Sheet Metal Structures
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Pta and Hand Tools
Precision, Quality, Innovation PTA AND HAND TOOLS Hole Saws Hacksaws Jig Saws Reciprocating Saws Portable Band Saws Measuring Tapes Utility Knives Levels Plumb Bobs Chalk Rules & Squares Calipers Protractors Punches Shop Tools Lubricant Catalog 71 PRECISION, QUALITY, iNNOVATiON For more than 135 years, manufacturers, builders and craftsmen worldwide have depended upon precision tools and saws from The L.S. Starrett Company to ensure the consistent quality of their work. They know that the Starrett name on a saw blade, hand tool or measuring tool ensures exceptional quality, innovative products and expert technical assistance. With strict quality control, state-of-the-art equipment and an ongoing commitment to producing superior tools, the thousands of products in today's Starrett line continue to be the most accurate, robust and durable tools available. This catalog features those tools most widely used on a jobsite or in a workshop environment. 2 hole saws Our new line includes the Fast Cut and Deep Cut bi-metal saws, and application-specific hole saws engineered specifically for certain materials, power tools and jobs. A full line of accessories, including Quick-Hitch™ arbors, pilot drills and protective cowls, enables you to optimise each job with safe, cost efficient solutions. 09 hacksaws Hacksaw Safe-Flex® and Grey-Flex® blades and frames, Redstripe® power hack blades, compass and PVC saws to assist you with all of your hand sawing needs. 31 jig saws Our Unified Shank® jig saws are developed for wood, metal and multi-purpose cutting. The Starrett bi-metal unique® saw technology provides our saws with 170% greater resistance to breakage, cut faster and last longer than other saws. -

TOOLS and EQUIPMENT Orthotic 561
TOOLS AND EQUIPMENT Orthotic 561 Tools Shoe Stretchers............................562 Brannock Measuring Device..................562 Mixing Bowls ..............................562 Aluminum Cast Mandrels ....................562 Laminating Fixtures.........................563 Vises and Yates Clamps.................563-564 Measuring Devices .....................564-567 Hex Sets and Balldrivers.................567-569 Screw and Drill Gages ......................569 Cutting Nippers ............................570 Plastering Tools............................571 Shears and Scissors ....................571-572 Blades, Knives and Surforms .............572-575 Rivets, Punch Sets and Eyelets ...........576-579 Reamers .................................579 Needle Kit ................................579 Deburring Tool.............................579 Rout-A-Burr ...............................579 Precision Oiler.............................580 Countersinks ..............................580 Adjustable Bits.............................580 Tools Ball Set Tool . 580 Micro Torches and Heat Guns ............580-582 Cast Spreaders and Cutters ..............583-584 Alignment Fixtures .........................584 Benders and Contouring Iron .............584-585 Equipment Carvers, Cutters and Routers.............585-588 Sanding Accessories............ 589-591, 601-603 Sewing and Patching Machines ...............592 Drill Press ................................593 Band Saws . .594-595 Dust Collectors ........................596-597 -
Deadlands: Reloaded Core Rulebook
This electronic book is copyright Pinnacle Entertainment Group. Redistribution by print or by file is strictly prohibited. This pdf may be printed for personal use. The Weird West Reloaded Shane Lacy Hensley and BD Flory Savage Worlds by Shane Lacy Hensley Credits & Acknowledgements Additional Material: Simon Lucas, Paul “Wiggy” Wade-Williams, Dave Blewer, Piotr Korys Editing: Simon Lucas, Dave Blewer, Piotr Korys, Jens Rushing Cover, Layout, and Graphic Design: Aaron Acevedo, Travis Anderson, Thomas Denmark Typesetting: Simon Lucas Cartography: John Worsley Special Thanks: To Clint Black, Dave Blewer, Kirsty Crabb, Rob “Tex” Elliott, Sean Fish, John Goff, John & Christy Hopler, Aaron Isaac, Jay, Amy, and Hayden Kyle, Piotr Korys, Rob Lusk, Randy Mosiondz, Cindi Rice, Dirk Ringersma, John Frank Rosenblum, Dave Ross, Jens Rushing, Zeke Sparkes, Teller, Paul “Wiggy” Wade-Williams, Frank Uchmanowicz, and all those who helped us make the original Deadlands a premiere property. Fan Dedication: To Nick Zachariasen, Eric Avedissian, Sean Fish, and all the other Deadlands fans who have kept us honest for the last 10 years. Personal Dedication: To mom, dad, Michelle, Caden, and Ronan. Thank you for all the love and support. You are my world. B.D.’s Dedication: To my parents, for everything. Sorry this took so long. Interior Artwork: Aaron Acevedo, Travis Anderson, Chris Appel, Tom Baxa, Melissa A. Benson, Theodor Black, Peter Bradley, Brom, Heather Burton, Paul Carrick, Jim Crabtree, Thomas Denmark, Cris Dornaus, Jason Engle, Edward Fetterman, -

