Digital Surface Representation and the Constructibility of Gehry's
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The Fondation Louis Vuitton
THE FONDATION LOUIS VUITTON A new ambition for LVMH's corporate patronage Created by the LVMH group and its Maisons in 2006 on the initiative of Bernard Arnault, the Fondation Louis Vuitton forms part of the art and culture patronage programme developed by the group for over twenty years. It also marks a new step driven by a renewed ambition: – A lasting commitment with the desire to become firmly rooted in a particular place and bring an institution to life over the long term. – A major philanthropic gesture towards the city of Paris with the construction of an exceptional building on municipal state property and the signature of a 55-year occupancy agreement with Paris city council. Driven by a desire to work for the common good, the Fondation Louis Vuitton demonstrates a clear commitment to contemporary art and looks to make it accessible to as many people as possible. To foster the creation of contemporary art on a national and international scale, the Fondation Louis Vuitton calls on a permanent collection, commissions from artists, temporary modern and contemporary art exhibitions and multidisciplinary events. One of its priorities is to fulfil an educational role, especially among the young. A new monument for Paris Frank Gehry has designed a building that, through its strength and singularity, represents the first artistic step on the part of the Fondation Louis Vuitton. This large vessel covered in twelve glass sails, situated in the Bois de Boulogne, on the edge of avenue du Mahatma Gandhi, is attached to the Jardin d'Acclimatation. Set on a water garden created for the occasion, the building blends into the natural environment, amidst the wood and the garden, playing with light and mirror effects. -
Campusmap06.Pdf
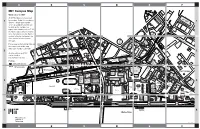
A B C D E F MIT Campus Map Welcome to MIT #HARLES3TREET All MIT buildings are designated .% by numbers. Under this numbering "ROAD 1 )NSTITUTE 1 system, a single room number "ENT3TREET serves to completely identify any &ULKERSON3TREET location on the campus. In a 2OGERS3TREET typical room number, such as 7-121, .% 5NIVERSITY (ARVARD3QUARE#ENTRAL3QUARE the figure(s) preceding the hyphen 0ARK . gives the building number, the first .% -)4&EDERAL number following the hyphen, the (OTEL -)4 #REDIT5NION floor, and the last two numbers, 3TATE3TREET "INNEY3TREET .7 43 the room. 6ILLAGE3T -)4 -USEUM 7INDSOR3TREET .% 4HE#HARLES . 3TARK$RAPER 2ANDOM . 43 3IDNEY 0ACIFIC 3IDNEY3TREET (ALL ,ABORATORY )NC Please refer to the building index on 0ACIFIC3TREET .7 .% 'RADUATE2ESIDENCE 3IDNEY 43 0ACIFIC3TREET ,ANDSDOWNE 3TREET 0ORTLAND3TREET 43 the reverse side of this map, 3TREET 7INDSOR .% ,ANDSDOWNE -ASS!VE 3TREET,OT .7 3TREET .% 4ECHNOLOGY if the room number is unknown. 3QUARE "ROADWAY ,ANDSDOWNE3TREET . 43 2 -AIN3TREET 2 3MART3TREET ,ANDSDOWNE #ROSS3TREET ,ANDSDOWNE 43 An interactive map of MIT 3TREETGARAGE 3TREET 43 .% 2ESIDENCE)NN -C'OVERN)NSTITUTEFOR BY-ARRIOTT can be found at 0ACIFIC "RAIN2ESEARCH 3TREET,OT %DGERTON (OUSE 'ALILEO7AY http://whereis.mit.edu/. .7 !LBANY3TREET 0LASMA .7 .7 7HITEHEAD !LBANY3TREET )NSTITUTE 0ACIFIC3TREET,OT 3CIENCE .7 .! .!NNEX,OT "RAINAND#OGNITIVE AND&USION 0ARKING'ARAGE Parking -ASS 3CIENCES#OMPLEX 0ARSONS .% !VE,OT . !LBANY3TREET #ENTER ,ABORATORY "ROAD)NSTITUTE 'RADUATE2ESIDENCE .UCLEAR2EACTOR ,OT #YCLOTRON ¬ = -

