Developing; the Negative Technique
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Imaging Diamond with X-Rays
Home Search Collections Journals About Contact us My IOPscience Imaging diamond with x-rays This article has been downloaded from IOPscience. Please scroll down to see the full text article. 2009 J. Phys.: Condens. Matter 21 364217 (http://iopscience.iop.org/0953-8984/21/36/364217) View the table of contents for this issue, or go to the journal homepage for more Download details: IP Address: 129.49.56.80 The article was downloaded on 30/06/2010 at 16:59 Please note that terms and conditions apply. IOP PUBLISHING JOURNAL OF PHYSICS: CONDENSED MATTER J. Phys.: Condens. Matter 21 (2009) 364217 (15pp) doi:10.1088/0953-8984/21/36/364217 Imaging diamond with x-rays Moreton Moore Department of Physics, Royal Holloway University of London, Egham, Surrey TW20 0EX, UK E-mail: [email protected] Received 5 April 2009 Published 19 August 2009 Online at stacks.iop.org/JPhysCM/21/364217 Abstract The various techniques for imaging diamonds with x-rays are discussed: x-radiography, x-ray phase-contrast imaging, x-ray topography, x-ray reciprocal-space mapping, x-ray microscopy; together with the characterization of the crystal defects which these techniques reveal. 1. Introduction may also be sharp characteristic peaks superimposed upon the continuous spectrum, characteristic of the target material. X-rays may be used to image whole diamonds, or selected These come from the brief promotion of electrons dislodged regions, by radiography or by using various techniques from target atoms to discrete higher energies. These (or other) employing a Bragg reflection for x-ray diffraction contrast. -

PRODUCT CATALOGUE All Prices Are Inclusive of VAT HOW to ORDER
ISSUE 29 PRODUCT CATALOGUE All prices are inclusive of VAT HOW TO ORDER TELEPHONE - 01789 739200 With your credit card or debit card ready between 8.30am - 5.30pm Monday to Friday. Outside these hours your order will be handled by answerphone. We check our answerphone first thing every weekday morning, so this will not delay your order. WEB Providing the items you order are in stock and the order is received before 2pm, we aim to deliver to you the next WEBSITE: www.theimagingwarehouse.com working day*. Visit our totally secure website for online ordering of the thousands of products we have in stock ready for immedi- FAX - 01789 731569 ate despatch. Check out our latest offers whilst there! Fax your completed order form with your debit or credit card details to this number. Providing the items are in stock and your With over 2,500 products available from stock, a order is faxed before 2pm, we aim to deliver to you the next range of quality used equipment and a team of working day*. technical staff boasting over 75 years of knowl- edge and experience, we are a one-stop shop for all your darkroom needs. Major brands including: POST Ilford, Kodak, Agfa, Fuji, Fotospeed, Rollei, Adox, FREEPOST RSHZ-JGBS-LGKJ (+ standard address) Kentmere, Harman and more. We continue to be Post your completed order form with your cheque, postal order, the world-leading manufacturer of slot-processors and archival debit or credit card details in an envelope using the Freepost washers, offering a full selection of space saving and environ- address. -

All That Is Solid: a Celluloid Exploration of Brutalist Architecture
ALL THAT IS SOLID: A CELLULOID EXPLORATION OF BRUTALIST ARCHITECTURE EVA KOLCZE A THESIS SUBMITTED TO THE FACULTY OF GRADUATE STUDIES IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF OF MASTER OF FINE ARTS GRADUATE PROGRAM IN FILM YORK UNIVERSITY TORONTO, ONTARIO MAY, 2014 © Eva Kolcze, 2014 Abstract All That Is Solid is an experimental film that investigates Brutalist architecture through the decayed surface of black and white celluloid. The film features three locations: Robarts Library, The University of Toronto Scarborough campus (UTSC) and the Ross building at York University. All are prominent examples of Brutalist architecture on university campuses. Footage of the buildings has been degraded using photochemical processes that result in unique patterns of decay. The decay processes are used to draw material and aesthetic connections between concrete and celluloid. By distressing and dissolving images of massive buildings, the film explores how time breaks down all materials, even solid concrete. The film also explores the shifting reactions and responses to the buildings, from their initial praise by the architectural community as cutting edge and futuristic, to the intense public backlash that followed shortly after they were built. ii TABLE OF CONTENTS Abstract .................................................................................................................. ii Table of Contents……………………………………………………………………….iii Evolution Of The Project ....................................................................................... -

