Fuji Igbt Modules Application Manual
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Proposal of a Data Processing Guideline for Realizing Automatic Measurement Process with General Geometrical Tolerances and Contactless Laser Scanning
Proposal of a data processing guideline for realizing automatic measurement process with general geometrical tolerances and contactless laser scanning 2018/4/4 Atsuto Soma Hiromasa Suzuki Toshiaki Takahashi Copyright (c)2014, Japan Electronics and Information Technology Industries Association, All rights reserved. 1 Contents • Introduction of the Project • Problem Statements • Proposed Solution – Proposal of New General Geometric Tolerance (GGT) – Data Processing Guidelines for point cloud • Next Steps Copyright (c)2014, Japan Electronics and Information Technology Industries Association, All rights reserved. 2 Contents • Introduction of the Project • Problem Statements • Proposed Solution – Proposal of New General Geometric Tolerance (GGT) – Data Processing Guidelines for Point Cloud • Next Steps Copyright (c)2014, Japan Electronics and Information Technology Industries Association, All rights reserved. 3 Introduction of JEITA What is JEITA? The objective of the Japan Electronics and Information Technology Industries Association (JEITA) is to promote healthy manufacturing, international trade and consumption of electronics products and components in order to contribute to the overall development of the electronics and information technology (IT) industries, and thereby to promote further Japan's economic development and cultural prosperity. JEITA’s Policy and Strategy Board > Number of full members: 279> Number of associate members: 117(as of May 13, 2014) - Director companies and chair/subchair companies - Policy director companies (alphabetical) Fujitsu Limited (chairman Masami Yamamoto) Asahi Glass Co., Ltd. Nichicon Corporation Sharp Corporation Azbil Corporation IBM Japan, Ltd. Hitachi, Ltd. Advantest Corporation Nippon Chemi-Con Corporation Panasonic Corporation Ikegami Tsushinki Co., Ltd. Japan Aviation Electronics Industry, Ltd. SMK Corporation Mitsubishi Electric Corporation Nihon Kohden Corporation Omron Corporation NEC Corporation JRC Nihon Musen Kyocera Corporation Sony Corporation Hitachi Metals, Ltd KOA Corporation Fuji Xerox Co., Ltd. -

Power Electronics Technology
ISSN 0429-8284 Whole Number 239 Power Electronics Technology Power Electronics Technology CONTENTS Power Electronics Technology Power Electronics Technology: Current Status and Future Outlook 142 Latest Technology for General-Purpose Inverters and Servo Systems 148 “FRENIC-VG,” a High-Performance Vector-Control Inverter 154 “GNS Series” & “GNP Series” of High-Effi ciency IPM Motors 160 “FRENIC4800VM5,” a Water-Cooled High Capacity, High Voltage Inverter 165 “FRCM Series” of EV Quick Chargers 170 Power Electronic Devices for Railway Vehicles 175 Cover photo: High-Effi ciency Front End Power Supplies Certifi ed as 80 PLUS 182 Fuji Electric is focusing on power elec- tronics, through with electricity can be ma- “FCPOP”: A Power Management Platform for UPS Products 187 nipulated fl exibly, to contribute to the world in the fi eld of energy. The fi elds of application for power electronics are di- Evaluation and Application Technology of New Batteries in UPS Products 191 verse, and include industrial variable speed driving, industrial power supplies, solar “LX Series”: Mini-UPS Products with NIMH Batteries for Data Centers 197 power generation, induction heating equip- ment, railway electrical equipment, auto- “PVI1000”: Outdoor High-Effi ciency Power Conditioners for Mega Solar Projects 202 motive electrical equipment, and the like. With circuit technology, control systems “UPS 7000HX Series” of High-Effi ciency, Large-Capacity 207 and power semiconductors as base tech- UPS Products Using AT-NPC 3-Level for Data Centers nologies, power electronics technology has been independently developed in each fi eld Power Electronics Equipment Applying SiC Devices 212 while incorporating market requests to con- tribute to the realization of a sustainable Supplemental Explanation society. -

