LPG
- Storage of LPG cylinders
- Filling of LPG cylinders
- Storage of HSD in tanks for running DG sets/ fire water engines.
- Layout plan approved by CCE(layout plan updated and approved by CCE).
G-04 Accident records maintained and updated. ------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------G-06 Hot work permit/ clearance issued - proper procedures followed and documents maintained.
G-07 Following manual/ documents available:
a) LPG operating manual.
b) Safety and Fire Prevention manual
c) Emergency/ disaster control plan d) Operation/ Inspection manual of equipment supplied by vendors.
e) Gas Cylinders Rules, 1981, SMPV Rules 1981 and other relevant BIS Standards with latest amendments.
G-08 a) Records of periodic testing of hoses/ replacement.
b) Testing records of Pn relief valves/ pop action valves.
c) Inspection records of underground pipelines etc.
d) Weights & Measures certificates.
G-09 Updated P&I Diagrams, drawing of layout and other facilities available.
G-10 Records of "Daily Safety Audits" reviewed. Corrective action taken.
G-11 General housekeeping standards : area/ facility wise.
G-12 Pipeline colour code system maintained.
ANNEXURE - IV
INSPECTION & MAINTENANCE SYSTEM AUDIT
LOCAL ______DATED: ______
AUDIT/ INSPECTION BY ______
------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
A. GENERAL
A-01 Whether standard system of inspection/ maintenance schedule developed and followed and records maintained.
A-02 Whether equipment documents supplied by vendors are readily available and recommended maintenance procedures are strictly adhered to.
A-03 Whether spare parts for different equipment/ machinery are maintained.
A-04 Whether data card/ history records of static and rotary equipment are maintained (as per OISD Std.127/28).
A-05 Whether proper work permit system is followed for maintenance jobs and records maintained.
A-06 Whether personnel protective equipment such as hand gloves, safety shoes, safety helmet etc. provided to the concerned workmen and their use is ensured (OISD Std.-155).
A-07 Fire fighting equipment and portable fire extinguishers periodically checked / tested as per maintenance schedules & records maintained (OISD Std.-142).
A-08 Fire alarm/ communication system scheduled testing & maintenance ensured.
A-09 Whether Explosimeters are periodically checked and calibrated.
A-10 Whether continuous monitoring devices are periodically checked and calibrated.
A-11 Whether exhaust fans and other ventilation devices are properly maintained and regularly used.
A-12 Whether inspection/ testing of pressure vessels carried out periodically as per statutory requirements and records maintained.
------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------
B. BULK STORAGE HANDLING FACILITIES
B-01 Whether design of pressure storage vessels conform to relevant BIS/BS/ASME code with standard engineering practices. All required fittings/ instruments/ safety valves have been provided.
B-02 Whether inspection/ test certificate at the time of original fabrication available and subsequent inspection/ hydraulic test carried out as per SMPV Rules 1981 of CCE and records maintained. Guidelines of OISD Standard-128 followed for detailed inspection of pressure vessels.
B-03 Annual inspection and testing of safety valves carried out at proper set pressure and records maintained.
B-04 All instruments, level indicators, pressure and temperature gauges, ROVs are maintained in working condition following daily scheduled checks, periodic calibration and preventing maintenance schedule.
B-05 Regular operation checks are carried out on pumps/ compressors (condition of bearings/ mechanical seal/ abnormal sound etc. as per OISD STD-119, 120).
B-06 Preventive maintenance and servicing schedules for pumps and compressors for daily/ weekly/ monthly/ yearly are checked and records maintained.
B-07 Gas detection system is checked and calibrated periodically. Audio visual alarm/ security logic system maintained in working condition.
B-08 Fire water system & sprinkler spray system checked/ tested periodically and maintenance jobs carried out and records maintained.
B-09 LPG bullets/ spheres having fire proofing are periodically checked for cracks, spalling/ bulging and suspected area are further inspected for presence of corrosion etc. and corrective steps taken.
