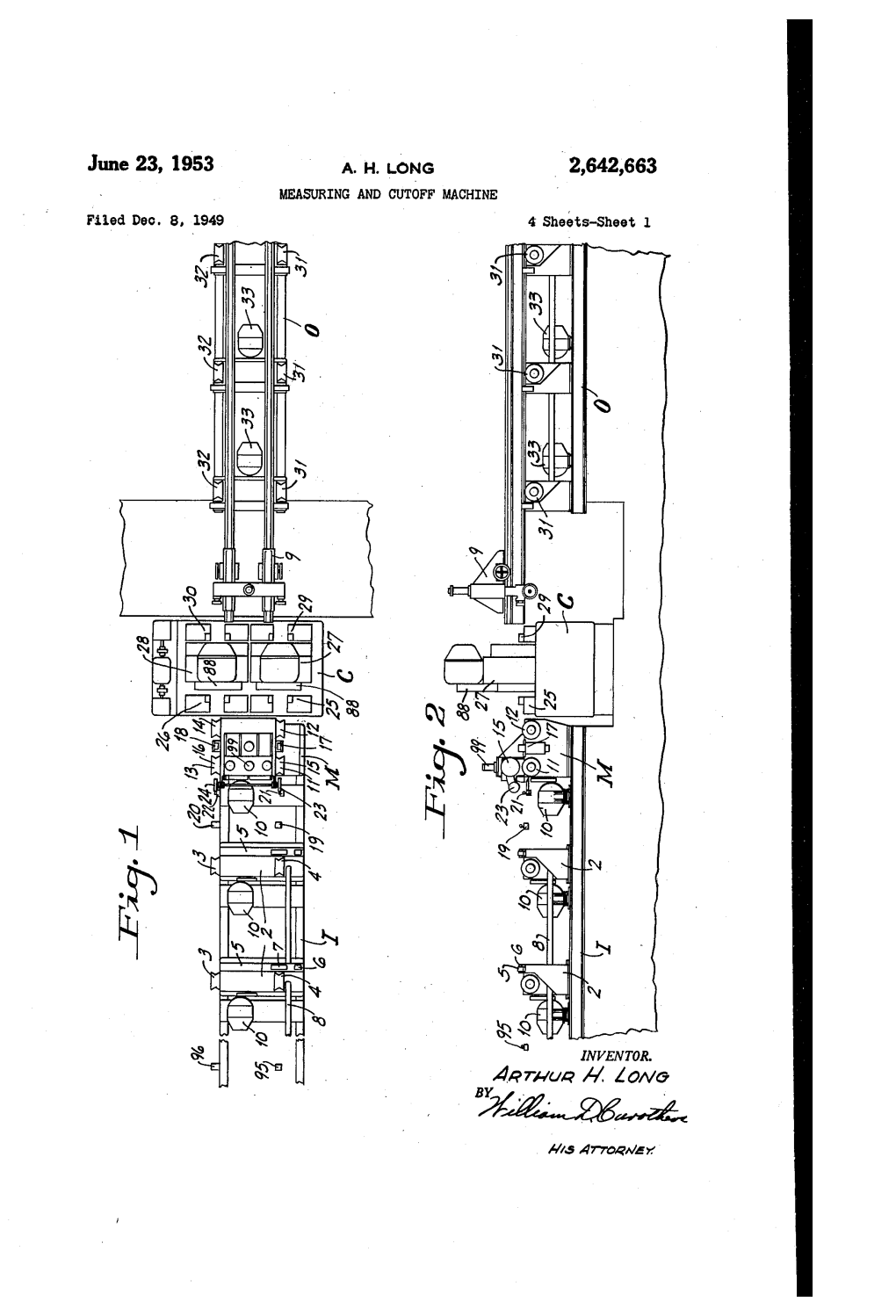
I-4 S Aap7a/Uva M7, 4Owg
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Comparative Tests of Illinois Central Railroad Locomotives No. 920 and No
Gibson S Lorenz (Comparative Tests of Illinois Centra! Railroad Locomotives No. 920 & No. 940 Rsilwsv A\cchfii?Jc3.] Engineering univrrsity . 'OV 'J LL. LIBRARY + * ^ ^. UNIVERSITY OF ILLINOIS LIBRARY Class Book Volume Ja 09-20M ^ '.V IF * # 4 Digitized by the Internet Archive in 2013 http://archive.org/details/comparativetestsOOgibs COMPARATIVE TESTS OF ILLINOIS CENTRAL RAILROAD LOCOMOTIVES NO. 920 AND NO. 940 BY MILES OTTO GIBSON FREDERICK AYRES LORENZ THESIS FOR THE DEGREE OF BACHELOR OF SCIENCE IN RAILWAY MECHANICAL ENGINEERING IN THE COLLEGE OF ENGINEERING OF THE UNIVERSITY OF ILLINOIS Presented June, 1909 r!6 UNIVERSITY OF ILLINOIS June 1, 190 9 THIS IS TO CERTIFY THAT THE THESIS PREPARED UNDER MY SUPERVISION BY MILES OTTO GIBSON and FREDERICK AYRES LORENZ ENTITLED COMPARATIVE TESTS OP ILLINOIS CENTRAL RAILROAD LOCOMO- TIVES No. 920 AND No. 940 IS APPROVED BY ME AS FULFILLING THIS PART OF THE REQUIREMENTS FOR THE degree of Bachelor of Science in Railway Mechanical Engineering iWstructor/n Charge. APPROVED: head of department of Railway Engineering 1 45239 i I iLnlih UJb UiJ THiU T 5 , Page I • Introduction 1 II • Object l T T T III • Description of the Locomotives, Engine and Boiler Lata 1 1. Table I. General Dimensions 4 2. Table II. Cylinder " 5 3. Table III. Boiler " G Description of Allfree-Eubbell Valve and Cylinders 7 I V . Preparation. 1. Front end 14T A 2. Reducing apparatus 1 1 3. Bells 141 A 4. Cab arrangements 1 A 5. Water measurements T A 6. Dynamometer oar 14 7. Revolution counters 1 / 8. Observers 1 I T ft . -

50 55 Series Rk Inst
Item Part DescripƟon 1 US‐S1‐3 Screw, 10‐24 x 5/8’ SEMS (4) Model 50/55 Series Repair Kit 2 US‐A2‐36 1‐1/2" Air Horn Adapter Installation Instructions US‐A2‐37 1‐5/8" Air Horn Adapter US‐A2‐38 1‐7/8" Air Horn Adapter US‐A2‐39 2‐1/16" Air Horn Adapter 1. With carburetor removed from the engine, remove 4 screws (US-S1-3) US‐A2‐41 2‐5/16" Air Horn Adapter holding throttle body to mixer bowl. 3 US‐G1‐101 Gasket, air horn 2. With throttle body removed, note that gasket retains idle cutoff piston in 4 US‐S2‐88 Spring, Idle Screw place. 5 US‐S1‐74 Screw, idle 3. Remove gasket. Idle cutoff piston and spring are released. Do not lose 6 US‐P3‐13 Plug, 1/8” pipe 7 US‐AB1‐38 Body Assy either one. 8 US‐AV1 ‐18* Air Valve Assembly 4. Remove check valve plate and air valve spring. Lift air/gas valve from 9 N/A* Ring, Air Valve Sealing mixer bowl. 10 US‐S2‐45 Spring, Air Valve 5. Clean bowl assembly in safety solvent. Do not use carburetor cleaner as 11 US‐AP2‐32* Plate, Check Valve it will attack synthetic rubber seals. 12 US‐G1‐92* Gasket, Throle Body to Mixer 13 US‐P4‐1* Piston, Idle Cutoff 6. US-RK-CA50/55 KIT INCLUDES: 14 N/A Washer US-AV1-18 Air-Gas Valve Assembly, Ring, Sealing 15 US‐S2‐44* Spring, Idle Cutoff US-AP2-32 Plate, Check Valve 16 US‐S1‐3* Screw, 10‐24 x 5/8” SEMS (4) US-G1-92 Gasket, TB to mixer 17 US‐S1‐69 Screw, 1/4‐28 x 5/16” (2) US-S1-3 Screw, 10-24 x 5/8” 18 US‐AT2‐25 Throle Body Assy. -
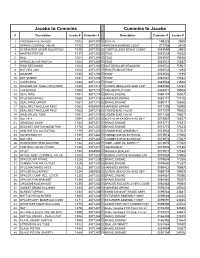
Cummins Xref 4 04.Pdf
