PRODUCTIVITY AND EXPANSION INDEX OF CORN EXTRUDATES WITH A FILLING
Ap. Simitchiev1, Nenov V.2
1Asst. Prof. Dr., engineer, department MAFP, University of Food Technologies Plovdiv, e- mail: [email protected]. 2Associate Professor, Dr., engineer, department MAFFI, University of Food Technologies Plovdiv, e- mail:[email protected], tel. 0889457286.
Abstract: A co-extrusion die with submission of the filling mass perpendicular to the axis of the extruder was designed and constructed. It is suitable with the laboratory extruder “Brabender” 20 DN. Corn semolina with fat-based filling was extruded with the constructed die. The authors implemented a multi-factorial experimental study for creation of mathematical regression models, linking the independent variables which affect the productivity and expansion index of corn co-extruded products with a filling.
Keywords: extrusion, co-extrusion, rheology, fill.
I. Introduction The co-extrusion of food products is original method that enrich the range of bakeries with filling and coating. The method consists of uniting two or more products with different nature such as hard based cereal tube and a high-viscosity product, serving as a filler. In technical literature and scientific journals the information about the co-extrusion process is highly based on the operating principles. There is a wealth of information in the patent offices about the different forming dies, machines and mechanisms. There is no information about the technological regimes, the requirements for the individual components and technological equipment (Velchev et.al., 1988; Nenov et.al., 2003), which is a prerequisite for the detailed study on the problem. The following indicators appear as technical and economic parameters: productivity, torque, consumption of specific mechanical energy and expansion index. The organoleptic indicators are a basic factor for assessing the quality of the co-extruded products, and are also directly related to their physical and mechanical properties. The expansion ratio is considered as a quality indicator. It’s one of the most important properties of the food products, obtained at high temperatures and low moisture content. The expansion index is an important indicator of the final product crunchy texture (Patil et.al., 2007). The productivity of the process (mass flow) is a major economic parameter that characterizes the work of the extruder. In single-screw extruders, it mostly depends on the rotation frequency of the working screw, the design of the die and the created pressure (Mercier et.al., 1975, Rosentrater et.al., 2009).
