Chapter 5 Solutions
Actual output 7 1. a. Utilization 70% Design capacity 10 Actual output 7 Efficiency 87.5% Effective capacity 8 Actual output 4 b. Utilization 67% Design capacity 6 Actual output 4 Efficiency 80% Effective capacity 5 c. This is not necessarily true. If the design capacity is relatively high, the utilization could be low even though the efficiency was high.
Actual output 2. Efficiency 80% Effective capacity Actual output = .8 (Effective capacity) Effective capacity = .5 (Design capacity) Actual output = (.5)(.8)(Effective capacity) Actual output = (.4)(Design capacity) Actual output = 8 jobs Utilization = .4 Actual output Utilization Design capacity Actual output 8 Design Capacity 20 jobs Effective capacity .4
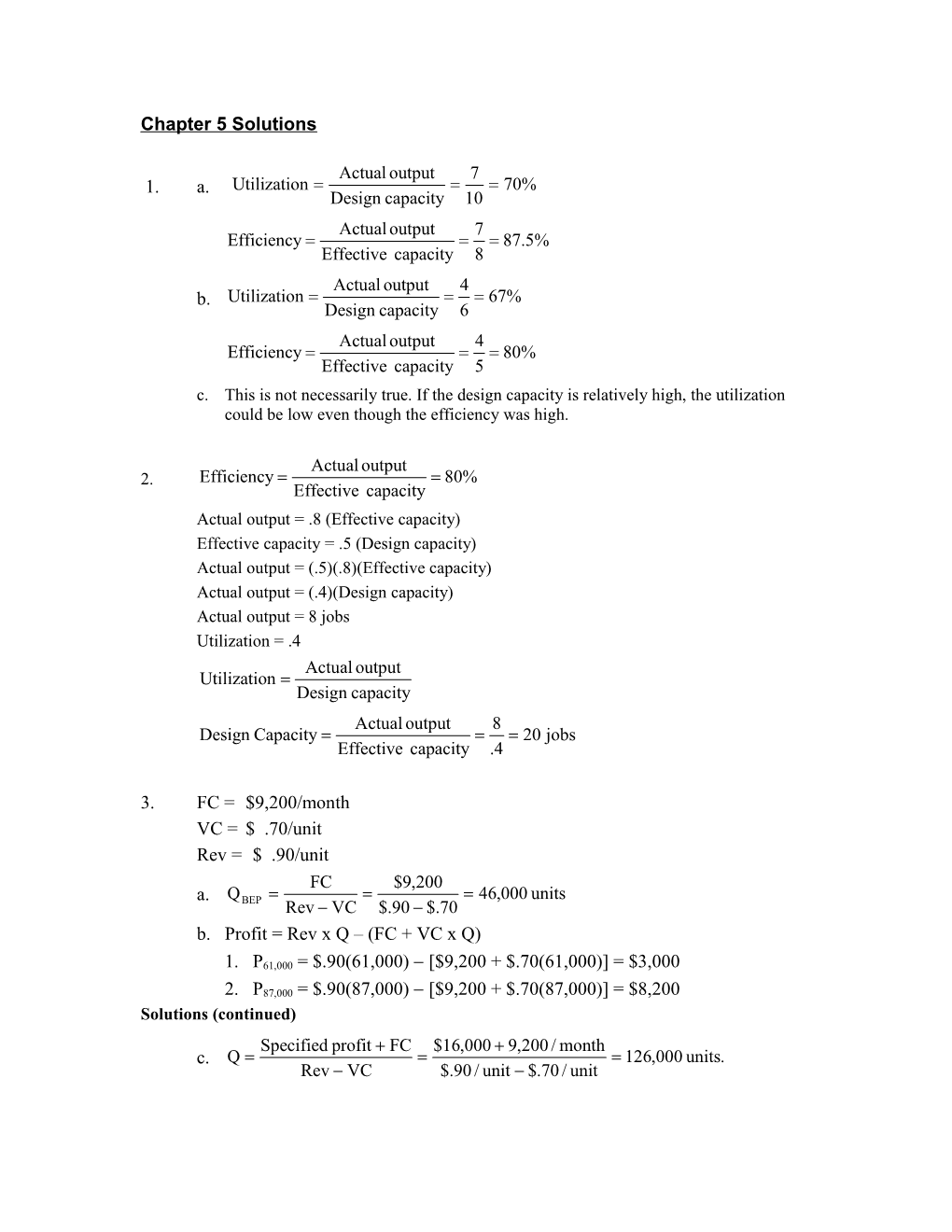
3. FC = $9,200/month VC = $ .70/unit Rev = $ .90/unit FC $9,200 a. Q 46,000 units BEP Rev VC $.90 $.70 b. Profit = Rev x Q – (FC + VC x Q) 1. P61,000 = $.90(61,000) [$9,200 + $.70(61,000)] = $3,000 2. P87,000 = $.90(87,000) [$9,200 + $.70(87,000)] = $8,200 Solutions (continued) Specified profit FC $16,000 9,200 / month c. Q 126,000 units. Rev VC $.90 / unit $.70 / unit Total Revenue $23,000 d. Total Revenue = Rev x Q, so Q = 25,556 units R $.90 / unit e. $100,000 TR = $90,000 @ Q = 100,000 units TC = $79,200 @ Q = 100,000 units TR
Cost TC
$50,000
$9,200
0 100,000 Volume (units) 1. 4. FC Rev VC A: $40,000 $15/unit $10/unit B: $30,000 $15/unit $11/unit
FC $40,000 a. Q Q 8,000 units BEP Rev VC BEP,A $15 / unit $10 / unit $30,000 Q 7,500 units BEP,B $15/ unit $11/ unit b. Profit = Q(Rev – VC) – FC [A’s Profit] [B’s Profit] Q($15 – $10) – $40,000 = Q($16 – $12) – $30,000 Solving, Q = 10,000 units
c. PA = 12,000($15 – $10) – $40,000 = $20,000 [A is higher]
PB = 12,000($16 – $12) – $30,000 = $18,000
5. Demand = 30,000 = Q FC = $25,000 VC = $.37/pen a. Rev = $1.00/pen Solutions (continued) FC $25,000 Q 39,683 units BEP Rev VC $1.00 $.37 b. specified profit = $15,000 specified profit FC $15,000 $25,000 Q 30,000 Rev VC Rev $.37 / unit Solving for Rev: Rev = $1.71 [rounded up]
6. a. Cost for Plan A: $20 + $.45(120) + $.20(40) = $82 Cost for Plan B: $20 + $.55(120) + $.15(40) = $92 Cost for Plan C: $20 + $80 = $100 b. Plan B
$140
t Plan A s o
c $120
y l
k Plan C e e $100 W
$80
$60
$40
$20
0 200 300 Minutes of daytime calls
c. Plan A is optimal for zero to less than 178 minutes. Plan C is optimal from 178 minutes or more. Plan B is never optimal. d. A: $20 + $.45D + $.20E B: $20 + $.55D + $.15E
Setting these equal and solving, D = 1/2 E. Thus, if E = 100 minutes, then D = 50 minutes. Hence, for 1/3 daytime minutes, the agent would be indifferent between the two plans. Solutions (continued) 7. Source FC VC TC Process A $160,000 $5 160,000 + 5Q Process B 190,000 4 190,000 + 4Q Vendor 7 7Q