FTSE Publications
2 FTSE Russell Publications 20 May 2020 FTSE Japan Indicative Index Weight Data as at Closing on 31 March 2020 Constituent Index weight (%) Country Constituent Index weight (%) Country Constituent Index weight (%) Country 77 Bank 0.03 JAPAN Denso Corporation 0.45 JAPAN Isetan Mitsukoshi Holdings 0.06 JAPAN ABC-Mart 0.04 JAPAN Dentsu Inc 0.13 JAPAN Isuzu Motors 0.1 JAPAN Acom 0.05 JAPAN DIC 0.06 JAPAN Ito En 0.09 JAPAN Advantest Corp 0.24 JAPAN Disco 0.17 JAPAN Itochu Corp 0.87 JAPAN Aeon 0.48 JAPAN DMG Mori Seiki 0.03 JAPAN Itochu Techno Solutions 0.08 JAPAN AEON Financial Service 0.04 JAPAN Dowa Holdings 0.04 JAPAN Itoham Yonekyu Holdings 0.02 JAPAN Aeon Mall 0.05 JAPAN East Japan Railway 0.84 JAPAN Iyo Bank 0.04 JAPAN AGC 0.14 JAPAN Ebara 0.06 JAPAN Izumi Co Ltd 0.03 JAPAN Aica Kogyo 0.05 JAPAN Eisai 0.6 JAPAN J Front Retailing 0.06 JAPAN Ain Pharmaciez 0.05 JAPAN Electric Power Development 0.1 JAPAN Japan Airlines 0.06 JAPAN Air Water 0.08 JAPAN Ezaki Glico 0.07 JAPAN Japan Airport Terminal 0.06 JAPAN Aisin Seiki Co 0.13 JAPAN FamilyMart 0.13 JAPAN Japan Aviation Electronics 0.02 JAPAN Ajinomoto Co 0.28 JAPAN Fancl Corp 0.05 JAPAN Japan Exchange Group 0.29 JAPAN Alfresa Holdings 0.1 JAPAN Fanuc 0.8 JAPAN Japan Petroleum Exploration 0.02 JAPAN Alps Alpine 0.06 JAPAN Fast Retailing 0.65 JAPAN Japan Post Bank 0.12 JAPAN Amada 0.08 JAPAN FP Corporation 0.05 JAPAN Japan Post Holdings 0.32 JAPAN Amano Corp 0.05 JAPAN Fuji Electric 0.09 JAPAN Japan Post Insurance 0.07 JAPAN ANA Holdings 0.08 JAPAN Fuji Media Holdings 0.01 JAPAN Japan Steel -

Power Electronics
Whole Number 248, ISSN 0429-8284 FUJI ELECTRIC REVIEW 2015 Vol.61 No. 1 Power Electronics Power Electronics Vol.61 No.1 2015 No.1 Vol.61 Printed on recycled paper Review60-1_h1-4_3mm.indd 1 15/07/31 10:43 Fuji Electric Co.,Ltd. (Middle East Branch Office) Overseas Subsidiaries Promotion of electrical products for the electrical utilities and the indus- trial plants * Non-consolidated subsidiaries Tel +973-17 564 569 America Fuji Electric Co., Ltd. (Myanmar Branch Office) Providing research, feasibility studies, Liaison services Fuji Electric Corp. of America Tel +95-1-382714 Sales of electrical machinery and equipment, semiconductor devices, drive control equipment, and devices Representative office of Fujielectric Co., Ltd. (Cambodia) Tel +1-732-560-9410 Providing research, feasibility studies, Liaison services URL http://www.americas.fujielectric.com/ Tel +855-(0)23-964-070 Fuji Electric Brazil-Equipamentos de Energia Ltda * Europe 2015 Sales of inverters, semiconductors, and power distribution Fuji Electric Europe GmbH Tel +55-11-2283-5991 Sales of electrical/electronic machinery and components Vol.61 No. URL http://www.americas.fujielectric.com/portugues Tel +49-69-6690290 1 Power Electronics URL http://www.fujielectric-europe.com/ Asia Fuji Electric France S.A.S Today, power electronics is a key technology in all areas where en- Fuji Electric Asia Pacific Pte. Ltd. Manufacture and sales of measurement and control devices ergy is“created,” “connected” or“used,” from social infrastructure that Sales of electrical distribution and control equipment, drive control Tel +33-4-73-98-26-98 equipment, and semiconductor devices URL http://www.fujielectric.fr/ supports lifelines to home appliances. -

