JLAB-TN-04-022
Thermal Analysis of HOM Feedthroughs
K. M. Wilson, Thomas Jefferson National Accelerator Facility
1. Background
Due to problems with excessive heating in the higher order mode (HOM) feedthroughs, a number of finite element analyses of various feedthrough designs were run to determine the thermal performance of each. The medium and high beta SNS cryomodules and the Renascence cryomodule all use different versions of HOM feedthroughs.
2. SNS: Medium Beta (Original Ceramaseal)
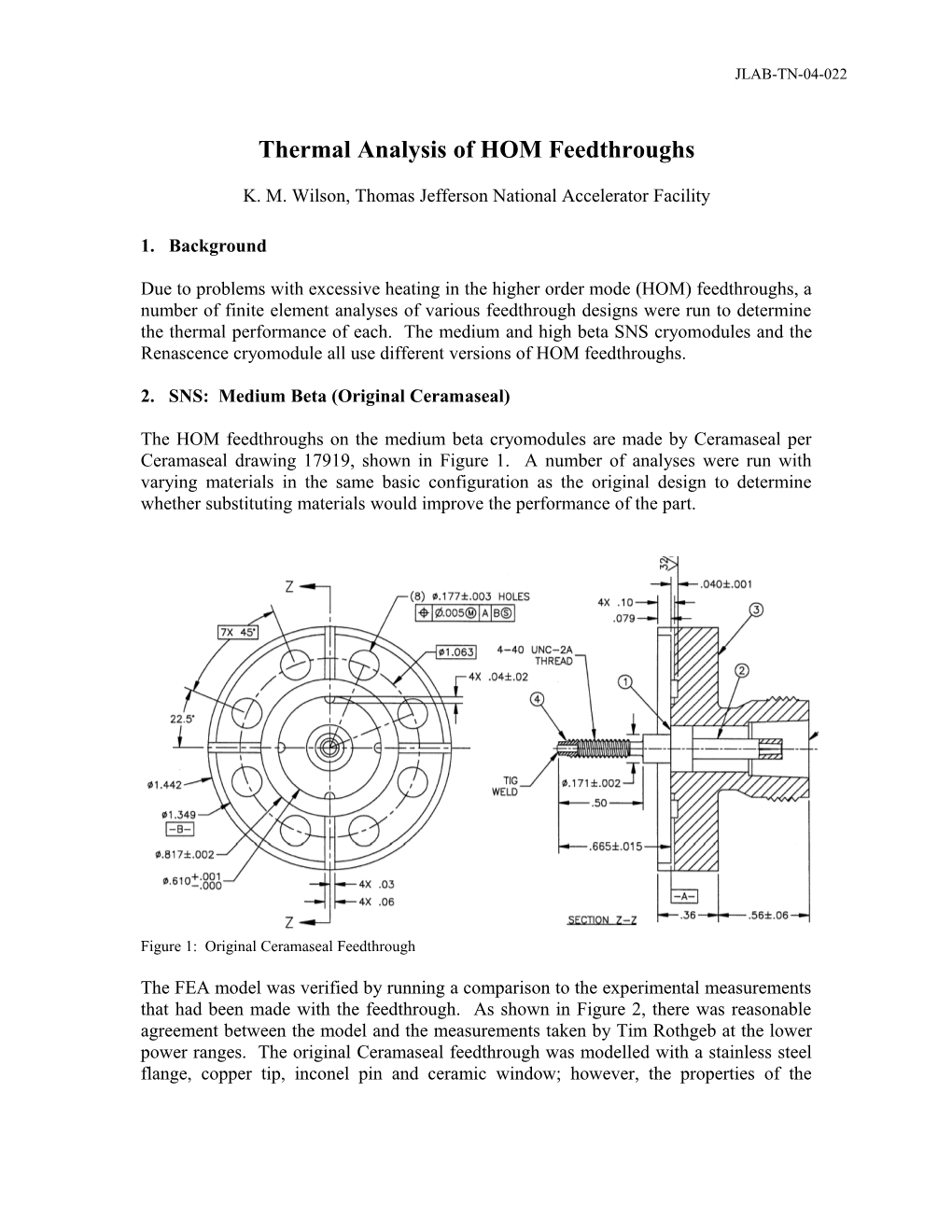
The HOM feedthroughs on the medium beta cryomodules are made by Ceramaseal per Ceramaseal drawing 17919, shown in Figure 1. A number of analyses were run with varying materials in the same basic configuration as the original design to determine whether substituting materials would improve the performance of the part.
Figure 1: Original Ceramaseal Feedthrough
The FEA model was verified by running a comparison to the experimental measurements that had been made with the feedthrough. As shown in Figure 2, there was reasonable agreement between the model and the measurements taken by Tim Rothgeb at the lower power ranges. The original Ceramaseal feedthrough was modelled with a stainless steel flange, copper tip, inconel pin and ceramic window; however, the properties of the inconel and ceramic were modified to bring them more in line with the actual properties of the parts. The thermal conductivity of the inconel was divided by 4. The ceramic is actually a glassy ceramic rather than alumina, and so the thermal conductivity used was that of alumina divided by 12. The revised thermal conductivity numbers for inconel and the ceramic are per Jacek Sekutowicz’s directions, based on his calculations of their actual values.
