Design of Sequencing Batch Reactors for Nitrification/Denitrification
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

ANAEROBIC SEQUENCING BATCH REACTOR for the TREATMENT of MUNICIPAL WASTEWATER WONG SHIH WEI (B.Eng. (Hons.), NUS)
ANAEROBIC SEQUENCING BATCH REACTOR FOR THE TREATMENT OF MUNICIPAL WASTEWATER WONG SHIH WEI (B.Eng. (Hons.), NUS) A THESIS SUBMITTED FOR THE DEGREE OF MASTER OF ENGINEERING DEPARTMENT OF CIVIL ENGINEERING NATIONAL UNIVERSITY OF SINGAPORE 2007 Acknowledgements I would like to express my sincere appreciations to my supervisor, Dr. Ng How Yong for his guidance, inspirations and advice. Special thanks also to my supportive comrades, Wong Sing Chuan, Tiew Siow Woon and Krishnan Kavitha; the laboratory staff, Michael Tan, Chandrasegaran and Lee Leng Leng; advisors, Dr Lee Lai Yoke, Chen Chia-Lung and Liu Ying; and my family and friends. i Table of Contents Page Acknowledgements i Table of Contents ii Summary vi List of Tables viii List of Figures x Nomenclature xiii Chapter 1 Introduction 1 1.1 Background 1 1.1.1 The Water Crisis 1 1.1.2 The Energy Crisis 2 1.1.3 Treatment of municipal wastewater 4 1.2 Objectives 5 1.3 Scope of Work 5 Chapter 2 Literature Review 7 2.1 Anaerobic process for wastewater treatment 7 2.1.1 Anaerobic microorganisms and their roles 7 2.1.1.1 Hydrolytic bacteria 9 2.1.1.2 Fermentative bacteria 10 2.1.1.3 Acetogenic & homoacetogenic bacteria 11 2.1.1.4 Methanogens 12 2.1.2 History of research and applications 14 2.1.3 Advantages and disadvantages of anaerobic processes 15 ii 2.1.4 Common applications of anaerobic process 18 2.2 Applicability of anaerobic process for municipal wastewater 19 2.2.1 COD 20 2.2.2 Nitrogen 20 2.2.3 Alkalinity & fatty acids 21 2.2.4 Sulfate 22 2.2.5 Suspended solids 22 2.2.6 Flow rate of the -

The Biological Treatment Method for Landfill Leachate
E3S Web of Conferences 202, 06006 (2020) https://doi.org/10.1051/e3sconf/202020206006 ICENIS 2020 The biological treatment method for landfill leachate Siti Ilhami Firiyal Imtinan1*, P. Purwanto1,2, Bambang Yulianto1,3 1Master Program of Environmental Science, School of Postgraduate Studies, Diponegoro University, Semarang - Indonesia 2Department of Chemical Engineering, Faculty of Engineering, Diponegoro University, Semarang - Indonesia 3Department of Marine Sciences, Faculty of Fisheries and Marine Sciences, Diponegoro University, Semarang - Indonesia Abstract. Currently, waste generation in Indonesia is increasing; the amount of waste generated in a year is around 67.8 million tons. Increasing the amount of waste generation can cause other problems, namely water from the decay of waste called leachate. Leachate can contaminate surface water, groundwater, or soil if it is streamed directly into the environment without treatment. Between physical and chemical, biological methods, and leachate transfer, the most effective treatment is the biological method. The purpose of this article is to understand the biological method for leachate treatment in landfills. It can be concluded that each method has different treatment results because it depends on the leachate characteristics and the treatment method. These biological methods used to treat leachate, even with various leachate characteristics, also can be combined to produce effluent from leachate treatment below the established standards. Keywords. Leachate treatment; biological method; landfill leachate. 1. Introduction Waste generation in Indonesia is increasing, as stated by the Minister of Environment and Forestry, which recognizes the challenges of waste problems in Indonesia are still very large. The amount of waste generated in a year is around 67.8 million tons and will continue to grow in line with population growth [1]. -