B-10 Earthing connections are periodically checked and good electrical contact is maintained. Records of resistance testing as outlined in OISD Std-137 maintained.
B-11 Foundation/ Anchor bolts, ladders, stairways, platforms/ structurals checked periodically for any corrosion/damage etc.
B-12 Annual testing of chain pulley blocks and other tool tackles is carried out by certified agency.
B-13 Weigh bridges calibration and certification done once in a year.
------S.No. ITEM DESCRIPTION AUDITORS REMARKS 1 2 3 ------C. CYLINDER FILLING
C-01 LPG filling carousel - Drive unit, central column, running rails, etc. are daily checked, scheduled maintenance (weekly, monthly, quarterly, annual) are carried out and records maintained.
C-02 Introduction/ Ejection devices and filling machines are checked daily and scheduled maintenance/ overhaul work carried out.
C-03 Checking of pin travel done regularly and records maintained.
C-04 Check scales are well maintained and calibrations carried out on daily basis with standard weights.
C-05 Calibration of CVT/DCVT detectors being done regularly and maintenance schedule followed. GLOSSARY OF TERMS
1. Area Classification Bonding is the process of connecting the equipment/ system to be earthed to the ground by It is method of classifying an area zone wise/ the bond wire to prevent sparking between two group wise based on the presence of explosive conducting bodies. gas/ vapour - air mixture vis-a-vis the requirement of precautions for construction and 8. Filling Ratio use of electrical apparatus. It is the ratio of weight of LPG in a container to 2. Bulk Vessels the weight of water the same container can hold at 15 deg. C. A pressure vessel used for more than 1000 litres water capacity for storage or transportation. 9. Fire safe
3. Bullet As applied to valves, it is the concept of controlling the leakage to an acceptable level A horizontal pressure vessel used for storage or after damage encountered during and after the transportation by rail/ road. fire achieved by dual seating.
4. Compressed Gas 10. Fire proofed
Any permanent gas, liquefiable gas or gas It is a passive concept of explosure protection of dissolved in liquid under pressure or gas mixture structures, vessel surface or cables that could be which in a closed container exercises a pressure exposed to direct flame impingement, free either exceeding 2.5 kg/sq.cm. abs @ 15 Deg C burning plus pressure torching conditions, and/ or a pressure exceeding 3.0 kg/Sq.cm. abs @ 50 or prolonged periods of high intensity radiant Deg C or both. heat fluxes by the application of coating with a specified rating. 5. Cylinders 11. Flammability A portable container upto 1000 litres water capacity used for both domestic and industrial It is the percentage of volume of any flammable purposes. vapour in air-vapour mixtures capable to form an explosive mixture. 6. Explosive mixture 12. Flammable ( or Inflammable) It is a mixture of combustion agent (oxidising product-gas, vapour, liquid or solid) and a fuel Any substance which when tested in a specified (oxidisable product - gas, liquid or solid) in such manner will ignite when mixed with air on proportions that it could give rise to a very rapid contact with a flame and will support and lively oxidisation reaction liberating more combustion. energy than is dissipated through conduction and convection. 13. Gas-Free
7. Earthing & Bonding It means the concentration of flammable or toxic gases or both in a pressure vessel or pipeline is Earthing is the provision of a safe path of within the safe limits specified for persons to electrical current to ground, in order to protect enter and carryout hotwork in such vessels/ structures, plant and equipment from the effects pipelines. of stray electrical current, and electrostatics discharge. 14. Hot Work It is an activity which may produce enough heat to ignite a flammable air-hydrocarbon mixture or (B) Purging out of service : is the replacement a flammable substance. of normal combustible content of a closed system by an inert substance, and replacement of 15. Kerb Wall the later by air.