HOM Feedthrough Tip Temperature: Original Ceramaseal 35 30 ) K
( 25 Analytic e r
u 20 t Ganapati: Experimental a r
e 15 p Tim Rothgeb:
m Experimental e 10 T 5 0 0.000 0.002 0.004 0.006 0.008 0.010 Power (W)
Figure 2: Comparison of I-DEAS Results and Experimental Measurements
The analytical runs were then repeated with different materials used for the feedthroughs. For all models, the power inputs and temperature boundary conditions used were the same as those used in Tim Rothgeb’s experiments with the feedthrough. These are shown in Table 1. Thus, each of thermal performance curves in the graph is based on 7 data points.
Power Input (W) Temperature BC (K) 0.0014 2.03 0.0025 2.07 0.0040 2.10 0.0160 2.37 0.0356 2.69 0.0636 3.10 0.0996 3.54 Table 1: Boundary Conditions
2 Five of the cases have a niobium tip and alumina ceramic (with the correct conductivity). The “SS Flange” case has a solid stainless steel flange, a niobium tip, a molybdenum pin and alumina ceramic. The “SS Flange + Cu Plating” case is the same with the addition of copper plating, 100 micrometers thick, added to the outside. The “BeCu Flange” case is a solid beryllium copper flange with a niobium tip, a molybdenum pin and alumina ceramic. The “SS/Cu Hybrid Flange” case has a flange that is made of two concentric rings of copper and stainless steel, brazed together, a niobium tip, a molybdenum pin and alumina ceramic. The “SS Flange/Inconel Pin” case has a stainless steel flange, a niobium tip, alumina ceramic and an inconel pin, to determine how much the pin material affects the temperature.
The “Low-Conductivity Ceramic” case is the same model as the “SS Flange” case, except with a lower-conductivity ceramic used in place of alumina. The conductivity of alumina was divided by 12 to approximate the actual conductivity of the Ceramaseal ceramic. The thermal conductivity of the inconel is not changed.
The “Original Feedthrough” case is an attempt to model the original part which was tested experimentally. This model has a copper tip, an inconel pin, a stainless steel flange with no plating, and a ceramic window. As described above, the properties of the inconel and alumina were modified to bring them more in line with the actual properties of the parts. The thermal conductivity of the inconel was divided by 4 and the thermal conductivity of the ceramic was that of alumina divided by 12.
input measured power output T
Fixed T
Figure 2: Location of Boundary Conditions and Results
3 Figure 2 shows the location of the power input, the fixed temperature boundary condition, and the output temperature which is graphed in Figure 3. All output temperatures were measured at the tip of the feedthrough.
HOM Feedthrough Tip Temperatures 60
50 SS Flange ) K
( SS Flange + Cu Plating 40 e r BeCu Flange u t
a 30 SS/Cu Hybrid Flange r e
p SS Flange/Inconel Pin
m 20
e Low-Cond Ceramic T 10 Original Feedthrough
0 0.000 0.020 0.040 0.060 0.080 0.100 Power (W)
Figure 3: Results: Variations of the Medium Beta Feedthrough
The beryllium copper flange is the best as far as lowering the output temperature goes because of its high thermal conductivity, followed by the stainless flange with copper plating and the stainless/copper hybrid flange. The pin material has a significant effect on the temperatures at the tip of the feedthrough, but little effect on the temperatures on the cable end of the pin (not shown here).
3. SNS: High Beta (Kyocera/DESY)
For the high beta SNS cryomodules, a Kyocera HOM feedthrough is used. The part, made per Kyocera drawing GMM-A3871, is shown in Figure 4. The design is based on the feedthroughs used at DESY. The model includes a molybdenum pin, alumina ceramic, a titanium body, a niobium-titanium flange and a copper tip. The body of the feedthrough is purchased without a flange, which is then welded on. The depth of the weld between the body of the feedthrough and the flange was assumed to be 0.75 mm for the purpose of this analysis.
4 Figure 4: Kyocera Feedthrough
The analyses run on this feedthrough were similar to those run on the original Ceramaseal feedthrough. Boundary condition locations were the same and the resulting temperatures were also taken at the tip of the feedthrough.
Figure 5 shows the thermal profiles of this feedthrough with and without copper plating on the outside of the flange. The DESY feedthrough on which this part is based has copper plating on the outside to facilitate heat transfer.
