Understanding the Aluminum Temper Designation System
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Bonn, 08 June 2015 Final Rio Medal Event Programme Dear President
President / Secretary General NPCs Widely and Regularly Practising Athletics Via Email Bonn, 08 June 2015 Final Rio Medal Event Programme Dear President / Secretary General IPC Athletics would like to advise you of the Final Rio Medal Event Programme that has been approved by the International Paralympic Committee Governing Board during their meeting in Tokyo from 5 – 7 June 2015. In developing the Rio Medal event programme IPC Athletics have focused on the long term development of para-athletics. This event programme allows for stability, growth and development of the sport due to the use of the principles that have been applied throughout this process. IPC Athletics believe that the process undertaken in the development of para-athletics in the areas of competition, classification and education has been successful in allowing the development the Rio Paralympic Games medal event programme. Listed below you will see a number of the successful outcomes in the development process of the Rio 2016 Games Programme that are aligned with the original principles set out in 2011: . 12.5% increase in overall participation between from the end of 2012 to the end of 2014 . 11% increase in female participation from the end of 2012 to the end of 2014 . 6.4% increase in female events at the Paralympic Games, changing from 60.6% male and 39.4% female in London 2012 to 54.2% male and 45.8% female in Rio 2016 . 22% increase in the number of female athlete’s participating in para-athletics at the Rio 2016 Paralympic Games . An increase of 21 events that cater for athletes with high support needs, split nine (9) male and twelve (12) female events International Paralympic Committee Adenauerallee 212-214 Tel. -

Athletics Classification Rules and Regulations 2
IPC ATHLETICS International Paralympic Committee Athletics Classifi cation Rules and Regulations January 2016 O cial IPC Athletics Partner www.paralympic.org/athleticswww.ipc-athletics.org @IPCAthletics ParalympicSport.TV /IPCAthletics Recognition Page IPC Athletics.indd 1 11/12/2013 10:12:43 Purpose and Organisation of these Rules ................................................................................. 4 Purpose ............................................................................................................................... 4 Organisation ........................................................................................................................ 4 1 Article One - Scope and Application .................................................................................. 6 International Classification ................................................................................................... 6 Interpretation, Commencement and Amendment ................................................................. 6 2 Article Two – Classification Personnel .............................................................................. 8 Classification Personnel ....................................................................................................... 8 Classifier Competencies, Qualifications and Responsibilities ................................................ 9 3 Article Three - Classification Panels ................................................................................ 11 4 Article Four -

Housing Affordability Through Design Efficiency Subcommittee of NAIIB's Construction and Codes Committee
FINAL REPORT HOUS ING AFFORDABILITY TT{ROUGH DESIGN EFFICIENCY PROGRAM The State-of-the-Art of Building Codes and Engineering Methods for Single-Family Detached Homes: An Evaluation of Design Iszues and Construction Costs Prepared for The National Association of Home Builders Hou si ng Affordabili ty Through De si g n Effi ciency Subcomminee of the Consfuction & Codes Committee Washington, DC and The U.S Department of Housing and Urban Development Office of Policy Development and Research Washington, DC by NAHB Research Center, Inc. Upper Marlboro, MD June 2,7997 a o o FINAL REPORT HOUSING AFFORDABILITY TI{ROUGH DESIGN EFFICIENCY PROGRAM o The State-of-the-Art of Building Codes and Engineering Methods for Single-Family Detached Homes: An Evaluation of Design Issues and Construction Costs o Prepared for The National Association of Home Builders Housing Affordability Through Design Effrciency Subcommittee of the Construction & Codes Committee o Washington, DC and The U.S Department of Housing and Urban Development O Office of Policy Development and Research ) Washington, DC by 3 NAHB Research Center, Inc. Upper Marlboro, MD a Jtne2,1997 o |l a ACKNOWLEDGMENTS The completion of this work was made possible by the joint sponsorship of the U.S. Department of a Housing and Urban Development (HUD) and the National Association of Home Builders (NAHB). Special appreciation is extended to William Freeborne of HUD's Office of Policy Development and Research and to the builders serving on the Housing Affordability Through Design Efficiency subcommittee of NAIIB's Construction and Codes Committee. o The NAIIB Research Center staff conuibuting to the work embodied in this document include Kevin Bielat, Shawn McKee, Jay Crande[ P.E., and Don Carr. -