Catalogue English
… a cut above the rest Catalogue English Machines and tools for sheet metal working Standing Seam Roofing Systems Benders www.dracotools.com Modern manufacturing DRÄCO Products have been manufactured in our production in Germany since 1951 Power tools and DRÄCO produces the original double-sided slitter shear system, a standing-seam - complete range of machines for the standing-seam as well as tools and technique equipment for metal roofing and standing seam technology Experience In close collaboration with the user products are manufactured close to the market. For more than 60 years DRÄCO continuous developing its cutting systems Introduced DRÄCO, the brand for rational and practical cutting systems, tools and machines Source of power We are able to deliver user friendly products and in high quality. Our hand-held shears are available in cordless (battery), compressed air (pneumatic) and wired (115/230 Volt). Folding machines, roll forming equipment and profiling machines for façades and roof seam in tin man’ s quality are available in 230V or 115V OEM You will also find DRÄCO products with private labels for other brands Advantage We always have an open ear for practitioners and users benefit when it comes to improvements and innovations, to bring together a product ready for production. As a family business, we’re a strong team. We’re in it to win for and with the costumer! Quality We produce robust quality products at a competitive price. We never settle for the first solution that comes by. Our principle is: things can always be smarter and cheaper International DRÄCO products are sold worldwide in over 60 countries with success Up-to-date and You can find our latest products on the internet at www.dracotools.com informative as well as important tips, technical information and news Max Draenert Apparatebau GmbH & Co. -

Cutting Tools & Metalworking
17–248 Punch Sets, Stamping Dies & Punches, Arbors Punch Sets Center Punch Sets Starrett Pin Punch Sets • Hardened, tempered and nicely finished • Knurled finger grip Part No. Model No. Number of Punch Diameter Length Contents Pieces 0324770 S565WB 8 1/16", 3/32", 1/8", 5/32", 3/16", 4" (8) Drive Pin Punches, Round 7/32", 1/4", 5/16" Plastic Box Part No. Number of Pieces Length Punch Diameter 0324788 S565PC 8 1/16", 3/32", 1/8", 5/32", 3/16", 4" (8) Drive Pin Punches, Vinyl Case 3163184 5 3", 4" 1/16", 5/64", 3/32", 9/64", 5/32" 7/32", 1/4", 5/16" 3163185 8 4" 1/16", 5/64", 3/32", 1/8", 9/64", 5/32", 3/16", 7/32" 0325005 S248PC 5 1/8", 3/16", 1/4", 5/16", 3/8" 8" (5) Drive Pin Punches, Vinyl Case 3163194 4 4" 1/8", 5/32", 3/16", 1/4" 3163195 8 4" 1/16", 3/32", 1/8", 5/32", 3/16", 7/32", 1/4", 5/16" Starrett Prick Punch Set 3163196 8 4" 1/16", 3/32", 1/8", 5/32", 3/16", 7/32", 1/4", 5/16" • Points are carefully ground to correct taper 3163205 5 8" 1/8", 3/16", 1/4", 5/16", 3/8" 3163206 8 8" 1/16", 3/32", 1/8", 5/32", 3/16", 1/4", 5/16", 3/8" • Allows exact placement of point, providing sharp impressions 3163222 7 4-1/2", 5" 1/4", 3/8", 1/2", 5/8", 3/4", 7/8", 1" • Hardened, tempered, and nicely finished 3163234 6 4", 4-1/8", 4-17/32" 3/16", 1/4", 5/16", 3/8", 7/16", 1/2" • 3 Prick punches: 5/64", 1/8", 5/32" • 2 Center punches: 1/16" and 3/32" Stamping Dies & Punches • Includes plastic case Steel Hand Stamps Part No. -

