2 Position Throttle Control
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Small Engine Parts and Operation
1 Small Engine Parts and Operation INTRODUCTION The small engines used in lawn mowers, garden tractors, chain saws, and other such machines are called internal combustion engines. In an internal combustion engine, fuel is burned inside the engine to produce power. The internal combustion engine produces mechanical energy directly by burning fuel. In contrast, in an external combustion engine, fuel is burned outside the engine. A steam engine and boiler is an example of an external combustion engine. The boiler burns fuel to produce steam, and the steam is used to power the engine. An external combustion engine, therefore, gets its power indirectly from a burning fuel. In this course, you’ll only be learning about small internal combustion engines. A “small engine” is generally defined as an engine that pro- duces less than 25 horsepower. In this study unit, we’ll look at the parts of a small gasoline engine and learn how these parts contribute to overall engine operation. A small engine is a lot simpler in design and function than the larger automobile engine. However, there are still a number of parts and systems that you must know about in order to understand how a small engine works. The most important things to remember are the four stages of engine operation. Memorize these four stages well, and everything else we talk about will fall right into place. Therefore, because the four stages of operation are so important, we’ll start our discussion with a quick review of them. We’ll also talk about the parts of an engine and how they fit into the four stages of operation. -

Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods
materials Review Overview of Materials Used for the Basic Elements of Hydraulic Actuators and Sealing Systems and Their Surfaces Modification Methods Justyna Skowro ´nska* , Andrzej Kosucki and Łukasz Stawi ´nski Institute of Machine Tools and Production Engineering, Lodz University of Technology, ul. Stefanowskiego 1/15, 90-924 Lodz, Poland; [email protected] (A.K.); [email protected] (Ł.S.) * Correspondence: [email protected] Abstract: The article is an overview of various materials used in power hydraulics for basic hydraulic actuators components such as cylinders, cylinder caps, pistons, piston rods, glands, and sealing systems. The aim of this review is to systematize the state of the art in the field of materials and surface modification methods used in the production of actuators. The paper discusses the requirements for the elements of actuators and analyzes the existing literature in terms of appearing failures and damages. The most frequently applied materials used in power hydraulics are described, and various surface modifications of the discussed elements, which are aimed at improving the operating parameters of actuators, are presented. The most frequently used materials for actuators elements are iron alloys. However, due to rising ecological requirements, there is a tendency to looking for modern replacements to obtain the same or even better mechanical or tribological parameters. Sealing systems are manufactured mainly from thermoplastic or elastomeric polymers, which are characterized by Citation: Skowro´nska,J.; Kosucki, low friction and ensure the best possible interaction of seals with the cooperating element. In the A.; Stawi´nski,Ł. Overview of field of surface modification, among others, the issue of chromium plating of piston rods has been Materials Used for the Basic Elements discussed, which, due, to the toxicity of hexavalent chromium, should be replaced by other methods of Hydraulic Actuators and Sealing of improving surface properties. -

Swampʼs Diesel Performance Tips to Help Remove and Install Power
Injectors-Chips-Clutches-Transmissions-Turbos-Engines-Fuel Systems Swampʼs Diesel Performance Competition Parts For Your Diesel 304-A Sand Hill Rd. La Vergne, TN 37086 Tel 615-793-5573 or (866) 595-8724/ Fax 615-793-5572 Email: [email protected] Tips to help remove and install Power Stroke injectors. Removal: After removing the valve covers and the valve cover gaskets, but before removing any injectors, drain the oil rails by removing the drain plugs inside the valve cover. On 94-97 trucks theyʼre just under where the electrical connectors are on the gasket. These plugs are very tight; give them a sharp blow with a hammer and punch to help break them loose, then use a 1/8" Allen wrench. The oil will drain out into the valve train area and from there into the crankcase. Donʼt drop the plugs down the push rod holes! Also remove one of the plugs on top of each oil rail, (beside where the lines from the High Pressure Oil Pump enter) for a vent to allow air to enter so the oil can drain. The plugs are 5/8”. Inspect the plug O-rings and replace if necessary. If the plugs under the covers leak, it will cause a substantial loss of performance. When removing the injectors, oil and fuel from the passages in the cylinder head drains down through the injector bore into the cylinders. If not removed, this can hydro-lock the engine when cranking. There is a ~40cc dish in the center of each piston. Fluid accumulates in it, as well as in the corner on the outside of the piston between the piston top and the cylinder wall, due to the 45* slope of the cylinder bank. -

