Fundamental Study of the Design and Development of Iron Based Alloys for Biodegradable Implant Device Application
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Titanium, Aluminum Or Steel?
Titanium, Aluminum or Steel? Thomas G Stoebe Professor Emeritus, University of Washington, Seattle, WA and National Resource Center for Materials Technology Education Edmonds Community College 20000 68 Ave West Lynnwood, WA 98036 425-890-4652; [email protected] Copyright Edmonds Community College 2008 Abstract: Testing of metals is usually undertaken with sophisticated instruments. However, you can demonstrate to your students the basic differences between certain classes of metals using the simple spark test, presented here. You can even have your students test their “titanium” sports equipment to see if it really titanium! In many cases, they will find that the name “titanium” is used for marketing but little will be found in the product. In the process, students see the visible result of the carbon content in steel, and the lack of carbon in other materials, plus realize the reactivity of titanium metal. Module Objective: This simple demonstration provides an introduction to materials and materials testing. Even though this technique is limited to certain metals, it helps the student understand that different materials are different, and that materials that look alike are not necessarily the same. It also provides an opportunity to describe ferrous and non-ferrous materials and their basic differences, and one effect of heating on these different materials. Titanium is sufficiently reactive in air that it gives off sparks even with no carbon present. Since so many products today indicate that they are made of titanium, this test also provides a simple means to test for titanium in a product. This demonstration can also be expanded into a lab experiment to identify unknown materials. -

Biosorption of Heavy Metals from Aqueous Solutions Using Keratin Biomaterials
UNIVERSITAT AUTÒNOMA DE BARCELONA Biosorption of heavy metals from aqueous solutions using keratin biomaterials Helan Zhang Doctoral Thesis PhD in Chemistry Supervisor Cristina Palet Ballús Departament de Química Facultat de Ciències 2014 UNIVERSITAT AUTÒNOMA DE BARCELONA Dissertation submitted for the degree of doctor Helan Zhang Supervisor Prof. Cristina Palet Ballús Full professor of Analytical Chemistry Group leader in Centre Grup de Tècniques de Separació en Química (GTS), in Universitat Autònoma de Barcelona (UAB) Bellaterra (Cerdanyola del Vallès), 12th June 2014 Acknowledgements My deepest gratitude goes first and foremost to Prof. Cristina Palet, my supervisor, for her countless support, constant encouragement and invaluable advice and guidance throughout the course of my research work. Without her patient instruction, insightful criticism and expert guidance, the completion of this thesis would not have been possible. During this time, I have learnt from her a lot not only about professional knowledge, but also the truth in life. I would like to express my heartfelt gratitude to Professor Fang Yu (my supervisor during Master), who triggered my love of scientific research. His rigorous, meticulous, serious, and responsible academic attitude has always been my role model. I am also extremely grateful to my uncle, Guangliang Zhang, who furthered my motivation in study and guided me to University. I am deeply indebted to Prof. Fernando Carrillo from Universitat Politècnica de Catalunya, whose valuable ideas and suggests with his profound knowledge and rich research experience are indispensable to the completion of this thesis. I take this opportunity to record my sincere thanks to all the members of GTS for their help and encouragement. -

Chapter 4. METAL-SPECIFIC TOPICS and METHODS
1 4. METAL-SPECIFIC TOPICS AND METHODS 2 3 This chapter discusses metal-specific topics and methods to be used in the assessment of 4 risk to humans and ecological entities from exposures to inorganic metals. It applies information 5 and text from the metals issue papers and reflects contributions by EPA scientists and external 6 experts. The final metals issue papers are available on the EPA Web site at 7 http://cfpub.epa.gov/ncea/raf/recordisplay.cfm?deid=86119. 8 Key topics and tools in this section are presented in subsections on environmental 9 chemistry, exposure pathway analysis, human health effects, and ecological effects. The 10 applications and limitations of the various models and methods for conducting metals 11 assessments are presented to inform the reader. Topics and tools related to bioavailability and 12 bioaccumulation are discussed throughout Chapter 4 because they have far reaching impact that 13 crosses many aspects of metals assessment. 14 15 4.1. ENVIRONMENTAL CHEMISTRY 16 4.1.1. Introduction and Terminology 17 A general review of factors pertaining to the chemistry of metals in sediments, soils, 18 waters, and the atmosphere is presented in this chapter in the context of risk assessment. 19 Because the behavior of metals defies simple generalities, it is necessary to understand the 20 chemistry of the particular metal and the environment of concern. However, we can generalize 21 factors that control metal chemistry and environmental characteristics where this generalization 22 allows us to progress with estimates of metal fate and effects. 23 Metal speciation determines the behavior and toxicity of metals in the environment. -