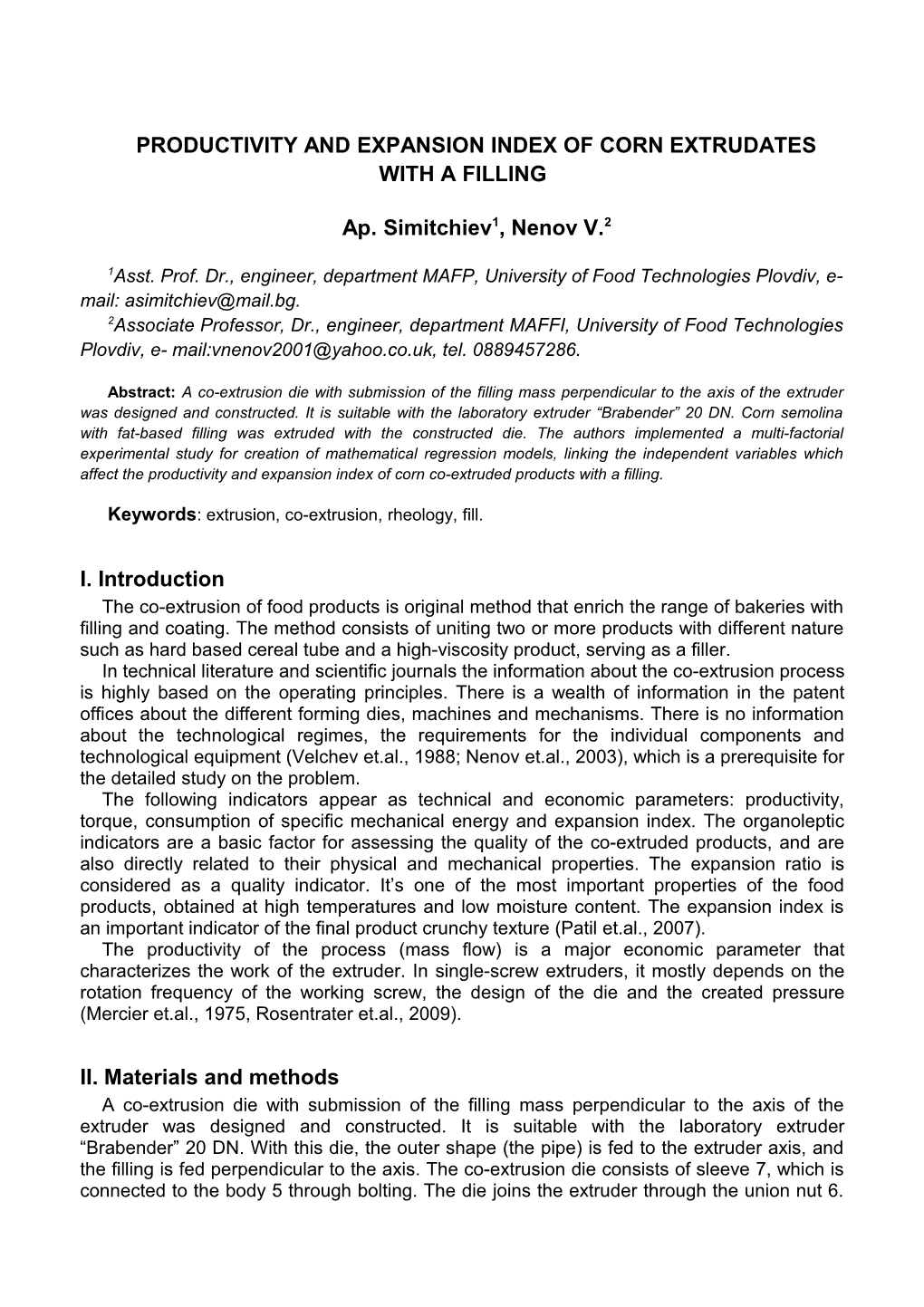
II. Materials and methods A co-extrusion die with submission of the filling mass perpendicular to the axis of the extruder was designed and constructed. It is suitable with the laboratory extruder “Brabender” 20 DN. With this die, the outer shape (the pipe) is fed to the extruder axis, and the filling is fed perpendicular to the axis. The co-extrusion die consists of sleeve 7, which is connected to the body 5 through bolting. The die joins the extruder through the union nut 6. The material, forming the tube, enters the body through the hole A, then pass through the sleeve 7 and the body 5, reaching the needle 4. Going through the five frontal holes, it enters the tapered bore of the nut 2, pass through the hole B of the moulding nozzle 1 and exits the die. The filling was submitted through the laboratory stand for regulatory submission of filling mass (Nenov et.al., 2012). It passes through the nipple 3 which is connected by a bolting with the needle 4. After joining the tubular portion of the needle the filling exits through the hole B, which is concentric to the nozzle 1.
Fig. 1. Coextrusion die with submission of the filling mass perpendicular to the axis of the extruder. 1.Nozzle 2.Lever nut 3.Nipple 4.Needle 5.Body 6. Union nut 7.Sleeve.
Corn semolina with an average particle size d=1,138 mm was used for the formation of the outer casing pipe. Fat-based filler “cocoa” was used as a filling mass. The productivity of the process was determined by calculating the mass amount of product expired per time unit at the equation: m Q , kg/h (1), ср t where m- mass of the coextruded product, kg; t- time, h. The transverse expansion index was calculated by the equation:
D2 -d 2 EI= e e (2), D2 -d 2
where De and de – outer and inner diameter of the co-extruded product, mm; D and d – inner diameter of the nozzle and outer diameter of the needle, mm. The major goal of the study was the implementation of a multi-factorial experimental study for creation of mathematical regression models, linking the independent variables that affect the productivity and the expansion index of corn co-extruded products with a filling.
