Chapter 4: Troubleshooting and Maintenance
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Streamlined High Speed Lockstitch Machine With
® INDUSTRIAL SEWING LEWIS • COLUMBIA MACHINES FINEST QUALITY ST YLES 63400AF 63400BF CLASS 63400 STREAMLINED CATALOG HIGH SPEED LOCKSTITCH MACHINE No. WITH 121AF FEEDING PRESSER FOOT CHICAGO From the library of: Superior Sewing Machine & Supply LLC Catalog No. 121 AF (Supplement to Catalog No. 121 M) INSTRUCTIONS FOR ADJUSTING AND OPERATING LIST OF PARTS CLASS 63400 Streamlined Lockstitch Styles 63400 AF 63400 BF First Edition Copyright 1971 by Union Special Machine Co. Rights Reserved in All Countries MACHINE COMPANY INDUSTRIAl SEWING MACHINES CHICAGO Printed in U.S. A. July, 1971 2 From the library of: Superior Sewing Machine & Supply LLC IDENTIFICATION OF MACIDNES Each Union Special machine is identified by a Style number on a name plate on the machine. Style numbers are classified as standard and special. Standard Style numbers have one or more letters suffixed, but never contain the letter "Z". Example: "Style 63400 AF". Special Style numbers contain the letter "Z". When only minor changes are made in a standard machine. a "Z" is suffixed to the Standard Style number. Example: "Style 63400 AFZ". Styles of machines similar in construction are grouped under a class number which differs from the style number, in that it contains no letters. Example: "Class 63400". APPLICATION OF CATALOG This catalog is a supplement to Catalog No. 121 M and should be used in con junction therewith. Only those parts which are used on Styles 63400 AF and BF. but not used on Styles 63400 A and B are illustrated and listed at the back of this book. Opposite the illustration page. parts are identified by detail number. -
My Bernette Sewing Machine Mastery Workbook – B37
MASTERY BOOK SERIES SEWING MACHINES BERNETTE SEWING MACHINE WORKBOOK For bernette models b37 and b38 ©2017. Permission granted to copy and distribute in original form only. Content may not be altered or used in any other form or under any other branding. TABLE OF CONTENTS Introduction ........................................... 3 Sewing Machine Needles ...................... 4 Thread .................................................... 6 bernette Presser Feet ............................ 7 Stitch Selection ...................................... 8 Securing Stitches ................................... 9 Turning Corners ..................................... 10 Zigzag Stitch .......................................... 11 Blind Hem .............................................. 12 Triple Straight Stitch ............................. 13 Overlock Stitch ...................................... 14 Stretch Stitch ......................................... 15 Buttonholes .......................................... 16 Attaching Buttons ................................. 17 Stitching Zippers .................................... 18 Decorative Stitching .............................. 19 Satin Stitching ....................................... 20 Stitch Combinations/Memory ............... 21 Alphabets ............................................... 22 The information in this workbook applies to bernette models: b37 and b38. Double Needle Stitching ....................... 23 Note: Some exercises apply only to certain models Supplies ................................................. -
Curvemaster Presser Foot Tutorial