Transfer of Heavy Metals Through Terrestrial Food Webs: a Review
Gall, et al. 2015. Published in Environmental Monitoring and Assessment. 187:201 Transfer of heavy metals through terrestrial food webs: areview Jillian E. Gall & Robert S. Boyd & Nishanta Rajakaruna Abstract Heavy metals are released into the environ- metal-tolerant insects, which occur in naturally high- ment by both anthropogenic and natural sources. Highly metal habitats (such as serpentine soils) and have adap- reactive and often toxic at low concentrations, they may tations that allow them to tolerate exposure to relatively enter soils and groundwater, bioaccumulate in food high concentrations of some heavy metals. Some webs, and adversely affect biota. Heavy metals also metallophyte plants are hyperaccumulators of certain may remain in the environment for years, posing long- heavy metals and new technologies using them to clean term risks to life well after point sources of heavy metal metal-contaminated soil (phytoextraction) may offer pollution have been removed. In this review, we compile economically attractive solutions to some metal pollu- studies of the community-level effects of heavy metal tion challenges. These new technologies provide incen- pollution, including heavy metal transfer from soils to tive to catalog and protect the unique biodiversity of plants, microbes, invertebrates, and to both small and habitats that have naturally high levels of heavy metals. large mammals (including humans). Many factors con- tribute to heavy metal accumulation in animals includ- Keywords Ecosystem health . Metal toxicity. Metal ing behavior, physiology, and diet. Biotic effects of hyperaccumulation . Bioaccumulation . Environmental heavy metals are often quite different for essential and pollution . Phytoremediation non-essential heavy metals, and vary depending on the specific metal involved. -

Analysis of Bulk Metallic Glass Formation Using a Tetrahedron
Materials Transactions, Vol. 48, No. 6 (2007) pp. 1304 to 1312 Special Issue on Materials Science of Bulk Metallic Glasses-VII #2007 The Japan Institute of Metals Analysis of Bulk Metallic Glass Formation Using a Tetrahedron Composition Diagram that Consists of Constituent Classes Based on Blocks of Elements in the Periodic Table Akira Takeuchi1, Budaraju Srinivasa Murty2, Masashi Hasegawa1, Srinivasa Ranganathan3 and Akihisa Inoue1 1Institute for Materials Research, Tohoku University, Sendai 980-8577, Japan 2Department of Metallurgical and Materials Engineering, Indian Institute of Technology, Madras, Chennai 600 036, India 3Department of Metallurgy, Indian Institute of Science, Bangalore 560 012, India The formation of bulk metallic glasses (BMGs) has been analyzed with a tetrahedron composition diagram, which is comprised of constituent classes from blocks of elements in the periodic table. When Al and Ga are involved in the BMG composition environment, they are assumed to correspond to either s- or p-block elements. The analysis under the assumption reveals the presence of a composition band that connects the composition regions over different classes of BMGs. The diagram has a topological simplicity, is applicable to any multi- component alloy system, and can be analyzed from the bonding nature of the atomic pairs. Thus, this diagram is an important tool for analyzing and developing BMGs. [doi:10.2320/matertrans.MF200604] (Received October 11, 2006; Accepted November 28, 2006; Published May 25, 2007) Keywords: bulk amorphous materials, metallic glasses, liquids, electronic structure 1. Introduction metal and metal-metalloid constituents that form amorphous alloys by a rapid-quenching technique. Recently, bulk metallic glasses (BMGs) have received Inoue4) has extended this classification concept. -

