Notes on Segmented Bowl Construction Preparing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Woodturning Magazine Index 1
Woodturning Magazine Index 1 Mag Page Woodturning Magazine - Index - Issues 1 - 271 No. No. TYPE TITLE AUTHOR Types of articles are grouped together in the following sequence: Feature, Projects, Regulars, Readers please note: Skills and Projects, Technical, Technique, Test, Test Report, Tool Talk Feature - Pages 1 - 32 Projects - Pages 32 - 56 Regulars - Pages 56 - 57 Skills and Projects - Pages 57 - 70 Technical - Pages 70 - 84 Technique - Pages 84 - 91 Test - Pages 91 - 97 Test Report - Pages 97 - 101 Tool Talk - Pages 101 - 103 1 36 Feature A review of the AWGB's Hay on Wye exhibition in 1990 Bert Marsh 1 38 Feature A light hearted look at the equipment required for turning Frank Sharman 1 28 Feature A review of Raffan's work in 1990 In house 1 30 Feature Making a reasonable living from woodturning Reg Sherwin 1 19 Feature Making bowls from Norfolk Pine with a fine lustre Ron Kent 1 4 Feature Large laminated turned and carved work Ted Hunter 2 59 Feature The first Swedish woodturning seminar Anders Mattsson 2 49 Feature A report on the AAW 4th annual symposium, Gatlinburg, 1990 Dick Gerard 2 40 Feature A review of the work of Stephen Hogbin In house 2 52 Feature A review of the Craft Supplies seminar at Buxton John Haywood 2 2 31 Feature A review of the Irish Woodturners' Seminar, Sligo, 1990 Merryll Saylan 2 24 Feature A review of the Rufford Centre woodturning exhibition Ray Key 2 19 Feature A report of the 1990 instructors' conference in Caithness Reg Sherwin 2 60 Feature Melbourne Wood Show, Melbourne October 1990 Tom Darby 3 58 -

The CNEW Skew © 2008, Central New England Woodturners
Monthly Newsletter of the Central New England Woodturners The CNEW Skew © 2008, Central New England Woodturners Volume 21 Number 1 January 2008 Next Meeting Details Topic: Tentatively, Tool Making or Oval Boxes Speaker: ? Date: January 3, 2008 Presidents Message. Charlie Croteau A fine time was had by one and all at the clubs Annual Christmas meeting. As usual there was far more food than we could eat. I did my part working on the shrimp, kielbasa, macaroni, bean dip and the sweat sausages. Yum, yum, yum… I didn’t do much damage to all the delightful desserts. Thank you to everyone who brought something and everyone who Outgoing President Al Faul (left) and Incoming President Charlie Croteau discuss who got the better deal. helped out like Al’s wife. I guess if we all do a little, we’ll all have plenty. That about sums up the spirit of Minutes of CNEW meeting 12/06/2007Tim Elliott our great club. A hearty thank you to our out going president Al. As As usual, Al asked any guests/visitors to identify themselves. Nobody raised his or her hand. There the new guy on the block I hope to follow in Al’s footsteps and keep the business meeting short so we seemed to be many member spouses in attendance. can have more time for Show and Tell as well as our The main point of business was to conduct elections. demonstrators. Nobody stepped forward to be External VP. We Hopefully this year I will bring a different element to would like to fill this position at the next meeting our club. -
Segmented Bowl
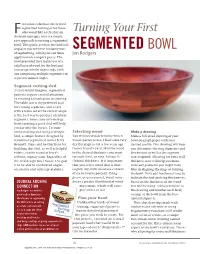
or turners who have never tried segmented turning or for those F who would like a refresher on Turning Your First the basic concepts, here is a simple, easy approach to turning a segmented bowl. This quick, accurate method will acquaint you with the fundamentals SEGMENTED BOWL of segmenting, which you can then Jim Rodgers apply to more complex pieces. The bowl presented here makes use of a solid layer of wood for the foot and four progressively larger rings, each one comprising multiple segments cut at predetermined angles. Segment-cutting sled As you would imagine, segmented projects require careful attention to creating a blank prior to turning. The table saw is my preferred tool for cutting segments, and a sled with a fence set at the correct angle is the best way to produce identical segments. Some time invested up front creating a good sled will help you far into the future. I recom- mend making and using a Wedgie Selecting wood Make a drawing Sled, a simple fixture designed by You will need to determine which Make a full-sized drawing of your renowned segmented turner Jerry wood species to use; I had some very bowl on graph paper with your Bennett. Plans and instructions for dry Eucalyptus cut a few years ago desired profile. This drawing will help building this sled, as well as helpful from a friend’s yard. Mill the wood you determine the ring diameters and videos, can be found at Jerry’s to the desired thickness you want thicknesses as well as the segment website, segeasy.com. -
Steps to Making a Segmented Bowl
The Steps to Success in making a Segmented Bowl Gold Country Woodcrafters Shingle Springs, Ca Aug’2018 Jim Hunt Mark Butzler Rob Larsen Agenda • Definition • Why Do Segmentation • Outline of Steps – Big Picture • Step Details • Alternative Tools / Approaches • Advanced Segmentation • Key Learnings • Conclusion Definition • Segmented Turning – Turning on a lathe where the initial work-piece is composed of multiple glued-together parts – Creates patterns and visual effects in turned projects. – Also known as polychromatic turning. Why Do Segmentation • More efficient use of wood - less waste • Less expensive than using solid wood – if even available • Endless creative options • Minimizes End Grain Turning • Enables larger bowls to be built Outline of Steps – Big Picture • Plan & design • Cut segments • Prepare segments for assembly • Construct the base • Create the segment rings • Attach the rings • Turn the stack to the design shape • Reverse chuck to finish bottom • Finish Step Details Start with a plan / design • Prepare a sectional diagram of the project – Graph paper works well • The scaled drawing shows all the sizes – Indicate inside and outside profile – Indicate each layer by color/type of wood • Show width of each segment • Segments – 8 segments works best (easiest to layout) • End cuts of 22-1/2 degrees – The more segments the more accuracy required • 16 piece segments difficult due to accuracy – Can alter the number of segments in various rings • Even numbers of segments allow symmetry Step Details Start with a plan / design -