5 HOM Feedthrough Temperatures - DESY/Kyocera Feedthrough 25
20 ) K (
e
r 15
u With plating t a
r Without plating e 10 p m e T 5
0 0.000 0.005 0.010 0.015 0.020 Power (W)
Figure 5: Thermal Profile With and Without Plating
Another model was run to recreate the actual conditions of the feedthrough on the cryomodule. This model had no plating. There was a fixed temperature boundary condition of 3 K on the outside diameter of the flange (see Figure 6). A 10 K heat station was applied to the outside of a modelled heat strap, which had a thermal conductivity calculated to be the same as an actual heat strap and associated parts; the other end of the heat strap was tied to the feedthrough body, just outside the ceramic. In addition to the power loads into the tip (shown on the graph axis in Figure 7), 0.15 W was applied to each the inner and the outer tubes of the coaxial body where the cable attaches to simulate the power coming down the cable. This additional power load increases the initial tip temperature of the feedthrough at low power levels, but the heat station compensates and decreases the tip temperature at higher power levels. The results of this are shown in Figure 7.
6 Power in Measured temperature
3 K fixed
Heat station
0.15 W
0.15 W
Figure 6: Location of Boundary Conditions and Results
HOM Feedthrough Tip Temperature - Kyocera Feedthrough 17.50 17.00 ) K (
16.50 e r
u 16.00 t
a Actual conditions r
e 15.50 p
m 15.00 e T 14.50 14.00 0.000 0.020 0.040 0.060 0.080 0.100 0.120 Power (W)
Figure 7: Results from Model of Actual Conditions
7 4. Renascence/NL11: (New Ceramaseal)
For the Renascence cryomodule, the HOM feedthroughs are per a new Ceramaseal design that is intended to have better thermal conductivity. A sketch of this design is shown in Figure 8. Heavy lines in the sketch indicate the length of the brazes. Note that since the brazes are not really in the thermal path, the temperature profiles of the actual braze and a case with a hypothetical full-length braze are exactly the same.
Figure 8: New Ceramaseal Design
For the analyses of the new Ceramaseal design, the outside diameter of the flange was fixed at 3 K. Figure 9 shows the tip temperatures of the new Ceramaseal HOM feedthrough design. For comparison, the graph includes plots of the original Ceramaseal design and the Kyocera design. In all cases, all power is coming in through the tip.
“ Original Design” is the original Ceramaseal design with a stainless steel flange (no plating), copper tip, low-conductivity inconel pin (regular inconel conductivity divided by 4), lower-conductivity ceramic (alumina conductivity divided by 12). The graph also includes the Kyocera design with a 0.75-mm-deep weld between the flange and the body (with a copper tip, molybdenum pin, alumina ceramic, titanium body, and niobium- titanium flange).
8 HOM Feedthrough - Modified Ceramaseal 50 Original 45 Design
) 40 K ( 35 Kyocera - e r 30 0.75 mm u
t Weld
a 25 r
e 20 New p Ceramaseal m 15 Design e
T 10 New Design 5 w/ heat 0 station 0.000 0.050 0.100 0.150 0.200 New Design w Thicker Power (W) Pin
Figure 9: Modified Ceramaseal Feedthrough
The “New Design w/ Heat Station” is the same new Ceramaseal design with the outside diameter of the body fixed at 3K at about the midpoint of the copper section (in addition to the outside diameter of the stainless steel flange, which is still fixed at 3K). This is a hypothetical best-case heat station, to show what the boundaries of a real heat station would be. Interestingly, applying copper plating to the part produces an almost identical thermal profile (not shown here). “New Design w Thicker Pin” is the new Ceramaseal design with the thickness of the pin doubled to try to improve heat transfer from the tip. All the modified Ceramaseal designs have significantly lower temperatures than either the original Ceramaseal or the Kyocera designs.
5. Conclusions
The power loads that the medium beta, high beta and Renascence HOM feedthroughs are expected to see are shown in Table 2, and Figure 10 shows the HOM feedthrough thermal profiles that are expected from these thermal loads.
Cavity Type Design Tip Heat Load (mW) Design Cable Heat Load (mW) Medium Beta ~ 0 @ 10.1 MV/m 300 @ 10 W transmitted power High Beta 100 @ 15.5 MV/m 300 @ 10 W transmitted power Renascence 10 ~ 0 Table 2: Expected Power Loads During Operation
Both the medium and high beta feedthroughs include a power load applied to the tip (shown on the graph axis) and a fixed 0.15 W applied to both the inner and outer tubes of the coaxial body, to represent the power coming down the cable (as shown in Figure 6).
9 The high beta feedthrough also includes the heat station outside the ceramic. The Renascence feedthrough is loaded only at the tip, with no heat coming down the cable.
HOM Feedthroughs 40.00 Medium Beta: 35.00 0.3W cable load
) 30.00 K (
e 25.00 r High Beta: u t 0.3W Cable a 20.00 r
e Load p 15.00 m e T 10.00 Renaissance: 0W cable 5.00 load 0.00 0.000 0.020 0.040 0.060 0.080 0.100 Tip Power (W)
Figure 10: Expected Performance of HOM Feedthroughs
For the medium and high beta feedthroughs, the tips are copper rather than niobium, so keeping the tip temperature below the critical temperature (9.2K for niobium) is not an issue. For the Renascence feedthroughs, the tip should remain superconducting at the power levels the feedthroughs are expected to see.
10