M/S NSL SUGARS LTD, UNIT III, (Formerly Jay Mahesh Sugars Ltd)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

District Taluka Center Name Contact Person Address Phone No Mobile No
District Taluka Center Name Contact Person Address Phone No Mobile No Mhosba Gate , Karjat Tal Karjat Dist AHMEDNAGAR KARJAT Vijay Computer Education Satish Sapkal 9421557122 9421557122 Ahmednagar 7285, URBAN BANK ROAD, AHMEDNAGAR NAGAR Anukul Computers Sunita Londhe 0241-2341070 9970415929 AHMEDNAGAR 414 001. Satyam Computer Behind Idea Offcie Miri AHMEDNAGAR SHEVGAON Satyam Computers Sandeep Jadhav 9881081075 9270967055 Road (College Road) Shevgaon Behind Khedkar Hospital, Pathardi AHMEDNAGAR PATHARDI Dot com computers Kishor Karad 02428-221101 9850351356 Pincode 414102 Gayatri computer OPP.SBI ,PARNER-SUPA ROAD,AT/POST- 02488-221177 AHMEDNAGAR PARNER Indrajit Deshmukh 9404042045 institute PARNER,TAL-PARNER, DIST-AHMEDNAGR /221277/9922007702 Shop no.8, Orange corner, college road AHMEDNAGAR SANGAMNER Dhananjay computer Swapnil Waghchaure Sangamner, Dist- 02425-220704 9850528920 Ahmednagar. Pin- 422605 Near S.T. Stand,4,First Floor Nagarpalika Shopping Center,New Nagar Road, 02425-226981/82 AHMEDNAGAR SANGAMNER Shubham Computers Yogesh Bhagwat 9822069547 Sangamner, Tal. Sangamner, Dist /7588025925 Ahmednagar Opposite OLD Nagarpalika AHMEDNAGAR KOPARGAON Cybernet Systems Shrikant Joshi 02423-222366 / 223566 9763715766 Building,Kopargaon – 423601 Near Bus Stand, Behind Hotel Prashant, AHMEDNAGAR AKOLE Media Infotech Sudhir Fargade 02424-222200 7387112323 Akole, Tal Akole Dist Ahmadnagar K V Road ,Near Anupam photo studio W 02422-226933 / AHMEDNAGAR SHRIRAMPUR Manik Computers Sachin SONI 9763715750 NO 6 ,Shrirampur 9850031828 HI-TECH Computer -

Majalgaon Assembly Maharashtra Factbook
Editor & Director Dr. R.K. Thukral Research Editor Dr. Shafeeq Rahman Compiled, Researched and Published by Datanet India Pvt. Ltd. D-100, 1st Floor, Okhla Industrial Area, Phase-I, New Delhi- 110020. Ph.: 91-11- 43580781, 26810964-65-66 Email : [email protected] Website : www.electionsinindia.com Online Book Store : www.datanetindia-ebooks.com Report No. : AFB/MH-229-0118 ISBN : 978-93-86662-48-4 First Edition : January, 2018 Third Updated Edition : June, 2019 Price : Rs. 11500/- US$ 310 © Datanet India Pvt. Ltd. All rights reserved. No part of this book may be reproduced, stored in a retrieval system or transmitted in any form or by any means, mechanical photocopying, photographing, scanning, recording or otherwise without the prior written permission of the publisher. Please refer to Disclaimer at page no. 141 for the use of this publication. Printed in India No. Particulars Page No. Introduction 1 Assembly Constituency - (Vidhan Sabha) at a Glance | Features of Assembly 1-2 as per Delimitation Commission of India (2008) Location and Political Maps 2 Location Map | Boundaries of Assembly Constituency - (Vidhan Sabha) in 3-8 District | Boundaries of Assembly Constituency under Parliamentary Constituency - (Lok Sabha) | Town & Village-wise Winner Parties- 2014-AE Administrative Setup 3 District | Sub-district | Towns | Villages | Inhabited Villages | Uninhabited 9-19 Villages | Village Panchayat | Intermediate Panchayat Demographics 4 Population | Households | Rural/Urban Population | Towns and Villages by 20-21 Population -