Corporate Profile 2016 2 Fuji Electric’S Power Electronics
Corporate Prole 2016 Working toward Global Brand Statement Fuji Electric through Our Energy-Related Business Since our foundation in 1923, Fuji Electric has innovated energy technol- ogy to make broad contributions to the world in the elds of industrial Through our pursuit of innovation in electric and thermal energy technology, and social infrastructure. we develop products that maximize energy efciency and lead to a responsible and sustainable society. Now, through the unprecedented population growth and rapid advance of industrialization, the globe is facing energy and environmental issues. Building on our technology and experience, Fuji Electric aims to pursue innovation in technology for electric and thermal energy, and to continue creating high value-added, environmentally friendly products that use Corporate Philosophy energy with maximum efciency. Corporate Mission We will also expand our energy-related businesses around the world, We, Fuji Electric, pledge as responsible corporate citizens in a global society work toward harmony with the ever-changing natural environment, and to strengthen our trust with communities, customers and partners. contribute to the realization of a safe, serene, sustainable society. Our mission is to: The people at Fuji Electric are united in our desire to promptly meet the l Contribute to prosperity diverse needs of our customers by bringing together their vast array of l Encourage creativity individual talents. l Seek harmony with the environment We hope that you will hold Fuji Electric to high expectations in the future. Management Policies Michihiro Kitazawa 1. Through our innovation in energy technology, we contribute to the creation of President and Representative Director responsible and sustainable societies. -

Corporate Profile Achieving Harmony with Our Environment
2012Corporate Profile Achieving harmony with our environment Further contribution to the global community 1 FUJI ELECTRIC CO., LTD. Message Global Fuji Electric is dedicated to the fields of energy and the environment. The people at Fuji Electric are united in our desire to promptly meet the diverse needs of our customers, and by bringing together their vast array of individual talents they make the most of our strong suit- power electronics technologies, which unlock the potential of electricity. By expanding our “energy and the environment” business, we seek to meet our goal of creating a “Global Fuji Electric” by working with our stakeholders around the world to foster harmony with the natural environment and build a sustainable society. Michihiro Kitazawa President and Representative Director Corporate Prof ile 2012 2 Corporate Philosophy Corporate Philosophy Corporate Mission We, The Fuji Electric, pledge as responsible corporate citizens in a global society to strengthen our trust with communities, customers and partners. Our mission is to: Contribute to prosperity, Encourage creativity and Seek harmony with the environment. Slogan To be enthusiastic, ambitious and sensitive. Management Policies Expand our business on a global scale and promote self-contained 1. operational management based on a global perspective. Expand business development with a focus on “energy 2. and the environment.” Respect employee ambitions and deploy a strong 3. team of diverse human resources. 3 FUJI ELECTRIC CO., LTD. Brand Statement Brand Statement As our “e-Front runners” statement attests, we work tirelessly to foment evolution, so as to accomplish the enrichment of society while seeking to achieve harmony with our environment. -