OCT 01 085 Wwss?!Ffl of TR **»* DUAL MECHANISM BIFUNCTIONAL POLYMERS for the COMPLEXATION of LANTHANIDES and ACTINIDES
CONF-851011—1 DE86 000094 DUAL MECHANISM BIFUNCTIONAL POLYMERS FOR THE COMPLEXATION OF LANTHANIDES AND ACTINIDES* Spiro D. Alexandratos and Donna R. Quillen University of Tennessee Department of Chemistry Knoxville, Tennessee 37996 W. J. McDowell Oak Ridge National Laboratory Chemistry Division Oak Ridge, Tennessee 37831 MAS1B *A cooperative research program supported by the Division of Chemical Sciences, Office of Basic Energy Sciences, U. S. Department of Energy under contract DE-AS05-83ER13113 with the University of Tennessee and contract DE-AC05-84OR21400 with Martin Marietta Energy Systems, Inc. DISCLAIMER This report was prepared as an account of work sponsored by an agency a( the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsi- bility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Refer- ence herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise docs not necessarily constitute or imply its endorsement, recom- mendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Go-eminent or any agency thereof. J* JSST! OCT 01 085 wwss?!ffl OF TR **»* DUAL MECHANISM BIFUNCTIONAL POLYMERS FOR THE COMPLEXATION OF LANTHANIDES AND ACTINIDES Spiro D. Alexandratos and Donna R. Quillen University of Tennessee Department of Chemistry Knoxville, Tennessee 37996 W. -

Metal-Metal Ion Exchange of Mercury and Some Amalgams
University of Tennessee, Knoxville TRACE: Tennessee Research and Creative Exchange Doctoral Dissertations Graduate School 4-1960 Metal-Metal Ion Exchange of Mercury and Some Amalgams Richard Charles Legendre University of Tennessee - Knoxville Follow this and additional works at: https://trace.tennessee.edu/utk_graddiss Part of the Chemistry Commons Recommended Citation Legendre, Richard Charles, "Metal-Metal Ion Exchange of Mercury and Some Amalgams. " PhD diss., University of Tennessee, 1960. https://trace.tennessee.edu/utk_graddiss/3021 This Dissertation is brought to you for free and open access by the Graduate School at TRACE: Tennessee Research and Creative Exchange. It has been accepted for inclusion in Doctoral Dissertations by an authorized administrator of TRACE: Tennessee Research and Creative Exchange. For more information, please contact [email protected]. To the Graduate Council: I am submitting herewith a dissertation written by Richard Charles Legendre entitled "Metal- Metal Ion Exchange of Mercury and Some Amalgams." I have examined the final electronic copy of this dissertation for form and content and recommend that it be accepted in partial fulfillment of the equirr ements for the degree of Doctor of Philosophy, with a major in Chemistry. George K. Schweitzer, Major Professor We have read this dissertation and recommend its acceptance: J. Robertson Accepted for the Council: Carolyn R. Hodges Vice Provost and Dean of the Graduate School (Original signatures are on file with official studentecor r ds.) April 8, 1960 To the Graduate Council: I am submitting herewith a dissertation written by Richard Charles Legendre entitled �etal-Metal Ion Exchange of Mercury and Some Amalgams." I recommend �hat it be accepted in partial fulfill ment of the requirements for the degree of Doctor of Philosophy, wi.th a major in Chemistry. -

Role of Transition Metal Ions in Oxidative Hair Colouring
Role of transition metal ions in oxidative hair colouring Kazim Raza Naqvi Doctor of Philosophy University of York Chemistry March 2014 i Abstract The objective of this Ph.D project was to study the role of transition metal ions in oxidative hair colouring. Model systems corresponding to real-life hair colouring conditions were designed to examine copper(II) and iron(III) catalysed decomposition of alkaline hydrogen peroxide and hydroxyl radical formation. In a chelant-free system, copper(II) ions were more active in decomposing alkaline hydrogen peroxide compared to iron(III) ions. For copper(II) ions, the initial rate of decomposition of hydrogen peroxide and hydroxyl radical formation increased with an increase in initial concentration of copper(II) ions. Adding chelants to the reaction solution altered the catalytic activity of metal ions. EDTA and EDDS chelants with iron(III) generated more hydroxyl radical and decomposed higher amounts of hydrogen peroxide than the corresponding complexes of these chelants with copper(II) ions. Most studied chelants supressed catalytic activity of copper(II) ions except HEDP chelant which rapidly decomposed hydrogen peroxide. The results highlight that different metal-chelant systems have different level of catalytic activity in the decomposition of hydrogen peroxide. Adding large excess of calcium ions to the reaction solution influenced the binding of copper(II) ions. Unlike other chelants, only EDDS showed selective binding of copper(II) ions in the presence of calcium and suppressed the decomposition of hydrogen peroxide. Similar results were obtained for copper treated hair fibres, where EDDS again showed strong preference and selectivity for copper(II). -