Sequencing Batch Reactors: Principles, Design/Operation and Case Studies - S
WATER AND WASTEWATER TREATMENT TECHNOLOGIES - Sequencing Batch Reactors: Principles, Design/Operation and Case Studies - S. Vigneswaran, M. Sundaravadivel, D. S. Chaudhary SEQUENCING BATCH REACTORS: PRINCIPLES, DESIGN/OPERATION AND CASE STUDIES S. Vigneswaran, M. Sundaravadivel, and D. S. Chaudhary Faculty of Engineering and Information Technology, School of Civil and Environmental Engineering and Information Technology, University of Technology Sydney, Australia Keywords: Activated sludge process, return activated sludge, sludge settling, wastewater treatment, Contents 1. Background 2. The SBR technology for wastewater treatment 3. Physical description of the SBR system 3.1 FILL Phase 3.2 REACT Phase 3.3 SETTLE Phase 3.4 DRAW or DECANT Phase 3.5 IDLE Phase 4. Components and configuration of SBR system 5. Control of biological reactions through operating strategies 6. Design of SBR reactor 7. Costs of SBR 8. Case studies 8.1 Quakers Hill STP 8.2 SBR for Nutrient Removal at Bathhurst Sewage Treatment Plant 8.3 St Marys Sewage Treatment plant 8.4 A Small Cheese-Making Dairy in France 8.5 A Full-scale Sequencing Batch Reactor System for Swine Wastewater Treatment, Lo and Liao (2007) 8.6 Sequencing Batch Reactor for Biological Treatment of Grey Water, Lamin et al. (2007) 8.7 SBR Processes in Wastewater Plants, Larrea et al (2007) 9. Conclusion GlossaryUNESCO – EOLSS Bibliography Biographical Sketches SAMPLE CHAPTERS Summary Sequencing batch reactor (SBR) is a fill-and-draw activated sludge treatment system. Although the processes involved in SBR are identical to the conventional activated sludge process, SBR is compact and time oriented system, and all the processes are carried out sequentially in the same tank. -

Troubleshooting Activated Sludge Processes Introduction
Troubleshooting Activated Sludge Processes Introduction Excess Foam High Effluent Suspended Solids High Effluent Soluble BOD or Ammonia Low effluent pH Introduction Review of the literature shows that the activated sludge process has experienced operational problems since its inception. Although they did not experience settling problems with their activated sludge, Ardern and Lockett (Ardern and Lockett, 1914a) did note increased turbidity and reduced nitrification with reduced temperatures. By the early 1920s continuous-flow systems were having to deal with the scourge of activated sludge, bulking (Ardem and Lockett, 1914b, Martin 1927) and effluent suspended solids problems. Martin (1927) also describes effluent quality problems due to toxic and/or high-organic- strength industrial wastes. Oxygen demanding materials would bleedthrough the process. More recently, Jenkins, Richard and Daigger (1993) discussed severe foaming problems in activated sludge systems. Experience shows that controlling the activated sludge process is still difficult for many plants in the United States. However, improved process control can be obtained by systematically looking at the problems and their potential causes. Once the cause is defined, control actions can be initiated to eliminate the problem. Problems associated with the activated sludge process can usually be related to four conditions (Schuyler, 1995). Any of these can occur by themselves or with any of the other conditions. The first is foam. So much foam can accumulate that it becomes a safety problem by spilling out onto walkways. It becomes a regulatory problem as it spills from clarifier surfaces into the effluent. The second, high effluent suspended solids, can be caused by many things. It is the most common problem found in activated sludge systems. -