Jacobs to Cummins Cummins to Jacobs # Description Jacobs # Cummins # Description Cummins # Jacobs # 1 CROSSHEAD,EXHAUST 1003 3871200 SCREW 199225 2969 2 SPRING,CONTROL VALVE 1012 3871201 WASHER,BEARING LOCK* 217788 2514 3 SCREW,RKR LEVER ADJUSTING 1015 3871202 CONTROL,ENG BRAKE CABIN* 3042594 3965 4 MASTER PISTON 1017 3871203 STUD 3063529 15633 5 BALL 1021 3871204 STUD 3063530 15635 6 SPRING,SLAVE PISTON 1022 3871205 STUD 3063531 15637 7 RING,RETAINING 1023 3871206 NUT,REGULAR HEXAGON* 3063532 15901 8 NUT,HEX JAM 1026 3871207 SPACER,MOUNTING* 3063533 1234 9 WASHER 1030 3871208 STUD* 3063546 1199 10 SET SCREW 1031 3871209 STUD* 3063547 13542 11 CAPSCREW 1033 3871210 STUD* 3063548 13540 12 WASHER,OIL TUBE CAPSCREW 1049 3871212 SCREW,HEXAGON HEAD CAP* 3063550 12292 13 CAPSCREW 1050 3871213 TAG,INSTRUCTION* 3063571 15908 14 SEAL RING 1051 3871214 BRAKE,ENGINE 3065137 16007 15 STUD,MOUNTING 1055 3871215 HARNESS,WIRING 3065171 17416 16 SEAL RING, UPPER 1081 3871216 BRAKE,ENGINE* 3069111 16656 17 SEAL,RECTANGULAR RING 1082 4026537 HARNESS,WIRING 3071205 18055 18 SEAL,RECTANGULAR RING 1083 3871218 CROSSHEAD,VALVE* 3071207 19805 19 WASHER,OIL TUBE 1091 3871219 CROSSHEAD,VALVE 3071208 19807 20 NUT,HEX 1094 3871220 SCREW,HEXAGON HEAD SET* 3072887 16627 21 GRINDING GAGE 1153 3871221 BRAKE,ENGINE 3073771 17421 22 BRACKET,SWITCH MOUNTING 1178 3871222 BRAKE,ENGINE 3073772 17423 23 ARM,SWITCH ACUTATING 1179 3871223 CROSSHEAD ASSEMBLY 3073952 17302 24 COVER,SWITCH 1180 3871224 CONNECTOR,ELECTRICAL* 3073972 17366 25 NUT,HEX 1181 3871225 CONNECTOR,ELECTRICAL* 3073974 17367 26 SCREW,HEX HEAD MACHINE 1182 3871226 TUBE, LUBE OIL SUPPLY* 3073975 17352 27 CONTROL VALVE COVER 1189 3871227 UNION,MALE* 3073976 17186 28 STUD* 1199 3063546 WASHER,SEALING 3073977 17184 29 SPOOL ASSY.,CONTROL VALVE 1200 3871228 SCREW,CAPTIVE WASHER CAP 3074534 17958 30 SPACER,AIR INTAKE 1226 3871229 BRAKE,ENGINE 3079659 17285 31 CONNECTOR,AIR OUTLET 1229 3871230 BRAKE,ENGINE 3079660 17287 32 STUD,MACHINED ASSY. -

Greensteam Report: Valve Actuation Systems & Further Research Tae Rugh, Summer 2020
Greensteam Report: Valve Actuation Systems & Further Research Tae Rugh, Summer 2020 Valve Actuation Systems Greensteam aims to design a modern steam engine that maximizes simplicity and frugality while maintaining high energy efficiency. The valve actuation mechanism presents one of the most important design challenges in achieving this objective. A number of potential options have been designed, each with its advantages and drawbacks. Cam/Poppet The classic option--a staple for internal combustion engines--is the cam/poppet valve system. Unlike internal combustion engines which typically have a separate belt-driven camshaft, we can simply attach the cam to the crankshaft to reduce complexity. As the crankshaft rotates, the cam’s asymmetric shape pushes the cam follower rod up which opens a poppet valve to allow inlet steam to enter the cylinder. This system has superior sealing qualities and reliability. The drawbacks are that it can be complex to manufacture (high precision is required for the poppet head, poppet seat, and cam), it requires a heavy spring to maintain contact between the follower and cam (which reduces efficiency), and a separate poppet valve is necessary for each cylinder (meaning more moving parts). The cam shape determines the engine’s timing, but it is constrained by a number of variables. The first constraint is cutoff (cutoff is the percentage of the powerstroke duration in which steam is allowed to enter). For a 20% cutoff, the incline and decline must occur within 38° of the cam’s rotation. The second constraint is that the height offset must be sufficient for the desired inlet flow rate. -