Press Release
Contact: Andrea Brogan Metabo Corp. Phone: (610) 436-5900 1231 Wilson Dr. Fax: (610) 436-9072 West Chester, PA 19380 [email protected] www.metabousa.com PRESS RELEASE Metabo’s New Brushless Cordless Nibbler and Shear For cutting sheet metal quickly and efficiently on curved and straight surfaces October 20, 2020 – West Chester, PA – Metabo Corporation, a leading German international manufacturer of professional-grade cordless and corded hand-held power tools and accessories in the US, introduces two new metalworking tools, an 18V nibbler and 18V shear. “The 18V Nibbler and 18V Shear have the best size to power ratio, slimmest grip and are the fastest cutting in their class among the competition due to Metabo’s 2nd generation brushless motor. These tools are the perfect addition to our expanding line of industry-leading cordless metalworking tools with the most advanced brushless motor and battery technology,” said Terry Tuerk, Metabo’s Senior Product Manager. The Metabo NIV 18 LTX BL 1.6, 18V nibbler, is available as a bare tool (601614850), or in a kit version with 2 - 4.0 LiHD batteries, charger and case (US601614400). A punch, die and combination key are included with the tool. The NIV 18 LTX BL 1.6 includes a speed selector for adjusting the cutting speed according to the material being worked. The nibblers' powerful Metabo brushless motor deliver up to 600- 2,360 strokes per minute. FOR IMMEDIATE RELEASE METABO’S NEW CORDLESS NIBBLER AND SHEAR PAGE 2 The tool can cut through 16-gauge mild steel, 18-gauge stainless steel and 14-gauge aluminum and has a minimum curve radius of 5/8". -
Installation Instructions
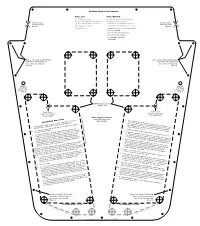
JK Hood Louver Cut Template Parts List Tools Needed (1) JK Hood Louver Panel • Scissors & sharp hobby knife or razor blade (1) Cut Template with Instructions (this sheet) • Masking tape & fine-tip felt marker Cut out template Cut out template (24) 10-24 X 3/4 SS button head cap screw • Automatic center-punch or punch and hammer along outer edge along outer edge (Step 2) (24) 10-24 nylon insert lock nut • Drill motor with 7/32” drill bit, 3/4“ & 1” hole saws (Step 2) (24) #10 flat washer • High speed cut-off wheel (electric or pneumatic) • Anti-sieze compound • 1/8“ hex key (flat-end, NOT ball-end) • 3/8” wrench or socket & ratchet • Files, sandpaper or burr-knife • Touch-up paint At these hole locations: Drill through At these hole locations: Drill through inner brace, then hole-saw nut inner brace, then hole-saw nut access hole from underside access hole from underside (Step 13) (Step 13) Existing Existing Windshield Windshield Bumper Hole Bumper Hole (Step 3) (Step 3) Drill/Hole Saw Locations (Steps 4 & 6) Inside Corner Inside Corner (Step 4 - punch/mark (Step 4 - punch/mark but do not drill) but do not drill) Cut HoodAlong Dotted Lines (Step 8) Poison Spyder Customs www.poisonspyder.com 8. Use a cut-off wheel to cut along the cut lines made in the previous step. DO (951) 849-5911 Installation Procedure NOT CUT INTO the X-brace on the underside of the hood. There is a thin layer of adhesive material between the outer sheetmetal and the X-brace, which will allow you to carefully cut through the outer layer of sheetmetal without cutting in to the X-brace. -