Instructions Pro-Stage Ii ™ Throttle Control System
K+R Performance Engineering, Inc. INSTRUCTIONS PRO-STAGE II ä THROTTLE CONTROL SYSTEM Congratulations on your selection of the Pro-Stage II ä Throttle Control System. This top quality unit utilizes twin precision pneumatic actuators for smooth, consistent throttle control, round after round. The use of two actuators allows you to set two different throttle settings, one near idle setting for staging with the Pro-Stage ä system, and another partial throttle setting for down-track E.T. control. Speed controls on the solenoid/valve body assembly give you precise control of throttle opening and closing rates to solve engine stumble and tire spin problems. All components of the system have been carefully selected for corrosion-resistance and long service life with very little maintenance. The Pro-Stage ä system1 is designed to improve driver concentration and reaction time consistency on both Pro and Full (bracket) trees. Control for this system is included in our complete line of Pro-Cubeâ delay box/timer units. BEFORE YOU BEGIN 1. Read all instructions and make sure you understand the operation of the control before you modify your throttle linkage or change any settings or adjustments on the control. 2. Your car MUST have a positive throttle pedal stop such as a bolt or tubular brace fastened to the chassis. Lack of a solid pedal stop could result in consistency problems. 3. SPECIAL NOTE: Factory type throttle cables will NOT work. These cables were not designed for race applications. This system requires a quality after-market “Morse” style cable or solid “rod type” linkage. -
Analysis of a Single Cylinder Combustion Engine Using CFD
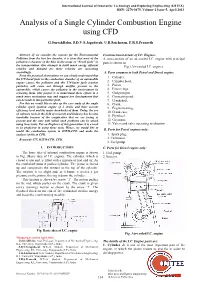
International Journal of Innovative Technology and Exploring Engineering (IJITEE) ISSN: 2278-3075, Volume-2 Issue-5, April 2013 Analysis of a Single Cylinder Combustion Engine using CFD G.SureshBabu, S.D.V.S.Jagadeesh, U.B.Saicharan, P.R.S.Praneeth Abstract -If we consider the reasons for the Environmental Constructional details of I.C. Engines Pollution from the last few decades, it is clear that most of the A cross-section of an air-cooled I.C. engine with principal pollution is because of the hike in the usage of “Fossil fuels” in parts is shown in the transportation. Our attempts to build much energy efficient Fig. (Air-cooled I.C. engine). vehicles and demand for these vehicles are increasing accordingly. A. Parts common to both Petrol and Diesel engine: From the practical observations we can clearly understand that 1. Cylinder, the UN-burnt fuels in the combustion chamber of an automobile engine causes the pollution and this UN-burnt fuels (carbon 2. Cylinder head, particles) will come out through muffler present to the 3. Piston, automobile, which causes the pollution in the environment by 4. Piston rings, releasing them. Our project is to understand these effects in a 5. Gudgeon pin, much more meticulous way and suggest few developments that 6. Connecting rod, can be made in this particular field. 7. Crankshaft, For this we would like to take up the case study of the single 8. Crank, cylinder spark ignition engine of 4 stroke and their current 9. Engine bearing, efficiency level and the major drawbacks of them. -

24 -Cylinder Sleeve- Valve Unit of 3,500 BMP
24 - cylinder Sleeve - valve Unit of 3,500 BMP. ' ITH what may well prove to be the last of the civil aircraft—particularly in view of the airscrew-turbine very high-powered piston engines Rolls-Royce position. have resurrected one of their most famous type In general terms composition of the Eagle may be sum- names—Eagle—and on examination there is no marized as consisting of twelve cylinders on each side reason to believe that this latest Derby creation formed in monobloc castings, through-bolted with the will not carry to new heights the lustre vertically split crankcase. Each row of six cylinders is bequeathed by its famous namesake. served by its own induction manifold which, in turn, is The new Eagle is a twin-crank flat-H sleeve-valve engine fed from an individual aftercooler. Exhaust is through aspirated with a two-stage two-speed supercharger, and, paired ejector stacks mounted in a • central row between in Mk 22 form, is equipped to drive an eight-blade contra- the upper and lower banks of cylinders. The reduc- rotating airscrew. It is the first Rolls-Royce production tion gearing is powered equally by both crankshafts, and sleeve-valve engine, although the company extensively with it is incorporated the contra-rotation gear for airscrew investigated the potentials of sleeve valves as a part of drive. In this particular instance—i.e., the Mk 22—the their normal research programme in the early 1930s. In nose-length requirements of the aircraft in which the point of fact, although it is not generally known, Rolls engine is first to be installed have called for an extended produced an air-cooled 22-litre sleeve-valve 24-cylinder snout bousing forward of the reduction gear, but for other engine of X-form which, called the "Exe," first flew in installations this might not apply, and the overall length September, 1938, in a Fairey Battle. -