National Historic Mechanical Engineering Landmark Emery Rice
National Historic Emery Rice T. V. Engine (1873) The American Society of Mechanical Engineering U. S. Merchant Marine Academy Mechanical Engineers Landmark Kings Point, Long Island, New York September 28, 1985 The Back-Acting Engine of the was sent to the breakers in 1958. It repre- the third, the only twin-screw vessel, T. V. EMERY RICE sents a typical naval engine of the nine- was fitted with two compound overhead- This engine of the training vessel T. V. teenth century during the time of mo- beam engines. The fourth ship, a dis- EMERY RICE was constructed in 1873 mentous change: sail was giving way to patch vessel, was driven by a vertical and began its long career in the USS steam, iron hulls replacing the “wooden compound. All in all, it was quite a Ranger, an iron gunboat rigged as three- walls,” and the entire character of naval power spectrum reflecting mixed opin- masted barque and commissioned in engagements transformed as new guns ions of the time. 1876. With 1909, the RANGER was and armor plate came into their own. This engine—the type is called “back- transferred to the Massachusetts Nau- In this engine we have the real hard- acting” in the United States and “return tical Training School and was suc- ware—not pallid engravings or faded connecting-rod” in England—has all the cessively known as ROCKPORT, NAN- photos without a sense of scale—to show parts of a conventional reciprocating en- TUCKET and BAY STATE. The ship how things were near the end of a once gine that are adroitly re-arranged to form was again renamed in 1942 to honor Cap- vital development naval steam power that a compact horizontal compound engine. -

API Installation Service Manual 9003
INSTALLATION AND SERVICE MANUAL 9003 TABLE OF CONTENTS SUBJECT PARAGRAPH PAGE INTRODUCTION ....................................................................................................... 1 RECORD OF REVISION............................................................................................ 2, 3 SECTION ONE DESCRIPTION AND PRINCIPLES OF OPERATION GENERAL .............................................................................1-1 ................................ 4 SYSTEM DESCRIPTION .....................................................1-2 ................................ 5 AIR SECTION .......................................................................1-3 ................................ 6 FUEL REGULATOR SECTION ..........................................1-4 ................................ 7 IDLE SYSTEM ......................................................................1-5 ................................ 8 MANUAL MIXTURE CONTROL .......................................1-6 ................................ 8 FLOW DIVIDER ...................................................................1-7 ................................ 9 DISTRIBUTION BLOCK .....................................................1-8 ................................ 9 INJECTOR NOZZLES ..........................................................1-9 ................................ 10 SYSTEM REQUIREMENTS ................................................1-10 .............................. 10 PERFORMANCE ..................................................................1-11 -