Strain Energy Density and Deformation
International Research Journal of Pure and Applied Physics Vol.5, No.2, pp.8-18, June 2017 __Published by European Centre for Research Training and Development UK (www.eajournals.org) EFFECTS OF DEFORMATION ON STRAIN ENERGY DENSITY OF METALS G. E. Adesakin1*, O. M. Osiele2, O. O. Olushola3, E. B. Faweya1, T. H. Akande1 E. A. Oyedele1 and R. O. Salau1 1Department of Physics, Ekiti State University, Ado-Ekiti, Nigeria 2Department of Physics, Delta State University, Abraka, Nigeria 3Departmenr of Physics, Ekiti State College of Education, Ikere-Ekiti, Nigeria ABSTRACT: In this work, a generalized approach for computing the strain energy density of metals and the effects of deformation on it based on the structureless pseudopotential formalism is presented. The approach was used to compute the strain energy density of some metals and it variation with deformation was studied. The results obtained revealed that strain energy density of metals varies in an irregular manner with electron density parameter. Metals in the high-density limit have high values of strain energy density while metals in the low density limit have low values of strain energy density. Furthermore, the variation of strain energy density with deformation varies in different manner for different metals depending on the nature and intrinsic properties of the metals. KEYWORDS: Strain Energy, Strain Energy Density, Deformation, Surface Stress And Structureless Pseudopotential INTRODUCTION Metals achieve structural stability by letting their valence electrons roam freely through the crystal lattice. These valence electrons are the equivalents of the molecules of an ordinary gas. It is assumed that the electrons are moving about at random and colliding frequently with the residual ions (Pillai, 2010). -