Biodiversity of Zooplankton and Its Importance for Fish Production on Majalgaon Dam Reservoir District Beed, Maharashtra, India
Special Issue A 10: January 2018 UGC Approved Journal No 48951 Original Article Open Access Biodiversity of Zooplankton and its importance for fish production on Majalgaon Dam reservoir District Beed, Maharashtra, India Ingole Sitaram B Shri Siddheshwar Mahavidyalaya Majalgaon, Dist Beed. M.S. India. Email- [email protected] Manuscript details: ABSTRACT Majalgaon Dam was constructed on the River Sindphana which is a Available online on tributary of River Godavari, in Beed District (Maharashtra, India) in http://www.ijlsci.in 1987.The River Sindphana has been under constant threat of pollution by sewage and industrial wastes, disposal of dead bodies, deforestration, ISSN: 2320-964X (Online) excessive useof fertilizers and pesticides, bathing and water development ISSN: 2320-7817 (Print) programmes. The dam has a catchment area is 3840 sq. km. It is of great Importance for the region because its water is used for human and cattle Editor: Dr. Arvind Chavhan consumption, power generation, fish production and irrigation. A total of 33 species of phytoplanktons, 29 species of zooplanktons and 11 species of fishes were identified. The importance of plankton in fisheries is well Cite this article as: established. It has been clearly demonstrated that the zooplankton Ingole Sitaram B (2018) constitute the only food for the fish fry and the adult fish not only eat them, Biodiversity of Zooplankton and its but also select them as a delectable item.Thus zooplankton have a direct importance for fish production on bearing in the fish industry. In India, several studies were conducted in Majalgaon Dam reservoir District reservoirs elucidating the characteristics of zooplankton.The zooplankton Beed, Maharashtra, India., Int. -
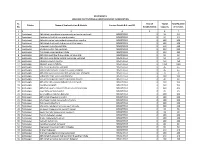
Sr. No. Taluka Name of the Institution & Hostels Contact Details & E- Mail
STATEMENT-I WELFARE INSTITUTIONS & HOSTELS SCHEME INFORMATION Sr. Yeat of Toatal Total Number Taluka Name of the Institution & Hostels Contact Details & E- mail ID No. Establishment Capacity of Inmates 1 2 3 4 5 6 7 1 Ambajogai Adhikshak vasundhara magaswargiy mulanche vastigrah 9850276553 0 24 24 2 Ambajogai Rastriya dalit shikshn prasarak mandal 9850276553 0 24 24 3 Ambajogai Adhyaksh vatan bahuuddeshiya sevabhavi sanstha 9850276553 0 100 100 4 Ambajogai Adhikshak chatrapati shahu maharaj bal sadan 9850276553 0 100 100 5 Ambajogai Yogeswari vidyarthi vastigrah 9850276553 0 110 110 