• a Brief Revisit to an Elevated Railroad • at the Throttle of the Detroit Arrow
NEWSLETTER OF THE FORT WAYNE RAILROAD HISTORICAL SOCIETY WINTER 2015 • A brief revisit to an elevated railroad • At the throttle of the Detroit Arrow IN THIS ISSUE • Santa Train breaks records again • Joe Knapke elected to board of directors NEWSLETTER OF THE FORT WAYNE RAILROAD HISTORICAL SOCIETY WINTER 2015 Homeward bound on the 765’s last trip of 2014. Brandon Townsley When the extraordinary becomes commonplace, it is no less remarkable Volunteer Ken Wentland engages passengers within the warm confines of Nickel Plate Caboose no. 141. By Kelly Lynch, Editor The long steel rail and our 400-ton time accomplishment in the steps of the 765 and her Record breaking Santa Train carries on community tradition machine took us on another adventure in crew - the kind that engine crews in their crisp By Kelly Lynch, Editor 2014. The famed Water Level Route made for denim and chore coats must have once felt at Last December, our long-running Santa Train event expected to be able to immediately board the train, most fast, easy running on employee appreciation the end of a day’s shift 60 years ago. received a significant upgrade by way of offering advance were content with a wait no longer than 45 minutes, a tour specials for Norfolk Southern between Elkhart, In August, we had our first planning ticket sales for the first time in history. of the 765, and kids had the option of watching the Polar Indiana and Bryan, Ohio. The 765 muscled meeting for 2015 with Norfolk Southern. Over 3,000 passengers visited us in 2013, at times Express while they waited. -

A Novel Steam Engine Concept
A Novel Steam Engine Concept Hadeel Solaka 4F1824 – Project Course in Machine Engineering School of Industrial Engineering and Management January 2007 Fördjupningsarbete i Maskinkonstruktion 2007 Ett modernt ångmotorkoncept Hadeel Solaka Datum Examinator Handledare 2007-Maj-02 Ulf Sellgren Ulf Sellgren Uppdragsgivare Kontaktperson Ulf Sellgren Ove och Peter Patell Sammanfattning Projekt uppgiften var att bygga upp en solidmodell av en BC-hybrid och att använda denna modell för att visualisera systemets funktion och för att illustrera dess kompakthet. Först skulle ett affärskoncept tänkas ut. Sedan skulle design och tekniska lösningar skapas, för att sedan leda till teknisk utvärdering och dimensionering. Projektet handlade om uppbyggandet av en solidmodell av en modern kompakt ångmotor som utnyttjar avgasenergin från en lastbilmotor. Detta kallas för en BC-Hybrid (Bottoming-Cycle Hybrid). För att kunna utnyttja avgasenergin från en lastbilmotor på ett effektiv sätt, kopplade ångmotorn direkt efter dieselmotorns utloppsportare(6-cylendrig). Detta medförde ett riskabelt koncept med ett vanligt dieselgrenrör eller med ett rakt grenrör. Kombinationen blev ett X-grenrör. Resultat utav detta blev en designmässigt lämpad produkt som har goda förutsättningar att lyckas väl på marknaden. Hybrid ångmotor är i enlighet med vår projektidé mycket slitstark, kompakt och miljö vänligt. Figur 1. Visar den slutliga kompakta lösning för BC-Hybrid 2 Project course in Machine Design 2007 A Novel Steam Engine Concept Hadeel Solaka Date Examiner Supervisor 2007-May-02 Ulf Sellgren Ulf Sellgren Commissioner Contact person Ulf Sellgren Ove and Peter Patell Abstract Project’s task was to build a solid model of a BC- hybrid and use the model to visualise system function and to illustrate its compactness. -