UK Photography Activity Badge
making a start in photography Jessops is proud to support The Scout Association and sponsor the Scout Photographer Badge know your camera! welcome to the Single use cameras SLRs Digital cameras Single use cameras offer an inexpensive and ‘Single lens reflex’ cameras, often called SLRs, Digital cameras come in both compact and SLR exciting world of risk-free way to take great photos. They are built come in two main types - manual and auto-focus. formats. Rather than saving an image to film, complete with a film inside and once this is used SLRs give you greater artistic control as they can digital cameras save images onto memory cards. photography! up, the whole camera is sent for processing. They be combined with a vast range of interchangeable They have tiny sensors which convert an image are perfect for taking to places where you may lenses and accessories (such as lens filters). You electronically into ‘pixels’ (short for picture To successfully complete the Photographer Badge, be worried about losing or damaging expensive can also adjust almost every setting on the camera elements) which are put together to make up the you will need to learn the basic functions of a equipment (Scout camp for example) and you can yourself - aiding your photographic knowledge complete image. camera, how to use accessories, and how to care even get models suitable for underwater use - and the creative possibilities! for your equipment. You will also need to Capturing images this way means that as soon as perfect for taking to the beach! understand composition, exposure and depth of With manual SLRs, the photographer is in complete the picture is taken, you can view it on the LCD field, film types, how to produce prints and control - and responsible for deciding all the screen featured on most digital cameras. -

Price List NEW.Pmd
Price List November 2014 The essential guide to the very best photographic equipment and materials Telephone: 01636-823922 Fax: 01636-821719 Email: [email protected] wwwwww.mor.morcoco.uk.com.uk.com We supply all these top brands... Agfa Hahnemühle Manfrotto Quantum Ansmann Harman Marrutt Reflecta Apple Heliopan Marumi Richards B+W Hensel Medalight Rodenstock Beattie Herma Metz Rosco Benbo Hewes Morco Rotatrim Benro Hitech NEC Samyang Billingham Holga Nissin Sandisk Bowens Hot Press Nova Savage Braun Hoya Omega Sekonic Camlink HP OpTech Sigma Canon Ilford Orchard Silvestri Canson Just Oregon Slik Cokin Kaiser Osram Snapshut Colorama Kenko Panasonic Sony Creativity Kenro Pantone Sunpak Delkin Kentmere Paterson Tamrac Douglas Kodak Peli Tamron Eclipse LaCie PermaJet Tetenal Elinchrom Lastolite Philips Toyo Energizer Lee Photolux Velbon Epson Lensbaby PhotoTherm Visible Dust Falcon Lexar Pinnacle Wein Fotospeed Light Craft Pocket Wizard Westcott Fuji Linhof Polaris X-Rite GePe Lowepro Polaroid Zeiss Gossen Lyson Morco Limited College Farmhouse, Cromwell, Newark, Nottinghamshire, NG23 6JE England Telephone: +44 (0)1636-823922 Fax: +44 (0)1636-821719 Email: [email protected] www.morco.uk.com Introduction Contents Welcome to The MORCO Price List. Page Inkjet Paper and Digital Consumables Since 1987 Morco has been a supplier of a wide range of Ilford Paper.................................................. 1 top quality products to the professional and amateur Fotospeed Paper......................................... 2 photographic and allied markets. Permajet Paper........................................... 2 - 6 Pinnacle Paper............................................ 7 We are the UK distributor for BEATTIE, PHOTOTHERM Hahnemühle Paper...................................... 8 - 9 and WEIN products, we also manufacture/produce MORCO Harman Paper............................................. 10 PHOTOGRAPHIC products. These products are available SnapShut Folio Covers............................... -