6 Ambajogai Mhatma jyotiba fule vastigrah 9850276553 0 250 250 7 Ambajogai Tulsi kisan niwasi aashram shala 9850276553 0 150 150 8 Ambajogai Adhikshk sawitribai fule muliche nirikshn grah 9850276553 0 50 50 9 Ambajogai Adhikshk vasundahra balgrah mulanche vastigrah 9850276553 0 50 50 10 Ambajogai Bhumika viswast sanstha 9850276553 0 150 150 11 Ambajogai Adyaksh madrsa fallaha 9850276553 0 1000 1000 12 Ambajogai Maji sainik mulanche vastigrah 9850276553 0 45 45 13 Ambajogai Babasaheb paranjpe mulanche niwasi vastigrah 9850276553 0 45 45 14 Ambajogai Adhikshk swami ramanand tirth gramin pari. Vastigrah 9850276553 0 70 70 15 Ambajogai Sidhanath sama v seva sanstha latur 9850276553 0 100 100 16 Ambajogai Sa.sumatibai gunale shikshan prasarak mandal 9850276553 0 40 40 17 Ambajogai Adhikshk sidhi vinayak balkashram morewadi 9850276553 0 100 100 18 Ambajogai Kaushlya balagrah 9850276553 0 100 100 19 Ambajogai Adhkshak swami ramand tirth gra.vai.mahavidyalay 9850276553 -

STD - 8 Th ) SELECTION LIST
MAHARASHTRA STATE COUNCIL OF EXAMINATIONS, PUNE NATIONAL MEANS CUM MERIT SCHOLARSHIP SCHEME EXAM 2013-14 ( STD - 8 th ) SELECTION LIST DISTRICT : 53 BEED Date : 10/06/2014 Page : 1 of 22 CATEGORY : GENERAL Sr. School School Name Birth Caste Disablility MAT SAT TOTAL Remark Seat No. Name of Candidate Gender No. Code Date Category Status Marks Marks MARKS 1 339145301342 BHATANE VISHAL MADHUKAR 5301020 SHRI SIDDHESHWAR VIDYALAYA UJANI AT POST UJANI TQ.AMBAJOGAI 8/26/2000 MaleGeneral None 77 87 164 GEN - 001 DIST.BEED, AMBEJOGAI 2 339145307147 KARWA ANUJA GOPALJI 5306003 SHRI SIDDHESHWAR VIDYALAYA MAJALGAON COURT 4/7/2000 FemaleGeneral None 79 79 158 GEN - 002 ROAD,MAJALGAON TAL.MAJALGAON DIST.BEED, MAJALGAON 3 339145305185 THOMBRE SUPRIYA SANJAY 5305003 JAY BHAVANI KANYA HIGH SCHOOL KAIJ KANADI ROAD KAIJ TQ KAIJ 7/30/2000 FemaleGeneral None 65 79 144 GEN - 003 DIST BEED, KEJ 4 339145303310 DURUGKAR PRANOTI PRASHANT 5303013 SANSKAR VID BEED DIST BEED BEED, BEED 2/1/2000 FemaleOBC None 72 65 137 GEN - 004 5 339145302246 BELHEKAR NIKITA RENAKU 5302007 Z. P. HIGH SCHOOL, LONI (S. MEER) AT POST LONI SAYYEDMIR ,TAL 8/29/2000 FemaleOBC None 67 65 132 GEN - 005 ASHTHI,DIST-BEED, ASHTI 6 339145302230 WALKE NIKITA KAILAS 5302007 Z. P. HIGH SCHOOL, LONI (S. MEER) AT POST LONI SAYYEDMIR ,TAL 10/20/2000 FemaleGeneral None 62 69 131 GEN - 006 ASHTHI,DIST-BEED, ASHTI 7 339145303371 MANASABDAR ADITYA PRADIP 5303039 SWA. SAVARKAR VIDYALAYA SARAFGALLI BEED NATU WADA SARAFA 1/30/2001 MaleGeneral None 70 60 130 GEN - 007 LANE BEED-431122, BEED 8 339145301117 -
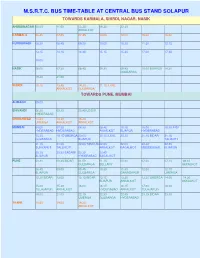
M.S.R.T.C. Bus Time-Table at Central Bus Stand Solapur