Answer: For Q less than 63,333, the total cost is less for Vendor. For larger quantities, Process B is better. BEP: 7Q = 190,000 + 4Q; Q = 63,333
Cost ($000)
500 A B
400
300
200 Vendor 100
0 10 20 30 40 50 60 70 80 Q(000)
8. Source FC VC Internal 1 $200,000 $17 Internal 2 240,000 14 Vendor A 20 up to 30,000 units Vendor B 22 for 1 to 1,000; 18 each if larger amount Vendor C 21 for 1 to 1,000; 19 each for additional units.
a. TC for 10,000 units TC for 20,000 units Int. 1: 200,000 + 17(10,000) = $370,000 $200,000 + $17(20,000) = $540,000 Int. 2: 240,000 + 14(10,000) = $380,000 $240,000 + $14(20,000) = $520,000 Vend A 20(10,000) = $200,000 $20(20,000) = $400,000 $18(20,000) = $360,000 (opt.) Vend B 18(10,000) = $180,000 (opt.) $ 21,000 + $19(19,000) = $382,000 Vend C 21,000 + 19( 9,000) = $192,000 Solutions (continued) b. Range Optimal Choice 1 to 999 A @ $20 each 1,000 to 59,999 B @ $18 each 60,000 or more Int. 2 @ $14 each + 240,000
9. Actual output will be 225 per day per cell; 240 Working days/year Projected annual demand = 150,000 Annual capacity per cell = 225 units/day x 240 days/year = 54,000 150,000 Cells : 2.78, round to 3 cells 54,000
10. a. Given: 10 hrs. or 600 min. of operating time per day. 250 days x 600 min. = 150,000 min. per year operating time.
Total processing time by machine Product A B C 1 48,000 64,000 32,000 2 48,000 48,000 36,000 3 30,000 36,000 24,000 4 60,000 60,000 30,000 Total 186,000 208,000 122,000
186,000 N 1.24 2 machine A 150,000 208,000 N 1.38 2 machine B 150,000 122,000 N .81 1 machine C 150,000
You would have to buy two “A” machines at a total cost of $80,000, or two “B” machines at a total cost of $60,000, or one “C” machine at $80,000. Solutions (continued) b. Total cost for machine A 186,000 min 60 = 3,100 hrs. x $10 = $31,000 + $80,000 = $111,000 208,000 60 = 3,466.67 hrs. x $11 = $38,133 + $60,000 = $98,133 122,000 60 = 2,033.33 hrs. x $12 = $24,400 + $80,000 = $104,400
11. R = $45 per customer, VC = $20 per customer FC FC Range Q BEP R VC One machine $2,000 1 to 100 80 = 2000 / (45 – 20) Two machines 3,800 101 to 200 152 = 3800 / (45 – 20) b. Since BEP for 1 machine is 82 and 82 < 90 and BEP for 2 machines is 153 > 120, we should purchase 1 machine, because even at the upper limit (120) we have not reached the break-even point associated with two machines.
12. R = $5.95, VC = $3. One line would have a fixed cost of $20 (6,000 300) per hour and two lines would have a fixed cost of $35 (10,500 300) per hour. Volume No. of lines Profit 14 1 $21.30 = 14 (5.95 – 3) – 20 15 1 24.25 = 15 (5.95 – 3) – 20 16 2 12.20 = 16 (5.95 – 3) – 35 17 2 15.15 = 17 (5.95 – 3) – 35 18 2 18.10 = 18 (5.95 – 3) – 35 Choose one line. Assumption: Little or negligible cost of manufacturing.