GPC Analysis of Polymers with an On-Line Viscometer Detector
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

POLYMER STRUCTURE and CHARACTERIZATION Professor
POLYMER STRUCTURE AND CHARACTERIZATION Professor John A. Nairn Fall 2007 TABLE OF CONTENTS 1 INTRODUCTION 1 1.1 Definitions of Terms . 2 1.2 Course Goals . 5 2 POLYMER MOLECULAR WEIGHT 7 2.1 Introduction . 7 2.2 Number Average Molecular Weight . 9 2.3 Weight Average Molecular Weight . 10 2.4 Other Average Molecular Weights . 10 2.5 A Distribution of Molecular Weights . 11 2.6 Most Probable Molecular Weight Distribution . 12 3 MOLECULAR CONFORMATIONS 21 3.1 Introduction . 21 3.2 Nomenclature . 23 3.3 Property Calculation . 25 3.4 Freely-Jointed Chain . 27 3.4.1 Freely-Jointed Chain Analysis . 28 3.4.2 Comment on Freely-Jointed Chain . 34 3.5 Equivalent Freely Jointed Chain . 37 3.6 Vector Analysis of Polymer Conformations . 38 3.7 Freely-Rotating Chain . 41 3.8 Hindered Rotating Chain . 43 3.9 More Realistic Analysis . 45 3.10 Theta (Θ) Temperature . 47 3.11 Rotational Isomeric State Model . 48 4 RUBBER ELASTICITY 57 4.1 Introduction . 57 4.2 Historical Observations . 57 4.3 Thermodynamics . 60 4.4 Mechanical Properties . 62 4.5 Making Elastomers . 68 4.5.1 Diene Elastomers . 68 0 4.5.2 Nondiene Elastomers . 69 4.5.3 Thermoplastic Elastomers . 70 5 AMORPHOUS POLYMERS 73 5.1 Introduction . 73 5.2 The Glass Transition . 73 5.3 Free Volume Theory . 73 5.4 Physical Aging . 73 6 SEMICRYSTALLINE POLYMERS 75 6.1 Introduction . 75 6.2 Degree of Crystallization . 75 6.3 Structures . 75 Chapter 1 INTRODUCTION The topic of polymer structure and characterization covers molecular structure of polymer molecules, the arrangement of polymer molecules within a bulk polymer material, and techniques used to give information about structure or properties of polymers. -
Polymers Division
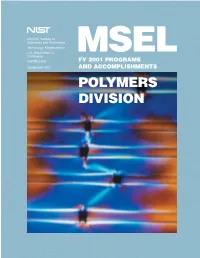
National Institute of Standards and Technology Technology Administration U.S. Department of MSEL Commerce NISTIR 6796 FY 2001 PROGRAMS September 2001 AND ACCOMPLISHMENTS POLYMERS DIVISION Advance measurement methods to characterize microstructure failure in composites This optical image is a planar array of glass fibers embedded in epoxy resin matrix deformed under tension. The arrays are used to investigate the failure initiation in fibrous composites. In the optical image, the fibers are spaced (30 to 45) mm apart and the dark regions along each fiber are cracks that extend into the surrounding polymer matrix. The light blue regions that connect the fiber breaks show high deformation shear bands that emanate from the tips of the matrix cracks. National Institute of Standards and Technology Karen H. Brown, MATERIALS Acting Director Technology SCIENCE AND Administration ENGINEERING U.S. Department of Commerce Donald L. Evans, Secretary LABORATORY T OF C EN OM M M T E R R FY 2001 PROGRAMS A C P E E D AND U N A I C T I E R D E S M ACCOMPLISHMENTS T A ATES OF POLYMERS DIVISION Eric J. Amis, Chief Bruno M. Fanconi, Deputy NISTIR 6796 September 2001 Table of Contents Executive Summary ............................................................................................................................................................. 1 Technical Highlights Mass Spectrometry of Polyethylene ......................................................................................................................... 4 Combinatorial Study of -
Beyond GPC Light Scattering for Absolute Polymer
J U N E 2 0 1 6 BEYOND GPC: USING LIGHT SCATTERING FOR ABSOLUTE POLYMER CHARACTERIZATION BEYOND GPC: USING LIGHT TOC SCATTERING FOR ABSOLUTE Table of contents POLYMER CHARACTERIZation Adding MALS Detection to GPC Overcoming Fear, Uncertainty, and Doubt in GPC: The Need for an Absolute Measurement of Molar Mass 04 Mark W. Spears, Jr. Characterizing Polymer Branching Principles of Detection and Characterization of Branching in Synthetic and Natural Polymers by MALS 11 Stepan Podzimek Analyzing Polymerization Processes Light-Scattering Techniques for Analyzing Polymerization Processes An interview with Judit E. Puskas 18 SEC–MALS vs. AF4–MALS Characterization of Styrene-Butadiene Rubbers by SEC–MALS and AF4–MALS 20 Stepan Podzimek The Most Interesting Man in Light Scattering. photo: © PeteBleyer.com We Call Him Dad. Dr. Philip Wyatt is the father of Multi-Angle Light delight