12/4/2013 Lawful Permanent Resident (LPR) Category Codes
12/4/2013 Lawful Permanent Resident (LPR) Category Codes Description Initial INS Class of INS Status Sponsored Status Section of Law Code Y/N* Admission Code A11 LA AM N Amerasians and family members from Cambodia, Korea, Laos, Thailand, or Vietnam A12 LA AM N Amerasians and family members from Cambodia, Korea, Laos, Thailand, or Vietnam A16 LA AM N Amerasians and family members from Cambodia, Korea, Laos, Thailand, or Vietnam A17 LA AM N Amerasians and family members from Cambodia, Korea, Laos, Thailand, or Vietnam A31 LA AM N Amerasians and family members from Cambodia, Korea, Laos, Thailand, or Vietnam A32 LA AM N Amerasians and family members from Cambodia, Korea, Laos, Thailand, or Vietnam A33 LA AM N Amerasians and family members from Cambodia, Korea, Laos, Thailand, or Vietnam A36 LA AM N Married Amerasian son or daughter of a U.S. Sec. 203(a)(3) of the I&N Act and citizen born in Cambodia, Korea, Laos, Thailand, 204(g) as added by PL 97-359 (Oct. or Vietnam. 22, 1982) A37 LA AM N Spouse of an alien classified as A31 or A36. Sec. 203(d) of the I&N Act and 204(g) as added by PL 97-359 (Oct. 22, 1982) A38 LA AM N Child of an alien classified as A31 or A36. Sec. 203(d) of the I&N Act and 204(g) as added by PL 97-359 (Oct. 22, 1982) AA1 LA NR N Diversity visa lottery winners and dependents, 1991-1994 AA2 LA NR N Diversity visa lottery winners and dependents, 1991-1995 AA3 LA NR N Diversity visa lottery winners and dependents, 1991-1996 AA6 LA NR N Diversity visa lottery winners and dependents, 1991-1997 AA7 LA NR N Diversity visa lottery winners and dependents, 1991-1998 AA8 LA NR N Diversity visa lottery winners and dependents, 1991-1999 AM1 LA AM N Amerasian born in Vietnam after Jan. -
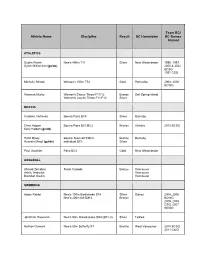
View the List of BC-Linked Athletes Medal Results
Team BC/ Athlete Name Discipline Result BC Hometown BC Games Alumni ATHLETICS Dustin Walsh Men's 400m T11 Silver New Westminster 1996, 1997, Dylan Williamson (guide) 2000 & 2002 BCSG 1997 CSG Michelle Stilwell Women’s 100m T52 Gold Parksville 2004, 2006 BCWG Vanessa Murby Women's Discus Throw F11/12 Bronze Salt Spring Island Women's Javelin Throw F11/F12 Silver BOCCIA Caroline Vietnieks Boccia Pairs BC4 Silver Burnaby Chris Halpen Boccia Pairs BC1/BC2 Bronze Victoria 2010 BCSG Kelly Halpen (guide) Hanif Mawji Boccia Team BC1/BC2 Bronze Burnaby Hussein Mawji (guide) Individual BC1 Silver Paul Gauthier Pairs BC3 Gold New Westminster GOALBALL Ahmad Zeividavi Team Canada Bronze Vancouver Ashlie Andrews Vancouver Brendan Gaulin Vancouver SWIMMING Adam Rahier Men's 100m Backstroke S14 Silver Surrey 2004, 2006 Men's 200m IM SM14 Bronze BCWG; 2005, 2009 CSG; 2007 WCSG Jonathan Dieleman Men's 50m Breaststroke SB3 (SB1-3) Silver Telkwa Nathan Clement Men's 50m Butterfly S7 Bronze West Vancouver 2010 BCSG 2011 CWG Nathan Stein Men’s 100m Butterfly S10 Silver Maple Ridge 2006 BCSG Men’s 50m Freestyle S10 Bronze Men’s 4X100m Freestyle Relay 34pts Silver Men’s 100m Freestyle S10 Bronze Sarah Mehain Women's 50M Freestyle S7 Silver Vernon Women's 100m Freestyle S7 Silver Women's 100m Backstroke S7 Silver Women's 50m Butterfly S7 (S6-7) Gold Tyler Mrak Men's 100m Backstroke Bronze Surrey 2013 CSG Men's 100m Breaststroke Silver Men's 400m Freestyle S13 (S11-13) Bronze TABLE TENNIS Stephanie Chan Women's Singles Class 6-7 Gold Richmond VOLLEYBALL - SITTING Felicia Voss-Shafiq Women’s Team Bronze Burnaby Shacarra Orr Jaffray Tessa Popoff Langley WHEELCHAIR BASKETBALL Bo Hedges Men’s Team Silver Wonowon 1996 BCWG 2003 CWG 2006 BCWG Deion Green Victoria (training) Janet McLachlan Women’s Team Silver West Vancouver WHEELCHAIR RUGBY Byron Green Team Canada Gold Vancouver Fabien Lavoie Vancouver Miranda Biletski Victoria (training) Travis Murao Richmond Trevor Hirschfield Vancouver 2002 BCSG . -