Campus Map, Shuttle Routes & Parking
CAMPUS MAP, SHUTTLE ROUTES & PARKING SHUTTLE STOPS REUNION SHUTTLES SCHEDULE CAMPUS PARKING LOTS Tech Reunions Shuttle – red route Thursday, June 8 Saturday, June 10 and Sunday June 11 Four vehicles will service the Tech Reunions route (marked red on the map), All day: NW23 C, NW30 D, NW86 E, Waverly Lot F, All day: 158 Mass. Ave. Lot A, Albany Garage B, 1 Kresge/Maseeh Hall and one will service the MIT Museum route (marked blue on the map) the Westgate Lot (limited space) G, NW23 C, NW30 D, NW86 E, Waverly Lot F, 2 Burton House following hours: After 2:30 p.m.: West Lot H Westgate Lot G, West Lot H, West Garage I, 3 Westgate Parking Lot Kresge Lot J, Tang Center Lot (ungated lot) K Thursday, June 8: 2:00 p.m.–10:00 p.m. Friday, June 9 4 Hyatt Regency/W92 All day: NW23 C, NW30 D, NW86 E, Waverly Lot F, 5 Friday, June 9: 7:00 a.m.–7:30 p.m., then 11:00 p.m.–1:00 a.m. Parking for Registration and Check-in Simmons Hall G, *Please note that service to stops 1, 2, 3, 12, and 13 will be suspended from Westgate Lot (limited space) 20-minute parking is available in the Student Center 6 Johnson Athletics Center H, 9:00–10:30 a.m. for the Commencement procession. The MIT Museum Shuttle After 2:30 p.m.: West Lot West Garage I turnaround R1 , and in front of McCormick Hall R2 . Charles Street 7 Vassar Street at Mass Ave. -

Invisible Science
Invisible Science Steven Shapin here’s a McDonald’s restaurant near where I live in Cambridge, Massachusetts. Roughly equidistant from Harvard and the Massachusetts Institute of Technology and close to one of the beating hearts of modern science and tech- Tnology, the restaurant sits across Massachusetts Avenue from a nondescript building full of entrepreneurial electronic gaming companies. Walk a little toward the MIT end of the avenue, and you pass major institutes for bioinformatics and cancer research, at least a dozen pharmaceutical and biotech companies, outposts of Microsoft and Google, the Frank Gehry−designed Stata Center, which houses much of MIT’s artifi- cial intelligence and computer science activities (with an office for Noam Chomsky), and several “workbars” and “coworking spaces” for start-up high-tech companies. You might think that this McDonald’s is well placed to feed the neighborhood’s scientists and engineers, but few of them actually eat there, perhaps convinced by sound sci- entific evidence that Big Macs aren’t good for them. (Far more popular among the scientists and techies is an innovative vegetarian restaurant across the street—styled as a “food lab”—founded, appropriately enough, by an MIT materials science and Harvard Business School graduate.) You might also assume that, while a lot of science happens at MIT and Harvard, and at the for-profit and nonprofit organizations clustered around the McDonald’s, the fast-food outlet itself has little or no significance for the place of science in late modern society. No scientists or engineers (that I know of) work there, and no scientific inquiry (that I am aware of) is going on there. -

9783030335694.Pdf
Research for Development Bruno Daniotti Marco Gianinetto Stefano Della Torre Editors Digital Transformation of the Design, Construction and Management Processes of the Built Environment Research for Development Series Editors Emilio Bartezzaghi, Milan, Italy Giampio Bracchi, Milan, Italy Adalberto Del Bo, Politecnico di Milano, Milan, Italy Ferran Sagarra Trias, Department of Urbanism and Regional Planning, Universitat Politècnica de Catalunya, Barcelona, Barcelona, Spain Francesco Stellacci, Supramolecular NanoMaterials and Interfaces Laboratory (SuNMiL), Institute of Materials, Ecole Polytechnique Fédérale de Lausanne (EPFL), Lausanne, Vaud, Switzerland Enrico Zio, Politecnico di Milano, Milan, Italy; Ecole Centrale Paris, Paris, France The series Research for Development serves as a vehicle for the presentation and dissemination of complex research and multidisciplinary projects. The published work is dedicated to fostering a high degree of innovation and to the sophisticated demonstration of new techniques or methods. The aim of the Research for Development series is to promote well-balanced sustainable growth. This might take the form of measurable social and economic outcomes, in addition to environmental benefits, or improved efficiency in the use of resources; it might also involve an original mix of intervention schemes. Research for Development focuses on the following topics and disciplines: Urban regeneration and infrastructure, Info-mobility, transport, and logistics, Environment and the land, Cultural heritage and landscape, Energy, Innovation in processes and technologies, Applications of chemistry, materials, and nanotech- nologies, Material science and biotechnology solutions, Physics results and related applications and aerospace, Ongoing training and continuing education. Fondazione Politecnico di Milano collaborates as a special co-partner in this series by suggesting themes and evaluating proposals for new volumes. -