A wall of appropriate height and size constructed 18. Reid Vapour Pressure of suitable material and designed to contain the LPG spillage and to direct it to a safe location Reid Vapour Pressure is the vapour pressure in around the storage vessel. pounds per square inch (psi) at 100 Deg F as determined by Reid apparatus. 16. Liquefied Petroleum Gas (LPG) 19. Spheres The term applies to a mixture of certain light hydrocarbon C2 to C5, derived from petroleum A spherical pressure vessel used for storage. which are gaseous at ambient temperature and pressure test may be condensed to a liquid state 20. Tare Weight at normal ambient temperature by the application of moderate pressure. It is the weight of the cylinder together with any fitting permanently attached to them and includes 17. Purging the weight of valve.
It is the act of replacing the atmosphere within a 21. Working Pressure container by an inert substance in such a manner as to prevent the formation of explosive mixture. It is saturated vapour pressure at 65 Deg. C.
(A) Purging into Service : is the replacement of 22. Water Capacity air in a closed system by an inert substance and replacement of the later by combustible gas, The volume of water in litres that the container vapour, or liquid. can hold at 15 Deg. C.
APPENDIX
BIS CODES PERTAINING TO LPG OPERATIONS
------CODE NO. NAME ------
IS:2-1960 - RULES FOR ROUNDING OFF NUMERICAL VALUES
IS:5-1978 - COLOURS FOR READY MIXED PAINTS & ENAMELS
IS:1196-1978 - CODE OF PRACTICE FOR LAYING BITUMEN MASTIC FLOORING
IS:1432-1959 - GENERAL REQUIREMENTS FOR WEIGHING INSTRUMENTS
IS:1435-1991 - PLATFORM WEIGHING MACHINE
IS:1436-1991 - WEIGHBRIDGES
IS:1437-1967 - AUTOMATIC WEIGHING MACHINES
IS:1448(P:70-1968) - RESIDUE IN LPG
IS:1448(P:71-1979) - VAPOUR PRESSURE OF LPG
IS:1448(P:72-1968) - VOLATILITY OF LPG
IS:1448(P:73-1968) - HYDROGEN SULPHIDE IN LPG
IS:1448(P:74-1968) - DRYNESS OF LPG
IS:1448(P:75-1968) - ODOUR OF LPG
IS:1448(P:76-1968) - DENSITY OF LPG
IS:1448(P:111-1983) - ANALYSIS OF LPG AND PROPYLENE CONCENTRATES BY GAS CHROMATOGRAPHY
IS:2148-1981 - FLAMEPROOF ENCLOSURES FOR ELECTRICAL APPRATUS
IS:2206 - FLAME PROOF ELECTRIC LIGHT FITTINGS
IS:2206(PART 1)-1984 - WELL GLASS AND BULKHEAD TYPES
IS:2206(PART 2)-1976 - FITTINGS USING GLASS TUBES
IS:2808-1964 - METHOD FOR COMPUTATION OF CAPACITY TABLES FOR PRESSURIZED STORAGE TANKS
BIS CODES PERTAINING TO LPG OPERATIONS
------CODE NO. NAME ------IS:2825-1969 - CODE FOR UNFIRED PRESSURE VESSELS
IS:2827-1976 - METHODS FOR CALIBRATION OF PRESSURIZED STORAGE TANKS
IS:3196(PART 1)-1992 - WELDED LOW CARBON STEEL GAS CYLINDER EXCEEDING 5 LITRE WATER CAPACITY FOR LOW PRESSURE LIQUEFIABLE GASES CYLINDERS FOR LPG.
IS:3465-1966 - JOINTING COMPOUND FOR USE IN LPG APPLIANCES AND INSTALLATIONS
IS:3710-1978 - FILLING RATIOS FOR LOW PRESSURE LIQUEFIABLE GAS.