Wooden Boxes
W ENJOY THIS SELECTION FROM Wooden Boxes Wooden Boxes Skill-BuilDING TECHNIQUES FOR SEVEN UNIQUE PROJECTS CARVING ◆ JOINERY ◆ MARQUETRY ◆ RADIUS INLAYS ◆ SEGMENTED TURNING Dennis Zongker To purchase your copy of the complete Wooden Boxes, click here: BUY NOW! Wooden Boxes Skill-BuilDING TECHNIQUES FOR SEVEN UNIQUE PROJECTS CARVING ◆ JOINERY ◆ MARQUETRY ◆ RADIUS INLAYS ◆ SEGMENTED TURNING Dennis Zongker Contents 92 Make the inside cleat and support blocks 168 Veneer the outside surfaces 94 Install the hinges 172 Glue the box together 94 Attach the catches and handle 174 Prepare the outside corners 2 Introduction 95 Finish the box 175 Veneer the top edges 176 Make the box top 177 Veneer the box top 4 Serpentine Coin Box 38 Playing Card Box 40 Make the banding 96 Music Box 179 Rout the cameo marquetry recess 6 Cut the hardwood parts 98 Veneer the hardwood parts 45 Window method of marquetry 180 Glue the cameo marquetry to the box top 7 Cut and veneer the box top and bottom 100 Lay out and cut the box parts 50 Make the box bottom 182 Make the elliptical inlay 9 Cut the miters and rabbets 106 Glue the box together 51 Cut the bottom groove 185 Veneer the box top edges 10 Cut the bottom groove and rabbet 107 Veneer the top edges 51 Rout the box miters 186 Create a finger pull 11 Lay out the serpentine front 108 Construct the inner box 53 Cut the box in half 187 Make the inside dividers 12 Cut the serpentine front 110 Install the radius trim block 54 Veneer the edges 14 Rout the corner dovetails 111 Fabricate the decorative trim with inlay 55 -

Your First Segmented Turning
SEGMENTED TURNING TECHNICAL Your first segmented turning PHOTOGRAPHS BY KURT HERTZOG Kurt Hertzog looks at turning your first segmented piece KURT HERTZOG perhaps a calculator. Multicolor, multi- species feature ring(s) can wait until the Kurt is a professional basics have been mastered. woodturner, We’ll do a segmented turning blank from demonstrator and a single species board using common ’shop teacher and writes for equipment, wood adhesive and some rubber various woodturning bands or tape. Whether we make a bowl, and woodworking platter, or something else is immaterial. publications in the We’re striving to learn why, how and some Understand and heed all of the safety requirements for United States as well as contributing pitfalls to beware of. We will focus on the whatever saw you use to cut your segments to Woodturning magazine. He is on the very basics and a successful outcome. Pen Makers’ Guild Council and is past Are there more advanced methods of as needed. In addition to the standard president of the American Association cutting, gluing, clamping, computer design precautions, please be familiar with and of Woodturners (AAW). and graphic presentation of the fnal follow all safe operating procedures for using outcome? Certainly, but it can wait. If you a table saw, bandsaw, or miter saw. We will [email protected] have or have access to a table saw, miter saw be cutting many small pieces on one of these www.kurthertzog.com or bandsaw, along with the regular ’shop tools. It is easy to become complacent. Don’t supplies like abrasives and glue, you are let that happen! Pay attention to what you are ready to begin. -