Curvemaster Presser Foot Tutorial Print Page The Curve Master Presser Foot sews curves with no pinning or clipping. It also sews a perfect, scant ¼” seam and eliminates the problem of trailing off at the bottom edge, or getting triangle points in a wad in the needle hole. Sandra Chandler, the inventor of the Curve Master, with a curved pieced Drunkard’s Path quilt she has made in far less than half the time normally taken with the quartering, pinning method of sewing. Photo taken during our Three Day Retreat with Sandy held at our Warehouse during June 2008. For the purpose of this tutorial, we will use the two pieces used in a Drunkard’s Path Block. These are the two shapes which will be sewn together. A convex curve into a concave curve. Normally, a difficult seam to sew. Having the top straight sections level, align the beginning edges together. No need to mark the middle or fold the fabric to find the middle. No pinning at all. Note that the fabrics are placed together so that when you “flip them open”; they are aligned exactly as you want this edge of your block to appear. Hint #1: Sewing with the wedge shape on top gives you better visibility, but either on top is okay. Hint #2: If sewing a stiffer fabric (such as a Batik) with a softer fabric, the stiffer fabric is better to be on top. Place fabrics under the needle; lower the Curve Master Presser Foot, aligning the two fabric edges against the integrated, raised ¼” seam allowance guide of the foot as shown. -
1T3 FUN to SEW Withasewing Machine
, .. _t '.- - - -. 'S -. -q z 1 . --: - ;'Y-, -' - -''..r.:-.-.-- _..4_..'4.._.3. - .5 5 ..5_ 'S r' _.5. q_ - .5 . 5. , I - cs__S.. .\ '.. -. .,c_. -. -.-_ -. -. - -'.-- i '-'-' S.._;1( -' .l._\s j - ' "- - S't -' j .5 5' 5-. .5. :-'cs-'.. '. .4 -S '. 5--I sV. q-'-c. I.\...'.. .L.I.c_--._5..1. - .5 -. -\ - )-S 'a ' _5 5._. - - -S '5.' -.--: .';- 'eI;, .-. ._..-.Sz- . .5.._ I_s._ 'S -'t:,. &._''.%str s.'. - .- . .,r. -: ...>-. '-- : - . .' ,-- .' '-.-'-..- :...:- L - :-cs-.-.-.5;n5.. .-.. .' S . ,.- : .'. _%'__ i._' _5.____._I___s5_-. \.'.'. -'''P S 5... -.-_._S..'pJ.. ... - .- -. -' .\cs.1"5.-:. - --.5----- ?. - -P ._ S' P. -.-, --:. '-. \ :--'' .' .- 5.. '-.-__.., ....... -. - .'.-' -. .- .. :- -.''-::, -.-. ::.-.'-..--5.__.5 _-. % .sI. 1T3 FUN TO SEW withasewing machine COOPERATIVE EXTENSION SERVICE PHASE 1 OREGON STATE UNIVERSITY, CORVALLIS 4-H CLUB SERIES 1-85 It's Fun to Sew- -With the Sewing Machine Prepared by HILDEGARDE STRUEFERT Extension Clothing Specialist Oregon State University, Corvallis PHASE 1 Where to find page Yourguide for the project ---------------------------------------------------------------------------------- 1 Planyour project-------------------------------------------------------------------------------------------------- 1 Become acquainted with your sewing tools ----------------------------------------------------2 Measuringtools ----------------------------------------------------------------------------------------------2 Cuttingtools---------------------------------------------------------------------------------------------------- -

Features and Benefits TOP 5 FEATURES* Compact/Portable Sewing Machine 1 Perfect for Taking to Classes and for Travel (Lightweight: 13.9Lbs/6.3Kg)
Features and Benefits TOP 5 FEATURES* Compact/Portable Sewing Machine 1 Perfect for taking to classes and for travel (lightweight: 13.9lbs/6.3kg). The Original IDT™ System 2 Integrated Dual Feed only from PFAFF® for over 45 years! Absolutely even fabric feed from both the top and the bottom. PFAFF® Original Presser Foot System 3 Many optional accessories are available to expand the sewing experience. 70 Stitches 4 A wide variety of beautiful 7mm stitches, including utility stitches, buttonholes, decorative stitches, quilt stitches, needle art stitches and satin stitches. Beautiful Appliqué Pin Stitch 5 Adjustable; easy to achieve your desired result. * Top five features are repeated in bold under respective categories SEWING FEATURES The Original IDT™ System – Integrated Dual Feed only from Start/Stop Button – Press the Start/Stop button to sew without PFAFF® for over 45 years! Absolutely even fabric feed from both the foot control. Makes sewing long seams, free-motion and the top and the bottom. buttonholes easy. PFAFF® Original Presser Foot System – Many optional Speed Slider – Adjust the speed with the speed slider for accessories available to expand the sewing experience. full control. 