III. Results and discussions The following independent variables were selected after the preliminary experiments: -1 rotation frequency of the lobes pump nп, min , inner nozzle diameter (D, mm) and rotation -1 3 frequency of the working screw (nр, min ). Full factorial experiments of the type 2 was used to examine the influence of the selected independent variables on the productivity and the expansion index of the co-extruded products. Constant parameters during the experiments were as follows: 1. External diameter of the needle d=8mm o o o 2. Temperatures in the three zones of the extruder t1=165 C, t2=185 C, t3=190 C; 3. Compression ratio of the screw K=5:1; -1 4. Rotation frequency of the feed screw nд=40min ; 5. Average moisture content of the corn semolina W=12,8%; o 6. Temperature of the filling mass tk=45 C. Matrix for the experiment planning in encrypted form and experimental results are shown on table 2. The results were obtained on the basis of threefold repetition.
Table 1. Levels and ranges of variation of the independent variables
High Range of Low level Center level level variation Independent variables Zд Xд Zг Xг j ( j ) Z ΔZ j ( j ) j j
Rotation frequency of the lobes -1 pump (X1, min ) 31,7 21 26,35 5,35 [Factor А] (+1) (-1) (0)
Inner diameter of the nozzle (X2,mm) 10 9 9,5 0,5 [Factor B] (+1) (-1) (0)
Rotation frequency of the -1 working screw (X3,min ) 200 160 180 20 [Factor C] (+1) (-1) (0)
Table 2. Plan of the experiment in encrypted form and experimental results
-1 -1 Q, kg/h Qср, EI № X1, min X2, mm X3,min EIср 1 2 3 kg/h 1 2 3 1 - - - 14,84 14,25 14,64 14,58 18,0 17,6 18,0 17,9 2 + - - 18,08 17,68 18,02 17,93 17,63 17,04 17,12 17,20 3 - + - 24 24,18 23,96 24,05 7,94 8,153 7,744 7,946 4 + + - 30,92 30,66 29,82 30,47 7,86 7,72 8,04 7,87 5 - - + 18,26 18,02 18,25 18,18 13,7 12,9 12,7 13,1 6 + - + 22,44 22,12 22,28 22,28 11,3 11,9 12,06 11,82 7 - + + 28,08 27,56 27,52 27,72 6,829 7,28 7,128 7,052 8 + + + 34,56 34,72 34,62 34,63 7 6,92 7,1 7,01
Productivity The experimental results showed that the highest productivity (34,63 kg/h) occured on higher levels of the independent variables, and lowest (14,58 kg/h) when all variables were at their lower levels. The R-squared coefficient was R2=99,87%, thus the obtained regression model (equation 1) describes a high precision research process.
Fig.2. Pareto chart for productivity. Fig.3. Residual distribution diagram for productivity.
The Pareto chart (fig.2) showed that the change in the inner diameter of the nozzle was the most significant factor that affected the researched process. The distribution diagram of the residuals is presented on fig.3. It showed that the residuals were equally distributed around the zero line, and values which surpass the standart error were not found. The following regression model was obtained after processing the experimental results and eliminating the insignificant factors,: Q1 = 23,73 + 2,6X1 + 5,49X2 + 1,97X3 + 0,735X1X2 + 0,16X1X3 (3) The main effect plot is shown in fig.4. It shows how the productivity varied when each of the factors in the model was changed from low to high level, with all the factors held at the centre of the experimental region. -1 The change in the rotation frequency of the lobes pump (Х1, min ) from low to high level raised the productivity by 19,7 %. The larger internal diameter of the nozzle (X 2, mm) raised the productivity by 37,6 %. The increased rotation frequency of the working screw also favors the productivity by increasing it with 15, 4 %. The contours of equal output showing the impact of the rotation frequency of the lobes -1 pump (Х1, min ) and the internal diameter of the nozzle (X2, mm) over the productivity are presented on fig.5. It’s obvious that the simultaneous rise in the values of both independent variables increased the productivity by 42,2 %. Increasing the rotation frequency of the lobes pump raised the amount of filling mass in the product which affected productivity. Larger internal diameter increases the bright section between the nozzle and the needle, thus increases the density of the product, and reflects on productivity. Raising rotation frequency of the lobes pump increased the productivity by 11% when working with a 9 mm, and by 18,6 % with 10 mm inner diameter nozzle.