Chevrolet Cars and Trucks Get More with Less by Breathing Right
Chevrolet Cars and Trucks Get More With Less by Breathing Right x Continuously variable valve timing (VVT) available on most Chevrolet models x Four-, six- and eight-cylinder engines continuously adjust air flow for best economy and lowest emissions PONTIAC, Mich. – Athletes understand that proper breathing is critical to maintaining peak performance under all conditions, and so do Chevrolet powertrain engineers. Getting air in and exhaust gases out of the combustion chamber under all speeds and driving conditions are essential to providing outstanding driveability and fuel efficiency with low emissions. “Whether powered by four, six or eight cylinders, virtually every current Chevrolet car and truck – from the compact Cruze to the full-size Suburban – features continuously variable valve timing (VVT) on its engine to optimize its breathing,” said Sam Winegarden, executive director, Global Engine Engineering. With VVT, camshafts are driven by chains from the crankshaft to keep the valve opening in sync with the motion of the pistons in the cylinders. The VVT-equipped Cruze Eco, with EPA-estimated highway fuel economy of 42 mpg, is the most fuel-efficient gasoline-fueled vehicle in America. VVT also contributes to the full-size Silverado XFE’s segment-best 22 mpg highway. Chevrolet’s VVT system uses electro-hydraulic actuators between the drive sprocket and camshaft to twist the cam relative to the crankshaft position. Adjusting the cam phasing in this manner allows the valves that are actuated by that camshaft to be opened and closed earlier or later. On dual overhead cam engines such as the Ecotec inline-four and the 3.6-liter V-6, the intake and exhaust cams can be adjusted independently, allowing the valve overlap (the time that intake and exhaust valves are both open) to be varied as well. -

Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine
Published by : International Journal of Engineering Research & Technology (IJERT) http://www.ijert.org ISSN: 2278-0181 Vol. 7 Issue 11, November-2018 Design and Stress Analysis of Crankshaft for Single Cylinder 4 Stroke Diesel Engine K. Durga Prasad1 K. V. J. P. Narayana2 N. Kiranmayee3 Dept of Mechanical Engineering, Dept of Mechanical Engineering, Dept of Mechanical Engineering, V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of V.K.R, V.N.B & A.G.K College of Engineering, AP, India. Engineering, AP, India Engineering, AP, India Abstract-In this paper a static simulation is conducted on a Forging demands for several dies to achieve the crankshaft from a single cylinder 4- stroke diesel engine. A final component and casting requires non-permanent, three dimension model of diesel engine crankshaft is created usually sand, molds. These two processes also need various using CATIA V5 software. Finite element analysis (FEA) is finishing operations, such as grinding and balancing. As for performed to obtain the variation of stress magnitude at the machining process, it is only viable for unitary or low critical locations of crankshaft in. The static analysis is done using FEA Software HYPERMESH which resulted in the load production, as the material waste and machining time is spectrum applied to crank pin bearing. This load is applied to enormous, despite not requiring much in the way of the FEA model in HYPERMESH, and boundary conditions balancing. The prototype tool developed in this paper, are applied according to the engine mounting conditions allows to overcome the shortcomings associated with the conventional processes, as the pre-form used is a round bar, I. -

Naturally Aspirated Gasoline Engines and Cylinder Deactivation
WORKING PAPER 2016-12 Naturally aspirated gasoline engines and cylinder deactivation Authors: Aaron Isenstadt and John German (ICCT); Mihai Dorobantu (Eaton) Date: 21 June 2016 Keywords: Passenger vehicles, advanced technologies, fuel efficiency, technology innovation Introduction The technology assessments Background conducted by the agencies to inform In 2012, the U.S. Environmental The internal combustion engine (ICE) the 2017–2025 rule were conducted Protection Agency (EPA) and the is designed to convert chemical five years ago. The ICCT is now col- Department of Transportation’s energy (fuel) into kinetic energy laborating with automotive suppliers National Highway Traffic Safety (motion of the vehicle). Direct losses to publish a series of working papers Administration (NHTSA) finalized a in engine efficiency are due to the evaluating technology progress and joint rule establishing new greenhouse inherent thermal efficiency, intake new developments in engines, trans- gas and fuel economy standards for and exhaust pumping losses, friction missions, vehicle body design and vehicles.1 The new standards apply within the engine, and engine-driven lightweighting, and other measures. to new passenger cars, light-duty accessory losses. The biggest ineffi- Each paper in the series will evaluate: trucks, and medium-duty passenger ciencies arise from thermal efficiency vehicles, covering model years 2012 • How the current rate of progress limits and intake and exhaust through 2021, with a mid-term review (cost, benefits, market penetra- pumping losses. Reducing the impact in 2017. tion) compares to projections in of these sources of loss is the focus of the rule this briefing. Assuming the fleet mix remains unchanged, the standards require • Recent technology develop- ICEs are heat engines. -

