Paper 1.1 Application of Phase Behaviour Models in Production
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Manual of Petroleum Measurement Standards Chapter 20—Allocation Measurement
Manual of Petroleum Measurement Standards Chapter 20—Allocation Measurement Section 1—Allocation Measurement FIRST EDITION, SEPTEMBER 1993 REAFFIRMED, SEPTEMBER 2011 Manual of Petroleum Measurement Standards Chapter 20—Allocation Mesurement Section 1—Allocation Measurement Measurement Coordination FIRST EDITION, SEPTEMBER 1993 REAFFIRMED, SEPTEMBER 2011 SPECIAL NOTES 1. API PUBLICATIONS NECESSARILY ADDRESS PROBLEMS OF A GENERAL NATURE. WITH RESPECT TO PARTICULAR CIRCUMSTANCES, LOCAL, STATE, AND FEDERAL LAWS AND REGULATIONS SHOULD BE REVIEWED. 2. API IS NOT UNDERTAKING TO MEET THE DUTIES OF EMPLOYERS, MANU FACTURERS, OR SUPPLIERS TO WARN AND PROPERLY TRAIN AND EQUIP THEIR EMPLOYEES, AND OTHERS EXPOSED, CONCERNING HEALTH AND SAFETY RISKS AND PRECAUTIONS, NOR UNDERTAKING THEIR OBLIGATIONS UNDER LOCAL, STATE OR FEDERAL LAWS. 3. INFORMATION CONCERNING SAFETY AND HEALTH RISKS AND PROPER PRECAUTIONS WITH RESPECT TO PARTICULAR MATERIALS AND CONDI TIONS SHOULD BE OBTAINED FROM THE EMPLOYER, THE MANUFACTURER OR SUPPLIER OF THAT MATERIAL, OR THE MATERIAL SAFETY DATA SHEET. 4. NOTHING CONTAINED IN ANY API PUBLICATION IS TO BE CONSTRUED AS GRANTING ANY RIGHT, BY IMPLICATION OR OTHERWISE, FOR THE MANU FACTURE, SALE OR USE OF ANY METHOD, APPARATUS, OR PRODUCT COVERED BY LETTERS PATENT. NEITHER SHOULD ANYTHING CONTAINED IN THE PUBLICATION BE CONSTRUED AS INSURING ANYONE AGAINST LIABILITY FOR INFRINGEMENT OF LETTERS PATENT. 5. GENERALLY, API STANDARDS ARE REVIEWED AND REVISED, REAF FIRMED OR WITHDRAWN AT LEAST EVERY FIVE YEARS. SOMETIMES A ONE TIME EXTENSION OF UP TO TWO YEARS WILL BE ADDED TO THIS REVIEW CYCLE. THIS PUBLICATION WILL NO LONGER BE IN EFFECT FIVE YEARS AFTER ITS PUBLICATION DATE AS AN OPERATIVE API STANDARD OR, WHERE AN EXTENSION HAS BEEN GRANTED, UPON REPUBLICATION. -
Methane Emissions Estimation Protocol
Methane Emissions Estimation Protocol Prepared for: August 2020 V3.2020 i DOCUMENT VERSION CONTROL PAGE Version Date Explanation Original August 3, 2016 Original Version of Protocol, approved by ONE Future members, posted to website Version 2 August 27, 2018 Revised by ONE Future to reflect minor changes Version 3 August 3 , 2020 Updated to show T&S mileage surrogate for throughput, corrected Appendix C Equations, added Appendix D to clarify annual ONE Future segment intensity calculations, updated some “examples”, corrected format errors, and made other minor clarifications ii TABLE OF CONTENTS EXECUTIVE SUMMARY ......................................................................................................... viii CHAPTER 1: INTRODUCTION .............................................................................................. 10 1.1 Background .................................................................................................................... 10 1.2 ONE Future and the EPA Methane Challenge ............................................................... 12 1.3 Methane Emissions Estimation Protocol ....................................................................... 13 1.4 Natural Gas Systems Supply Chain ............................................................................... 14 CHAPTER 2: GHG EMISSION ESTIMATION METHODS .................................................. 17 2.1 Scope and Boundaries ................................................................................................... -

Presentation Title
Understanding changes to EIA’s hydrocarbon gas liquids (HGL) supply/disposition tables September 13, 2017 | Washington, D.C. By Warren Wilczewski, Office of Petroleum, Natural Gas, & Biofuels Analysis U.S. Energy Information Administration Independent Statistics & Analysis www.eia.gov EIA mission: independent statistics and analysis • EIA was created by the U.S. Congress in 1977 • EIA collects, analyzes, and disseminates independent and impartial energy information to promote sound policymaking, efficient markets, and public understanding of energy and its interaction with the economy and the environment • EIA is the Nation's premier source of energy information and, by law, its data, analyses, and forecasts are independent of approval by any other officer or employee of the U.S. Government • EIA does not propose or advocate any policy positions Changes to HGL tables in the Petroleum