Summary of Data Reported and Evaluation
6. SUMMARY OF DATA REPORTED AND EVALUATION 6.1 Exposure data A wide range of metals and their alloys, polymers, ceramics and composites are used in surgically implanted medical devices and prostheses and dental materials. Most implanted devices are constructed of more than one kind of material (implants of complex composition). Since the early 1900s, metal alloys have been developed for these applications to provide improved physical and chemical properties, such as strength, durability and corrosion resistance. Major classes of metals used in medical devices and dental materials include stainless steels, cobalt–chromium alloys and titanium (as alloys and unalloyed). In addition, dental casting alloys are based on precious metals (gold, platinum, palladium or silver), nickel and copper and may in some cases contain smaller amounts of many other elements, added to improve the alloys’ properties. Orthopaedic applications of metal alloys include arthroplasty, osteosynthesis and in spinal and maxillofacial devices. Metallic alloys are also used for components of prosthetic heart valve replacements, and pacemaker casings and leads. Small metallic parts may be used in a wide range of other implants, including skin and wound staples, vascular endoprostheses, filters and occluders. Dental applications of metals and alloys include fillings, prosthetic devices (crowns, bridges, removable prostheses), dental implants and orthodontic appliances. Polymers of many types are used in implanted medical devices and dental materials. Illustrative examples are silicones (breast prostheses, pacemaker leads), polyurethanes (pacemaker components), polymethacrylates (dental prostheses, bone cements), poly(ethylene terephthalate) (vascular grafts, heart valve sewing rings, sutures), polypropylene (sutures), polyethylene (prosthetic joint components), poly- tetrafluoroethylene (vascular prostheses), polyamides (sutures) and polylactides and poly(glycolic acids) (bioresorbables). -
Metals for Biomedical Applications
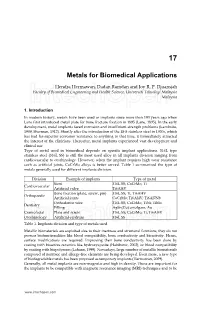
17 Metals for Biomedical Applications Hendra Hermawan, Dadan Ramdan and Joy R. P. Djuansjah Faculty of Biomedical Engineering and Health Science, Universiti Teknologi Malaysia Malaysia 1. Introduction In modern history, metals have been used as implants since more than 100 years ago when Lane first introduced metal plate for bone fracture fixation in 1895 (Lane, 1895). In the early development, metal implants faced corrosion and insufficient strength problems (Lambotte, 1909, Sherman, 1912). Shortly after the introduction of the 18-8 stainless steel in 1920s, which has had far-superior corrosion resistance to anything in that time, it immediately attracted the interest of the clinicians. Thereafter, metal implants experienced vast development and clinical use. Type of metal used in biomedical depends on specific implant applications. 316L type stainless steel (316L SS) is still the most used alloy in all implants division ranging from cardiovascular to otorhinology. However, when the implant requires high wear resistance such as artificial joints, CoCrMo alloys is better served. Table 1 summarized the type of metals generally used for different implants division. Division Example of implants Type of metal Stent 316L SS; CoCrMo; Ti Cardiovascular Artificial valve Ti6Al4V Bone fixation (plate, screw, pin) 316L SS; Ti; Ti6Al4V Orthopaedic Artificial joints CoCrMo; Ti6Al4V; Ti6Al7Nb Orthodontic wire 316L SS; CoCrMo; TiNi; TiMo Dentistry Filling AgSn(Cu) amalgam, Au Craniofacial Plate and screw 316L SS; CoCrMo; Ti; Ti6Al4V Otorhinology Artificial eardrum 316L SS Table 1. Implants division and type of metals used Metallic biomaterials are exploited due to their inertness and structural functions; they do not possess biofunctionalities like blood compatibility, bone conductivity and bioactivity. -

Hydration, Solvation and Hydrolysis of Multicharged Metal Ions
Hydration, Solvation and Hydrolysis of Multicharged Metal Ions Natallia Torapava Faculty of Natural Resources and Agricultural Sciences Department of Chemistry Uppsala Doctoral Thesis Swedish University of Agricultural Sciences Uppsala 2011 Acta Universitatis Agriculturae Sueciae 2011:65 Cover: Hydrated and hydrolyzed thorium(IV) complexes present in acidic aqueous solution in the pH range 0.00 to 2.35. ISSN 1652-6880 ISBN 978-91-576-7609-2 © 2011 Natallia Torapava, Uppsala Print: SLU Service/Repro, Uppsala 2011 Hydration, Solvation and Hydrolysis of Multicharged Metal Ions Abstract Structures of hydrated, solvated and hydrolyzed multicharged metal ions are determined by EXAFS and LAXS in solution, and by X-ray crystallography and EXAFS in the solid state. During hydrolysis, the nine-coordinate hydrated thorium(IV) ion is first 2 6+ 2 transformed to a dimer, [Th2(μ -OH)2(H2O)12] , then to a tetramer, [Th4(μ - 8+ 3 8+ OH)8(H2O)16] , and finally to a hexamer, [Th6(μ -O8)(H2O)n] with increasing pH and thorium(IV) concentration in an aqueous solution. Coordinated water looses the protons in two steps, first with the formation of the dimer and tetramer, and finally with the formation of the hexamer. Together thorium(IV) and iron(III) form a stable and highly soluble 2 6+ heteronuclear hydrolysis complex, [Th2Fe2(μ -OH)8(H2O)12] , in the pH range 2.9 - 4.8 and metal concentrations 0.02 – 0.4 moldm-3. In the same solutions at pH < 2.9 two- or six-line ferrihydrite precipitates with time, while thorium(IV) remains in solution. Palladium(II) and platinum(II) hydrolyze very slowly in acidic aqueous solution and after 25 years of storage tiny oxide-like particles are formed at pH = 0.7.