70 Stitches – A wide variety of beautiful 7mm stitches, One-step Buttonhole – Snap on the buttonhole foot and sew including utility stitches, buttonholes, decorative stitches, quilt repeatable buttonholes smoothly. stitches, needle art stitches and satin stitches. Free-motion Sewing – Simply attach the optional free-motion Beautiful Appliqué Pin Stitch – Adjustable; easy to achieve presser foot and lower the feed dogs for easy quilting. your desired result. Features and Benefits SEWING FEATURES MACHINE FEATURES External Feed Dog Drop – Convenient location; lower the feed Compact/Portable Sewing Machine – Perfect for taking to dogs from the back of the free arm. -
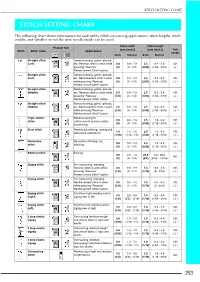
Stitch Setting Chart
STITCH SETTING CHART STITCH SETTING CHART The following chart shows information for each utility stitch concerning applications, stitch lengths, stitch widths, and whether or not the twin needle mode can be used. Stitch width Stitch length Presser foot [mm (inch.)] [mm (inch.)] Twin Stitch Stitch name Applications needle Auto. Manual Auto. Manual Straight stitch General sewing, gather, pintuck, (Left) etc. Reverse stitch is sewn while 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Left) etc. Reinforcement stitch is sewn 0.0 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (0) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reverse stitch is sewn while 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Straight stitch General sewing, gather, pintuck, (Middle) etc. Reinforcement stitch is sewn 3.5 0.0 - 7.0 2.5 0.2 - 5.0 OK while pressing “Reverse/ (1/8) (0 - 1/4) (3/32) (1/64 - 3/16) ( J ) Reinforcement Stitch” button. Triple stretch General sewing for 0.0 0.0 - 7.0 2.5 1.5 - 4.0 OK stitch reinforcement and decorative (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) topstitching Stem stitch Reinforced stitching, sewing and 1.0 1.0 - 3.0 2.5 1.0 - 4.0 OK decorative applications (1/16) (1/16 - 1/8) (3/32) (1/16 - 3/16) ( J ) Decorative Decorative stitching, top 0.0 0.0 - 7.0 2.5 1.0 - 4.0 OK stitch stitching (0) (0 - 1/4) (3/32) (1/16 - 3/16) ( J ) Basting stitch Basting 0.0 0.0 - 7.0 20.0 5.0 - 30.0 NO (0) (0 - 1/4) (3/4) (3/16 - 1-3/16) Zigzag stitch For overcasting, mending. -

Presser Foot Pressure Adjustment
SAFETY INSTRUCTIONS When using an electrical appliance, basic safety should always be followed, including the following: Read all instructions before using this sewing machine. DANGER -To reduce the risk of electrical shock: 1. An appliance should never be left unattended when plugged in. 2. Always unplug this appliance from the electrical outlet immediately after using and before cleaning. 3. Always unplug before checking and re-lamping. Contact the authorized retailer or service center for repair in the event of failure if the machine is with 200mW, 300mW and 200mW LED lamp, which is not user-replaceable. WARNING -To reduce the risk of burns, fire, electrical shock, or injury to persons: 1. Do not allow to be used as a toy. Close attention is necessary when this appliance is used by or near children. 2. Use this appliance only for its intended use as described in this manual. Use only the attachments recommended by the manufacturer as contained in this manual. 3. Never operate this appliance if it has a damaged cord or plug, if it is not working properly, if it has been dropped or damaged, or dropped into water. Return the appliance to the nearest authorized retailer or service center for examination, repair, electrical or mechanical adjustment. 4.Never operate the appliance with any air openings blocked . Keep ventilation openings of the sewing machine and foot control free from accumulation of lint, dust, and loose cloth. 5. Keep fingers away from all moving parts. Special care is required around the sewing machine needle. 6. Always use the proper needle plate, as a wrong needle plate can cause the needle to break. -
Dressmaking up to Date