Photographic Facts and Formulas
B o o ks o n Pho tography ti cs for P oto r a ers Hans Harti n Ph. D . r ansl ated O p h g ph , by g, T by F M . F. P . S . 2 2 a es. Clot n Fra ri e S . r a k R. p , , R 3 p g h, s i lli am li nt. nd i t emi str fo r P oto r a er W . F 2 ed i on. Ch y h g ph , by R 18 a es. Cl ot 2 p g h , i t ri al C om osi ti on i n P oto r a rt ur Hammond . 2 P c o p h g phy, by A h 34 a es i ll ustrati ons. Cl ot p g , 49 h, - P oto En r avi n P ri mer Ste en H . Hor an. Clot h g g , by ph g h, . E i te r ank Fr a ri S M f amer a d d F . e . F C as r om Y our C . h by R p , , R r P . 8 . P ape , Pi ctori al L and sca e P oto r a the P oto Pi cto ri ali sts of B uf p h g phy, by h i l str ti ns. Cl ot f alo . 2 2 a es l u a o 5 p g , 5 5 h, P oto r a i c A musements W alter E . Wood u r . -

[1C Darkroom Equipment Processing Equipment Ph-406
Ir TM 11-405 [1C DARKROOM EQUIPMENT PROCESSING EQUIPMENT PH-406 May 12, 1943 Generated on 2015-10-08 20:23 GMT / http://hdl.handle.net/2027/uc1.b3243829 Public Domain, Google-digitized / http://www.hathitrust.org/access_use#pd-google TM 11-405 Cl TECHNICAL MANUAL PHOTOGRAPHIC DARKROOM EQUIPMENT PROCESSING EQUIPMENT PH-406 CHANGES) (J^J> DEPARTMENT OF THE ARMY J No. 1 J WASHINGTON 25, D. C., 14 October 1948 TM 11-405, 12 May 1943, is changed as follows: 1. Purpose * * * Processing Equipment PH—406 from these negatives. Note (Added). Processing Equipment PH-406 procured on Order No. 11426- Phila-47-77 is identical to the equipment described in this manual, except as noted. 2. Components The components of Processing Equipment PH-406 are — * * * * * * * 1 Timer PH-126, automatic, electric; 1 Timer PH-426-A on Order No. 11426-Phila-47-77. *******2 11 14 3 Trays PH-161-A, stainless steel, by inches; Trays PH-161-A on Order No. 11426-PhiIa-47-77. 2 Trays PH-164-A, stainless steel, 14 by 17 inches; 1 Tray PH-164-A on Order No. 11426-Phila-47-77. *******12 Plates PH-152 or PH-152-A, ferrotype. *******1 1 Siphon PH-244; Siphon PH-244-A on Order No. 11426- Phila-47-77. * * * * v,T*fv" iT1-'5'*^ * . ^y.*! - v/^ 1 Accessory Group consisting of-— 2 Tongs PH-373-A, print, 8 inches; 2 tweezers, photo graphic, print, plastic, ?6 inches, on Order No. 11426- Phila-47-77. '--J \V/- ***** *f.-\ ,- * 3. Printer The projection printer * * * two enlarging lenses. -