J. Fiona Ragheb, Editor Essays by Jean-Louis Cohen, Beatriz Colomina, Mildred Friedman, William Mitchell, And}. Fiona Ragheb
TECT J. Fiona Ragheb, editor essays by Jean-Louis Cohen, Beatriz Colomina, Mildred Friedman, William Mitchell, and}. Fiona Ragheb GuggenheimMUSEUM FRANK GEHRY, ARCHITECT n A Personal Reflection Thomas Krens Selected Projects J. Fiona Ragheb and Kara Vander Weg 20 Davis Studio and Residence, 1968-72 24 Easy Edges Cardboard Furniture, 1969-73 28 Gehry Residence, 1977-78; 1991-92 40 Wagner Residence (unbuilt), 1978 42 Familian Residence (unbuilt), 1978 44 Loyola Law School, 1978- 54 Indiana Avenue Studios, 1979-81 56 Experimental Edges Cardboard Furniture, 1979-82 60 Aerospace Hall, California Science Center, 1982-84 64 Norton Residence, 1982-84 70 Winton Guest House, 1983-87 80 Fish and Snake Lamps, 1983-86 84 Sirmai-Peterson Residence, 1983-88 88 Edgemar Development, 1984-88 94 Chiat Day Building, 1985-91 702 Schnabel Residence, 1986-89 170 Vitra International Manufacturing Facility and Design Museum, 1987-89 778 Team Disneyland Administration Building, 1987-96 122 Vitra International Headquarters, 1988-94 726 Bent Wood Furniture Collection, 1989-92 130 Frederick R. Weisman Art Museum at the University of Minnesota, 1990-93 138 Fish Sculpture at Vila Olimpica, 1989-92 142 EMR Communication and Technology Center, 1991-95 148 Lewis Residence (unbuilt), 1989-95 760 Guggenheim Museum Bilbao, 1991-97 174 Nationale-Nederlanden Building, 1992-96 182 Goldstein Sud Housing, 1991-96 784 Vontz Center for Molecular Studies, University of Cincinnati, 1993-99 188 Walt Disney Concert Hall, 1987- 202 Der Neue Zollhof, 1994-99 212 DG Bank Building, 1995-2001 222 Experience Music Project (EMP), 1995-2000 234 Millennium Park Music Pavilion and Great Lawn, 1999- 236 Cond6 Nast Cafeteria, 1996-2000 244 Performing Arts Center at Bard College, 1997— 248 Peter B. -

MIT Parents Association 600 Memorial Drive W98-2Nd FL Cambridge, MA 02139 (617) 253-8183 [email protected]
2014–2015 A GUIDE FOR PARENTS produced by in partnership with For more information, please contact MIT Parents Association 600 Memorial Drive W98-2nd FL Cambridge, MA 02139 (617) 253-8183 [email protected] Photograph by Dani DeSteven About this Guide UniversityParent has published this guide in partnership with the Massachusetts Institute of Technology with the mission of helping you easily contents Photograph by Christopher Brown navigate your student’s university with the most timely and relevant information available. Discover more articles, tips and local business information by visiting the online guide at: www.universityparent.com/mit MIT Guide The presence of university/college logos and marks in this guide does not mean the school | Comprehensive advice and information for student success endorses the products or services offered by advertisers in this guide. 6 | Welcome to MIT 2995 Wilderness Place, Suite 205 8 | MIT Parents Association Boulder, CO 80301 www.universityparent.com 10 | MIT Parent Giving Top Five Reasons to Join Advertising Inquiries: 11 | (855) 947-4296 12 | 100 Things to Do before Your Student Graduates MIT [email protected] 20 | Academics Top cover photo by Christopher Harting. 21 | Resources for Academic Success 22 | Supporting Your Student 24 | Campus Map 27 | Department of Athletics, Physical Education, and Recreation 28 | MIT Police and Campus Safety SARAH SCHUPP PUBLISHER 30 | Housing MARK HAGER DESIGN MIT Dining 32 | MICHAEL FAHLER AD DESIGN 33 | Health Care What to Do On Campus Connect: 36 | 39 | Navigating MIT facebook.com/UniversityParent 41 | Academic Calendar MIT Songs twitter.com/4collegeparents 43 | 45 | Contact Information © 2014 UniversityParent Photo by Tom Gearty 48 | MIT Area Resources 4 Massachusetts Institute of Technology 5 www.universityparent.com/mit 5 MIT is coeducational and privately endowed. -