ENGINE Internally Lubricated Parts Including
Inside5pgFldout 12/14/05 09:43 AM Page 1 ENGINE Internally • Cylinder Heads • Water Pump • Extension Housing • Sprags • Cooling fan clutch DIFFERENTIAL – FUEL – • Center Link lubricated parts • Intake Manifold • Water Pump Pulley Gasket • Springs • Cooling fan electric (Primary Drive) – • Fuel tank and lines • Control Rings including: • Intake Valves • Gears • Sprockets motors • Pinion Bearings • Fuel Sending Unit • Control Valve • Pistons • Intercooler The engine block and • Governor • Stator • Pinion Gear • Fuel Inject Metering • Cups • Piston Rings • Lifters cylinder heads are also • Governor Cover • Stator Shaft SEALS AND GASKETS – • Pinion Flange Pump • Drag Link • Piston Pins • Main Bearing Caps covered if caused by a • Governor Gear • Sun Gear Shell • Head gasket(s) • Propeller Shafts; • Fuel Injectors • Pitman Arm failure of any of the • Crankshaft and Main • Main Bearings • Idler Shaft • Sun Gears • Intake Manifold “U” joints • Fuel Distributor • Pitman Shaft Bearings above covered items. • Oil Cooler • Input Shaft • Synchronizer Hub Gasket • Axle Shafts • Fuel pump housing • Pitman Shaft Adjuster • Camshaft and • Oil Cooler Lines • Inspection Plugs • Synchronizer Key(s) • Upper Plenum Gasket • Axle Bearings & • Diaphragms • Pitman Shaft Seal Bearings TRANSMISSION – Races • Oil Filter Adapter • Intermediate Shaft • Synchronizer Ring • Valve Cover Gasket • Springs O-ring • Timing Chain Automatic or Manual: • Axle Flange • Oil Pan • Main Shaft • Synchronizer Sleeves • Water Pump Gasket • Valves and Actuating • Pump Shaft • Timing -

NHRA Pro Stock Electronic Fuel Injection Requirements
PRO STOCK ELECTRONIC FUEL INJECTION TECHNICAL DOCUMENTATION 02/26/20 Rev7 Table of Contents • Table of Contents 1 • NHRA Pro Stock EFI Requirements 2 • K&N Pro Stock EFI Air Intake Assembly 5 o K&N Air Induction System Update and Requirements 6 o Assembly Drawings 7 • Holley NHRA Pro Stock EFI Parts List 11 • Holley EFI HP ECU Features, Specifications, Manuals and Diagrams 14 o Holley NHRA Pro Stock Holley EFI HP ECU Features 15 o Key Software Features 16 o NHRA Pro Stock EFI Systems Manual 17 o Holley EFI Wiring Manual and Diagrams 21 • Injector Flow Matching Example 63 • Throttle Body Dimensional Specifications 65 • Mandated Sensor and Harness Specifications 68 o CAM Sync Signal Sensor 69 o Coil-Near-Plug Smart Coil 73 o Hall Effect Crankshaft Signal Sensor 79 o Holley EFI 36-1 Tooth Crank Trigger System 81 o HP EFI Smart Coil Sub Harness 82 o Input/Output Auxiliary Harness 84 o Pressure Transducer 85 o Injector Bung Installation 86 • EFI CAN Communications 88 o Holley EFI CAN Connector Kit 89 rd o HEFI 3 Party CAN Communications Protocol 90 rd o Holley 3 Party Protocol Decoder 93 rd o 3 Party CAN Capture 95 • Five Star Fabrication Hood Components 97 o Filler Panels and Universal Cowl 98 1 NHRA Pro Stock Electronic Fuel Injection Requirements NHRA Pro Stock Electronic Fuel Injection Requirements • Engine Control Unit: o Holley HP ECU – P/N 554-129 mandatory o EFI closed loop functionality permitted o Rev Limiter: ▪ NHRA hard limiter set to 10,500 rpm ▪ Teams have the ability to set soft limiter to desired rpm level • Throttle Body: o Holley – P/N 112-123 mandatory (25 sq. -

