Milk and Whey Processing Coproducts
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Suggested Protein Supplements
Suggested Protein Supplements Choose supplements that provide 100-200 calories, 20-30 grams of protein, and less than 5 grams of sugar per standard serving. A good supplement will provide at least 15 grams of protein per 100 calories. Supplement Calories Protein Sugar Protein Other Where to Purchase (serving size) (grams) (grams) Source Ready to Drink (RTD) Elevation 160 30 1 Milk GF Aldi, online High Performance Kosher Protein Shake (11 fl oz) Ensure Max 150 30 1 Milk GF/LF CVS, Rite Aid, Shopper’s, Target, (11 fl oz) Kosher Walgreen’s, Walmart, Weis, online Equate 160 30 1 Milk GF Walmart, online High Performance Kosher (11 fl oz) Fairlife 150 30 2 Milk GF/LF BJ’s, Sam’s Club, online Nutrition Plan Kosher (11.5 fl oz) GNC Lean Shake 25 170 25 2 Milk LF GNC, online (14 fl oz) Orgain Organic Protein 150 26 1 Milk GF Costco, Rite Aid, Safeway, Nutritional Kosher Target, Vitamin Shoppe, (14 fl oz) Walgreen’s, Whole Foods, online Orgain Organic Protein 150 21 0 Pea GF/LF Costco, Rite Aid, Safeway, Vegan Kosher Target, Vitamin Shoppe, (14 fl oz) Walgreen’s, Whole Foods, online Premier Protein 160 30 1 Milk GF BJ’s, Costco, CVS, Sam’s Club, (11 fl oz) Kosher Food Lion, Giant, Harris Teeter, Rite Aid, Safeway, Target, Walgreen’s, Walmart, 7 Eleven, online Pure Protein Milk GF Costco, Sam’s Club, BJ’s, Giant, Shake (11 fl oz can) 150-170 35 1 Safeway, Vitamin Shoppe, Complete Shake (11 fl oz) 140 30 <1 Walmart, online Quest 160 30 1 Milk GF CVS, Giant, Target, Vitamin (11 fl oz) Kosher Shoppe, Walmart Unjury 110 20 2 Milk Kosher Unjury.com, -
2018 Bottle Bill Expansion: Frequently Asked Questions
2018 Bottle Bill Expansion Frequently Asked Questions Beginning January 1, 2018, all beverages except distilled liquor, wine, dairy or plant- based milks, infant formula, and meal replacement beverages will have an Oregon refund value of 10 cents. The following are frequently asked questions about this expansion: Q: The list above describes the beverages that will not have an Oregon refund value. What new beverages will have a refund value? A: There are too many beverages on the market to list them all, but some common types of beverages that will have a refund value beginning on January 1, 2018 include juice, hard cider, energy and sports drinks, tea, coffee (including frappuccinos and other coffee drinks that include milk), kombucha, ready-to-use mixers (such as margarita mix), smoothies, protein shakes (unless they are marketed as a meal replacement), non- alcoholic wine, nutritional supplements (like Muscle Milk), drinking vinegar, marijuana beverages, and coconut water. Q: What are some specific products that will not have an Oregon refund value? A: In addition to distilled liquor, wine, dairy or plant-based milks, infant formula, and meal replacement beverages, here are some products that will not be included in the expansion: kefir, buttermilk, flavored milks (such as chocolate), lactose free milk, vinegar (unless it is marketed as a drinking vinegar), flavoring, condiments (such as soy sauce and sriracha), concentrates (including concentrated juices and concentrated coffee), mead (which is a wine), hard cider over 8.5% alcohol by volume (which is considered a wine), syrup, and coconut milk. Q: Will a beverage containing distilled liquor be exempt even if it contains other beverages that have a refund value? A: Any beverage containing distilled liquor will be exempt even if the beverage contains other ingredients. -
F-Type Decanter Centrifuge for Efficient Separation and Hygienic Processing in the Dairy Industry