IS:4093-1981 - NON-REFILLABLE LPG CONTAINERS
IS:4246-1984 - SPECIFICATION FOR DOMESTIC GAS STOVES FOR USE WITH LIQUEFIED PETROLEUM GASES
IS:4379-1981 - IDENTIFICATION OF CONTENTS OF INDUSTRIAL GAS CYLINDERS
IS:4576-1978 - SPECIFICATION FOR LIQUEFIED PETROLEUM GASES
IS:4784-1968 - LOW PRESSURE REGULATORS FOR USE WITH BUTANE GASES
IS:4785-1968 - LOW PRESSURE REGULATORS FOR USE WITH PROPANE GAS
IS:4786-1968 - VARIABLE HIGH PRESSURE REGULATORS FOR USE WITH LPG
IS:4991-1968 - CRITERIA FOR BLAST RESISTANT DESIGN OF STRUCTURES FOR EXPLOSIONS ABOVE GROUND
IS:5116-1985 - GENERAL REQUIREMENT FOR DOMESTIC AND COMMERCIAL EQUIPMENT FOR USE WITH LPG
IS:5571-1979 - GUIDE FOR SELECTION OF ELECTRICAL EQUIPMENT FOR HAZARDOUS AREAS
IS:5572 - CLASSIFICATION OF HAZARDOUS AREAS (OTHER THAN MINES) FOR ELECTRICAL INSTALLATIONS
BIS CODES PERTAINING TO LPG OPERATIONS
------CODE NO. NAME ------IS:5572(PART 1)-1978 - AREAS HAVING FLAMMABLE GASES AND VAPOURS
IS:5844-1970 - RECOMMENDATIONS FOR HYDROSTATIC STRETCH TESTING OF COMPRESSED GAS CYLINDERS
IS:5845-1984 - CODE OF PRACTICE FOR VISUAL INSPECTION OF LOW PRESSURE WELDED STEEL GAS CYLINDERS IN USE
IS:5903-1970 - RECOMMENDATIONS FOR SAFETY DEVICES FOR GAS CYLINDERS
IS:6044 - CODE OF PRACTICE FOR LPG TORAGE INSTALLATIONS
IS:6044(PART 1)-1971 - COMMERCIAL AND INDUSTRIAL CYLINDER INSTALLATIONS
IS:6044(PART 2)-1972 - INDUSTRIAL, COMMERCIAL AND DOMESTIC BULK STORAGE INSTALLATIONS
IS:6539-1972 - INSTRINSICALLY SAFE MAGNETO TELEPHONES FOR USE IN HAZARDOUS ATMOSPHERES
IS:6665-1972 - CODE OF PRACTICE FOR INDUSTRIAL LIGHTING
IS:7142-1974 - WELDED LOW CARBON STEEL GAS CYLINDER FOR LOW PRESSURE LIQUEFIABLE GASES, NOT EXCEEDING 5 LT WATER CAPACITY
IS:7145-1973 - TECHNICAL SUPPLY CONDITION FOR TORQUE WRENCHES
IS:7241-1981 - GLOSSARY OF TERMS USED IN GAS CYLINDER TECHNOLOGY
IS:8198(PART 5)-1984 - CODE OF PRACTICE FOR STEEL CYLINDERS FOR COMPRESSED GASES ; LIQUEFIED PETROLEUM GAS (LPG)
IS:8374-1977 - SPECIFICATION FOR BITUMEN MASTIC, ANTI STATIC ELECTRICALLY CONDUCTING GRADE
IS:8451-1984 - CODE OF PRACTICE FOR VISUAL INSPECTION OF HIGH PRESSURE GAS CYLINDERS
BIS CODES PERTAINING TO LPG OPERATIONS
------CODE NO. NAME ------IS:8737 - VALUE FITTINGS FOR USE WITH LPG CYLINDERS OF MORE THAN 5 LIT. WATER CAPACITY IS:8737(PART 1)-1979 - VALVE FITTINGS FOR REPLACEMENT PURPOSES
IS:8737(PART 2)-1978 - VALVE FITTINGS FOR NEWLY MANUFACTURED LPG CYLINDERS
IS:8776-1988 - VALVE FITTINGS FOR USE WITH LIQUEFIED PETROLEUM GAS (LPG) CYL. UPTO AND INCLUDING 5 LIT WATER CAPACITY