them with unexpectedly attentive cus- Scattering (MALS) detection. Together with his tomer service. Check. After all, we don’t just want sons, Geof and Cliff, he leads his company to to sell our instruments, we want to help you do produce the industry’s most advanced instruments great work with them. Because at Wyatt Technol- by upholding two core premises: First, build top ogy, our family extends beyond our last name to quality instruments to serve scientists. Check. Then everyone who uses our products. For essential macromolecular and nanoparticle characterization—The Solution is Light™ © 2015 Wyatt Technology. All rights reserved. All trademarks and registered trademarks are properties of their respective holders. OVERCOMING FEAR, UNCERTAINTY, AND DOubT IN GPC: THE NEED FOR AN AbSOluTE MEASUREMENT OF MOLAR MASS Mark W. -

Polymers, Elastomers and Composites SES Offers a Full Range of R&D, Failure Analysis and Analytical Characterization Support Services
Materials Science & Engineering: Polymers, Elastomers and Composites SES offers a full range of R&D, failure analysis and analytical characterization support services. New Facilities-New Capabilities A Full Suite of Thermal Analysis Testing The use of polymers, Instruments elastomers and The backbone of a polymer characterization laboratory composites is growing is a suite of thermal analysis testing instruments. fast. This growth is not SES has a number of research-quality TA Instruments limited to the durable testing equipment including TGA (Thermogravimetric and non-durable Analysis), DSC (Differential Scanning Calorimeter), consumer and medical DMA (Dynamic Mechanical Analysis) and FTIR (Fourier products industries, but Transform, Infrared Spectroscopy). In addition to also includes diverse the ability to fully characterize polymers, polymer industries such as composites and elastomers, SES can conduct manufacturing equipment components, industrial exposure–based aging investigations as a function products, oilfield equipment and pipeline repair, to of applied stress/strain, temperature and time. name a few. Standard exposure-based tests can include about any combination of sustained and variable stress/strain in To meet the growing demand for polymer material contact with operating fluid, explosive decompression selection, failure analysis and material compatibility and high pressure-high temperature (HPHT) aging in assessment services, SES has invested heavily corrosive media, sterilization, physical aging, ultraviolet in staffing and polymer characterization/testing weathering, and simulated life cycle testing. instruments. A new polymer materials services facility has been constructed in SES’s centrally located Ohio facility to meet the TGA (Thermogravimetric Analysis) growing demand The TGA is generally for this work. used for compositional The labs include analysis, determination a broad range of decomposition of equipment temperature and necessary to the development of evaluate the very kinetic models for complex polymer- decomposition. -

HT-GPC for Advanced Polymer Characterization Solution Card
HT-GPC for Advanced Polymer Characterization TechnologyLab High Temperature GPC determines the molecular Customizable reports according to the client’s weight and molecular weight distribution of needs: Mw, Mn, Mz, PDI, SCB/1000C, LCB, polymers soluble only at high temperature, such as implementing calculation models, etc. polyolefins (HDPE, PP, LDPE, LLDPE, copolymers EP, EVA and EBA. Dual detection system with RI and Viscometer which determine the copolymer concentration and its distribution (SCB), as well the molecular structure of polymers (lineal or branched chains and branching distribution, LCB). ● High-sensitive RI detector designed to measure polymer concentration and short chain branching with excellent stability. RI detector incorporates interference filters at five different wavelengths and a thermoelectrically cooled MCT detector with high sensitivity. ● The high temperature differential viscometer detector provides a measurement of intrinsic viscosity and allows the determination of molecular size GPC-IR HT and branching structure. Technology Lab has extensive equipment that allows comprehensive and accurate polymer characterization: ● Chemical characterization by RMN, Raman and FTIR ● Rheological characterization by ARES, Brookfield and Haake ● Structural characterization by GPC, TREF, CRYSTAF ● Morphological characterization by SEM Report of results and MOP-Raman HT-GPC for Advanced Polymer Characterization ● No less than 50mg of sample is needed for ● Chemically cross-linked polymers. polymer characterization by HT-GPC. ● Polymer solubility in the working range of ● Chemically uncrossed material and the HT-GPC (30oC to 220oC). soluble in TCB (trichlorobenzen) at 150 ºC. ● Carbon black must be previously eliminated by filtration from the sample. Gel permeation chromatography (GPC) is a separation technique, commonly used for polymer characterization, which allows differentiate compounds according to their molecular size. -

Ultrasonic Dynamic Mechanical Analysis of Polymers
Applied_Rheology_Vol_15_5.qxd 051109 13:40 Uhr Seite 326 Ultrasonic Dynamic Mechanical Analysis of Polymers Francesca Lionetto*, Francesco Montagna, Alfonso Maffezzoli Department of Innovation Engineering, University of Lecce, 73100 Lecce, Italy * Email: [email protected] Fax: x39.0832.297525 Received: 18.7.2005, Final version: 23.9.2005 Abstract: The propagation of ultrasonic waves in polymers depends on their viscoelastic behaviour and density, resulting significantly affected by phase transitions occurring with changing temperature and pressure or during chem- ical reactions. Therefore, the application of low intensity ultrasound, acting as a high frequency dynamic mechan- ical deformation applied to a polymer, can monitor the changes of viscoelastic properties associated with the glass transition, the crystallization, the physical or chemical gelation, the crosslinking. Thanks to the non-destruc- tive character (due to the very small deformation amplitude), low intensity ultrasound can be successfully used for polymer characterization. Moreover, this technique has a big potential as a sensor for on-line and in-situ monitoring of production processes for polymers or polymer matrix composites. Recently, in the laboratory of Polymeric Materials of Lecce University a custom made ultrasonic set-up for the characterization of polymeric material, even at high temperatures, has been developed. The ultrasonic equipment is coupled with a rotation- al rheometer. Ultrasonic waves and shear oscillations at low frequency can be applied simultaneously on the sample, getting information on its viscoelastic behaviour over a wide frequency range. The aim of this paper is to present the potential and reliability of the ultrasonic equipment for the ultrasonic dynamic mechanical analy- sis (UDMA) of both thermosetting and thermoplastic polymers. -

Polymer Analysis Chapter 1
Polymer Analysis Chapter 1. Introduction/Overview The focus of this course is analysis and characterization of polymers and plastics. Analysis of polymeric systems is essentially a subtopic of the field of chemical analysis of organic materials. Because of this, spectroscopic techniques commonly used by organic chemists are at the heart of Polymer Analysis, e.g. infra-red (IR) spectroscopy, Raman spectroscopy, nuclear magnetic resonance (NMR) spectroscopy and to some extent ultra-violet/visible (UV/Vis) spectroscopy. In addition, since most polymeric materials are used in the solid state, traditional characterization techniques aimed at the solid state are often encountered, x-ray diffraction, optical and electron microscopy as well as thermal analysis. Unique to polymeric materials are analytic techniques which focus on viscoelastic properties, specifically, dynamic mechanical testing. Additionally, techniques aimed at determination of colloidal scale structure such as chain structure and molecular weight for high molecular weight materials are somewhat unique to polymeric materials, i.e. gel permeation chromatography, small angle scattering (SAS) and various other techniques for the determination of colloidal scale structure. The textbook, Polymer Characterization covers all of these analytic techniques and can serve as a reference for a general introduction to the analysis of polymeric systems. Due to time constraints we can only cover a small number of analytic techniques important to polymers in this course and these are outlined in the syllabus. Structure/Processing/Property: Generally people resort to analytic techniques when confronted with a problem which involves understanding the relationship between properties of a processed material and the structure and chemical composition of the system. -