F-type decanter centrifuge For efficient separation and hygienic processing in the dairy industry ASK YOUR SEPARATION SPECIALIST www.andritz.com/separationandritz.com/separation Players in the dairy industry, you are facing challenges re- lating to purity, hygiene, en- ergy savings, and process optimization every day. There is one solution that can help you to solve these issues: the ANDRITZ SEPARATION F-type decanter! With more than 15,000 de canter cen- trifuges installed around the world, the F-type decanter specially designed for the food industry meets the most demanding require ments of dairy experts. Reliable technology based equipped with various cleaning phases in Your benefits on detailed knowledge of the cleaning-in-place (CIP) system. Excellent performance and clarifica- the process tion due to optimized scroll design At ANDRITZ SEPARATION, we know every By using our CentriTune control system, Maximum availability as a result of process in the dairy industry, and we pay up to ten CIP phases can be planned. The excellent cleaning properties and attention to your every need: each dairy integrated CIP nozzles ensure optimum fully automated CIP application has its own specially designed cleaning efficiency for all related parts, Optimum product quality thanks to decanter with specific features to achieve such as solids and liquid casing, feed integrated washing device and spe- the best performance and meet all of your pipe, or outer bowl parts, thus preventing cial feed chamber, ensuring gentle requirements. any impurities or -

Heirloom Buttermilk Starter Instructions
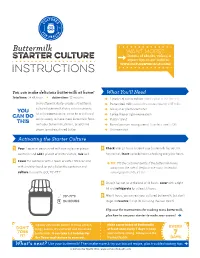
INSTRUCTIONS FOR MAKING BUTTERMILK 1 Put 1 quart pasteurized milk into a glass or plastic container. 2 Add ¼ cup buttermilk from the previous batch. Mix thoroughly. To make larger batches, use 1 tablespoon buttermilk per cup of milk, making up to ½ gallon per container. 3 Cover with a towel or coffee filter, secured with a rubber band, or put a lid on the container. 4 Place in a warm spot, 70°-77°F, to culture for 12-18 hours. 5 Check every few hours by tilting the jar gently. If the buttermilk moves away from the side of the jar in one mass, CULTURED BUTTERMILK instead of running up the side, it is finished culturing. STARTER 6 Once it has set, cover with a tight lid and refrigerate for at least 6 hours. BEFORE YOU GET STARTED 7 The cultured buttermilk can now be eaten. Reserve some for culturing the next batch. • This box contains 2 packets of freeze-dried buttermilk starter. • Follow Instructions for Making Buttermilk (above) to make a Please store one packet in the freezer as backup. new batch at least every 7 days to keep your cultures strong. • If at any point you have questions or concerns about Always use the freshest batch of buttermilk as starter. your culturing process, contact Customer Support before • If you wish to use raw milk to make buttermilk, please visit discarding anything. our website for detailed instructions. • Avoid using ultra-pasteurized or UHT milk • Avoid aluminum utensils when making buttermilk. Stainless steel is acceptable. • Fermented foods often have a sour but clean aroma and flavor. -

Let's Make Butter
F Let’s MAKE BUTTER FAMILY Equipment • 1 carton of double or single cream (250ml) • 1 jam jar with a lid or a plastic container for younger children • 1 glass • 1 plate • A strong pair of arms Background A mixture is made up of two or more substances which are jumbled together. For example for Information breakfast you may have a bowl of cereal and milk, this is a mixture. Cream is also a mixture. Let’s see how we can separate cream into two parts, a solid and a liquid. What to do 1. Take the cream out of the fridge. Do you notice that it feels cold? 2. Leave the cream on the table for about an hour. It shouldn’t feel cold now, unlike when it came out of the fridge. 3. Pour the cream into the jar until it is about half full. 4. Screw the lid on tight. 5. Take the jar and start shaking it up and down. Play some music and have fun dancing as you shake. Stop and look at the cream in your jar every few minutes. What do you notice? What After about 15 minutes you’ll feel something solid in the jar. Keep going until you see a solid lump. happens? Take the lid off the jam jar. What do you see? The solid yellow lump is butter and the whitish liquid is buttermilk. Why did this Cream is a mixture. It is made of tiny drops of water mixed with fat droplets and protein. Shaking happen? the cream in the jar makes the fat droplets stick together, forming butter. -

CHEESE and WHEY: the Outcome of Milk Curdling