(VA) Veteran Monthly Assistance Allowance for Disabled Veterans
Revised May 23, 2019 U.S. Department of Veterans Affairs (VA) Veteran Monthly Assistance Allowance for Disabled Veterans Training in Paralympic and Olympic Sports Program (VMAA) In partnership with the United States Olympic Committee and other Olympic and Paralympic entities within the United States, VA supports eligible service and non-service-connected military Veterans in their efforts to represent the USA at the Paralympic Games, Olympic Games and other international sport competitions. The VA Office of National Veterans Sports Programs & Special Events provides a monthly assistance allowance for disabled Veterans training in Paralympic sports, as well as certain disabled Veterans selected for or competing with the national Olympic Team, as authorized by 38 U.S.C. 322(d) and Section 703 of the Veterans’ Benefits Improvement Act of 2008. Through the program, VA will pay a monthly allowance to a Veteran with either a service-connected or non-service-connected disability if the Veteran meets the minimum military standards or higher (i.e. Emerging Athlete or National Team) in his or her respective Paralympic sport at a recognized competition. In addition to making the VMAA standard, an athlete must also be nationally or internationally classified by his or her respective Paralympic sport federation as eligible for Paralympic competition. VA will also pay a monthly allowance to a Veteran with a service-connected disability rated 30 percent or greater by VA who is selected for a national Olympic Team for any month in which the Veteran is competing in any event sanctioned by the National Governing Bodies of the Olympic Sport in the United State, in accordance with P.L. -

020587 2 55 Lm)Ex 0F Sitrets Alld SIINDIR0 Draffi{GS INDEX of SHEETS
OAI€ orrE OIIE OAIE SrttE FEAO M SEI IOTA Evrsto Fllfo itus[0 Flra0 E STCEIS 6 ARl(. J6 r(L 0205E7 1 55 COUNTY OESH COUNIY ARKANSAS DEPARTMENT OF TRANSPORTATION LINCOLN J ABTES CREEK STR- & APPRS. (S' CONSTRUCTION PLANS FOR STATE HIGHWAY @ D z of ABTES CREEK STR. & APPRS" (S) @ ot o I o DREW COUNTY N L ROUTE I38 SECTION 5 w i I z ___I_ PROJECT l @ o o 0205E7 LOCAT I ON T JoB { Locey o !JE FED AID PROJ NHPP_OC2?(31 ) ARK. HWY. DIST. NO. 2 ASHLEY NOT TO SCALE VICINITY MAP DESIGN TRAFFIC DATA R5W DESIGN YEAR- -----2O3A R4W 2OI8 ADT 800 t' ADT OOO 6 t' 2038 I, BRIDGE DATA 2038 DHV I to STA. 2r7+96.50 DIRECT I ONAL DI STRIBUT I ON- - -O. 60 o BRIDGE N0.07426 T 170'-0" coNTrNuous couPostTE INTEGRAL TRUCKS_ _______42 W-BEAM UN|T (40',-45',-,15',-40',r lt DESIGN SPEED 55 MPH 30,-0" CLEAR ROADIIAY I7I'-0" BRIDGE LENGTH I sTA. 219+67.50 S T N il S STA. 21 1 * 50. OO J LOG MILE I5.8I STA. 229* 50. OO END JOB O2O5A7 !l APPROVED ao T 6|o (\ (\t t2 T o S fl, t2 R5W R4W S oz q GROSS LENGTH OF PROJECT r800.00 FEET OR 0.34I MILES DEPUTY DIRECTOR BEGINNING OF PROJECT MID POINT OF PROJECT END OF PROJECT " ROADWAY r629.00 @ NET " 0.309 AND CHIEF ENGINEER (! " BRIDGES 17t.00 o LATITUDE = N 33'44'04- LATTTUDE = N 33'41'12" LATITUoE = N 33'44'19" NET " 0.032 N NET " " PROJECT r800.00 0.341 o LONGITUDE = lY 9l'35'15" LONGITUOE = u 9l'33'40" LONGITUDE = lI 9l'31'33" e. -