The Basics of Four-Stroke Engines
Youth Explore Trades Skills Automotive Service Technician The Basics of Four-Stroke Engines Description Students will be introduced to basic engine parts, theory and terminology. Understanding how an engine works and knowing some key related parts and terminology is important for working on any vehicle. The information is broken down into three major sections: “Basic Engine Parts,” “Basic Engine Terminology” and “Basic Four-Stroke Cycle Engine Theory.“ Lesson Outcomes The student will be able to: • Identify and explain the function of basic engine parts • Identify and explain basic engine terminology • Identify the four piston strokes of a four-stroke cycle engine • Describe the action and function of each piston stroke Assumptions • The students will have little or no prior knowledge of how engines work, terminology or parts. • The teacher is familiar with the information being taught. Note: This information is given as a guide to the minimum amount of material to be covered for a basic understanding of the engine and how it works. Much more can be added as the instructor sees fit. Terminology Valve train: all the parts that are used to open and close valves. This may include parts such as valve springs, keepers, lifters, cam followers, shims, rockers and push rods. Any other terminology used will be explained as required during the activities. Estimated time 90–120 minutes (including a question and answer session) Recommended number of students 20, based on the BC Technology Educators’ Best Practice Guide Facilities A classroom, computer lab or workshop with tables and chairs sufficient for 20 students. This work is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License unless otherwise indicated. -

Cylinders & Components
Product Catalog Cylinders & Components Cylinders and Components Table of Contents KeyWizard™ Key Management Software ........................................3 Cylinders for Bored, Auxiliary, Integra lock and Mail Box locks .......................4 Cylinder Parts: Bored, Auxiliary and Integra locks..................................5 40 Series Mortise Cylinders and 34 Series Rim Cylinders ............................6 Cylinder Parts: Mortise and Rim Cylinders........................................7 Cams for Mortise Cylinder ....................................................8 Installation Tools for 6300 and 7300 Cylinders . 9 6300 Large Format Interchangeable (Removable) Cores ...........................10 7300B Small Format Interchangeable Cores .....................................11 Old Style Removable Cores, Mortise/Rim Cylinders ...............................12 Competitive Keyway Cylinders, Bump Resistant Cylinders, Kits and Top Loading Kits ................................................13 124 Mortise Turn Lever Cylinders, Rosettes and Blocking Rings......................14 Construction Master Keying Lost Ball, Split Keying Construction Keying Kit (Lost Ball)................................15 Bitting Dimensions, Pins and Springs ..........................................16 Conventional, Signature and LFIC (Removable) Core Keying Kits & Depth Key Sets......17 Key Blanks/Key Sections, Bitting Lists ..........................................18 Visual Key Control and Tamper Proof Packaging .................................19 Master -

Page 1 of 4 IK1201105 I6 Engine Hydrolocked 7/1/2016
IK1201105 I6 Engine Hydrolocked Page 1 of 4 BAHAMAS, BOLIVIA, BELIZE, CANADA, CHILE, TAIWAN, COLOMBIA, COSTA RICA, DOMINICAN REPUBLIC, ECUADOR, EL SALVADOR, TRINIDAD AND TOBAGO, UNITED STATES, Document Countries: IK1201105 URUGUAY, VENEZUELA, ARUBA, ID: NICARAGUA, PERU, Curaçao, GUAM, GUATEMALA, GUYANA, HAITI, HONDURAS, JAMAICA, KOREA, SOUTH KOREA, PANAMA Availability: ISIS Revision: 9 Major ENGINES Created: 3/24/2014 System: Current Last English 6/1/2016 Language: Modified: Other Greg Español, Author: Languages: Tomaszkiewicz Viewed: 7356 Less Info Hide Details Coding Information Copy Relative Provide Copy Link Bookmark Add to Favorites Print Edit Document Helpful Not Helpful Link Feedback View My 47 5 Bookmarks Title: I-6 Engine Hydro-locked Applies To: MaxxForce DT, 9, 10, N9 & N10 CHANGE LOG Please refer to the change log text box below for recent changes to this article: 12/2/15 - Removed link to IK1201086 in step 4 (matured document). 6/5/15 - Added chAnge log, updAted SRT codes to correct coding And clArified whAt pArts need to be chAnged for A hydrolocked cylinder 3/24/14 - Published DESCRIPTION Standard repair procedure for a hydrolocked engine. SYMPTOM(s) 1. Engine will not crank 2. Engine will not start 3. Engine overheat 4. Coolant loss 5. Slow cranking speed DIAGNOSTICS 1. Verify the complaint by attempting to bar the engine over by the dampener bolts. If the engine will turn over with minimal effort proceed to step 2 if difficult or unable to turn over proceed to step 3. 2. Pressure test the cooling system per the applicable engine service manual. 3. If ApplicAble remove the interstAge cooler And check for the presence of coolAnt At the inlet port.