Segmented Turning in Practical Terms Preface Making Vessels out of Pieces of Wood Isn’T a New Adventure
Segmented Turning in Practical Terms Preface Making vessels out of pieces of wood isn’t a new adventure. The concept can be traced at least back to making of baskets and kegs. These vessels evolved to meet a need, to store commodities from flower to nails. Woodworkers have elevated this process to create very attractive stave vessels. Other methods have been developed to mass produce vessels for consumer use; for example, salad bowls. Bowls in this genre are made from slabs of milled lumber or wedges of wood pieces glued up to form a blank from which a bowl is turned. These typically aren’t very artful, but meet the utility for which they are designed; for example, salad bowls. They can be very attractive. If the primary objective of the effort is to produce an art piece as opposed to the utility object then there are other techniques likely to be more appropriate to the task. The use of segments formed into flat or sloped rings opens a wider arsenal of designs for the artist. While there are other techniques, this article will focus on the segmented ring technique. Introduction There is a lot of science to the art of segmented vessels. The prospect of facing the details can be daunting even for the experienced woodworker. It needn’t be. This article is an attempt to simplify the process. While other means can be employed, the table saw will be used for cutting segments in this procedure. What is a segmented turning? For our purposes, we’ll stay with the architecture which glues trapezoidal segments into a ring and then glues the rings into a vessel for later turning on a lathe. -
Segmented Bowl Bark Accent
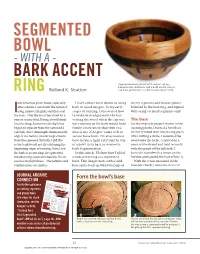
SEGMENTED BOWL - WITH A - Segmented cherry bowl with walnut splines between the segments and a bold accent ring of BARK ACCENT oak bark glued onto a solid-wood support strip. Rolland K. Stratton cherry segments and walnut splines, followed by the bark ring, and topped RING I have always been drawn to using with a ring of cherry segments only. bark in wood designs. In my early - The base stages of turning, I discovered how often harvest green wood, especially For the example project shown in the to make bark-edged bowls by har after a storm. I saw down the center of opening photo, I turned a bowl base vesting the wood when the sap was a log, remove the pith, and then seal of cherry wood with interesting grain. I not running so the bark would hold the ends. After the wood has dried for a After cutting a circle, I mounted the firmly. I now know that thin cya- year or so in a shed, I bring a bowl blank wood onto the lathe, centered on a noacrylate (CA) glue works well to into the shop. Sometimes the bark has piece of fiberboard and held securely secure loose bark. I’ve also learned begun to separate from the sapwood. I with the point of the tailstock. I how to take a light cut from the rim Photo 1). carefully drive thin maple shims into the turned it round with a tenon on the of a bowl to its base to minimize edge of the bark to remove large chunks bottom and sanded the base ( bark fragmentation. -
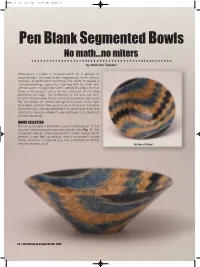
Pen Blank Segmented Bowls No Math...No Miters ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ by Malcolm Tibbetts
WTD 54-58 10/7/05 9:49 AM Page 54 Pen Blank Segmented Bowls No math...no miters ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ ◆ by Malcolm Tibbetts Whenever I make a presentation to a group of woodturners, the pen blank segmented bowl always receives an enthusiastic response. The ability to create a complex-looking, segmented turning with no math and without even a single miter joint is simply irresistible to most turners. This project relies on the concept of stacking bandsaw cut rings. The technique is not new nor did I invent it. Turners Mike Shuler and Michael Mode have used the technique for awhile with great success. Years ago, Dale Nish profiled the technique in his book Creative Woodturning, having adapted the technique from the salad bowl industry where its use continues as a means of conserving wood. WOOD SELECTION For this particular little bowl, I used small (about 11/16" square), resin-impregnated pen blanks (see Fig. 1). This material is ideally suited because it is quite strong, which permits a very thin vessel wall, and is available in many colors. However, as you will see, any wood type in almost any size may be used. Inside of Bowl 54 ● Woodturning Design Winter 2006 WTD 54-58 10/13/05 11:25 AM Page 55 make light passes SUPPLIES through a drum sander. Another Wood: the exact species or colors are your decision, method is to care- but choose a light-colored and a dark-colored fully sand the sur- wood to ensure dramatic contrast; if you use faces using a disc small pen blanks, then I recommend the sander. -

