Flux Pinning Characteristics in Cylindrical Ingot Niobium Used in Superconducting Radio Frequency Cavity Fabrication
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Flux-Pinned Dynamical Systems with Application to Spaceflight
FLUX-PINNED DYNAMICAL SYSTEMS WITH APPLICATION TO SPACEFLIGHT A Dissertation Presented to the Faculty of the Graduate School of Cornell University in Partial Fulfillment of the Requirements for the Degree of Doctor of Philosophy by Frances Zhu May 2019 © 2019 Frances Zhu ii FLUX-PINNED DYNAMICAL SYSTEMS WITH APPLICATION TO SPACEFLIGHT Frances Zhu, Ph. D. Cornell University 2019 Technology enables space exploration and scientific discovery. At this amazing intersection of time, new software and hardware capabilities give rise to daring robotic exploration and autonomy. Close-proximity operations for spacecraft is a particularly critical portion of any robotic mission that enables many types of maneuvers, such as docking and capture, formation flying, and on-orbit assembly. These dynamic maneuvers then enable different missions, like sample return, spacecraft construction larger than a single rocket faring, and deep-space operations. Commonly, spacecraft dynamic control uses thrusters for position and attitude control, which rely on active sensing and consumable propellant. The development of other dynamic control techniques opens new capabilities and system advantages, and further offers a more diverse technological trade space for system optimization. This research comprehensively investigates the utilization of flux-pinning physics to manipulate spacecraft dynamics. Flux-pinned interfaces differ from conventional dynamic control through its passive and compliant behavior. These unique characteristics are extremely attractive for certain applications, but flux-pinned technology must mature considerably before adoption for spaceflight missions. A dynamic capture and docking maneuver in an upcoming mission concept, i Mars Sample Return, motivates the technology design. This body of work as much as possible follows a progression from cradle to grave. -
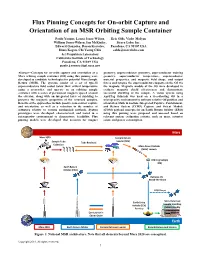
Flux Pinning Concepts for On-Orbit Capture and Orientation of an MSR
Flux Pinning Concepts for On-orbit Capture and Orientation of an MSR Orbiting Sample Container Paulo Younse, Laura Jones-Wilson, Eric Olds, Violet Malyan William Jones-Wilson, Ian McKinley, Sierra Lobo, Inc. Edward Gonzales, Boyan Kartolov, Pasadena, CA 91107 USA Dima Kogan, Chi Yeung Chiu [email protected] Jet Propulsion Laboratory California Institute of Technology Pasadena, CA 91109 USA [email protected] Abstract—Concepts for on-orbit capture and orientation of a geometry, superconductor geometry, superconductor training Mars orbiting sample container (OS) using flux pinning were geometry, superconductor temperature, superconductor developed as candidate technologies for potential Mars Sample material properties, and magnetic field shape, and output Return (MSR). The systems consist of a set of type-II forces and torques the superconductors imparts on the OS via superconductors field cooled below their critical temperature the magnets. Magnetic models of the OS were developed to using a cryocooler, and operate on an orbiting sample evaluate magnetic shield effectiveness and demonstrate container with a series of permanent magnets spaced around successful shielding of the sample. A vision system using the exterior, along with an integrated layer of shielding to AprilTag fiducials was used on a free-floating OS in a preserve the magnetic properties of the returned samples. microgravity environment to estimate relative OS position and Benefits of the approaches include passive, non-contact capture orientation while in motion. Integrated Capture, Containment, and orientation, as well as a reduction in the number of and Return System (CCRS) Capture and Orient Module actuators relative to various mechanical methods. System (COM) payload concepts for an Earth Return Orbiter (ERO) prototypes were developed, characterized, and tested in a using flux pinning were proposed and assessed based on microgravity environment to demonstrate feasibility. -

Magnetic Flux Motion and Flux Pinning in Superconductors Steven C
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1992 Magnetic flux motion and flux pinning in superconductors Steven C. Sanders Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Condensed Matter Physics Commons Recommended Citation Sanders, Steven C., "Magnetic flux motion and flux pinning in superconductors " (1992). Retrospective Theses and Dissertations. 9811. https://lib.dr.iastate.edu/rtd/9811 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. MICROFILMED 1992 INFORMATION TO USERS This manuscript has been reproduced from the microfihn master. UMI films the text directly from the original or copy submitted. Thus, some thesis and dissertation copies are in typewriter face, while others may be from any type of computer printer. The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleedthrough, substandard margins, and improper alignment can adversely affect reproduction. In the unlikely event that the author did not send UMI a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyright material had to be removed, a note will indicate the deletion. Oversize materials (e.g., maps, drawings, charts) are reproduced by sectioning the original, beginning at the upper left-hand corner and continuing fi*om left to right in equal sections with small overlaps. -