Inverse Problems in Polymer Characterization Arsia Takeh
Florida State University Libraries Electronic Theses, Treatises and Dissertations The Graduate School 2014 Inverse Problems in Polymer Characterization Arsia Takeh Follow this and additional works at the FSU Digital Library. For more information, please contact [email protected] FLORIDA STATE UNIVERSITY COLLEGE OF ARTS AND SCIENCES INVERSE PROBLEMS IN POLYMER CHARACTERIZATION By ARSIA TAKEH A Dissertation submitted to the Department of Scientific Computing in partial fulfillment of the requirements for the degree of Doctor of Philosophy Degree Awarded: Summer Semester, 2014 Copyright c 2014 Arsia Takeh. All Rights Reserved. Arsia Takeh defended this dissertation on May 29, 2014. The members of the supervisory committee were: Sachin Shanbhag Professor Directing Dissertation William Oates University Representative Anke Meyer-Baese Committee Member Peter Beerli Committee Member Jim Wilgenbusch Committee Member The Graduate School has verified and approved the above-named committee members, and certifies that the dissertation has been approved in accordance with university requirements. ii Dedicated to: My mother, father and sister iii ACKNOWLEDGMENTS This work would not have been possible without the endless support, guidance and efforts of a lot of people. Foremost, I would like to express my profound gratitude to my advisor Prof. Sachin Shanbhag, who has been a constant source of guidance, patience and support over the last five years. I am deeply grateful for his patience during years of my research and for his trust that made me through PhD program in computational science, albeit my undergraduate degree in chemical engineering. For everything you’ve done for me, Prof. Shanbhag, I thank you and I am indebted. -

Dynamic Mechanical Analysis: a Practical Introduction
DYNAMIC MECHANICAL ANALYSIS A Practical Introduction Kevin P. Menard CRC Press Boca Raton London New York Washington, D.C. Library of Congress Cataloging-in-Publication Data Menard, Kevin Peter Dynamic mechanical analysis : a practical introduction / by Kevin P. Menard. p. cm. Includes bibliographical references. ISBN 0-8493-8688-8 (alk. paper) 1. Polymers—Mechanical properties. 2. Polymers—Thermal properties. I. Title. TA455.P58M45 1999 620.1¢9292—dc21 98-53025 CIP This book contains information obtained from authentic and highly regarded sources. Reprinted material is quoted with permission, and sources are indicated. A wide variety of references are listed. Reasonable efforts have been made to publish reliable data and information, but the authors and the publisher cannot assume responsibility for the validity of all materials or for the consequences of their use. Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, microfilming, and recording, or by any information storage or retrieval system, without prior permission in writing from the publisher. The consent of CRC Press LLC does not extend to copying for general distribution, for promotion, for creating new works, or for resale. Specific permission must be obtained in writing from CRC Press LLC for such copying. Direct all inquiries to CRC Press LLC, 2000 N.W. Corporate Blvd., Boca Raton, Florida 33431. Trademark Notice: Product or corporate names may be trademarks or registered trademarks, and are used only for identification and explanation, without intent to infringe. Visit the CRC Press Web site at www.crcpress.com © 1999 by CRC Press LLC No claim to original U.S. -

Introduction to GPC
Introduction to GPC Columns, Distributions, Sample Prep., Calibration, What’s New ©2018 Waters Corporation 1 Polymer Analysis Techniques High Performance Liquid Chromatography (HPLC) (mainly Size Exclusion Chromatography, SEC) Mass Spectroscopy (MS) Thermal Analysis (TA) Rheometry, Nuclear Magnetic Resonance spectroscopy (NMR), Fourier Transform Infrared spectroscopy (FTIR) ©2018 Waters Corporation 2 What is GPC? Gel Permeation Chromatography (GPC) separates sample molecules based upon their relative size in solution Size Exclusion Chromatography (SEC) Gel Filtration Chromatography (GFC) GPC is an isocratic mode of separation GPC is well-suited for polymer analysis – provides a “molecular weight distribution” Particles are Porous, rigid polymeric materials Big ones are not slowed down