US Army Photography Course Laboratory Procedures SS0509
SUBCOURSE EDITION SS0509 8 LABORATORY PROCEDURES US ARMY STILL PHOTOGRAPHIC SPECIALIST MOS 84B SKILL LEVEL 1 AUTHORSHIP RESPONSIBILITY: SSG Dennis L. Foster 560th Signal Battalion Visual Information/Calibration Training Development Division Lowry AFB, Colorado LABORATORY PROCEDURES SUBCOURSE NO. SS0509-8 (Developmental Date: 30 June 1988) US Army Signal Center and Fort Gordon Fort Gordon, Georgia Five Credit Hours GENERAL The laboratory procedures subcourse is designed to teach tasks related to work in a photographic laboratory. Information is provided on the types and uses of chemistry, procedures for processing negatives and prints, and for mixing and storing chemicals, procedures for producing contact and projection prints, and photographic quality control. This subcourse is divided into three lessons with each lesson corresponding to a terminal learning objective as indicated below. Lesson 1: PREPARATION OF PHOTOGRAPHIC CHEMISTRY TASK: Determine the types and uses of chemistry, for both black and white and color, the procedures for processing negatives and prints, the procedures for mixing and storing chemicals. CONDITIONS: Given information and diagrams on the types of chemistry and procedures for mixing and storage. STANDARDS: Demonstrate competency of the task skills and knowledge by correctly responding to at least 75% of the multiple-choice test covering preparation of photographic chemistry. (This objective supports SM tasks 113-578-3022, Mix Photographic Chemistry; 113-578-3023, Process Black and White Film Manually; 113-578-3024, Dry Negatives in Photographic Film Drier; 113-578-3026, Process Black and White Photographic Paper). i Lesson 2: PRODUCE A PHOTOGRAPHIC PRINT TASK: Perform the procedures for producing an acceptable contact and projection print. -
To Boldly Go: a Starters Guide to Hand Made and D-I-Y Films to Boldly Go: a Starters Guide to Hand Made and D-I-Y Films
To Boldly Go: a starters guide to hand made and d-i-y films To Boldly Go: a starters guide to hand made and d-i-y films What is most exciting about this type of filmmaking is not knowing exactly what will result. One then needs the lyrical, musical and cinematic taste to sculpt the result into a film which best demonstrates, exploits and celebrates the results of the experiments. If you stick with good ingredients you will in- evitably have happy results. Then again, not all experiments work but what you learn there can often be employed in a new direction or experiment to actually work. It’s also very important to have fun in and a love of the process. (Jeff Scher) It’s fun to handle film as a celluloid canvas rather than as a fragile This is a booklet for both those eager to begin in hand made film and carrier of images only to be handled by lab technicians. those who already started but are keen to know more. It signifies a hope You can experiment and create the most beautiful images ever. Helen Hill (1970 - 2007) and commitment to making sure these techniques, tricks and handy tips remain openly available to all who might need them. Let’s not keep any Recipes for Disaster: a handcrafted film cookbooklet secrets! These (chemical) receipts, printing processes, after dev. Effects, http://www.angoleiro.com/cine texts/recipes for disaster hill.pdf emulsion extras and celluloid experiments should be absolutely public. Let’s make hand-made d-i-y films! Let’s make a lot! Images and texts have been gathered, harvested, illegally used, replenished and inspired by a plethora of found sources including those of David Leis- ter, Greg Pope, Dirk De Bruyn, Maia Cybelle Carpenter, Frank Bruinsma, Steve Sanguedolce, Rebecca Moran, Jurgen Reble, Ben Russell, Jeff Scher and many many others. -
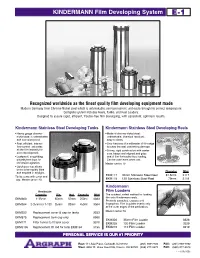
KINDERMANN .Ilm Developing System
KINDERMANN ilm Developing System E-1 Recognized worldwide as the finest quality film developing equipment made Made in Germany from Chrome-Nickel steel which is unbreakable, corrosion-proof, and easily brought to correct temperature. Complete system includes Reels, Tanks, and Reel Loaders. Designed to assure rapid, efficient, trouble-free film developing, with consistent, optimum results. Kindermann Stainless Steel Developing Tanks Kindermann Stainless Steel Developing Reels E ilm Developing System Heavy gauge chrome- Made of chrome-nickel steel: nickel steel is unbreakable unbreakable, chemical resistant, KINDERMANN and corrosion-proof. easy to clean. $ast, efficient, internal Only fractions of a millimeter of film edge flow-control saturates touches the reel, preventing damage. all the film instantly for Strong, rigid construction with center even development. core, keeps reel aligned and grips Leakproof, snug-fitting end of film for trouble-free loading. polyethylene tops for Can be used even when wet. immersion agitation. Master carton:10 Quick-pour top allows tanks to be rapidly filled Diameter Mfr# and emptied in daylight. EKM117 35mm Stainless Steel Reel 81.5mm 3117 Tanks come with cover and cap. Master carton:10 EKM119 120 Stainless Steel Reel 79mm 3119 Kindermann ReelInside ilm Loaders Capacity Dia. Hgt. Capacity Mfr# The quickest, safest method for loading EKM363 1-35mm 85mm 55mm 250ml 3363 film onto Kindermann reels. Prevents scratches, creases and EKM364 2-35mm or 1-120 85mm 88mm 450ml 3364 fingerprints. $ilm is guided evenly only at the outer edges of the perforation. EKM253 Replacement cover & cap for tanks 3253 Master carton:10 EKM875 Replacement tank cap only 9960 EKM326 35mm $ilm Loader 3326 EKM171 $ilter funnel to fit tank cover 3310 EKM329 120 $ilm Loader 3329 EKM3196 Replacement lift rod for tank EKM184 3196 EKM219 110 $ilm Loader 3219 PERSONAL SERVICE IS OUR #1 PRIORITY East: 111 Asia Place, Carlstadt, NJ 07072 (201) 939-7722 AX: (201) 939-7782 West: 4055 W. -