Of Technical Bulletins
TECHNICAL BULLETINS APRIL 2015 I Rev 1 This issue supersedes all previous issues Index of Technical Bulletins Bulletin Topic Date 1 General Guide to Good Practice in the Use of ZINCALUME® Steel for Roofing & Siding Products April 2015 2 Flashing Materials for Bare & Pre-painted ZINCALUME® Steel April 2015 3 Fastener Selection for ZINCALUME® Steel Roof & Siding Products April 2015 4 Prevention of Damage to ZINCALUME® Steel Roof & Siding Products from Metal Filings April 2015 5 Sealants for ZINCALUME® Steel April 2015 6 Cut Edge Protection of ZINCALUME® Steel April 2015 7 Guidelines for Welding ZINCALUME® Steel April 2015 8 Unsuitable Applications for ZINCALUME® Steel April 2015 9 Guidelines to the Effective Use of ZINCALUME® Plus Steel April 2015 Prevention of Oxide Formation (Black Rust) on ZINCALUME® Steel During Transportation, April 2015 10 Processing and Storage 11 Guidelines for General Field Maintenance of ZINCALUME® Steel Roofing and Siding April 2015 12 Guidelines for the Installation of Photovoltaic Panels with ZINCALUME® Steel April 2015 Hawaiian Islands: Exceptions to Standard Limited Warranty, Cleaning and Panel Design April 2015 13 Recommendations For more information or other questions not addressed by these bulletins please contact Steelscape’s Technical Service Department or your Steelscape Account Manager. TECHNICAL BULLETIN 1 APRIL 2015 I Rev 1 This issue supersedes all previous issues ZINCALUME® Steel General Guide to Good Practice in the Use of ZINCALUME® Steel for Roofing and Siding Products INTRODUCTION product for a specific structure. This is especially true Panels fabricated from ZINCALUME® Steel will provide for the special requirements of severe coastal many years of trouble-free service when properly and industrial as well as animal confinement designed, installed and maintained. -

Sawing Sheet Metal Accurately with a Vertical Bandsaw, Version 1.0
Sawing Sheet Metal Accurately with a Vertical Bandsaw, Version 1.0 By R. G. Sparber Protected by Creative Commons.1 I needed to cut a series of test samples out of 26-gauge sheet metal. The size was not important, but it had to have straight, parallel sides and 90° corners. My skill with tin snips was not good enough. After trying to perform accurate cuts with power shears and a power nibbler, I settled on my bandsaw in the vertical position. By using a fence and a “sled,” the coupons were fabricated. 1 This work is licensed under the Creative Commons Attribution 4.0 International License. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/ or send a letter to Creative Commons, PO Box 1866, Mountain View, CA 94042, USA. R. G. Sparber May 22, 2020 Page 1 of 4 I started by using my tin snips to cut a rough strip. Then I used my belt sander to true up the edge. By pressing a parallel against the edge while looking at the gap with a strong light behind it, I can see gaps as small as 0.0001-inches. This straight edge is my reference. I placed it against a fence I erected2 on my bandsaw table. Taking great care to only cut the sheet metal and not my fingers, I made a strip with parallel sides. I went back to my belt sander to deburr. I used my reference edge and a machinist square to scribe cut lines. The piece was then roughly cut out with my tin snips. -

PUNCHES and CHISELS Punches and Chisels the Anvil End on Heads of Snap-On® Punches and Chisels Are Machined to a Modified Parabolic Curve
PUNCHES AND CHISELS Punches and Chisels The anvil end on heads of Snap-on® punches and chisels are machined to a modified parabolic curve. This design directs the striking force to the center of the tool head to allow slow metal displacement. The parabolic curve controls mushrooming to reduce chipping and splitting. Heads should be re-dressed to their original shape with hand files as necessary. The tough steel alloy is machined and differentially heat treated for optimum performance. The hardness of the striking head is reduced to help toughness and add qualities that result in a slower mushrooming of the striking surface. PPC250BK Punch and Chisel Set. PPC100AK Punch and Chisel Set. ncludes 24 pcs. in KB2179 kit bag: Includes 10 pcs. in KB2175 kit bag: PPC1A PPC106A PPC205A PPC820B PPC812B PPC828B PPC15B PPC3A PPC108A PPC206A PPC824B PPC816B PPC12B PPC19B PPC250BK PPC4A PPC110A PPC208A PPC12B PPC820B PPC13B PPC103A PPC112 PPC210A PPC14B PPC824B PPC14B PPC104A PPC203A PPC812B PPC15B PPC100AK PPC105A PPC204A PPC816B PPC19B PPCD70BK Punch and Chisel Set. PPC210BK Punch and Chisel Set. Includes 7 pcs. in KB2183 kit bag: Includes 22 pcs. in KB2178 kit bag: PPC103A PPC106A PPC110A PPC1A PPC105A PPC204A PPC816B PPC104A PPC107A PPC5A PPC106A PPC205A PPC820B PPC105A PPC108A PPC3A PPC108A PPC206A PPC824B PPC210BK PPC4A PPC110A PPC208A PPC828B PPC103A PPC112 PPC210A PPCD70BK PPC104A PPC203A PPC812B PPCS60BK Punch and Chisel Set. Includes 6 pcs. in KB2185 kit bag: PPC715BK Punch and Chisel Set. PPC203A PPC205A PPC208A Includes 16 pcs. in KB2182 kit bag: PPC204A PPC206A PPC210A PPC1A PPC104A PPC203A PPC208A PPC3A PPC105A PPC204A PPC812B PPC4A PPC106A PPC205A PPC816B PPC715BK PPC103A PPC108A PPC206A PPC820B PPCS60BK PPC50AK Punch and Chisel Set. -