M.S.R.T.C. BUS TIME-TABLE AT CENTRAL BUS STAND SOLAPUR TOWARDS KARMALA, SHIRDI, NAGAR, NASIK AHMEDNAGAR 08.00 11.00 13.25 16.30 22.30 AKKALKOT KARMALA 06.45 07.00 07.45 10.00 12.00 15.30 16.00 KURDUWADI 08.30 08.45 09.20 10.00 10.30 11.30 12.15 13.15 14.15 14.45 15.15 15.30 17.00 17.45 18.00 NASIK 06.00 07.30 08.45 09.30 09.45 10.00 BIJAPUR 14.30 GULBARGA 19.30 21.00 SHIRDI 10.15 13.45 14.30 21.15 ILKAL AKKALKOT GULBARGA TOWARDS PUNE, MUMBAI ALIBAGH 09.00 BHIVANDI 06.30 09.30 20.45 UDGIR HYDERABAD CHINCHWAD 13.30 14.30 15.30 UMERGA AKKALKOT AKKALKOT MUMBAI 04.00 07.30 08.30 08.45 10.15 15.00 15.30 INDI HYDERABAD HYDERABAD AKKALKOT BIJAPUR HYDERABAD 15.30 19.15 UMERGA 20.00 20.15 ILKAL 20.30 21.15 BIDAR 21.15 GULBARGA BIJAPUR TALIKOTI 21.15 21.30 22.00 TANDUR 22.00 22.00 22.30 22.45 SURYAPET TALLIKOTI AKKALKOT BAGALKOT MUDDEBIHAL BIJAPUR 23.15 23.30 BADAMI 23.30 23.45 BIJAPUR HYDERABAD BAGALKOT PUNE 00.30 00.45 BIDAR 01.00 01.15 05.30 07.00 07.15 08.15 GULBARGA BELLARY AKKALKOT 08.45 09.00 09.45 10.30 11.30 12.00 12.15 BIJAPUR GULBARGA GANAGAPUR UMERGA 12.30 BIDAR 13.00 13.15 BIDAR 13.15 13.30 13.30 UMERGA 14.00 14.30 BIJAPUR AKKALKOT AKKALKOT 15.00 15.30 16.00 16.15 16.15 17.00 18.00 TULAJAPUR AKKALKOT HYDERABAD AKKALKOT TULAJAPUR 19.00 21.00 22.15 22.30 22.45 23.15 BIDAR 23.30 UMERGA GULBARGA HYDERABAD THANE 10.45 19.00 19.30 AKKALKOT TOWARDS AKKALKOT, GANAGAPUR, GULBARGA AKKALKOT 04.15 05.45 06.00 08.15 09.15 09.15 10.30 10.45 11.00 11.30 11.45 12.15 13.45 14.15 15.30 16.00 16.30 16.45 17.00 GULBARGA 02.00 PUNE 05.15 06.15 07.30 08.15 -

Physico-Chemical Analysis of the Freshwater at Majalgaon Dam, Majalgaon, Dist. Beed-431131, Maharashtra State, India
6 IV April 2018 http://doi.org/10.22214/ijraset.2018.4075 International Journal for Research in Applied Science & Engineering Technology (IJRASET) ISSN: 2321-9653; IC Value: 45.98; SJ Impact Factor: 6.887 Volume 6 Issue IV, April 2018- Available at www.ijraset.com Physico-Chemical Analysis of the Freshwater at Majalgaon Dam, Majalgaon, Dist. Beed-431131, Maharashtra State, India Vitthal Sadashivrao Mulgir1, Vikas D Ragole2 1 Department of Zoology. LRWC (ACS) College, sonpeth 2 Department of Chemistry. LRWC (ACS) College, sonpeth Abstract: The physicochemical parameters of fresh water body Majalgaon dam were analyzed for one year. A dam has been constructed across the Sindhaphana River, Majalgaon Tq, Beed district this dam water is mainly used for irrigation, drinking, domestic and aqua culture. A total of 10 water parameters were analyzed. The one year analysis of physico-chemical characters of water indicated that Majalgaon dam is less polluted. The findings show that all the physicochemical parameters measured were within the tolerable values The water have permissible levels of Water temperature, Dissolved oxygen pH, Biological oxygen demand(BOD),Chemical oxygen demand(COD) Total hardness and Total dissolved solids . In throughout the sampling periods There is a fluctuation in the physico-chemical characters of the water throughout the year and this might be due entry of rain water and change in the temperature as season changes. Keywords: Sindhaphana River, Majalgaon dam, Physico-chemical parameters. I. INTRODUCTION Study of physico-chemical properties of an aquatic ecosystem is important, because fluctuation in the water quality has an influence on the biotic communities. Present study has been carried out to assess the water quality of a fresh water body by studying its physico-chemical characteristics. -