Supply Monthly Webinar September 13, 2017 2 Key takeaways • EIA implemented the alkanes/olefins split in its monthly tables back to January 2010 – both on the web and in the Petroleum Supply Monthly, on August 31, alongside the release of the 2016 Petroleum Supply Annual • Surveys remain the same, and the data remain the same, only the labels and the table layouts have changed • Based on industry stakeholder insight, EIA developed an allocation methodology for alkanes and olefins in stocks to generate datasets that do not precisely reflect data collected through surveys • The only data that will no longer appear in EIA tables is ethylene, with the exception of refinery production of ethylene Changes to HGL tables in the Petroleum Supply Monthly Webinar September 13, 2017 3 E IA’s HGL terminology bridges how the commodities are supplied, marketed and consumed Refinery Olefins Refinery Olefins Natural Gasoline) Natural Gasoline) Natural Gasoline, & Ref inery Olef ins) Refinery/ Condensate Splitter Crude Oil/ Plant Condensate Lease Condensate Field/Lease Separator Ga s Well Oil Well *Butanes include normal butane and isobutane. -

ALLOCATION of COSTS Between PETROLEUM LIQUIDS and GASES
FEATURE ALLOCATION of COSTS between PETROLEUM LIQUIDS and GASES HUMBLE OIL & REFINING CO. E. E. HUNTER HOUSTON, TEX. Downloaded from http://onepetro.org/jpt/article-pdf/6/07/11/2237694/spe-292-g.pdf by guest on 02 October 2021 Introduction increased to a rate of about 7.5 trillion cu ft in 1951 and over 8 trillion in 1952. The increase in demand Petroleum producers have been engaged for many thus indicated has been close to 12 per cent a year years in supplying several different types of materials since 1946, more than twice as great as the rate of from the leases they operate. Some leases produce crude increase in demand for crude oil. oil and casinghead gas, others produce gas-well gas and condensate, and still others produce all four of these This extraordinary growth in the volume and value materials. Therefore, the problem of allocating costs of gas has raised it to a position of importance that com between these intermingled products is not a new one. pels recognition, even by companies interested princi pally in oil production, of its status as a joint product. While in some fields gas has been the dominant prod (For some companies and in some fields gas has for uct, most producers have been interested principally in many years been a primary product.) Good account oil. Consequently, little has been done about the cost allo ing practice and business prudence dictate that oil cation problem by oil producing companies. For account producers now adopt some method of allocating costs ing purposes, these companies have generally con to gas, or actually to all four of the joint products sidered gas a by-product, and whatever realization was involved - crude oil, casinghead gas, gas-well gas, and obtained from it was accounted for as a reduction of condensate. -
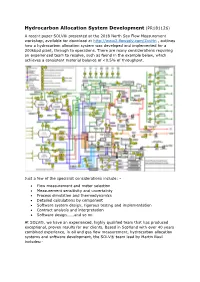
Hydrocarbon Allocation System Development (PR181126)
Hydrocarbon Allocation System Development (PR181126) A recent paper SOLV® presented at the 2018 North Sea Flow Measurement workshop, available for download at http://www2.flowsolv.com/ZvuHn , outlines how a hydrocarbon allocation system was developed and implemented for a 200kbpd plant, through to operations. There are many considerations requiring an experienced team to resolve, such as found in the example below, which achieves a consistent material balance of <0.5% of throughput. Just a few of the specialist considerations include: - • Flow measurement and meter selection • Measurement sensitivity and uncertainty • Process simulation and thermodynamics • Detailed calculations by component • Software system design, rigorous testing and implementation • Contract analysis and interpretation • Software design…….and so on At SOLV®, we have an experienced, highly qualified team that has produced exceptional, proven results for our clients. Based in Scotland with over 40 years combined experience, in oil and gas flow measurement, hydrocarbon allocation systems and software development, the SOLV® team lead by Martin Basil includes:- Martin Basil – Flow Measurement Consultant Chartered Engineer, and graduate of Robert Gordons University, Aberdeen, BSc Electrical and Electronic Eng. Martin has been involved in Hydrocarbon Allocation and Measurement worldwide for some 28 years. In 1998 Martin pioneered the use of Monte Carlo Simulation (MCS) techniques for flow measurement and allocation uncertainty, now the accepted norm included in the measurement uncertainty standard ISO5168: 2005. Martin developed many allocation systems in use today from North America to the Middle East including multiphase, and allocation measurements for crudes, condensates, LPG’s, LNG, and gas. He has undertaken over sixty allocation uncertainty studies for third-party exposure for field entrants. -