The Court Upholds the €61.44 Million Fine Imposed on Toshiba (Of
Court of Justice of the European Union PRESS RELEASE No 74/17 Luxembourg, 6 July 2017 Judgment in Case C-180/16 P Press and Information Toshiba v Commission The Court upholds the €61.44 million fine imposed on Toshiba (of which €4.65 million jointly and severally with Mitsubishi) for its participation in the gas insulated switchgear cartel The fine thus becomes final By decision of 24 January 2007,1 the Commission imposed fines totalling €750.71 million on 20 European and Japanese companies2 for their participation in a cartel on the market for gas insulated switchgear (GIS) between 1988 and 2004. The undertakings which participated in the cartel concluded an agreement with a view to coordinating their commercial activity worldwide and developed a quota system aimed at determining the market shares which each group could share among its members. According to the Commission, the cartel participants also concluded an unwritten understanding to reserve the European market to European undertakings and the Japanese market to Japanese undertakings. Toshiba and Mitsubishi Electric were fined €86.25 million and €113.92 million respectively. In addition to those two fines, the two Japanese companies were ordered to pay a further amount of €4.65 million joint and severally. That amount corresponds to the infringement committed by TM T&D Corp., a company jointly owned in equal shares by Toshiba and Mitsubishi, through which Toshiba had carried on its GIS business between October 2002 and April 2005. By judgments of 12 July 2011,3 the General Court of the European Union annulled the fines imposed on Toshiba and Mitsubishi, finding that the Commission had infringed the principle of equal treatment in calculating those fines. -

PPIC Preliminary Program
PPIC’08 / TOKYO ON DEMAND & INDUSTRIAL PRINTING Session Chairs: Tomofumi TOKIYOSHI, Oji Paper Co., Ltd. and Masaru ONISHI, Mimaki Engineering Wednesday June 25, 2008 Co., Ltd. *On Demand and Industrial Printing- Win using 10:00-10:45 Kodak Inkjet Solutions (Invited), Anir Dutta, Don PLENARY SESSION Allred, Eastman Kodak Company (USA) *Kodak NexPress Fifth Imaging Unit Solutions Session Chair: Koichi TAKIGUCHI , David S. Weiss, Eastman Kodak Company (USA) Fuji XEROX Co., Ltd. *Highly Reliable and Resolvable Imaging Process Technology of Ultra-High-Speed *HP's SPT and Edgeline technology with Continuous-Feed Laser Printers for Pro- emphasis on photo finishing (Keynote) fessional Use, Takeshi Mochizuki, Teruaki Rob Beeson, Hewlett-Packard Company (USA) Mitsuya, Ricoh Printing Systems, Ltd. (Japan) *Quality, speed, productivity - recent Xeikon 10:45-12:20 digital color press and toner technologies (Invited), Sunny Moon, Punch Graphix (Australia), TOPICAL SESSION Taka Muramatsu, Punch Graphix Japan Co., Ltd. Session Chair: Takao ABE (Japan) Shinshu University TRACK II *Recent Silver-halide Printing Technology and 13:35-14:45 Electrophotography Printing Technology for IMAGE CAPTURE & CAMERA SYSTEM Digital Photography Session Chairs: Hideaki Haneishi, Chiba University Yasuharu IWAKI, FUJI FILM Corporation, and Hideaki YOSHIDA, Olympus Corporation Koichiro SHINOHARA, Fuji XEROX Co., Ltd. (Japan) *The development of a High-Dynamic-Range *Recent Thermal Printing Technology for Video Chipset (Invited), Ricardo J. Motta, PIXIM Digital Photography, -

Green Mode Quasi-Resonant IC FA5640N/41N/42N/43N/44N/48N