because they are too big to go into the pores, so they elute first ©2018 Waters Corporation 3 What is GPC? The elution profile represents the molecular weight distribution based upon the relative content of different molecular weights… Based on size in solution Big Mw Mn Ones Mz Come Out Molecular Weight Molecular Mz+1 First largest smallest Elution Volume (retention time) ©2018 Waters Corporation 4 Some definitions Molecular weight averages are used to provide numerical differences between samples – Mn: Number average molecular weight o At this point in the curve the number of molecules in the sample to left is equal to the number of molecules to the right – Mw: Weight average molecular weight o At this point in the curve the weight of the molecules -
Polymer Analysis and Characterization
23 rd International Symposium on Polymer Analysis and Characterization 31 May - 2 June 2010 Pohang University of Science and Technology Pohang, Republic of Korea 23rd International Symposium on Polymer Analysis and Characterization Social Events Welcoming Reception (May 30, Sunday 18:00~20:00) will be at D’medley of POSCO International Center. Lunch (May 31~ June 1) will be provided at the lobby of POSCO International Center during the poster session. Banquet (June 1, 18:00~ ) will be held at Grand Ballroom of POSCO International Center We are accepting reservations for the tour of Pohang Accelerator Laboratory (May 31, Monday 17:00~18:00) and for the excursion to Gyeongju (June 2, 13:00~). Registration will take place in Lobby of POSCO International Center. Please wear your badges at all time during the events. Dining Facilities on Campus D’medley (Buffet), 2F POSCO International Center Phoenix (Chinese), 5F POSCO International Center Wisdom (Cafeteria), 2F Jigok Community Center Breakfast 08:30~10:30 / Lunch 11:50~13:20 / Dinner 18:00~19:00 Yeon-Ji (Korean), 1F Jigok Community Center Lunch 13:00~15:00 / Dinner 16:00~20:00 Burger King, 1F Jigok Community Center 10:00~22:00 Oasis (Snack), 1F Student Union Breakfast 08:00~10:00 / Lunch 11:30~ 15:00 / Dinner 16:00~19:30 . Other Facilities Rosebud (Cafe) & Convenient Store 1F Student Union Monet (Cafe), Crown Bakery, Souvenir Shop & Convenient Store, 1F Jigok Community Center Locations Pohang Accelerator Laboratory (PAL) Jigok Community Center POSCO International Center Student Union Log Cabin Pub 18:00~02:00 Bus stop Main Gate ISPAC Governing Board *G.C. -

Polymer Engineering Science (PES) 1
Polymer Engineering Science (PES) 1 POLYMER ENGINEERING PES 323: Rheology Lab 2 Credits SCIENCE (PES) This lab is designed to provide a practical and theoretical understanding of the rheologcal behaviors of thermoplastic polymers, curing kinetics of PES 213: Polymer Chemistry Lab chemical and physical crosslink polymers, as well as the crystallization 2 Credits kinetics of semi-crystalline polymers. Evaluation and characterization of phase separation in binary miscible polymer blends and order-disorder This lab is designed to provide a practical and theoretical understanding transition in block copolymer will be studied rheologically for different of polymer synthesis and the analysis of those polymers. Students will blends and block copolymers, respectively. In addition, the students will prepare different classes of polymers learning techniques of addition learn the practical and fundamental aspects of rheology in the linear and and condensation reactions. These will include solution and melt non-linear viscoelastic regimes under wide range of temperature, shear polymerization processes. Syntheses will provide direct exposure to rate, and strain amplitude. Student will be trained to operate, calibrate concepts such as reaction initiation, propagation and termination as well and maintain a number of rheometers, such as rotational rheometer as reaction kinetics. The effects of time, temperature, pressure, catalysts, and capillary rheometer. Selection of the right geometry (e.g. parallel stoichiometric ratio and agitation rates will be studied to understand the plate, cone-plate, concentric cylinders, rectangular torsion, three-point different polymerization processes. Students will learn polymer analyses bending, etc.) for specific rheological measurements is very crucial and and techniques -thermal (Differential Scanning Calorimetry, Thermal will have significant effect on the accuracy of the data.