foods Editorial CHEESE and WHEY: The Outcome of Milk Curdling Golfo Moatsou * and Ekaterini Moschopoulou Laboratory of Dairy Research, Department of Food Science and Human Nutrition, Iera Odos 75, 11855 Athens, Greece; [email protected] * Correspondence: [email protected]; Tel.: +30-210-529-4630 The present Special Issue is dedicated to both products of the cheesemaking process, that is cheese and whey. Cheese is an excellent and complex food matrix that preserves in concentrated form valuable milk constituents, such as proteins, minerals, vitamins, and biofunctional lipids. The formation of cheese mass requires the removal of whey, i.e., water and soluble milk substances—proteins, minerals, lactose, and vitamins—. According to Fox and McSweeney [1], cheese is the most diverse group of dairy products manufactured from a few kinds of milk by means of a protocol that is more or less common in respect to the first 24 h of manufacture. They suggest that cheese is the most interesting and challenging dairy product due to an inherent instability that results from a series of biochemical changes. Whey is the valuable byproduct derived from the cheesemaking process. Lactose and whey proteins are the main compounds of whey and the main reasons for its valorization, through the production of whey cheeses, functional/nutritional whey proteins concentrate, bioactive peptides, and oligosaccharides [2,3]. In the present article collection, two publications for the Parmigiano Reggiano cheese are included. Considering the demanding cheese making conditions and the long-term ripening of this cheese variety, relevant studies are of particular importance. Franceschi et al. [4] designed a two-year study in various cheese factories to assess the performance Citation: Moatsou, G.; of milk with high somatic cell count (SCC), i.e., from 400,000 to 1,000,000, when it is used Moschopoulou, E. -

Horchata Drink Mix Whey Protein for Ethnic Foods
2017 – Downloaded from hilmaringredients.com Horchata Drink Mix Whey protein for Ethnic Foods As the Hispanic population expands, related taste trends follow. Horchata is a traditional Latin beverage with its roots in Mexican, Central American and Spanish cultures. Horchata is now becoming popular in the US as a beverage as well as a flavor in various foods. Examples of Horchata flavoring can be found in ice cream, franchise coffee beverages, commercial energy drinks and drink mixes. While these products commonly contain dairy, most have marginal protein content. This concept formulation for a Horchata dry mix has a simple, clean ingredient list. It is fortified with Skim Milk Powder, Whey Protein Isolate and Whey Protein Hydrolysate. Together, they supply protein nutrition across a spectrum of digestion rates and deliver the protein equivalency of one cup of milk. Hilmar™ LH-SMP Low Heat Skim Milk Powder is made from fresh, pasteurized cow’s milk. It has a sweet, clean flavor. Hilmar™ 8360 Instantized Whey Protein Hydrolysate is a unique instantized 80% whey protein hydrolysate that is highly dispersible. It has been enzymatically hydrolyzed to produce a mixture of peptides and free amino acids for enhanced nutritional and functional benefits. Hilmar™ 9010 Instantized Whey Protein Isolate is produced with a special agglomeration and surface treatment to enhance its dispersibility and quick hydration into solution. Clean flavor, acid and heat stability and superior protein nutrition make Hilmar™ 9010 an outstanding choice for dry mix beverages. Hilmar whey proteins are complete proteins providing the essential amino acids in an optimum blend for human consumption. All HilmarTM whey proteins have a PER of 3.2, a “perfect” PDCAAS of 1.00 and have a low glycemic load at 2 per 100 grams for concentrates and <1 for whey protein isolates. -

DEMONSTRATION Instant Cheese Bioplastic WGBH EDUCATIONAL FOUNDATION WGBH GRATEFULLY ACKNOWLEDGES the CONTRIBUTION of the MATERIALS RESEARCH SOCIETY