English Federation of Disability Sport National Junior Athletics Information and Standards
English Federation of Disability Sport National Junior Athletics Information and standards 1 Contents Introduction 3 EFDS track groupings 4 EFDS field groupings 5 Events available 6 National field weights 8 National standards track 11 National standard field 13 2 Introduction This booklet has been produced with the intention of enabling athletes, coaches, teachers and parents to compare EFDS Profiles and Athletics Groupings with IPC Athletics Classes, the enclosed information is a guide for EFDS Events and IS NOT AN IPC CLASSIFICATION. You can find out further information on classification using the following links: www.englandathletics.org/disability-athletics/eligibility-and-classification UK Classification will allow athletes to: - Enter Parallel Success events across UK - Register times on the UK Rankings (www.thepowerof10.info) - Be eligible for Sainsbury’s School Games selection - Receive monthly Paralympic newsletter from British Athletics For athletes interested in joining an athletics club and seeking a UK Classification please contact. - Shelley Holroyd (England North & East) [email protected] - Job King (England Midlands & South) [email protected] Or complete the following online form. www.englandathletics.org/parallelsuccess The document contains information regarding the events available to athletes, the specific weights for throwing implements relevant to the EFDS Field and Age Groups as well as the qualifying standards for the National Junior Athletics Championships. Our aim is to provide as much information and support as possible so that athletes, regardless of their ability can continue to participate within the sport of athletics. We are committed to delivering multi- disability events that cater for both the needs of the disability community and the relevant NGB pathway for talented athletes. -

Tokyo 2020 Paralympic Games Qualification Regulations
Tokyo 2020 Paralympic Games Qualification Regulations August 2019 International Paralympic Committee Adenauerallee 212-214 Tel. +49 228 2097-200 www.paralympic.org 53113 Bonn, Germany Fax +49 228 2097-209 [email protected] CONTENTS 1. Introduction 2. Tokyo 2020 Paralympic Games Programme Overview 3. General IPC Regulations on Eligibility 4. IPC Redistribution Policy of Vacant Qualification Slots 5. Universality Wild Cards 6. Key Dates 7. Archery 8. Athletics 9. Badminton 10. Boccia 11. Canoe 12. Cycling (Track and Road) 13. Equestrian 14. Football 5-a-side 15. Goalball 16. Judo 17. Powerlifting 18. Rowing 19. Shooting 20. Swimming 21. Table Tennis 22. Taekwondo 23. Triathlon 24. Volleyball (Sitting) 25. Wheelchair Basketball 26. Wheelchair Fencing 27. Wheelchair Rugby 28. Wheelchair Tennis 29. Glossary 30. Register of Updates Tokyo 2020 Paralympic Games – Qualification Regulations 2 INTRODUCTION These Qualification Regulations (Regulations) describe in detail how athletes and teams can qualify for the Tokyo 2020 Paralympic Games in each of the twenty-two (22) sports on the Tokyo 2020 Paralympic Games Programme (Games Programme). It provides to the National Paralympic Committees (NPCs), to National Federations (NFs), to sports administrators, coaches and to the athletes themselves the conditions that allow participation in the signature event of the Paralympic Movement. These Regulations present: . an overview of the Games Programme; . the general IPC regulations on eligibility; . the specific qualification criteria for each sport (in alphabetical order); and . a glossary of the terminology used throughout the Regulations. Structure of sport-specific qualification criteria Each sport-specific section in these Regulations follows a standardised format. Readers can quickly locate information or cross-reference it between sports. -