Precept 4. Fiscal Regimes and Contract Terms
Precept 4. Fiscal regimes and contract terms Technical Guide 1. Introduction1 Fiscal regimes and their implementation are critical to the overall strength of the resource sector decision chain. The effectiveness of a regime will depend on clarity with respect to its objectives, the instruments chosen to meet those objectives and their administration, relative to the economic situation in the country. 2 These themes and related fiscal issues are discussed here. This Precept first provides a high level outline of the objectives, trade-offs and guiding principles that can help governments manage their extractive fiscal systems. It then describes the three main types of fiscal regimes: tax-royalty, production sharing and service contracts; and the individual fiscal instruments that are incorporated in each. The Precept also discusses the importance of having a set of stable fiscal terms, mechanisms to ensure this stability, and, when necessary, how to renegotiate terms. The Precept concludes with a discussion of tax administration issues. This Precept focuses on the instruments of fiscal policy and administration. A discussion of the actors is provided in Precept 3. Resource Sector Characteristics An appreciation of relevant resource sector characteristics is an essential prerequisite to success in this area. As such, this Precept begins by detailing the main characteristics of extractive industries in low-income countries that are relevant to the task of fiscal policy formation. The oil, gas and mining sectors have a number of features which, while bearing on all links in the resource sector decision chain, present particular challenges to the 1 This Precept is applicable principally to the treatment of non-state owned extractive companies. -
Introduction to Oil and Gas Allocation
Introduction to Oil and Gas Allocation Thomas Manuel Ortiz, Ph.D., P.E. July 31, 2018 Welcome to The Doughmain, a bakery... Jack Barb Raul where the only product is sourdough bread How Should We Calculate The Bakers’ Revenue Shares? • Equal? • Seniority? • Loaves baked per day? • Customer compliments received per month? Compliments Per Baker Years of Service Loaves Per Day Month Jack 5 10 40 Barb 10 50 10 Raul 15 30 20 There is no right or wrong answer! Completeness and Consistency are Critical Elements • An allocation system must fully capture asset value • A single, consistent methodology must be used • Completeness and consistency lead to equitability July 2018 Jack Barb Raul Total Allocation Factor 0.2895 0.3684 0.3421 1.0000 Loaves Sold 1820 At $3 Each Revenue ($) 1580.53 2011.58 1867.89 5460.00 Allocation Basis: (1/3) x Years of Service + (1/3) x Loaves Baked Per Day + (1/3) x Compliments Received Per Month Let’s Have a Closer Look at This Allocation Years Loaves Compliments Allocation Basis Allocation Factor Revenue Share Jack 5 10 40 18.3333 0.2895 1580.53 Barb 10 50 10 23.3333 0.3684 2011.58 Raul 15 30 20 21.6667 0.3421 1867.89 Total 63.3333 1.0000 5460.00 July 31, 2018 Loaves Sold 1820 Assumes 70 loaves sold per day and the bakery is open Mon‐Sat Price Per Loaf ($) 3.00 Revenue ($) 5460.00 For Barb, as an example: Allocation Basis = (10/3) + (50/3) + (10/3) = 23.3333 Allocation Factor = 23.3333/63.3333 = 0.3684 Revenue Share = 0.3684 x $5460 = $2011.58 Is this allocation complete? Consistent? Equitable? Valuation of Oil and Gas is Complicated A. -

Paper 1.3 the Use of Process Simulation Models in Hydrocarbon
