ME5603 Metal Forming Technology
By: A/P Lee Kim Seng Explosive metalworking uses the short, sharp energy release from the detonation of a chemical explosive as the energy source. With a high explosive, (detonating) pressure as high as 3 to 4 million lbs/in2 (20,000 – 27,500 N/mm2) may be obtained in close proximity to the charge.
By: A/P Lee Kim Seng Contact explosives are therefore used in those explosive metalworking processes which requires high pressure such as explosive welding or cladding. Low velocity explosives are used.
By: A/P Lee Kim Seng For forming operations with plate, sheet and tubing, high explosive are usually placed at some distance from the work piece (standoff) in a suitable energy transfer medium such as water.
The resultant shock wave, which is reduced in intensity to the order of 700 N/mm2 (100,000 lbs/in2) forms the part of the desired configuration.
By: A/P Lee Kim Seng The standoff distance should be less than the water level distance to the detonator.
Energy released: -24% shock wave -21% bubble -55% converted to heat
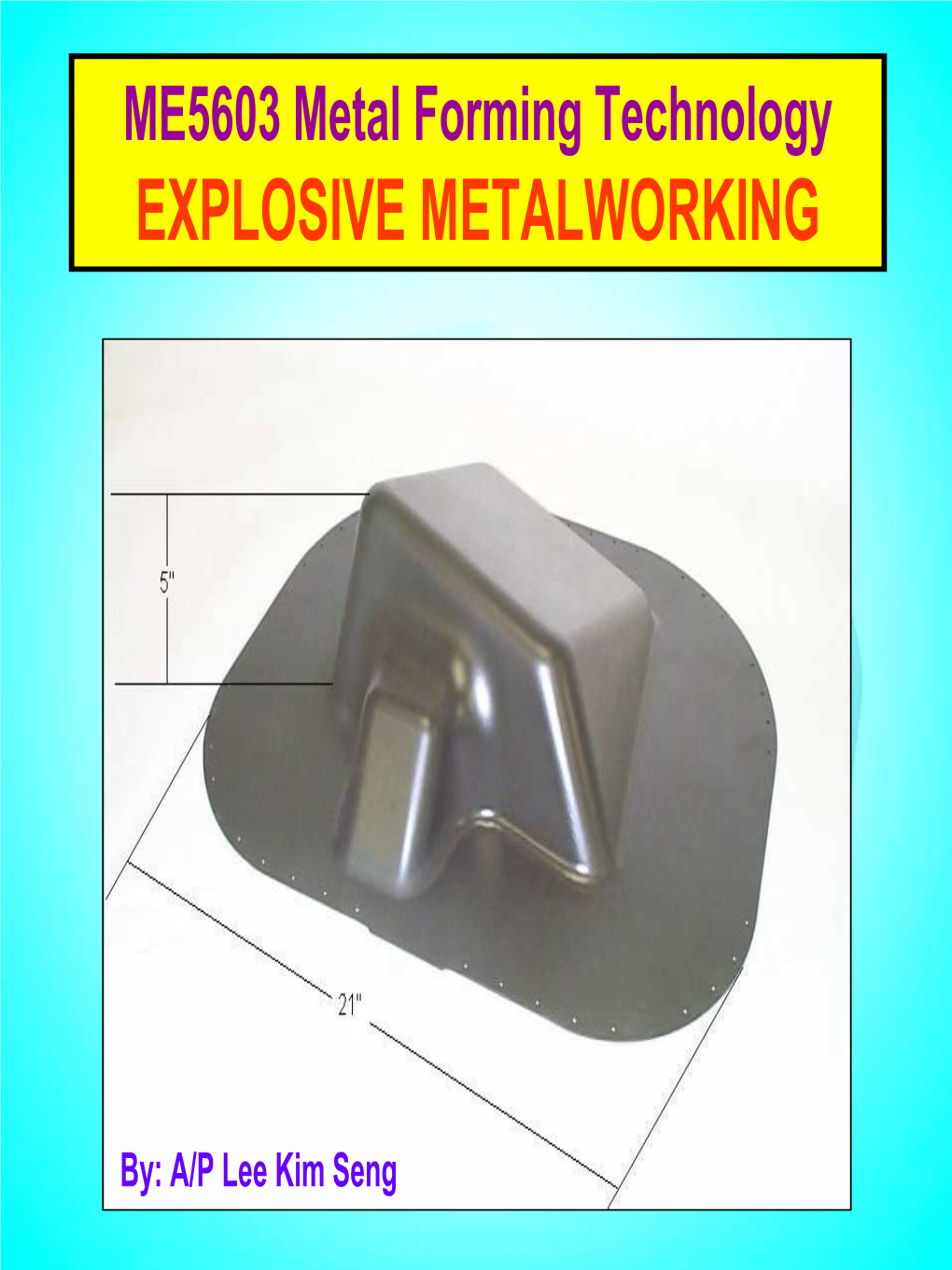
By: A/P Lee Kim Seng By: A/P Lee Kim Seng Explosive forming has been used primarily for certain types of sheet metal products, namely, those of relatively large surface area necessitating an inordinately big press, those required in numbers which would not justify the manufacture of conventional press tooling, and those of relatively small surface area but of a shape which would require the most complex press tooling, for example dental plates and tubular components.