AWGB International Woodturning Seminar 2 2 1 24Th - 26Th September 2021 Yarnfield Park Training and Conference Centre Stone Staffordshire ST15 0NL
Rev 135.qxp_Layout 1 12/11/2020 09:11 Page 1 Revolutions THE NEWSLETTER OF THE ASSOCIATION OF WOODTURNERS OF GREAT BRITAIN Issue No 135 December 2020 Mark Baker 1966 - 2020 Mark sadly passed away in October. A lovely man taken from us to soon. Rest in Peace Mark www.awgb.co.uk A Company Limited by Guarantee - Company Number 8135399 Registered Charity Number 1150255 Rev 135.qxp_Layout 1 12/11/2020 09:11 Page 2 Corporate Members of the AWGB Further information, including discounts, on the Corporate Members is available on the AWGB website. Allan Calder’s Ltd English Woods Olivewoodturning Suppliers of high quality abrasives of many We source a wide range of species of timber Specialist supplier of Italian olive wood from a types at competitive prices. and manufacture blanks for woodturning and sustainable source. 01538 387738 www.sandpapersupplies.co.uk carving. 01823 681002 Discount available to AWGB members. www.englishwoods.co.uk, 07714 204060 www.olivewoodturning.co.uk Ashley Iles (Edge Tools) Ltd Woodturning and Carving tools traditionally Exotic Hardwoods UK Ltd Paul Howard Woodturning made to a high specification Specialist suppliers of all exotic hardwoods Woodturning Jigs, Fluting jigs, Sphere jig, 01790 763372 www.ashleyiles.co.uk from all over the world. Copy fingers, Woodturning accessories. 01538 715060 ww.exotichardwoodsukltd.com 01621 815654 Axminster Power Tool Centre www.paulhowardwoodturner.co.uk Suppliers of quality woodturning products: G & S Specialist Timber courses from beginner level to advanced. Suppliers of timber, tools, lathes and Robert Sorby Ltd 0800 371822 www.axminster.co.uk accessories. 01768 891440 Manufacturer of woodturning tools, lathes, www.toolsandtimber.co.uk and accessories, chucks, sharpening systems Biven Machinery Sales and accessories, woodcarving and Suppliers of quality woodworking, carving, Goulden Hardwoods woodturning tools. -

Southwest Association of Turners 2727Thth Annualannual Symposiumsymposium
SouthWest Association of Turners 2727thth AnnualAnnual SymposiumSymposium Demonstration Handbook Demonstration Handbook 2018 TableTable ofof ContentsContents Welcome........................................................................................................................................2 Event Schedule..........................................................................................................................3 2018 SWAT Vendors .................................................................................................................4 Symposium Floor Plan...............................................................................................................5 Friday Rotation ..........................................................................................................................6 Saturday Rotation ......................................................................................................................7 Sunday Rotation ........................................................................................................................8 Family Programs........................................................................................................................9 Women in Turning .....................................................................................................................9 Beads of Courage......................................................................................................................9 Executive Committee Members...............................................................................................10 -

Bravery Bead Bowls Segmented Construction Revision V1.0 Page 1
Bravery Bead Bowls Segmented Construction Bravery Bead Bowls Initiative Segmented Construction Technique Carl M. Durance Grey‐Bruce Woodturners Guild March 31, 2019 These notes describe the approach that was undertaken by the Grey‐Bruce Woodturners Guild (GBWG) in regards to its Bravery Bead Bowls initiative.The results of this initiative are donated to the Bravery Beads program which is operated by the Women’s Auxiliary at Toronto SickKids Hospital. Information about the Bravery Beads program at Toronto SickKids Hospital can be found at the following link. http://www.sickkids.ca/WomensAuxiliary/what‐we‐do/bravery‐beads/index.html Information about the Bravery Bead Bowls initiative can be found on line at the following link. http://www.gbwg.ca/braveryBeadBowlsHome.php A number of woodturning guilds are participating in the Bravery Bead Bowls as follows. Grey‐Bruce Woodturners Guild, http://www.gbwg.ca Kawartha Woodturners Guild, http://www.kawarthawoodturners.com Simcoe Woodturners Guild, http://www.simcoewoodturnersguild.com Waterloo‐Wellington Woodturners Guild, http://www.wwwoodturners.com Woodturners Guild of Ontario, http://www.wgo.ca In the initial phase of the Bravery Bead Bowls were made using segmented woodturning techniques. It is assumed that the reader has some basic knowledge of segmented woodturning. A comprehensive list of references on segmented turning follows at the end of this article. Some basic criteria are recommended regarding the size of a Bravery Bead Bowl, that being an inside diameter of 5” to 6” and an interior height of 4” to 5”, with a wall thickness around ½” or more for rubustness, and a foot diameter around 4” for stability.