Green mode Quasi-resonant IC FA5640N / 41N / 42N / 43N / 44N / 48N Power supply design example : 24V/96W Reference Design 1. Overview This document describes the design example of flyback converter using the green mode Quasi-resonant IC FA5640 series. The input is universal (85Vac to 264Vac) and the output is 24V/96W. FA5640 series are a quasi-resonant type switching power supply control IC with excellent stand-by characteristics. Though it is a small package with 8 pins, it has a lot of functions and enables to decrease external parts. Therefore it is possible to realize a small size and a high cost-performance power supply. 2. Features • A quasi-resonant type switching power supply • A power supply with excellent standby characteristics • Low power consumption achieved by integrated startup circuit • Low current consumption, During operation: 0.85 mA • Control of number of bottom skips by on-off width detection • Burst operation function under light load • Built-in drive circuit directly connectable to a power MOSFET, Output current: 0.5 A (sink)/0.25 A (source) • Built-in overload protection function • Built-in latch protection function based on overvoltage detection on the secondary side • Maximum input threshold voltage of IS pin and threshold voltage of stopping on-pulse are compensated by detecting high-line voltage. • Built-in under voltage lock out function, ON threshold voltage: 14 V and 10 V • Package: SOP-8 Function list by type Changing of ON Minimum IS pin one overload Change point from Overload Operation Delay time Type threshold switching shot latch protection levels 1st bottom to 2nd protection compensation of restart voltage frequency function due to external bottom signal detection FA5640 Auto recovery 14V Yes No 25us No Yes 110kHz FA5641 Auto recovery 14V Yes 25kHz 7.6us No Yes 110kHz FA5542 Auto recovery 10V No No 25us No Yes 110kHz FA5543 Auto recovery 14V Yes 25kHz 25us Yes No 110kHz FA5544 Timer latch 14V Yes No 25us No Yes 110kHz 260kHz FA5548 Auto recovery 14V Yes No 12.5us No No (High-frequency) 3. -

List of Donor Companies: Business Sector Emergency Donation for Earthquake Victims in Central Java, Indonesia, on May 27, 2006 (In Alphabetical Order of Companies)
List of Donor Companies: Business Sector Emergency Donation for Earthquake Victims in Central Java, Indonesia, on May 27, 2006 (in alphabetical order of companies) As of August 25, 2006 Nippon Keidanren Total amount contributed: \1,621,520,000.- Nippon Keidanren has been instrumental in soliciting business sector funds when disasters hit hard various parts of the world in the past. On May 27, 2006, central part of Java Island, Indonesia, was struck by a heavy earthquake, claiming more than 5,000 human lives and injuring almost 40,000, creating over 400,000 refugees and causing damages to more than 500,000 houses. Believing that the damages there were extensive, Nippon Keidanren initiated fund raising activities and provided solicited funds and goods such as tents and water purifiers for Indonesian people through Red Cross and NPOs under the auspice of the Japan Platform. Following is the list of donor companies that provided funds and goods through Nippon Keidanren and / or independently. 1 ABB K.K. 40 BOSCH CORPORATION 79 DAIWA HOUSE INDUSTRY CO.,LTD. 2 ACOM CO.,LTD. 41 BRIDGESTONE CORPORATION 80 DAIWA SECURITIES GROUP INC. 3 ADEKA CORPORATION 42 BROTHER INDUSTRIES,LTD. 81 DAIWABO COMPANY LIMITED 4 ADVANEX INC. 43 BUNKYODO CO.,LTD. 82 DENKI KAGAKU KOGYO K.K. 5 ADVANTEST CORPORATION 44 BUSINESS CONSULTANTS,INC. 83 DENSO CORPORATION 6 AEON 45 CALBEE FOODS CO.,LTD. 84 DENTSU INC. 7 AICHI STEEL CORPORATION 46 Canon Group 85 DHC CORPORATION 8 AICHI TOKEI DENKI CO.,LTD. 47 CAPCOM CO.,LTD. 86 DOWA MINING COMPANY,LTD. 9 AIFUL CORPORATION 48 CASIO COMPUTER CO.,LTD. -