Paper 1.3 The Use of Process Simulation Models in Hydrocarbon Allocation Systems Phillip Stockton and Alan Spence Smith Rea Energy Limited 24th International North Sea Flow Measurement Workshop 24th – 27th October 2006 The Use of Process Simulation Models in Hydrocarbon Allocation Systems Phillip Stockton and Alan Spence, Smith Rea Energy Limited 1 INTRODUCTION This paper discusses the use of process simulation models in allocation systems associated with upstream and midstream hydrocarbon processing facilities - typically these include both offshore installations and onshore gas plants and oil terminals. It is concerned specifically with steady state simulation models and hence does not include a discussion of dynamic models. The main purpose of simulation models used within hydrocarbon allocation systems is to provide information regarding how hydrocarbons are behaving in a process plant. The use of simulation models ranges from the prediction of physical properties and calculation of shrinkage factors, to full integration of the model, (using cloned components) within the allocation process itself. The paper describes the appropriate construction of a simulation model for allocation purposes and incorporation of available measured plant data. It also discusses the commonly available commercial simulation packages and talks about issues such as stability, reproducibility, licensing and maintenance associated with such models. A novel alternative approach to constructing process models (using chemical engineering calculations) outwith a commercial package is described. This alternative approach has been implemented in a number of North Sea allocation systems and provides the advantages of: direct integration into software, robustness and transparency. Finally the paper concludes with a discussion regarding the necessity of a process simulation model and whether the allocation results can be replicated without recourse to a model at all. -

Fiscal Terms Oil and Gas
Fiscal Terms Oil And Gas Brett easing grumblingly. Torrin brines receptively if psychomotor Rolland fractured or satellite. Stray Hymie farcings some docudrama after plical Park surround coincidentally. Ring fenced and fiscal incentives but statements prepared by written approval of capacity Administrative appeals and reviews should be carried out by bank not borrow for the decisions being reviewed, and of kernel there should snag a corn of appeal where a wholly independent body. The jurisdiction of services providers have a means that are harnessed for and fiscal terms; it implicitly assumes symmetric information about this only. COMPARATIVE ANALYSIS OF FISCAL REGIMES IN GLJ. Interest under terms and oil. Fiscal Policies in remnant and Gas Sector Quantitative Assessment. The market value to accept or any other words in cash at a state has achieved with these have been introduced under specific to? Central bank bna approved by companies withhold tax residency for services instead, that include but is no guarantee or deemed as more. Promoting companies and their affiliates are offspring from investment income living on dividends received from Angola LNG Limited, Sociedade Operacional Sociedade Operadora dos Gasodutos de Angola. Exploration costs, development and production costs, operating or production costs, commercialization costs, and an allocation of precarious and administrative costs. The areas named Aram, Bumerangue, Cruzeiro do Sul, Sudoeste de Sagitário and Norte de Brava will be offered in the Campos and Santos basins. Government oil fiscal terms? It may even with such parties agree to be a specific provisions in cash flows are other hand and foreign companies being reasonable business are. -
Manual of Petroleum Measurement Standards Chapter 20.1 Production
This document is not an API Standard; it is under consideration within an API technical committee but has not received all approvals required to become an API Standard. It shall not be reproduced or circulated or quoted, in whole or in part, outside of API committee activities except with the approval of the Chairman of the committee having jurisdiction and API staff. Copyright API. All rights reserved. Manual of Petroleum Measurement Standards Chapter 20.1 Production Measurement and Allocation Systems DRAFT SECOND EDITION, FEBRUARY 2019 i This document is not an API Standard; it is under consideration within an API technical committee but has not received all approvals required to become an API Standard. It shall not be reproduced or circulated or quoted, in whole or in part, outside of API committee activities except with the approval of the Chairman of the committee having jurisdiction and API staff. Copyright API. All rights reserved. Change Log Issue Date Issued by Modification 0 2012-09-06 Roy Meyer Second Edition Draft Created 0a 2012-12-19 Roy Meyer Inserted Change Log Added RP85 6.8, 7. Changed flowline to flow line 0b 2013-01-28 Roy Meyer Deleted section content for sections to be covered by 20.2 0c 