DISTRICT and SESSIONS COURT, BEED As on 04/07/2020 Sr. Name, Designation, & Place of Judicial Officer 1 2 3 4 5 6 7
1 DISTRICT AND SESSIONS COURT, BEED as on 04/07/2020 Sr. Name, Designation, & Place of Judicial Phone No. Officer 1 Shri H.S. Mahajan (02442) 222401 Principal District & Sessions Judge, Beed. 233327 (c) 222402 2 Shri S.B. Kachare, District Judge-1, Beed -- 222102 223510 3 Shri U.T. Pol, District Judge-2, Beed. -- 221610 -- 4 Shri K.R. Patil, District Judge-3, Beed -- 225401 225410 5 Shri R.V. Huddar, District Judge-4, Beed. -- – -- 6 Shri D.N. Khadse, Dist. Judge-5 Beed. 7 Shri M.J.J. Baig, Dist. Judge-6, Beed. -- – -- 8 Smt. N.M. Shaikh, Dist. Judge-7, Beed 231410 -- 9 Smt. S.S. Joshi, Dist. Judge-8, Beed -- -- -- 10 Shri S.G. Deshpande, Member Secretary, -- D.L.S.A., Beed 228764 -- 11 Smt. J.S. Bhatiya, Civil Judge, S.D. Beed. -- 223408 -- 12 Shri M.V. Phade, Chief Judicial Magistrate, -- Beed. 223403 229123 14 Shri D.S. Patale, Jt Civil Judge S.D. Beed. -- -- 228123 15 Shri K.U. Telgaonkar, 2nd Jt. Civil Judge, S.D. -- Beed. -- -- 16 Shri A.N. Pathan, 3rd Jt. Civil Judge, S.D. Beed. -- -- -- 17 Shri S.N. Godbole, 4th Jt. Civil Judge, S.D. -- Beed. -- -- 18 Shri P.V. Kulkarni, 5th Joint Civil Judge S.D. -- Beed. -- 229656 19 Shri Shelke C.P. Joint Civil Judge J.D., Beed -- -- -- 2 Sr. Name, Designation, & Place of Judicial Phone No. Officer 20 Smt. R.S. Bondre, 2nd Joint Civil Judge J.D. -- Beed. -- -- 21 Smt. Desai V.A. 3rd Jt. Civil Judge, J.D., Beed -- -- -- 22 Shri D.B. Domale, 4th Jt. -

Annexure-G List of Sub-Station.Xlsx
ADDENDUM-1 T-29(Beed) Tentative list of MSEDCL sub-stations for grid connectivity at 22 or 11KV Level of proposed 2 to 10 MW Solar generation projects to be developed under this tender Capacity Available in Sr.No. Name of Circle Name of Taluka Name of S/s MW for Solar Project 1 Beed Ambajogai Ujani 5.00 2 Beed Ambajogai L.Savargaon 10.00 3 Beed Ambajogai Saigaon 5.00 4 Beed Ambajogai Ghatnandur 3.45 5 Beed Ambajogai Bardapur 4.28 6 Beed Ambajogai Dongarpimpla 5.00 7 Beed Ambajogai P.Mandwa 13.00 8 Beed Ambajogai Apegaon 5.00 9 Beed Ambajogai Jawallgaon 5.00 10 Beed Ambajogai Davakhana 5.00 11 Beed Ambajogai Kumbephal 5.00 12 Beed Ambajogai Pattiwadgaon 5.00 13 Beed Dharur Ambewadgaon 8.00 14 Beed Kaij Adas 4.25 15 Beed Kaij Hoal 10.00 16 Beed Wadwani Chinchwan 10.00 17 Beed Dharur Asardoha 5.00 18 Beed Wadwani Khadaki Deola 5.00 19 Beed Dharur Kari (Bhogalwadi Phata) 5.00 20 Beed Kaij Kumbephal 2.00 21 Beed Kaij Malegaon 5.00 22 Beed Kaij C.Mali 5.00 23 Beed Kaij Nandurghat 5.00 24 Beed Kaij H.Pimpri 5.00 25 Beed Kaij Veeda 5.00 26 Beed Kaij Massajog 5.00 27 Beed Kaij Rajegaon 5.00 28 Beed Kaij Dhanegaon 