Historic Mechanical Engineering Landmark Louisville, Kentucky 23 April 2010
Historic Mechanical Engineering Landmark Louisville, Kentucky 23 April 2010 program cover.indd 1 4/14/10 7:47 AM BOILERS FUEL TANKS STEEL HULL RUDDERS STEAM ENGINES SEA CHEST DRAFT: Three high-pressure steam boilers 22,000 gallons of fuel oil. The Belle burns Divided into 28 watertight compartments Three work in tandem. Two engines, 16 inches in diameter To take on river water 5 feet producing 200 pounds per square inch. about 150 gallons per hour at full speed. and 5 feet wider than originally built. Steering is steam-assisted. with a 6.5 foot stroke, produce 450 to feed the boilers. horsepower combined. program cover.indd 2 4/9/10 1:14 PM 7+(67($0%2$7v%(//(2)/28,69,//( The Belle of Louisville represents a significant historical treasure to the field of mechanical engineering. This still active steamboat contributes greatly to a heritage, which could otherwise be lost, of the days when this country was young and expanding within its own frontiers. The fact that she has been in-service for 95 years is the result of her builder’s willingness to embrace new technologies in 1914 and 1915. 7+(+,6725<$1'+(5,7$*(352*5$02)$60( The History and Heritage Landmarks Program of ASME (the American Society of Mechanical Engineers) began in 1971. To implement and achieve its goals, ASME formed a History and Heritage Committee initially composed of mechanical engineers, historians of technology and the curator of mechanical engineering at the Smithsonian Institution, Washington, D.C. The History and Heritage Committee provides a public service by examining, noting, recording and acknowledging mechanical engineering achievements of particular significance. -

Boiler Safety from Minnesota DOLI
Your guide to safer boiler operation A 4 1 C 5 8 Supply main D 2 E ASME Relief valve B Check valve City water 8 supply Fill valve 6 normally used 3 7 Hot water boiler Pump Return main Steam boiler Hot-water boiler 1. Safety valve A. Expansion tank 2. Low-water cutoff B. Low-water cutoff 3. Water column blow-down valve C. Combination temperature/pressure 4. Pressuretrols (one is high-limit safety) gauge or altitude/temperature gauge 5. Steam pressure-gauge D. Operating aquastat 6. Water column clean-out (cross tee) E. High-limit safety aquastat 7. Bottom blow-off and drain valve 8. Low-water cutoff/blow-off valve Note: Second low-water-cutoff not shown in diagram Boiler water-level – The first duty when taking over a boiler-room shift is to make certain the pipe, fittings and valves between the water glass and boiler are free and open by blowing down the water column and water glass and noting the promptness of the return of water to the glass. The most important rule – The most important rule for the safe operation of boilers is to maintain the proper water- level at all times, and as constant a level as conditions will permit. If water is not visible in the water glass, shut the boiler off immediately until a safe water-level has been determined. Low-water and feedwater controls – The low-water cutoff is the most important electrical/mechanical device on your boiler for maintaining a safe water-level. If a low-water condition develops, it could very well result in an overheating and explosion of your boiler.