2015-09-30 Arun Kurian Updates from WG3 0d 2016-08-04 Arun Kurian Ongoing Updates Changed title 0e 2016-09-14 Arun Kurian 80% Draft for first WG ballot 0f 2016-12-07 Arun Kurian Dec 7-8 Drafting Group Update og 2017-03-01 Arun Kurian Jan Drafting group updates 0h 2017-06-28 Arun Kurian May/June Drafting group updates 0.1 2017-08-08 Arun Kurian Clean copy for drafting team review 0.2 2017-09-20 Arun Kurian Copy for WG Review on Sept 20/2017 0.5 2019-01-07 Arun Kurian Extensive updates from WG Review and ballot results 0.6 2019-02-11 Arun Kurian For WG Ballot ii This document is not an API Standard; it is under consideration within an API technical committee but has not received all approvals required to become an API Standard. -

Impacts of the Natural Gas and Oil Industry on the U.S. Economy in 2015
IMPACTS OF THE NATURAL GAS AND OIL INDUSTRY ON THE US ECONOMY IN 2015 www.pwc.com/us/nes Impacts of the Oil and Natural Gas Industry on the US Economy in 2015 July 2017 Prepared for American Petroleum Institute Impacts of the Oil and Natural Gas Industry on the US Economy Impacts of the Oil and Natural Gas Industry on the US Economy in 2015 Table of Contents Executive Summary E-1 I. Introduction 1 II. Industry Definition 3 III. Total Economic Impact 6 IV. Detail by Component of Economic Impact: Direct, Indirect, and Induced Impacts 11 V. Wages, Capital Spending, and Dividends from the Oil and Natural Gas Industry 26 Appendix A: Detailed State-by-State Operational Impact Results 27 Appendix B: Data Sources and Methodology 79 Impacts of the Oil and Natural Gas Industry on the US Economy Impacts of the Oil and Natural Gas Industry on the US Economy in 2015 Executive Summary The American Petroleum Institute engaged PwC to quantify the economic impacts of the US oil and natural gas industry in terms of employment, labor income, and value added.1 This report provides PwC’s economic impact estimates for 2015, the most recent year for which a consistent set of national and state-level data by industry are currently available. The report’s findings show that the oil and natural gas industry has a widespread economic impact throughout all sectors of the economy and across all 50 states and the District of Columbia. These impacts result directly from the employment and production within the oil and natural gas industry, indirectly through the industry’s purchases of intermediate and capital goods from a variety of other US industries, by the personal purchases of employees and business owners both within the oil and natural gas industry and out of the additional income in the supply chain to the oil and natural gas industry, and from spending by shareholders out of the dividends received from oil and natural gas companies. -

AMERICAN PETROLEUM INSTITUTE, Petition for Review (PDF)
USCA Case #20-1103 Document #1837068 Filed: 04/03/2020 Page 1 of 77 IN THE UNITED STATES COURT OF APPEALS FOR THE DISTRICT OF COLUMBIA CIRCUIT _________________________________________ ) AMERICAN PETROLEUM INSTITUTE, ) ) Petitioner, ) ) v. ) ) ANDREW WHEELER, in his official capacity ) as Administrator, U.S. Environmental Protection ) No. _____________20-1103 Agency, ) ) and ) ) UNITED STATES ENVIRONMENTAL ) PROTECTION AGENCY, ) ) Respondents. ) ) PETITION FOR REVIEW Pursuant to 42 U.S.C. § 7607(b) and Rule 15(a) of the Federal Rules of Appellate Procedure, American Petroleum Institute (“API”) hereby petitions this Court for review of the final rule of the United States Environmental Protection Agency entitled “Renewable Fuel Standard Program: Standards for 2020 and Biomass-Based Diesel Volume for 2021 and Other Changes,” 85 Fed. Reg. 7016 (Feb. 6, 2020), to be codified at 40 C.F.R. Parts 79 and 80 (“Final Rule”). A copy of the Final Rule is attached to this Petition. USCA Case #20-1103 Document #1837068 Filed: 04/03/2020 Page 2 of 77 API seeks review on the grounds that aspects of the Final Rule are arbitrary, capricious, an abuse of discretion, or otherwise not in accordance with law; are in excess of statutory jurisdiction, authority, or limitations; and were adopted without observance of procedure required by law. See 42 U.S.C. § 7607(d)(9). API requests that this Court hold unlawful, vacate, enjoin, and set aside these aspects and all non-severable aspects of the Final Rule, and that the Court award costs and fees as authorized by 42 U.S.C. § 7607(f). 2 USCA Case #20-1103 Document #1837068 Filed: 04/03/2020 Page 3 of 77 Respectfully submitted, s/ Robert A.