Chapter 4: Metal Structure, Welding & Brazing
9/27/01 AC 43.13-1B CHG 1 CHAPTER 4. METAL STRUCTURE, WELDING, AND BRAZING SECTION 1. IDENTIFICATION OF METALS 4-1. GENERAL. Proper identification of high temperatures, as this practice will cause the aircraft structural material is the first step the grain structure to enlarge. The length of in ensuring that the continuing airworthiness time required for the soaking temperature de- of the aircraft will not be degraded by making pends on the mass of the metal being treated. an improper repair using the wrong materials. The soaking time is roughly ¼ hour per inch of the diameter of thickness (Ref: Military Tech a. Ferrous (iron) alloy materials are Order (T.O.) 1-1A-9). generally classified according to carbon con- tent. (See table 4-1.) 4-2. IDENTIFICATION OF STEEL STOCK. The Society of Automotive Engi- TABLE 4-1. Ferrous (iron) alloy materials. neers (SAE) and the American Iron and Steel Institute (AISI) use a numerical index system MATERIALS CARBON CONTENT to identify the composition of various steels. Wrought iron Trace to 0.08% The numbers assigned in the combined listing Low carbon steel 0.08% to 0.30% of standard steels issued by these groups repre- sent the type of steel and make it possible to Medium carbon steel 0.30% to 0.60% readily identify the principal elements in the High carbon steel 0.60% to 2.2% material. Cast iron 2.3% to 4.5% a. The basic numbers for the four digit series of the carbon and alloy steel may be b. The strength and ductility, or tough- found in table 4-2. -

Marine Metals Reference
Marine MetalsMetal BoatReference Quarterly 0.5 0 -0.5 Average Voltage in Seawater -1 -1.5 -2 Magnesium Galvanized Steel Zinc Aluminum Alloys Cadmium Mild Steel; Cast Iron; Wrought Iron HSLA Steel; CorTen Type 304 Stainless (active) Type 316 Stainless (acitve) Inconel Alloy 600 (active) Aluminum Bronze (91%Cu, 7%Al, 2%Fe) Summer 1997Naval Brass; Tobin "Bronze" (60%Cu, 39%Zn) Special Edition Yellow Brass (65% Cu, 35% Zn) Red Brass (85%Cu, 15%Zn) Copper Lead - Tin Solder (50%, 50%) Tin Silicon Bronze (96%Cu) 0.50 Manganese "Bronze" (58%Cu, 39%Zn) 90-10 Copper-Nickel 0.00 Lead 70-30 Copper-Nickel Inconel Alloy 600 (passive) -0.50 Silver-Brazing Alloys Nickel 200 Silver -1.00 Monel Alloy 400 (65%Ni, 30%Cu) Type 304 Stainless (passive) Type 316 Stainless (passive) -1.50 Titanium Graphite -2.00 Metal Boat Quarterly The Metal Boat Society The Metal Boat Quarterly 6251 Goodhew Road PO Box 991 Sedro-Woolley, Wa. 98284 Port Townsend, Wa. 98368 The Metal Boat Society is a volunteer, nonprofit organi- Editor & Publisher: Michael Kasten zation open to anyone sharing its dedication to the interna- tional promotion of metal-hulled boats. Founded in October 1987, the Society’s membership is based in the US, Canada, The Metal Boat Quarterly is published during January, and abroad. April, July, and October, by The Metal Boat Society. President: Pete Silva © 1997 Michael Kasten Vice President: Gary Noble Curtis Secretary: Teri Silva Deadlines for contributions to the Quarterly are the middle of the month prior to publishing, as above. MBQ Treasurer: Carol Parks Classified Ads have the same deadline.