Boston College
Welcome to Boston and Cambridge We are so pleased that you are joining us for AUA 2013, the 58th gathering of the Association of University Architects. And we welcome you to our campuses. In addition to BC and MIT, we will be spending a day at Harvard, home to one of our new members. These three institutions could not be more different from one another and we look forward to sharing them all with you. Our Program Committee has assembled a lineup of tours, including the three campuses, case stud- ies, and (a lot of!) new member presentations. Our theme “Space: The Final Frontier” will be mani- fested through the panel discussions and various presentations we have organized. Yes, we are somewhat of a sports town, but it won’t be For those of you who have been to the Boston area, all sports, all the time. We have some great museums, welcome back! For those of you who have never been music venues, a variety of boat tours and numerous here, we are looking forward to sharing our very special opportunities to just hang out by the water…or in a city with you. It is a great place to live, to go to school park…or at a sidewalk café…or whatever. and to visit and we have provided some suggestions for things to do with your spare time. We are especially We thank you for joining us and hope that you find this pleased that we could arrange for an evening at our conference an exceptionally rewarding experience. -

Application of Bim and Construction Process Simulation Using 5D Bim for Residential Building Project
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 04 Issue: 07 | July -2017 www.irjet.net p-ISSN: 2395-0072 APPLICATION OF BIM AND CONSTRUCTION PROCESS SIMULATION USING 5D BIM FOR RESIDENTIAL BUILDING PROJECT Snehal M. Jununkar1, Prof.D. S. Aswar2, Prof. D. L.Mittapalli3 1 Post graduate student, Department of Civil Engineering, RMD Sinhgad College of Engineering, Warje, Pune, Maharashtra, INDIA 2Professor, Department of Civil Engineering, Sinhgad college of Engineering, Wadgaon , Pune, Maharashtra, INDIA 3 Professor , Department of Civil Engineering, RMD Sinhgad College of Engineering, Warje, Pune, Maharashtra, INDIA ---------------------------------------------------------------------***--------------------------------------------------------------------- Abstract - In today’s growing construction field quality of which are computer readable. This process is recognised as work, time and cost these are the very important elements. n-dimensional (n-D) modelling, where different Building information which comes timely and correctly in “dimensions” of information are integrated into a digital multiple dimensions will facilitate a advanced decision building model. The construction field is constantly shifting building process which can develop these three things. 5D in an effort to recognize the construction process, minimize Building Information Modelling is raising development in the material waste, decrease overall cost, accelerate project construction industry that integrates all the key information achievement, and developed coordination among people from the initial design to the finishing stage. The habitual involved. The performance of Building Information Modeling construction industry's production effectiveness is moderately (BIM) related software, such as Autodesk‟s Revit and low and the waste of resources is serious, which has actually Nemetschek, into construction projects contributes to hindered the construction field green sustainable making this growth in the industry feasible. -

Building Information Modeling and Its Impact on Design and Construction Firms
BUILDING INFORMATION MODELING AND ITS IMPACT ON DESIGN AND CONSTRUCTION FIRMS By JOSEPH CARL KUEHMEIER A THESIS PRESENTED TO THE GRADUATE SCHOOL OF THE UNIVERSITY OF FLORIDA IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF SCIENCE IN BUILDING CONSTRUCTION UNIVERSITY OF FLORIDA 2008 1 ©2008 Joseph Carl Kuehmeier 2 To my wife and family, for keeping me focused on the prize, and for giving me the opportunity to better myself. To them I will be forever grateful. 3 ACKNOWLEDGMENTS I would like to thank the School of Building Construction for accepting me into their program and the faculty for passing their knowledge and life experiences to me. I would like to thank Dr. R. Raymond Issa, Dr. Svetlana Olbina, and Dr. E. Douglas Lucas for serving as my committee members. Their knowledge and direction were critical to the completion of my thesis. I would like to thank my family, for without their support, I would not be finishing school right now. They have been the foundation and all that I have done is in honor of them and their support. 4 TABLE OF CONTENTS page ACKNOWLEDGMENTS ...............................................................................................................4 LIST OF TABLES...........................................................................................................................7 LIST OF FIGURES .........................................................................................................................8 ABSTRACT.....................................................................................................................................9 -