Enhancing the Flux Pinning of High Temperature
ENHANCING THE FLUX PINNING OF HIGH TEMPERATURE SUPERCONDUCTING YTTRIUM BARIUM COPPER OXIDE THIN FILMS Dissertation Submitted to The School of Engineering of the UNIVERSITY OF DAYTON In Partial Fulfillment of the Requirements for The Degree of Doctor of Philosophy in Engineering By Mary Ann Patricia Sebastian, M.S. UNIVERSITY OF DAYTON Dayton, OH August 2017 i ENHANCING THE FLUX PINNING OF HIGH TEMPERATURE SUPERCONDUCTING YTTRIUM BARIUM COPPER OXIDE THIN FILMS Name: Sebastian, Mary Ann Patricia APPROVED BY: ______________________________ ______________________________ P. Terrence Murray, Ph.D. Timothy J. Haugan, Ph.D. Advisory Committee Chair Committee Member Professor Research Physicist Chemical and Materials Engineering AFRL/RQQM ______________________________ ______________________________ Daniel P. Kramer, Ph.D. Christopher Muratore, Ph.D Committee Member Committee Member Professor Professor Chemical and Materials Engineering Chemical and Materials Engineering ______________________________ ______________________________ Robert J. Wilkens, Ph.D., P.E. Eddy M. Rojas, Ph.D., M.A., P.E. Associate Dean for Research and Innovation Dean, School of Engineering Professor School of Engineering ii © Copyright by Mary Ann Patricia Sebastian All rights reserved 2017 iii ABSTRACT ENHANCING THE FLUX PINNING OF HIGH TEMPERATURE SUPERCONDUCTING YTTRIUM BARIUM COPPER OXIDE THIN FILMS Name: Sebastian, Mary Ann Patricia University of Dayton Advisor: Dr. P. Terrence Murray, Ph.D. Superconductors’ unique properties of zero resistance to direct current at their critical temperatures and high current density have led to many applications in communications, electric power infrastructure, medicine, and transportation. Yttrium barium copper oxide, YBa2Cu3O7-δ, (YBCO) is a Type II superconductor, whose thin film’s high current density results from pinning centers associated with point defects from oxygen vacancies, and with twin and grain boundaries. -

Electron Microscopy Imaging of Flux Pinning Defects in Ybco Superconductors
ELECTRON MICROSCOPY IMAGING OF FLUX PINNING DEFECTS IN YBCO SUPERCONDUCTORS BY Anne-Hélène PUICHAUD A thesis submitted to the Victoria University of Wellington in fulfilment of the requirements for the degree of Doctor of Philosophy Victoria University of Wellington 2016 Abstract High-temperature superconductors are of great interest because they can transport electrical current without loss. For real-world applications, the amount of current, known as the critical current Ic, that can be carried by superconducting wires is the key figure of merit. Large Ic values are necessary to off-set the higher cost of these wires. The factors that improve Ic (microstructure/performance relationship) in the state-of-the-art coated conductor wires based on YBa2Cu3O7 (YBCO) are not fully understood. However, microstructural defects that immobilise (or pin) tubes of magnetic flux (known as vortices) inside the coated conductors are known to play a role in improving Ic. In this thesis, the vortex-defect interaction in YBCO superconductors was investigated with high-end transmission electron microscopy (TEM) techniques using two approaches. First, the effect of dysprosium (Dy) addition and oxygenation temperature on the microstructure and critical current were investigated in detail. Changing only the oxygenation temperature leads to many microstructural changes in pure YBCO coated conductors. It was found that Dy addition reduces the sensitivity of the YBCO to the oxygenation temperature, in particular it lowers the microstructural disorder while maintaining the formation of nanoparticles, which both contribute to the enhancement of Ic. In the second approach, two TEM based techniques (off-axis electron holography and Lorentz microscopy) were used to study the magnetic flux vortices. -

Effects of Magnetic Field Uniformity on the Measurement of Superconducting Samples
10307 Pacific Center Court San Diego, CA 92121-3733 QuantumDesign USA www.qdusa.com Tel: 858.481 .4400 800.289.6996 Fax: 858.481.7410 E-Mail: [email protected] Effects of Magnetic Field Uniformity on the Measurement of Superconducting Samples Mike McElfresh and Shi Li of Purdue University and Ron Sager of Quantum Design ○○○○○○○○○○○○○○○○ T able of Contents ○○○○○○○○○○○○○○○○ A. Introduction ............................................................................................................................................... 1 B. Experimental ............................................................................................................................................. 2 1. The Sample ................................................................................................................................. 2 2. The Measurements...................................................................................................................... 3 3. Mapping the Magnetic Field Profile .......................................................................................... 5 4. Altering the Magnetic Field Uniformity .................................................................................... 5 5. Definitions of Fields, Field Sequences, and Units ..................................................................... 5 C. Field Uniformity and Properties of Superconducting Magnets ............................................................... 6 D. Effects of Field Uniformity on Superconductor Measurements ............................................................. -

Transport Properties and Modification of the Flux Pinning in Single Crystal Bismuth Cuprate Superconductors
Transport Properties and Modification of the Flux Pinning in Single Crystal Bismuth Cuprate Superconductors by Janet Ann Cutro B.S.. Rensselaer Polytechnic Institute (1979) M.S., Columbia University (1984) Submitted to the Department of Physics in partial fulfillment of the requirements for the degree of Doctor of Philosophy at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY June 1997 © Massachusetts Institute of Technology Signature of Author ........................................ .. .... .. -,. ..... Department of Physics 6 May 1997 Certified by .............. ................. ........... /.... Terry P. Orlando Professor of Electrical Engineering Thesis Supervisor Certified by........ ............................... .. ....... .. Mildred S. Dresselhaus Institute Professor Thesis Supervisbr Accepted by .............................................. ...................... Professor George F. Koster ...Chair. Departmental Committee on Graduate Students Science JUN 0 9 1997 Transport Properties and Modification of the Flux Pinning in Single Crystal Bismuth Cuprate Superconductors by Janet Ann Cutro Submitted to the Department of Physics on 6 May 1997, in partial fulfillment of the requirements for the degree of Doctor of Philosophy Abstract Two studies on single crystals of the high temperature cuprate superconductor Bi 2Sr 2CaCu2Os, performed in 1988 and 1990-91 respectively, are presented in their original timeframe. Results are reviewed in a present day context at the end of the thesis. Detailed measurements of the angular and temperature