By: A/P Lee Kim Seng Initially the process was used for the production of axisymmetric parts, but techniques have been developed for forming of asymmetric shapes, such as beaded panels. It is unlikely that explosive-forming operations will be undertaken on a mass-production basis, although consideration has been given to appropriate factory-type machines.
By: A/P Lee Kim Seng Explosive forming is normally carried out at some isolated site. The basic requirement is a pit filled with water and provided with a crane for lowering and lifting the die, work piece and charge assembly.
By: A/P Lee Kim Seng The capital cost of an explosive-forming facility is less than that of a conventional equipment of equal capability by a factor ranging from 10:1 to 50:1.
On the other hand, labour costs per part can be appreciably higher for explosive forming since production rates are lower and automation is difficult.
By: A/P Lee Kim Seng Done by: ACME Energetics (Finland)
Placing sheet metal Placing explosive blank over female die charge & detonator above sheet metal blank
By: A/P Lee Kim Seng Pouring water over experimental set-up Final product after
explosion By: A/P Lee Kim Seng Commenting that the piece of sheet metal blank should have been larger so as to accommodate the full shape
By: A/P Lee Kim Seng The explosive used are of two types: 1.1. HighHigh explosives such as dynamite, PETN, TNT, and RDX, developing a pulse of very high pressure for a relatively short duration. 2.2. LowLow explosives – gun powder or cordite developing much lower pressure but sustained over a longer period.
(1 kg High explosive ≡ 5 kg Low explosive ≡ a 5 MN press)
It is unlikely that explosive forming operations will be undertaken on a mass production basis.
By: A/P Lee Kim Seng 1. The attractiveness of explosive forming is based on its versatility, low capital investment, and its practically unlimited growth potential. 2. The energy required for forming can readily be increased by increasing the size of the charge. 3. The ability to vary pressure distribution, intensity of forming pressure, and energy level over wide ranges provides explosive forming with a versatility that is unmatched by any other conventional forming method or other high energy rate forming process.
By: A/P Lee Kim Seng 4. The capital investment requirements for facilities are low. Capital cost of an explosive forming facilities is much less than that of a conventional equipment of equal capability by a factor ranging from 10:1 to 50:1. Furthermore, 1 lb of dynamite contains as much energy as a 100 tons drop hammer or as much energy as a 2 million joules capacitor bank. A 2 million joules capacitor bank will cost about $1 million whereas the facility for using 1 lb of dynamite only cost a few thousand dollars.
By: A/P Lee Kim Seng 5. Tolerance achieved by explosive forming can be equal or better than those obtained by conventional forming because of the difference in springback behavior, that is in the recovery of the elastic part of the total strain imposed on the work piece. 6. Another advantage which is common to all high energy rate forming process is the increased ductility that may be obtained at high velocities of deformation within certain ranges.
By: A/P Lee Kim Seng 1. The main disadvantage is the requirement of a highly specialized knowledge, couple with the deceptively simple appearance of the process. This difficulty is gradually being eliminated with the widespread dissemination of technical knowledge on the subject.
By: A/P Lee Kim Seng 2. Another difficulty encountered in explosive forming is the variability of the energy released from high explosive. E.g. The pressure developed at the exploding charge is proportional to the cube of the density. While controlling the density of the charge decreases the variability of the energy released, it has been observed that different batches of the same explosive can give different energy yield.
By: A/P Lee Kim Seng This process formed metal parts by means of shock wave generated by the sudden discharge of electricity between two electrodes or through an exploding bridge wire placed under water.
By: A/P Lee Kim Seng A capacitor bank is required to store the electrical charge before it is suddenly released, and its costs makes the capital investment required larger than that for the same energy level as explosive forming.
By: A/P Lee Kim Seng Electrohydraulic forming is a more acceptable process for industrial use than explosive forming.
Although large currents are involved, safety procedures are already standard practice.
By: A/P Lee Kim Seng The energy available is governed by the cost of equipment and is significantly lower than that derived from explosive forming.
By: A/P Lee Kim Seng Consequently the size of product that can be produced is much smaller.
Although the process can be applied to sheet metal, it is particular suited to the forming of tubular shape which would otherwise require complex press tools. By: A/P Lee Kim Seng However, the release of electricity energy can be controlled very precisely, making the process very repeatable. This process is thus suitable for the production of large quantities of parts than explosive forming. This allows its relatively higher investment cost to be spread over a larger number of parts.
By: A/P Lee Kim Seng The main advantage of electromagnetic forming is that there is no contact between the work piece and the coil and no medium is required to transmit the shock.