Town Gown Report MIT MIT.NANO FACILITY / 6901-00 to the City of Cambridge
Town Gown Report MIT MIT.NANO FACILITY / 6901-00 to the City of Cambridge EXTERIOR ART VIEW TO EAST 11.18.14 2014 Town Gown Report to the City of Cambridge 2013-2014 Term (7/1/13 - 6/30/14) Submitted December 15, 2014 I. Existing Conditions 1 A. Faculty & Staff 1 B. Student Body 2 C. Student Residences 3 D. Facilities & Land Owned 4 E. Real Estate Leased 6 F. Payments to City of Cambridge 6 G. Institutional Shuttle Information 7 II. Future Plans Narrative 8 A. Moving Ideas into Action 8 B. Capital Planning, Renewal and Comprehensive Stewardship 12 C. MIT Students, Faculty, and Staff 12 D. Housing 13 E. Looking Ahead at MIT Planning & Development 15 F. Transportation 18 G. Sustainability 19 III. List of Projects 21 A. Completed in Reporting Period 21 B. In Construction 21 C. In Planning & Design 23 IV. Mapping Requirements 24 Map 1: MIT Property in Cambridge 25 Map 1a: MIT Buildings by Use 26 Map 2: MIT Projects 27 Map 3: Future Development Opportunities 28 Map 4: MIT Shuttle Routes 29 Map 5: MIT LEED Certified Buildings 30 Map 6: MIT Energy Efficiency Upgrade Projects 31 V. Transportation Demand Management 32 A. Commuting Mode of Choice 32 B. Point of Origin for Commuter Trips to Cambridge 32 C. TDM Strategy Updates 33 VI. Institution Specific Information Requests 34 Town Gown Report to the City of Cambridge 2013-2014 Term (7/1/13 - 6/30/14) Submitted December 15, 2014 I. Existing Conditions A. Faculty & Staff 2010 2011 2012 2013 2014 2024 (projected) Cambridge-based Staff 9,000- Head Count 8,857 8,893 9,124 9,329 9,692 10,000 FTEs 7,461 7,483 7,707 7,954 8,294 Post-Doctoral Staff 1 1,402 1,421 Cambridge-based Faculty Head Count 1,012 1,002 1,003 1,007 1,012 ~1,100 FTEs 1,009 997 997 1,002 1,005 Number of Cambridge Residents Employed at Cambridge 2,170 2,258 2,359 2,305 2,347 ~2,400 Facilities 1 1 Post-Doctorals are classified as staff and included in the headcount for Cambridge-based Staff. -

MIT News Digest 2013-2014
MIT News Digest 2013-2014 For the members of the Educ a tional Council Office of the Educational Council MITAdmissions MIT named three longtime faculty members to important academic posts. Cynthia Barnhart SM '86, PhD '88, Professor of Civil and Environmental Engineering and Associate Dean of the School of Engineering, was named Chancellor. Martin Schmidt SM '83, PhD '88, Professor of Electrical Engineering and former Associate Provost, was named Provost. Michael Sipser was named Dean of the School of Science. Sipser has been the Barton L. Weller Professor of Mathematics and head of the Department of Mathematics for ten years. Provost Schmidt and Chancellor Barnhar MIT faculty and alumni continue to receive top Photo: Dominick Reuter accolades. Two MIT faculty members were named 2013 MacArthur Fellows. The first, Sara Seager, Joint Professor in the Department of Earth, Atmospheric, and Planetary Science and the Department of Physics, was honored in recognition for her work on exoplanets (planets outside the solar system). The second, Dina Katabi SM '99, PhD '03, is a professor in the Department of Electrical Engineering and Computer Science, and was recognized for her work on wireless data transmission. Alumnus Robert Shiller SM '68, PhD '72 won the 2013 Nobel Prize in Economic Sciences, and former faculty member James Rothman won the 2013 Nobel Prize in Medicine. There are now 80 Nobel Laureates and 43 MacArthur Fellows with a connection to MIT. Alan Guth '68, SM '69, PhD '72, Victor F. Weisskopf Professor of Physics and MacVicar Faculty Fellow, won the 2014 Kavli Prize in Astrophysics for pioneering the theory of cosmic inflation.