5.00 29 Beed Kaij Yusufwadgaon 5.00 30 Beed Kaij Bansarola 10.00 31 Beed Kaij Jawallban 5.00 32 Beed Kaij Deogaon 5.00 33 Beed Kej Waghe Babulgaon 2.00 34 Beed Kaij Yeota 5.00 35 Beed Kaij Salegaon 5.00 36 Beed Kaij Kanadi Mali 5.00 37 Beed Kaij Umrai 5.00 38 Beed Majalgaon Kesapuri 10.00 39 Beed Majalgaon Talkhed 10.00 40 Beed Majalgaon Malipargaon 15.00 41 Beed Majalgaon Mogra 5.00 42 Beed Majalgaon Manoor 5.00 43 Beed Majalgaon Gangamasla -

Physico-Chemical Parameter and Ichthyofaunal Diversity of Majalgaon
International Journal of Applied Research ISSN Print: 2394-7500, ISSN Online: 2394-5869 Physico-chemical parameter and ichthyofaunal diversity of Majalgaon Dam in Maharashtra state, India SB Ingole Department of Zoology, Shri Siddheshwar College, Majalgaon, Dist. Beed, Maharashtra, India Abstract oil containing vitamins A and D. Several minerals especially Majalgaon Dam was constructed on the River Sindphana if the bones can be eaten. Fish is also a source of Vitamin B. which is tributary of River Godavari, in Beed District It is rich in protein, specially preferred for containing (Maharashtra, India) in 1987. Which falls 16° 16 N latitude essentially amino acid such as Lysine and Methiomine and longitude 73° 26 E. The River Sindphana has been under abundantly required for formation of phospholecithine in gray constant threat of pollution by sewage and industrial wastes, matter of the brain. Unsaturated fat in fish also reduce the risk disposal of dead bodies, deforestation, excessive use of of formation of high blood cholesterol. Body oil from fish is fertilizers and pesticides, bathing and water development extensively used in soap industries and tanning. Fish also programs. The dam has a catchment area is 3840 sq. km. It is yield fish meal. Fish manure and several other product of of great Importance for the region because its water is used commerce. For successful fish forming in dams and for human and cattle consumption, it is multipurpose type like reservoirs, it is essential to make a detailed hydrological study irrigation and power production (Hydro Electric Project). As of the water body. Suitable species that are stocked in dams a representative of these ‘Majalgaon Dam’ was selected for are the major carps. -

~-O3 Candidate" class="text-overflow-clamp2"> PLACE - ~T\J L\'~~~" Rohidas ~Asaheb Oeshmukh DATE -- ,\Q' \\! 5>~-O3 Candidate
01-/7 ABSTRACT STATEMENT OF ELECTION EXPENSES PART-I Name of Candidate : Rohidas Tatyasaheb Deshmukh Number and name of Constituency : 229, Majalgaon Vidhan Sabha Matdar Sangh Name of State / Union Territory : Maharashtra Nature of Election : By Election / General Election Date of Declaration of Result : 22/10/2009 Name and Address of the Election Agent : Shri. Solanke Babanrao Gangadharrao At-Sadhola, Post- Sadhola Tq. Majalgaon.Dist. Beed. PART-II I. Were you a candidate set up by a political party : Yes/We II. If yes, name of Party : Bhartiya Janata Party