Athletes with Physical Impairment
Desert Challenge Games - Arizona 2019 World Para Athletics Grand Prix Version 3 Classification Schedule for Athletes with Physical Impairment Athletes - Must present to classification 30 minutes before the allocated time on the classification schedule. Must bring a passport or some other official form of identification along with their accreditation. Will be required to read and sign a Athlete Evaluation Agreement Form prior to presenting for Athlete Evaluation. Must be accompanied by an interpreter if the athlete does not speak English. May be accompanied by one athlete representative. Must attend with all relevant medical documentation (in English). Must wear shorts for classification. Must bring all sports equipment and competition clothing including shoes to be used in competition (for technical assessment). Must ensure their throwing frames/racing wheelchairs are at the stadium for technical assessments if necessary. Location: Hotel Garden Inn Date: 21 May 2019 Time SDMS NPC Family Name First Name Gender Class Status 08:30 33272 USA Paintin Matthew Male T/F35 Review 29789 MEX Farfan Ramirez Mario Male T/F52 New 09:30 42821 USA Duden Mei-Li Female T/F37 New 41039 MEX Franco Sanabria Alonso Male T52 New 10:30 33083 USA Cross Michelle Female T/F37 Review 42000 CAN Larouche Samuel Male T51 New Location: ASU Track and Field 11:30 Technical Assessment 13:00 Lunch break 14:00 42608 CAN Nanson Kevin Male F55 New 34023 MEX Hernandez Tenorio Nancy Female F54 New 14:45 30193 CAN LeBlanc Jacob Male T54 New 31823 MEX Teran Gomez Jesus Alejandro -

Classification Policy and Procedures
Classification Policy and Procedures The purpose of the Classification Policy and Procedures is to clearly define the systems of classification adopted by Athletics Australia and recognise the role of system partners. It will ensure the ongoing provision of a consistent and sustainable classification system nationally. August 2012 Developed in consultation with Australian Paralympic Committee | AUSRAPID │Deaf Sports Australia Transplant Australia│State & Territory Athletics Associations www.athletics.com.au 1 CONTENTS 1. Athletics Australia Classification System Overview 2 2. Paralympic Classification 4 3. Physical Impairment Classification 7 4. Vision Impairment Classification 11 5. Intellectual Impairment Classification 13 6. Hearing Impairment Classification 17 7. Transplant Classification 18 2 1 Athletics Australia Classification System Overview 1.1 Purpose The Australian Athletics Classification System (herein referred to as “Classification”) provides a structure for competition for athletes with a disability. Athletes with disabilities have an impairment in body structures and functions that leads to a competitive disadvantage in sport. Consequently, criteria are put in place to ensure that winning is determined by skill, fitness, power, endurance, tactical ability and mental focus, the same factors that account for success in sport for athletes who are able-bodied. Classification is used to group athletes of similar physical, intellectual or sensory impairment into groups defined by the degree of activity limitation related to the impairment and/or specific to the tasks in the sport. In Australia classification is delivered as a free service, designed to ensure a fair environment for competition at all levels. 1.2 Minimal Disability Criteria Each classification system has a set of minimal disability criteria that must be met. -

Bonn, 6 February 2018 Para Athletics Tokyo 2020 Medal Event
NPCs Widely and Regularly Practicing Para Athletics Via Email Bonn, 6 February 2018 Para Athletics Tokyo 2020 Medal Event Programme Dear President/Secretary General, World Para Athletics would like to inform you that on the weekend on 27-28 January 2018 the IPC Governing Board confirmed the sport programme for the Tokyo 2020 Paralympic Games with the overall sport programme of the Tokyo 2020 Paralympic Games featuring 22 sports. We would now like to provide you with some additional background information on the World Para Athletics medal event programme and the final programme itself. In February 2016, World Para Athletics submitted their event programme request to the International Paralympic Committee (IPC). This request was based on the principles set out in developing the Rio medal event programme and included a requested number of slots and athlete allocation. Following numerous levels of further consultation with NPCs, inputs from Sport Technical Committee and management team, World Para Athletics presented a final draft programme to NPCs during Sport Forums in Frankfurt Germany February 2017 for feedback. Following this exercise, the final programme was concluded taking into account of the classification updates introduced in November 2017. We believe the event programme submitted to the IPC will allow NPCs to continue on the athlete development and performance programme that have been in place prior to Rio Paralympic Games while addressing the need for increased participation opportunities for females and safeguarding event viability and strengthening depth of competition field. The final medal event programme for Tokyo 2020 Paralympic Games approved by the IPC Governing Board features 168 medal events (93 male, 64 female and 1 mixed) with an athlete quota allocation of 1100 (630 male and 470 female).