PRICE, 25 CENTS or Is. PUBLISHED BY THE BUTTERICK PUBLISHING COMPANY, Limited AT THE BUTTERICK BUILDING, NEW YORK PARIS LONDON NEW YORK TORONTO Copyright, /QOj, by The Butter ick Publishing Co., Limited. Entered at Stationers’ Hall. A ll rights reserved. ■r o: ; < A Dressmaking, TUp to Date h.-K'ARV,^ rorS^BiS1 f'flsi $cp»es jits,wiYW( { . > i SfcP Hi ; « Ooiwngns umt J-^/ o2 &. I c/C61 / a 1X733! COPY f;s> . 3 FRONTISPIECE —THE SEWING CIRCLE HAND-SEWING STITCHES IMPORTANT POINTS AND AIDS IN DRESSMAKING THE CORRECT METHOD OF ALTERING PATTERNS SHIRT-BLOUSES DRAPED WAISTS SKIRTS NOVEL, ARTISTIC SEAMS WEDDING AND EVENING GOWNS THE TAILOR-MADE GOWN COATS AND JACKETS PRACTICAL AND ORNAMENTAL STITCHES BIAS BANDS AND FOLDS—TURNING CORNERS AN EMPIRE TEA-GOWN DESIRABLE GARMENTS FOR MATERNITY WEAR MAKING /ND FINISHING UNDERWEAR THE BATH-ROBE. CHILDREN’S CLOTHES BOYS’ SUITS XTlp to 5>ate inning (EirrU SDressmahtrtg, TUp to Date SIMPLE SEWING STITCE1ES AKING A KNOT.—Holding the threaded needle in the right hand, twist the end of the thread once and a half, around the forefinger of the left hand; press, roll downward on the ball of the thumb, twisting once or twice; slip off and draw down M with the middle finger of the left hand. BASTING.—There are two kinds of basting; even and uneven. In even basting the stitches; and spaces are the same length; in uneven basting, as its name implies, the stitches are so formed that they are not of equal length. EVEN BASTING STITCH.—Start with a knot in basting and always have it on the right side; it is more easily removed. -

December Newsletter 2012
PIECEFULLY YOURS BAYBERRY QUILTERS OF CAPE COD Volume XXXI Issue 2 December 2012 PIECE FROM THE TOP Dear Fellow Quilters, The calendar year is quickly coming to an end. Where did the time go? I look back over the last months and reflect on the varied accomplishments of Bayberry members. We had a successful Quilt-In for the children and grandchildren of Bayberry members during February school vacation. There were members honored nationally for quilts submitted to regional and national shows, while others were featured in national magazines. The biggest honor went to those members who were sought out by national and local museums and asked to donate their award winning quilts to the museums' permanent collections. We were able to update our by-laws so that our Fiscal Year better reflects the ongoing operations of Bayberry's yearly activities. Our scholarship and toolship donations continue to assist students at Cape Cod Regional Technical High School as they further their education and/or enter the work force in their chosen trades. The Bayberry "Buddy System" is a huge success; thank you to all who signed on for this effort. The Herring Run Quilt Guild of Norwell, MA asked Bayberry if they could exhibit The National Seashore Quilts from Bayberry's 2011 Quilt Show. Of course we responded in the positive. The sharing of this exhibit is just another example of quilters supporting one another. The 2013 Raffle Quilt, "Escape to Cape Cod," is nearing completion. Thirty members volunteered to take part in this original design created by Diane McGuire. Work has also begun on the 2014 Raffle Quilt. -

Needle and Presser Foot Section
IMPORTANT SAFETY INSTRUCTIONS When using this machine, basic safety precautions should always be taken, including the following: Read all instructions before using. DANGER - To reduce the risk of electric shock: 1. The machine should never be left unattended while plugged in. Always unplug the machine from the electrical outlet immediately after using and before cleaning. WARNING - To reduce the risk of burns, fire, electric shock, or injury to persons: 1. Do not allow this machine to be used as a toy. Close attention is necessary when the machine is used by or near children. 2. Use this machine only for its intended use as described in this manual. Use only accessories recommended by the manufacturer as contained in this manual. 