Università Degli Studi Di Pisa La Fotografia Letta In
UNIVERSITÀ DEGLI STUDI DI PISA Facoltà di Scienze Politiche CORSO DI LAUREA MAGISTRALE IN COMUNICAZIONE D’IMPRESA E POLITICA DELLE RISORSE UMANE TESI DI LAUREA LA FOTOGRAFIA LETTA IN CHIAVE ECONOMICA Dal chimico al digitale, innovazioni tecnologiche e implicazioni di mercato. Caso Kodak. Candidata Relatore Maria Nicola Mauriello Prof. Andrea Mangani Anno accademico 2012/2013 “ Innovation requires a mindset that rejects the fear of failure and replaces that with the joy of exploration and experimental learning”. Edward D. Hess Alla mia famiglia 1 Indice Introduzione………………………………………………………………….....p.4 I Capitolo Evoluzione tecnica della fotografia.…………………………………….............. ..p.7 1.1 La preistoria della fotografia. Il principio della camera obscura e le prime scoperte chimiche................................................................................ .p.8 1.2 L’invenzione della fotografia. Da Nièpce alla pellicola..…………….…......p.12 1.2.1 I primi tentativi.……………..……………………………………….….......p.12 1.2.2 La nascita ufficiale della fotografia..…………………………………..........p.16 1.2.3 Il calotipo………………………………………………………………..…..p.21 1.2.4 Il processo al collodio umido…………………………………………..…... p.22 1.2.5 La fotografia su pellicola……..………………………………………....... ...p.24 1.3 L’evoluzione dell’apparecchio fotografico…………………………….. ... ...p.25 1.3.1 Dalle macchine per i dagherrotipi alla Box Kodak………………………. ...p.27 1.3.2 Nuove scoperte tra colore movimento e simultaneità…………………….. ..p.29 1.3.3 Il dominio nipponico…………………………………………………...…. ..p.35 1.3.4 Autofucus e digitale. -

Kodak and the Digital Revolution (A)
9-705-448 REV: NOVEMBER 2, 2005 GIOVANNI GAVETTI REBECCA HENDERSON SIMONA GIORGI Kodak and the Digital Revolution (A) In February 2003, Daniel A. Carp, Kodak’s CEO and chairman, reviewed 2002 sales data with Kodak’s senior executives. Film sales had dropped 5% from 2001 and revenues were down 3%. 2003 did not look any brighter: Carp expected revenues to grow only slightly and net income to remain flat or decrease (see exhibit 1 for information on Kodak’s financial performance and exhibits 2 and 3 for information on sales of cameras and film rolls in the United States). The film industry was “under pressure unlike ever before.” Carp predicted a “fairly long downturn”1 for traditional photography sales as consumers turned to digital cameras, which did not require film. Kodak was moving more of its manufacturing to China, where it could boost film sales, and was planning to slash 2,200 jobs, or 3% of its work force, especially in the photo-finishing business. Carp had received a master’s in business from MIT. He had begun his career at Kodak in 1970 as a statistical analyst. Since then, he had held a variety of positions at Kodak. In 1997, he became president and COO, and was appointed CEO on January 1, 2000. He believed Kodak’s current struggle was one of the toughest it had faced. How could he use digital imaging to revitalize Kodak? Kodak, 1880-1983: A brief history In 1880, George Eastman invented and patented a dry-plate formula and a machine for preparing large numbers of plates.