DEMONSTRATION Instant Cheese Bioplastic WGBH EDUCATIONAL FOUNDATION WGBH GRATEFULLY ACKNOWLEDGES THE CONTRIBUTION OF THE MATERIALS RESEARCH SOCIETY. 2010 54 © MAKING STUFF CLEANER Demonstration ach year, we extract some 30 trillion tons of raw materials from Overview the Earth. We turn iron ore into steel cars, petroleum products intoE plastics, and metals into batteries. What happens to all those raw TITLE materials when the useful life of our stuff ends? Many end up in landfills Instant Cheese Bioplastic or at the bottom of rivers, lakes, and oceans. SHOW NOVA’s Making Stuff: Cleaner explores the rapidly developing science Making Stuff: Cleaner and business of clean energy and clean materials. The show follows innovative materials scientists as they work to invent cleaner materials DESCRIPTION to help solve environmental problems created by the production and In this two-part demonstration, use of automobiles, plastics, and batteries. These new materials— visitors will learn about bioplastic and see a simple bioplastic made including plastics made from sugar instead of petroleum and tires made by curdling milk with vinegar in a from orange peel oil—could provide the energy and materials we need process similar to cheese making. without polluting the Earth. OBJECTIVE Materials scientists are asking: Visitors will learn about bioplastic, • What if we lived in a zero-waste world where every product could be a material made of plant or animal recycled, reused, or composted? matter that is cleaner because it breaks down more easily in the • How can we replace dirty materials with cleaner biomaterials? environment than petroleum- based synthetic plastics. Science Background OTHER KEY TALKING POINTS Materials scientists are developing The word plastic has many meanings. -
Centrifugal Separators and Milk Standardisation
Centrifugal separators and milk standardisation Centrifugal separators Some historical data A newly invented appliance for separating cream from milk was described in the German trade journal “Milch-Zeitung” dated the 18th of April 1877. This was “a drum which is made to rotate and which, after turning for a time, leaves the cream floating on the surface so that it can be skimmed off in the usual fashion”. After reading this article, a young Swedish engineer, Gustaf de Laval, said, “I will show that centrifugal force will act in Sweden as well as in Germany.” The daily newspaper “Stockholms Dagblad” of 15th January 1879 reported: “A centrifugal separator for cream skimming has been on show here since yesterday and will be demonstrated every day between 11 a.m. and 12 noon on the first floor of the house of number 41, Regeringsgatan. The machine can be likened to a drum which is driven round by a belt and pulley. The cream, which is lighter than the milk, is driven by centrifugal force to the surface of the milk and flows off into a channel from which it is led into a collection vessel. Fig 6.2.1 Gustaf de Laval, inventor of Under it, the milk is forced out to the the first continuously working centrifugal separator. periphery of the drum and is collected in another channel, whence it is led to a separate collecting vessel.” From 1890, the separators built by Gustaf de Laval were equipped with specially-designed conical discs, the patent on which had been granted in 1888 to the German Freiherr von Bechtolsheim and had been acquired in 1889 by the Swedish company AB Separator, of which Gustaf de Laval was part-owner. -

Country Cheese – a Primer by Dan Gill, Ethno-Gastronomist
Country Cheese – A Primer By Dan Gill, Ethno-Gastronomist My wife, Barbara, recently made her special meatless lasagna, featuring handfuls of fresh basil and parsley, and bemoaned the fact that she no longer had my good homemade dry curd cottage cheese and had to resort to ricotta. Ricotta cheese, made from acidified whey, lacks the flavor and meaty texture of dry curd cottage cheese. Commercial (wet curd or creamed) cottage cheese is not an acceptable substitute: It is insipid, entirely too wet, and contains all sorts of additives, including phosphates and stabilizers to bind the added liquids from milk and whey so that we can be sold more water. Dry curd, or acid curd cottage cheese contains nothing but fermented milk and maybe a little salt. It is crumbly, pleasantly tart and can easily be made at home. Due to the health and nutritional benefits of naturally fermented milk products, dry curd cottage cheese has received a lot of attention recently. It is an excellent source of protein, calcium and digestible carbohydrates for dieters, and meets the low-lactose requirements of the Specific Carbohydrate Diet. I used to make a lot of cottage cheese (and butter and Cup Cheese) at home until our cow died. When we started Something Different, I made cottage cheese from powdered milk so that we had the whey to make our bread. Whey reinforces gluten in bread flour, resulting in a chewier texture that holds up well to our hearty sandwiches. Cottage cheese was actually the by-product. We sold it to the few customers who knew what it was and used it to make dips, spreads and real cheesecake. -