EPPH2009's Guide 2
Part I Conference Schedule June 14 ~ June 16, 2009 09:00-20:00 Registration Location: Lobby, Friendship Palace, Beijing Friendship Hotel, Beijing Note: You can register at any time during the conference Monday Morning, June 15 Time Activity Location: 2nd floor, Ju Ying Ting in Friendship Palace, Beijing Friendship Hotel 08:30-09:00 Opening Ceremony Plenary Speech 1: Combining Data and Numerical Modeling for Improving the Predictive Ability of Eco- 09:00-09:45 system and Water Quality Model of the Chesapeake Bay and Virginia Tributaries, USA , Prof. Jian Shen, College of William and Mary, USA Plenary Speech 2: Environment and Human Health: Integrating Scientific Developments into Practical En- 09:45-10:30 vironmental Applications for the Improvement of Human Health , Dr. Yue Ge , US Environmental Protection Agency, USA 10:30-10:50 Coffee Break 10:50-11:35 Plenary Speech 3: The 21st Century Water Quality, Safety and Monitoring Issues , Prof. George Zhaoguang Yang , Centre for Advanced Water Technology, Singapore Public Utilities Board, Singapore Monday Noon, June 15 12:00-13:30 Lunch Location: 1st floor, restaurant in Friendship Palace, Beijing Friendship Hotel Monday Afternoon, June 15 Location (1 st floor, Beijing Time Activity Friendship Hotel) Oral_1: Modeling and Measuring of Water Pollution Room 1 in Meeting Hall 14:00 - 15:30 Oral_2: New Wastewater Treatment Technologies Room 2 in Meeting Hall Coffee Break Oral_3: Treatment, Disposal and Discharge of Wastewater Room 3 in Meeting Hall Oral_4: Methods of Monitoring Water Quality Room -
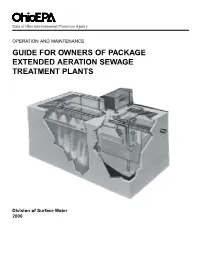
Guide for Owners of Package Extended Aeration Sewage Treatment Plants
State of Ohio Environmental Protection Agency OPERATION AND MAINTENANCE GUIDE FOR OWNERS OF PACKAGE EXTENDED AERATION SEWAGE TREATMENT PLANTS Division of Surface Water 2000 TABLE OF CONTENTS I. UNDERSTANDING YOUR EXTENDED AERATION...................................................................................................2 SEWAGE DISPOSAL SYSTEM II. INSTALLATION.............................................................................................................................................................3-4 III. INITIAL OPERATION - START-UP.................................................................................................................................5 IV. PLANT MAINTENANCE PROCEDURE....................................................................................................................6-10 VISUAL CHECK LIST AERATION TANK.....................................................................................................................8 VISUAL CHECK LIST SETTLING TANK.......................................................................................................................9 MONTHLY OPERATION AND MAINTENANCE RECORD......................................................................................10 V. SAFETY............................................................................................................................................................................11 VI. SPECIAL PROCEDURES FOLLOWING PLANT SHUTDOWN..................................................................................11 -

Phosphorus Removal in Extended Aeration Systems by Chemical Precipitation
July 1977 Report No. Env. E. 56-77-2 Phosphorus Removal in Extended Aeration Systems by Chemical Precipitation C. James AAartel Francis A. DiGiano Robert E. Pariseau Report to the Division of Water Pollution Control Massachusetts Water Resources Commission Department of Environmental Quality Engineering Contract Number 76-10(1) ENVIRONMENTAL ENGINEERING DEPARTMENT OF CIVIL ENGINEERING UNIVERSITY OF MASSACHUSETTS AMHERST, MASSACHUSETTS PHOSPHORUS REMOVAL IN EXTENDED AERATION SYSTEMS BY CHEMICAL PRECIPITATION By C. James Martel Research Associate Francis A. DiGiano Associate Professor of Civil Engineering Robert E. Pariseau Research Chemist Division of Water Pollution Control Massachusetts Water Resources Commission Department of Environmental Quality Engineering Contract Number MDWPC 76-10(1) Environmental Engineering Program Department of Civil Engineering University of Massachusetts Amherst, Massachusetts 01003 PREFACE This report represents the combined results of many studies on phosphorus removal in extended aeration systems conducted at the University of Massachusetts Wastewater Pilot Plant by Environmental Engineering Program graduate students. Robert M. Burke (12) conducted the first study with alum and concluded that there was insufficient alkalinity in Amherst wastewater to ensure pH values compatible with biological treatment. Alan J. Roy (13) examined the effect of alum addition on sludge accumulation and determined that a dosage of 200 mg/£ would triple the sludge accumulation rate. Raymond A. Noga (8) tried a lower alum dose (100 rng/n) but pH was still depressed and sludge production again tripled. Finally, a study was conducted inhouse by Mr. C. James Martel, Research Associate, and Robert E. Pariseau, Research Chemist, during which lime was added for pH control. Most of the data on alum addition presented in this report is the result of this latter study. -
Wastewater Systems
Wastewater Systems Wastewater Systems 4100 Idela Ave. McAllen, Tx. 78503 Phone: (956)681-1750 Fax: (956)681-1767 Web: https://mcallenpublicutility.com/departments/wastewater-systems/ Table of Contents Welcome ............................................................................................1 Biological Nutrient Removal (BNR) ....................................................2 Reclaimed Water Extended Aeration ............................................................................3 Reclaimed water, which can also be called reuse water or recycle water, is converting wastewater into water that can be reused for Wastewater Collection .......................................................................4 landscaping, industry, fire protection, construction (soil compaction and Reclaimed Water ..............................................................................5 dust control), etc., but where reclaimed water’s true benefit arises for a city is conserving water. With the Rio Grande Valley prone to droughts; McAllen Public Utility (MPU) has always been a leader in the conservation of water and is the first Valley city to create a residential reclaimed water irrigation program to conserve potable water. MPU is the first city south of San Antonio to provided reclaimed water to a residential subdivision to irrigate their lawns; furthermore, MPU is already saving over 1.0 billion gallons of water per year distributing reclaim water too Calpine energy. Calpine energy uses reclaimed water for their electrical plant in their cooling towers. There are two types of reclaimed water: Type I and Type II. Type I is superior than Type II, and Type I is used for the above mentioned. Reclaimed water is regulated by Texas Commission of Environmental Quality (TCEQ) and our WWTPs must meet strict regulations to produce this water. Many other cities use reclaimed water such as: San Antonio uses reclaimed water to augment stream flow in the San Antonio River along the famous River Walk. -