3. Never operate this machine if it has a damaged cord or plug, if it is not working properly, if it has been dropped or damaged, or dropped into water. Return the machine to the nearest authorized dealer or service center for examination, repair, electrical or mechanical adjustment. 4. Never operate the machine with any air openings blocked. Keep ventilation openings of the machine and foot control free from the accumulation of lint, dust, and loose cloth. 5. Never drop or insert any object into any opening. 6. Do not use outdoors. 7. Do not operate where aerosol (spray) products are being used or where oxygen is being administered. 8. To disconnect, turn the main switch to the symbol “ ” position which represents off, then remove plug from outlet. 9. Do not unplug by pulling on cord. To unplug, grasp the plug, not the cord. -

Nx200pc210ug02en.Pdf
Enclosed Accessories After opening the box, check that the following accessories are enclosed. If any item is missing or damaged, contact your retailer. Accessories The following items should also be enclosed in the box. Note (For U.S.A. only) ● Foot controller: Model N5V This foot controller can be used on this machine model NX-200/PC-210. ● The screw of the presser foot holder is available through your authorized dealer. (Part code: XA4813-051) ● The organized accessory tray is available through your authorized dealer. (Part code: XC4489-051) 1. 2. 3. 4. 5. 6. 7. 8. 9. 10.* 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. * 75/11 2 needles 90/14 2 needles 90/14 2 needles: Ball point needle (gold colored) Part Code Part Code No. Part Name No. Part Name U.S.A. Others U.S.A. Others 1 Buttonhole foot “A” XC2691-051 13 Eyelet punch 135793-001 2 Overcasting foot “G” XC3098-051 14 Screwdriver (large) X55467-051 3 Monogramming foot “N” X53840-351 15 Screwdriver (small) X55468-051 4 Zipper foot “I” X59370-051 16 Spool cap (large) 130012-054 5 Zigzag foot “J” (on machine) XC3021-051 17 Spool cap (medium)(2) X55260-153 6 Blind stitch foot “R” X56409-051 18 Spool cap (small) 130013-154 7 Button fitting foot “M” 130489-001 19 Extra spool pin (horizontal) XC4654-051 8 Seam ripper X54243-001 20 Spool net XA5523-050 9 Bobbin (4) SA156 XA5539-151 21 Foot controller XC1154-051 10 Needle set X58358-051 22 Operation manual XE1140-001 11 Twin needle X59296-051 23 Quick reference guide XC4546-151 12 Cleaning brush X59476-051 24 Hard case XC2360-152 Cover A Names of Machine Parts and Their Functions The names of the various parts of the sewing machine and their functions are described below. -
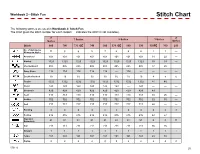
Stitch Chart
Workbook 2—Stitch Fun Stitch Chart The following stitches are used in Workbook 2: Stitch Fun. The chart gives the stitch number for each model (— indicates the stitch is not available). 8 2 7 Series 5 Series 3 Series Series Series Stitch 880 790 770 QE 740 580 570 QE 560 530 350PE 330 215 No. of Alphabet & Monogram Styles 11 8 6 5 7 4 4 4 2 1 — Arrowhead 401 401 401 401 401 401 401 401 34 22 — Blanket 1329 1329 1329 1329 1329 1329 1329 1329 78 39 — Checkerboard 405 405 405 405 405 405 405 405 37 28 — Daisy Chain 114 114 114 114 114 — 114 — — — — Double Overlock 10 10 10 10 10 10 10 10 8 8 6 Feather 1332 1332 1332 1332 1332 1332 1332 1332 81 40 — Floral 123 123 123 123 123 123 — 123 — — — Geometric 429 429 429 429 429 429 429 429 49 — — Heart 413 413 413 413 413 413 413 413 40 25 — Ladder 702 702 702 702 702 702 702 702 62 35 — Leaf 717 717 717 717 717 717 717 717 68 — — Running 4 4 4 4 4 4 4 4 4 4 3 Scallop 416 416 416 416 416 416 416 416 42 27 — Standard Buttonhole 51 51 51 51 51 51 51 51 0 0 11 Star 711 711 711 711 711 711 711 711 66 36 — Straight 1 1 1 1 1 1 1 1 1 1 1 Tulips 101 101 101 101 101 101 101 101 23 18 — Zigzag 2 2 2 2 2 2 2 2 2 2 2 070116 25 Workbook 2—Stitch Fun Machine Features & Functions The following features and functions are used in Workbook 2: Stitch Fun.