Instructions for Making Cultured Buttermilk
Buttermilk Want more? Dozens of eBooks, videos, & Starter culture expert tips on our website: mwww.culturesforhealth.com Instructions R You can make delicious buttermilk at home! What You’ll Need Total time: 24-48 hours _ Active time: 30 minutes 1 packet of starter culture (store extras in the freezer) Our buttermilk starter creates a traditional o Pasteurized milk (avoid ultra-pasteurized or UHT milk) cultured buttermilk that is rich in nutrients. o Glass jar or plastic container you As an heirloom culture, it can be re-cultured o Coffee filter or tight-weave cloth can do continuously to make more buttermilk. Bake o Rubber band this with your buttermilk, drink it, or add it to o Non-aluminum mixing utensil (stainless steel is OK) cream to make cultured butter. o Thermometer o Activating the Starter Culture >1 Pour 1 quart of pasteurized milk into a glass or plastic >3 Check after 24 hours to see if your buttermilk has set. If it container and add 1 packet of starter culture; mix well. has not set, leave up to 48 hours, checking every few hours. 2 Cover the container with a towel or coffee filter secured > TIP: Tilt the container gently. If the buttermilk moves with a rubber band, or put a lid on the container and oaway from the side of the jar in one mass, instead of culture in a warm spot, 70°-77°F. running up the side, it’s set. Once it has set, or at the end of 48 hours, with a tight >4 cover lid and refrigerate for at least 6 hours. -

Development of Functional Buttermilk by Soluble Fibre Fortification
FUNCTIONAL FOOD DEEPAK MUDGIL*, SHEWETA BARAK *Corresponding Author Department of Dairy and Food Technology, Mansinhbhai Institute of Dairy and Food Technology, Mehsana, Gujarat-384002, India Deepak Mudgil Sheweta Barak Development of functional buttermilk by soluble fibre fortification KEYWORDS: buttermilk, soluble fibre, partially hydrolysed guar gum, fortification, sensory. Buttermilk has a potential to become a daily diet drink at global level due to its high nutritive value and Abstract ease of production process. In present study, novel buttermilk beverage was developed using fibre fortification. Acidity, pH, viscosity, whey separation and sensory properties were studied. Fortification with fibre (1-5%) showed non- significant changes in buttermilk acidity and pH. Phase separation was lowest and viscosity was highest in buttermilk sample with 5% fibre. Buttermilk samples were also evaluated for their sensory characteristics including color and appearance, body and mouthfeel, flavor and overall acceptability. Samples with 4% fibre level obtained the highest scores in the sensory evaluation. The viscosity of the buttermilk samples increased proportionally with the levels of fibre fortification. Soluble dietary fibre fortification at 4% level in buttermilk improved nutritive, physicochemical and desirable sensory characteristics. INTRODUCTION B2, vitamin B12, pantothenic acid-vitamin B5, zinc, potassium, protein, iodine and molybdenum. Presence of all these Functional foods are the products that resemble traditional nutrients in buttermilk makes it a nutritious and health-supportive foods but possessed demonstrated physiological benefi ts food. Buttermilk has been attributed nutraceutical, therapeutic due to presence of some bioactive components (1). Milk and probiotic effects, such as digestion enhancement, immune and dairy products have been an important part of human system boosting, anti-carcinogenic activity and reduction in diet from ancient times in many parts of world (2).