IS:8790 - GENERAL REQUIREMENTS OF POWERED INDUSTRIAL TRUCKS WORKING IN HAZARDOUS AREAS
IS:8790(PART 1)-1978 - INTERNAL COMBUSTION ENGINES POWERED TRUCKS
IS:8790(PART 2)-1979 - ELECTRIC BATTERY POWERED INDL. TRUCKS
IS:8867-1987 - SATURATED VAPOUR PRESSURE AND TEST PRESSURE FOR LOW PRESSURE LIQUEFIABLE GASES CONTAINED IN GAS CYLINDERS
IS:8868-1988 - PERIODICAL INSPECTION INTERVAL OF GAS CYLINDERS IN USE
IS:9121-1979 - INSPECTION GAUGES FOR CHECKING TYPE 1 (SIZE 2) TAPER THREADS OF GAS CYLINDER VALVES, TAPER 1 IN 16
IS:9122-1979 - INSPECTION GAUGES FOR CHECKING TYPE 2 TAPER THREADS OF GAS CYLINDER VALVES, TAPER 3 IN 25
IS:9199-1979 - INSPECTION GAUGES FOR CHECKING TAPER THREADS OF GAS CYL. VALVES, TAPER 60 DEGREE INCLUDED ANGEL
IS:9200-1979 - METHOD OF DISPOSALS OF UNSERVICEABLE COMPRESSED GAS CYLINDERS
IS:9281 - ELECTRONIC WEIGHING SYSTEMS
IS:9281(PART 1)-1979 - TERMS AND DEFINITIONS
IS:9281(PART 2)-1979 - METHODS OF MEASUREMENTS BIS CODES PERTAINING TO LPG OPERATIONS
------CODE NO. NAME ------
IS:9281(PART 3)-1981 - REQUIREMENTS
IS:9281(PART 4)-1983 - CODE OF PRACTICE FOR USE & INSTALLATION IS:9583-1981 - EMERGENCY LIGHTING UNITS
IS:9639-1980 - CODE OF PRACTICE FOR VISUAL INSPECTION OF LOW PRESSURE WELDED STEEL GAS CYLINDERS IN USE
IS:9777-1981 - DATA SHEET FOR SELECTION OF WEIGHBRIDGES FOR BULK HANDLING EQUIPMENT
IS:9798-1981 - LOW PRESSURE REGULATORS FOR USE WITH LPG
IS:9902-1982 - RECOMMENDED PRACTICE FOR LEAK TESTING
IS:9975 - `O' RINGS
IS:9975(PART 1)-1981 - DIMENSIONS
IS:9975(PART 2)-1984 - MATERIAL SELECTION & QUALITY ACCEPTANCE CRITERIA
IS:9975(PART 3)-1984 - SEAL HOUSING DIMENSIONS AND TOLERENCES
IS:9975(PART 4)-1984 - TERMINOLOGY AND DEFINITIONS OF TERMS
IS:10733-1983 - ELECTRICALLY BONDED ROAD AND RAIL TANKER HOSE OF RUBBER, RESISTANT TO PETROLEUM PRODUCTS
IS:10908-1991 - FLEXIBLE RUBBER TUBING FOR LPG
IS:11498-1985 - LEVER TYPE DIA GAUGES
IS:12936-1990 - CODE FOR BASIC REQUIREMENTS FOR DELIVERY PERSONS ENGAGED IN THE DELIVERY OF LPG CYLINDERS
BIS CODES PERTAINING TO LPG OPERATIONS
------CODE NO. NAME ------IS:13258-1991 - WELDED LOW CARBON STEEL CYLINDERS EXCEEDING 5 LT WATER CAPACITY FOR LOW PRESSURE LIQUEFIED PETROLEUM GAS CODE OF PRACTICE FOR INSPECTION AND RECONDITIONING OF USED LPG CYLINDERS IS:13432(PART 1)-1992 - GAS LEAK DETECTOR FOR USE WITH LOW PRESSURE LIQUEFIED PETROLEUM GAS BURNING APPLIANCES SPECIFICATION
PART I – MECHANICAL TYPE