Fig.4. Main effects plot. Fig.5.Amendment of the productivity depending on the rotation frequency -1 of the lobes pump (Х1, min ) and the inner diameter of the nozzle (Х2, mm). Expansion index The expansion index had highest values (EI=17,9) in lower levels of the independent variables. Lowest average of the expansion index (EI=7,01) was obtained when all the independent variables were at their upper levels. The R-squared coefficient showed that in 99,69 % the change of the values of the independent variables would result in a change of the expansion index. The Pareto chart (fig.6) showed that the changes of the internal diameter of the nozzle (X2,mm) and the rotation frequency of the lobes pump were the most significant independent variable that affected the changes of expansion index. The residual distribution diagram is presented on fig.7. It showed normal distribution of the residuals. The following adequate regression model was obtained after processing the experimental results. ЕI = 11,25 - 0,26X1 – 3,78 X2 - 1,5X3 + 0,23X1X2 – 1,06X2X3 (4) The main effects plot is presented at fig.8. It showed that increasing the rotation frequency -1 of the lobes pump x1, min reduced the expansion index by 4,6 %. The variation of the internal diameter of the nozzle from smaller to bigger, decreased the expansion index by 50,7 %. The lower rotation frequency of the lobes pump decreased the expansion index values by 23,4 %.
Fig.6. Pareto chart. Fig.7. Residual distribution diagram.
Fig.8. Main effects plot for the Fig.9. Amendment of the expansion index. expansion index, depending on the rotation frequency of the lobes -1 pump (Х1,min ) and the internal diameter of the nozzle(Х2, mm).
The joint impact of the rotation frequency of the lobes pump and the internal diameter of the nozzle is presented at fig.9. It’s obvious that the joint increase of the two independent variables decreased the expansion index by 45,5%.
IV. Conclusions A co-extrusion die with submission of the filling mass perpendicular to the axis of the extruder was designed and constructed. It is suitable with the laboratory extruder “Brabender” 20 DN. An adequate mathematical models, describing the relation between the significant independent variables (rotation frequency of the lobes pump, inner diameter of the nozzle and rotation frequency of the extruder working screw) and the dependent variables: productivity and expansion index were obtained. The inner diameter of the nozzle is the most significant factor which affects the productivity and expansion index. Larger diameter increases the productivity by 37,6 % and decreases expansion index by 50,7 %.
V. References Velchev N., Z. Velchev. 1988. Prilozhenie na ekstruziata v hranitelnata promishlenost, CNTII, SSA, Sofia, Obzor. Nenov V., N. Penov, M. Kodjamanov. 200. Ekspanzionen index I temperature na pshenichen koekstrudat. Nenov V., A.Simitchiev, N. Toshkov, M.Dushkova. 2012. Laboratory stand for regulatory submission of filling mass. International scientific conference “Food techniques and technologies 2012”, Plovdiv, 19÷20 October. Mercier C., P. Feillet. 1975. Modification of carbohydrate components by extrusion-cooking of cereal products. Cereal Chemistry, 52:283-297. Patil R.P., J. Berrios, J. Tang, B.G. Swanson. 2007. Evaluation of methods for expansion properties of legume extrudates. American society of Agricultural and Biological Engineers, 2007. Vol. 23(6): 777-783. Rosentrater K., K. Muthukumarappan, S. Kannadhason. 2009. Effects of ingredients and extrusion parameters on aquafeeds containing DDGS and potato starch. Journal of Aquaculture Feed Science and Nutrition, 1, (1), 22-38.