III Is the party a recognized Political party : Yes/We IV If recognized Political party, whether National/State Party National/ ~t~tn P~rtv V. Has your Party incurred/authorized expenses in your election : Yes/We VI. Has any other association/body of persons/ Individual Incurred/authorized expenses in your election :NO VII. If yes give its/his/their name (S) and complete address (1) ---- NIL ----- (2) _ (3) _ ~ PLACE - ~t\J l\'~~~" Rohidas ~asaheb Oeshmukh DATE -- ,\Q' \\! 5>~-o3 Candidate ~ 4t(4k7if ~JI ~ ~C1~aWI~I~. _:. , . PART - III ABSTRACT OF EXPENDITURE ON ELECTION BY THE CANDIDATE / HIS ELECTION AGENT Sr. 65,546=5076,950=0080,416=001,29,991CampaignVehiclesVisitsPublicVisitErectionOtherRs.----------ofRs.ofMisc.Association/BodyofMeetings,otherRs.80,416=00=00Expense:;Persons/'leaders'ofusedotherNIL4Incurred1,07,963=001,04,543=50materials,throuQhNILLColumns5(Total/AuthorizedAnygates,Party53041=00NILNILExpensesNIL32,3&4)whichRs.partysetNILPoliticaland---------Processions,53,041=00toofarches,functionarieselectronic/printPOLNILthelike,constituencyexpenditurehandbills,cutouts,Rs.Expenditureetc.Items4,88,460=00mediabanners,posters,on(ofothersuch2(IncludingCandidate/Expenditurethanetc.videovehiclesTotaltheandcableexpenditureaudioincurred/authorizednetwork)cassettes,on -

Directorate of Vocational Education and Training, Maharashtra State Trade Directory for Admission in Year 2018-19
Directorate of Vocational Education and Training, Maharashtra State Trade Directory for Admission in Year 2018-19 Trade Name : Architectural Assistant Region : AURANGABAD ITI NAME TALUKA DISTRICT REGION INTAKE GOVERNMENT INDUSTRIAL TRAINING INSTITUTE, HINGOLI, TAL: HINGOLI HINGOLI AURANGABAD 26 HINGOLI, DIST: HINGOLI GOVERNMENT INDUSTRIAL TRAINING INSTITUTE, NANDED, TAL: NANDED NANDED AURANGABAD 26 NANDED, DIST: NANDED GOVERNMENT INDUSTRIAL TRAINING INSTITUTE, NANDED, TAL: NANDED NANDED AURANGABAD 26 NANDED, DIST: NANDED SHRI HAZURSAHIB PRIVATE INDUSTRIAL TRAINING INSTITUTE, NANDED NANDED AURANGABAD 26 NANDED, TAL: NANDED, DIST: NANDED GRAMIN POLYTECHNIC'S GRAMIN ITC, VISHNUPURI TQ.NANDED Nanded Nanded AURANGABAD 26 DIST.NANDED GOVERNMENT INDUSTRIAL TRAINING INSTITUTE, (WOMAN), AURANGABAD AURANGABAD AURANGABAD 26 AURANGABAD, TAL: AURANGABAD, DIST: AURANGABAD GOVERNMENT INDUSTRIAL TRAINING INSTITUTE, GANGAPUR, GANGAPUR AURANGABAD AURANGABAD 52 TAL: GANGAPUR, DIST: AURANGABAD Total Seats for Admission 2018 208 All Trade and Unit Proposed by Regional Office, AURANGABAD Page 1 of 60 Directorate of Vocational Education and Training, Maharashtra State Trade Directory for Admission in Year 2018-19 Trade Name : Bakar and confectioner Region : AURANGABAD ITI NAME TALUKA DISTRICT REGION INTAKE GOVERNMENT INDUSTRIAL TRAINING INSTITUTE, (WOMAN), BEED BID AURANGABAD 26 BEED, TAL: BEED, DIST: BEED GOVERNMENT INDUSTRIAL TRAINING INSTITUTE, BHOKARDAN, BHOKARDAN JALNA AURANGABAD 26 TAL: BHOKARDAN, DIST: JALNA GOVERNMENT INDUSTRIAL TRAINING INSTITUTE,