By: A/P Lee Kim Seng A sudden discharge of electricity from a capacitor bank through a coil creates a very intensive, short duration magnetic field. This introduces eddy currents in the work piece, which then sets up an opposing magnetic field. The force of repulsion between the two does the metal forming and is well adapted to the mass production of small parts.
By: A/P Lee Kim Seng The efficiency of energy transfer is also of the order of 10% so that the cost of the capacitor bank has also limited to the size of the part that can be formed.
By: A/P Lee Kim Seng The extent to which a work piece is deformed is dependent on: 1. Its mechanical properties, 2. Its thickness and electrical conductivity, 3. The electrical energy, 4. The coil and tooling configuration.
By: A/P Lee Kim Seng Materials, which are good conductor such as aluminum and copper, can be deformed much more efficiently than stainless steel.
By: A/P Lee Kim Seng Correct coil and tooling configuration is most important. Cylindrical coils encircling the work piece are used to produce local contraction while cylindrical coils are used to expand hollow tubular forms into fittings or into bulged products, using split dies. Flat coils are used to deform sheet metal plates into shallow die cavities. By: A/P Lee Kim Seng Energy Required E = Yt (y + dy)(x + dx) - Ytyx
Neglecting dydx
E = Y ytdx + Y xtdy = Yt (ydx + xdy) = Yt (∆A) ------(1)
By: A/P Lee Kim Seng θ ó π 2 φ φ Energy Available Surface Area = õ 2 R sin d 0 θ = 2π R2 -cos φ 0 = 2π R2 (1 - cos θ)
= 2π Rh ------(2)
∴ ∴ ∴ ∴ h = R (1 - cos θ)
But R2 = (R - h)2 + c2 2Rh = c2 + h2
By: A/P Lee Kim Seng
∴ Surface Area = π (c2 + h2)
∴ ∴
∴ ∴ Surface Area of sphere = 4π R2
∴ Proportion of available energy for useful work 2π Rh h 1 θ = ==(1 - cos θ) = sin2 ------(3)
4π R2 2R 2 2
∴ ∴ ∴ ∴ θ h = R (1 - cos θ) cos θ = 1 - 2 sin2 2
By: A/P Lee Kim Seng If η = efficiency of energy transfer
Then W η ½(1 -cos θ) = Yt (∆A) = Yt [ π (c2 + h2) - π c2 ] Surface Area = 2π Rh = π(c2 + h2) = Yt π h2
2 Yt π h2 Yt π h2 ∴ W = = ------(4) η (1 - cos θ) θ η sin2 2
By: A/P Lee Kim Seng Where W = energy of the charge × = Mass of charge (Mc) Specific energy of charge
For Electrohydraulic Forming Energy = ½ CV2 C = capacitor value V = voltage ∴ W = ½ CV2 2W C = ------(5) V2
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes
Conventional forming or pressing requires tooling, generally consisting of a die, a punch, and a blank- holder. The shape of the punch nose must conform to that of the die. During the initial stages of forming, the punch will be in contact with the blank only at the points of greatest draw, and little control of flow is possible.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..)
If, however, the punch and blank-holder are replaced by a solid rubber pad or pressurized rubber diaphragm, this will be in contact with the whole of the blank surface throughout its movement into the die aperture.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..)
The blank first conforms to the shape of the shallower cavities, which then act as blank-holder whilst the remainder of the blank is forced into the deeper cavities of the die.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..) Thus hydro-forming is undertaken in a double-acting hydraulic press provided with an upper forming chamber, a lower upstroking ram to actuate the punch, and a blank-holder ring.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..) The chamber contains hydraulic fluid, which is retained by a flexible diaphragm and wear pad.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..) The blank is placed on the blank-holder ring, the upper chamber is lowered, and a pre-set pressure is built up.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..)
The punch moves up, forcing the blank into contact with the flexible diaphragm and wear pad wrapping the part around the punch.
The pressure of fluid within the chamber is correspondingly increased and this provides the necessary detail on the part.
The flange radius can be controlled by regulating the pressure on the bottom ram; if necessary a reverse draw can be developed in the flange radius area.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..) The pressure built up in the forming chamber can be regulated. It may be relieved if excessive or boosted if too low. The pressure may be programmed at fixed increments of the draw depth for tapered or more difficult part.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..)
Machines are available with blank diameter capacities of up to 380 mm at a pressure of 1 kbar, giving draws of up to 180 mm deep. Production rates of 3-6 parts per minute are possible.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..) The size of the rubber diaphragm, which ranges from 100 mm to 500 mm, is determined by the press capacity and the forming pressure required.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..) The tooling is relatively simple and cheap to manufacture. A protective rubber diaphragm is often used in front of the pressurized sheet to minimize wear and damage to the latter, giving it a life of 4000-5000 pieces.
By: A/P Lee Kim Seng Alternative Sheet-Forming Processes (Cont..)
The elimination of the blank-holder, and in many cases of the final trimming operation, can result in a significant saving of blank material.
By: A/P Lee Kim Seng A/P Lee Kim Seng