A Study on Sewage Treatment and Disposal in Delhi
Volume 6 Issue 2(2018) 88-91 ISSN 2347 - 3258 International Journal of Advance Research and Innovation A study on Sewage Treatment and Disposal in Delhi Shreya Gupta1, SK Singh1,*, Vishal Gandhi2 1Department of Environmental Engineering, Delhi Technological University, Delhi, India 2Central Pollution Control Board, Delhi, India Abstract Article Info Delhi, which is the capital of India and also the fastest growing metropolitan city, does not have Article history: adequate sewage treatment and disposal infrastructure. In most of the cases wastewater is let out Received 10 May 2018 untreated and it either seeps into the ground as a potential pollutant of groundwater or is Received in revised form 25 May 2018 discharged into the natural drainage system causing pollution in downstream areas. Wastewater Accepted 1 June 2018 needs to be conveyed to sewage treatment plants for treatment and treated sewage must meet the Available online 15 June 2018 aesthetic standards of ambient environment for receiving water bodies. This paper gives an Keywords overview on sewage treatment plants (STPs) in Delhi, focusing majorly on the Okhla wastewater Delhi, Disposal, Sewage, STPs, plants. The total treatment capacity of STPs in Delhi, was mapped against the total sewage Treatment. generation and hence the gap between the two was found. This information will be very useful for further allocation of STPs and also for safeguarding the health of people and Environment All rights reserved: http://www.ijari.org 1. Introduction and create treated wastewater that is more secure for the earth. A by- In the past circumstances, sewage from a city or a state was less product of sewage treatment is generally a semi-strong waste or slurry, polluted but rather more today. -

More Than You Ever Wanted to Know About Your Aeration Septic System
More than you wanted to know about your Oldham brand Aeration Sewage Treatment System! Oldham brand aeration sewage treatment systems have an initial break-in period of six-to-eight weeks, during which time bacteria establish themselves in the unit. The development of these biological colonies occur naturally with the addition of sanitary wastes, so we recommend you use all your plumbing facilities in a normal manner from initial start-up. You may notice a septic odor during this initial break in period, this should clear up within 2-3 weeks. You may also notice a tendency for the unit to foam from laundry wastes during this period. This is normal and it should cease by the sixth week. You can help by using only moderate amounts of low-sudsing biodegradable detergents. An Oldham brand aeration sewage treatment system, operating properly and well maintained will NOT smell bad. The smell should be similar to what it smells like after a farmer plows their field, a kind of musty-earthy smell. The color in the aeration chamber should be chocolate brown. If a system smells bad, it is probably not operating long enough (or not at all). See below for how long it should run. Sewage treatment is a multi-stage process to renovate wastewater before it reenters a body of water. The goal is to reduce or remove organic matter, solids, nutrients, disease-causing organisms and other pollutants from wastewater. Suggested Detergents, Bleaches & Toilet Paper for use in an Oldham Aeration Septic System Detergents (for non HE machines) Bleaches Cleaning products: Recommend using non- All HE detergents are acceptable (only use powdered) chlorine, non-ammonia, non-antibacterial, non- Should be concentrated, powdered, low- Biz toxic and bio-degradable. -