Corporate Profile 2012
This mark symbolizes the commitment of Fuji Electric to environmental protection. Corporate Profile 2012 Mix Paper from responsible sources Gate City Ohsaki, East Tower, 11-2 Osaki 1-chome, Shinagawa-ku, Tokyo 141-0032, Japan This corporate profile is printed on paper certified by the Forest Stewardship R Tel: +81-3-5435-7111 http://www.fujielectric.com Council (FSC) with “100% vegetable oil ink” for “waterless printing”. 00A2-E-0001 Printed in Japan 2012.9 Through our pursuit of innovation in electric and thermal energy technology, we develop products that maximize energy efficiency and lead to a responsible and sustainable society. 1 FUJI ELECTRIC CO., LTD. Corporate Profile 2012 2 Through our pursuit of innovation in electric and thermal energy technology, we develop products that maximize energy efficiency and lead to a responsible and sustainable society. 1 FUJI ELECTRIC CO., LTD. Corporate Profile 2012 2 Working toward Global Fuji Electric through Corporate Philosophy Our Energy-Related Business Throughout the 90 years since our founding, Fuji Corporate Mission Electric has innovated energy technology to make broad contributions to the world in the fields of We, Fuji Electric, pledge as responsible corporate citizens in a industrial and social infrastructure. global society to strengthen our trust with communities, customers and partners. Our mission is to: Now, through the unprecedented population growth and rapid advance of industrialization, the globe is ● Contribute to prosperity facing energy and environmental issues. ● Encourage creativity Building on our technology and experience, Fuji ● Seek harmony with the environment Electric aims to pursue technology for electric and thermal energy, and to continue creating high value-added, environmentally friendly products that use energy with maximum efficiency. -
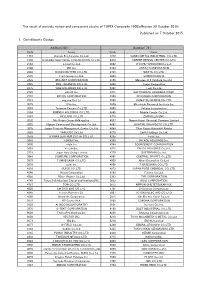
Published on 7 October 2015 1. Constituents Change the Result Of
The result of periodic review and component stocks of TOPIX Composite 1500(effective 30 October 2015) Published on 7 October 2015 1. Constituents Change Addition( 80 ) Deletion( 72 ) Code Issue Code Issue 1712 Daiseki Eco.Solution Co.,Ltd. 1972 SANKO METAL INDUSTRIAL CO.,LTD. 1930 HOKURIKU ELECTRICAL CONSTRUCTION CO.,LTD. 2410 CAREER DESIGN CENTER CO.,LTD. 2183 Linical Co.,Ltd. 2692 ITOCHU-SHOKUHIN Co.,Ltd. 2198 IKK Inc. 2733 ARATA CORPORATION 2266 ROKKO BUTTER CO.,LTD. 2735 WATTS CO.,LTD. 2372 I'rom Group Co.,Ltd. 3004 SHINYEI KAISHA 2428 WELLNET CORPORATION 3159 Maruzen CHI Holdings Co.,Ltd. 2445 SRG TAKAMIYA CO.,LTD. 3204 Toabo Corporation 2475 WDB HOLDINGS CO.,LTD. 3361 Toell Co.,Ltd. 2729 JALUX Inc. 3371 SOFTCREATE HOLDINGS CORP. 2767 FIELDS CORPORATION 3396 FELISSIMO CORPORATION 2931 euglena Co.,Ltd. 3580 KOMATSU SEIREN CO.,LTD. 3079 DVx Inc. 3636 Mitsubishi Research Institute,Inc. 3093 Treasure Factory Co.,LTD. 3639 Voltage Incorporation 3194 KIRINDO HOLDINGS CO.,LTD. 3669 Mobile Create Co.,Ltd. 3197 SKYLARK CO.,LTD 3770 ZAPPALLAS,INC. 3232 Mie Kotsu Group Holdings,Inc. 4007 Nippon Kasei Chemical Company Limited 3252 Nippon Commercial Development Co.,Ltd. 4097 KOATSU GAS KOGYO CO.,LTD. 3276 Japan Property Management Center Co.,Ltd. 4098 Titan Kogyo Kabushiki Kaisha 3385 YAKUODO.Co.,Ltd. 4275 Carlit Holdings Co.,Ltd. 3553 KYOWA LEATHER CLOTH CO.,LTD. 4295 Faith, Inc. 3649 FINDEX Inc. 4326 INTAGE HOLDINGS Inc. 3660 istyle Inc. 4344 SOURCENEXT CORPORATION 3681 V-cube,Inc. 4671 FALCO HOLDINGS Co.,Ltd. 3751 Japan Asia Group Limited 4779 SOFTBRAIN Co.,Ltd. 3844 COMTURE CORPORATION 4801 CENTRAL SPORTS Co.,LTD.