Individual Home Wastewater Characterization and Treatment
INDIVIDUAL HOME WASTEWATER CHARACTERIZATION AND TREATMENT Edwin R. Bennett and K. Daniel Linstedt Completion Report No. 66 INDIVIDUAL HDME WASTEWATER CHARACTERIZATION AND TREATMENT Completion Report OWRT Project No. A-021-COLO July 1975 by Edwin R. Bennett and K. Daniel Linstedt Department of Civil and Environmental Engineering University of Colorado Boulder, Colorado submitted to Office of Water Research and Technology U. S. Department of the Interior Washington, D. C. The work upon which this report is based was supported by funds provided by the U. S. Department of the Interior, Office of Water Research and Technology, as authorized by the Water Resources Research Act of 1964, and pursuant to Grant Agreement Nos. 14-31-0001-3806, 14-31-0001-4006, and 14-31-0001-5006. Colorado Water Resources Research Institute Colorado State University Fort Collins. Colorado 80523 Norman A. Evans, Director TABLE OF CONTENTS Page Chapter I. Introduction 1 Chapter II. Water Use in the Home 6 Comparison with Published Data ". 23 Discussion ...... .. 26 Chapter III. Wastewater Po11utiona1 Strength Characteristics 28 Work of Other Researchers. 37 Summary. ... 43 Chapter IV. Individual Home Treatment Systems 45 Septic Tanks . 45 Discussion 60 Aerobic Treatment Units 61 Evapo-Transpiration Systems 67 Water Saving Appliances and In-Home Reuse. 74 Cost Considerations.•.......• 78 Chapter V. Recycling Potential of Home Wastewater Streams. 81 Experimental Procedures and Results. 85 Phase 1. 86 Phase 2. 91 Results 98 Biological Oxidation . 98 Dual Media Filtration .101 Carbon Adsorption. .. .109 Work of Other Researchers .119 Discussion ... .126 Chapter VI. Summary .132 References . .134 LIST OF TABLES Page 1. Composition of Families in Homes Studied 6 2. -

Ultrasound-Assisted Treatment of Landfill Leachate in a Sequencing
water Article Ultrasound-Assisted Treatment of Landfill Leachate in a Sequencing Batch Reactor Anna Grosser 1,* , Ewa Neczaj 1, Magdalena Madela 1 and Piotr Celary 2 1 Faculty of Infrastructure and Environment, Czestochowa University of Technology, 42-201 Czestochowa, Poland; [email protected] (E.N.); [email protected] (M.M.) 2 Central Laboratory for Measurements and Research, 44-335 Jastrzebie-Zdroj, Poland; [email protected] * Correspondence: [email protected]; Tel.: +48-343-250-917 Received: 8 January 2019; Accepted: 7 March 2019; Published: 12 March 2019 Abstract: Purification of leachates is currently a big challenge due to their high variability in composition and amount. The complexity of the medium, namely leachates, makes new solutions highly sought after and finds the existing ones in need of optimization. The effects of ultrasound pretreatment (20 kHz, 12 µm) on biological treatment of landfill leachates in the form of processes carried out in two sequencing batch reactors were investigated. The experiment was divided into two stages. In the first stage, leachate was treated by an ultrasonic field at different sonication times (0.5, 1, 3, 5, 10 and 15 min). Next, leachates with and without conditioning were combined with municipal wastewater in the following ratios: 5, 10, 15 and 25% v/v. For optimal processing time (3 min), 16% removal of COD was achieved. In turn, the BOD5/COD ratio was 0.3, which is higher by approximately 270% than that of the non-conditioned sample. Further elongation of sonication time did not significantly affect both parameters. Also, pretreatment of leachate resulted in a maximum increase noted in the study of specific oxygen uptake rate and dehydrogenase activity of approximately 21 and 2 times compared to the non-conditioned sample.