Woodworking Tools, Materials, and Methods
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
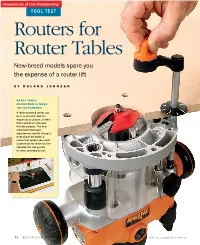
Routers for Router Tables New-Breed Models Spare You the Expense of a Router Lift
Compliments of Fine Woodworking TOOL TEST Routers for Router Tables New-breed models spare you the expense of a router lift BY ROLAND JOHNSON ABOVE-TABLE ADJUSTMENTS MAKE THE DIFFERENCE A table-mounted router can be very versatile. But it’s important to choose a router that’s designed expressly for that purpose. The best allow both bit-height adjustments and bit changes from above the table. A router that makes you reach underneath for these routine adjustments will quickly become annoying to use. 54 FINE WOODWO R K in G Photo, this page (right): Michael Pekovich outers are among the most versatile tools in the shop—the go-to gear Height adjustment Rwhen you want molded edges on lumber, dadoes in sheet stock, mortises for Crank it up. All the tools for adjusting loose tenons, or multiple curved pieces bit height worked well. Graduated that match a template. dials on the Porter-Cable Routers are no longer just handheld and the Triton are not tools. More and more woodworkers keep very useful. one mounted in a table. That gives more precise control over a variety of work, us- ing bits that otherwise would be too big to use safely. A table allows the use of feather- boards, hold-downs, a miter gauge, and other aids that won’t work with a hand- held router. With a table-mounted router, you can create moldings on large or small stock, make raised panels using large bits, cut sliding dovetails, and much more. Until recently, the best way to marry router and table was with a router lift, an expensive device that holds the router and allows you to change bits and adjust cut- ting height from above the table. -
Matchfit 360 System Workbench Plans Project Overview
MATCHFIT 360 SYSTEM WORKBENCH PLANS PROJECT OVERVIEW The MATCHFIT 360 System Workbench is an all-in-one multifunctional workbench. Using MATCHFIT Dovetail Clamps and Dovetail Hardware, it allows you to go beyond the edge and clamp anywhere on the surface for hassle-free assembly. TOOLS & MATERIALS - Table Saw - 3/4” MDF, 32”x72” - Router table - 16’ 1-1/2” thick hard maple - 5” wide - MATCHFIT Dovetail Router bit, or comparable - Adjustable Locking Router Guide - free plans HERE 14º, 1/2” diameter dovetail router bit - Vertical Edge Routing Guide - free plans HERE - 1/4” diameter straight router bit - 3/4” diameter forstner bit - 1” diameter forstner bit - 1-1/2” 10-32 panhead screws and washers - 1/2” diameter forstner bit - MATCHFIT Dovetail Hardware - 45 degree chamfer router bit - 3/4” good quality plywood, 32”x72” FREE DOWNLOADABLE JIG PLANS Scan this QR code for access to our library of free jig plans and for more information about the MATCHFIT 360 System. microjig.com/matchfitplans INSTRUCTIONS STEP 1 - CUT THE STOCK TO SIZE To create the top and vertical side of the 360 workbench, cut a sheet of 3/4” plywood to 45-1/2” x 29-1/2”, and another at 29-1/2” x 18-1/2” on the table saw. Next, cut a sheet of 3/4” MDF to 45-1/4” x 29-1/4”, and another at 29-1/4” x 17-1/4”. INSTRUCTIONS STEP 2 - LAMINATE PLYWOOD AND MDF TOGETHER Glue MDF and plywood together leaving 1/8” reveal on all sides. This is to ensure that you have a flat edge to run along the fence when cutting laminated pieces to final size on the table saw. -

TOOLS and EQUIPMENT Orthotic 561
TOOLS AND EQUIPMENT Orthotic 561 Tools Shoe Stretchers............................562 Brannock Measuring Device..................562 Mixing Bowls ..............................562 Aluminum Cast Mandrels ....................562 Laminating Fixtures.........................563 Vises and Yates Clamps.................563-564 Measuring Devices .....................564-567 Hex Sets and Balldrivers.................567-569 Screw and Drill Gages ......................569 Cutting Nippers ............................570 Plastering Tools............................571 Shears and Scissors ....................571-572 Blades, Knives and Surforms .............572-575 Rivets, Punch Sets and Eyelets ...........576-579 Reamers .................................579 Needle Kit ................................579 Deburring Tool.............................579 Rout-A-Burr ...............................579 Precision Oiler.............................580 Countersinks ..............................580 Adjustable Bits.............................580 Tools Ball Set Tool . 580 Micro Torches and Heat Guns ............580-582 Cast Spreaders and Cutters ..............583-584 Alignment Fixtures .........................584 Benders and Contouring Iron .............584-585 Equipment Carvers, Cutters and Routers.............585-588 Sanding Accessories............ 589-591, 601-603 Sewing and Patching Machines ...............592 Drill Press ................................593 Band Saws . .594-595 Dust Collectors ........................596-597 -

SATURDAY, AUGUST 28, 2021 at 10:00 AM
www.reddingauction.com 1085 Table Rock Road, Gettysburg, PA PH: 717-334-6941 Pennsylvania's Largest No Buyers Premium Gun Auction Service Your Professional FireArms Specialists With 127+ Combined Years of Experience Striving to Put Our Clients First & Achieving Highest Prices Realized as Possible! NO RESERVE – NO BUYERS PREMIUM If You Are Interested in Selling Your Items in an Upcoming Auction, Email [email protected] or Call 717- 334-6941 to Speak to Someone Personally. We Are Consistently Bringing Higher Prices Realized Than Other Local Auction Services Due to Not Employing a Buyer’s Premium (Buyer’s Penalty). Also, We Consistently Market Our Sales Nationally with Actual Content For Longer Periods of Time Than Other Auction Services. SATURDAY, AUGUST 28, 2021 at 10:00 AM PLEASE NOTE: -- THIS IS YOUR ITEMIZED LISTING FOR THIS PARTICULAR AUCTION PLEASE BRING IT WITH YOU WHEN ATTENDING Abbreviation Key for Ammo Lots: NIB – New in Box WTOC – Wrapped at Time of Cataloging (RAS Did Not Unwrap the Lots With This Designation in Order to Verify the Correctness & Round Count. We depend on our consignor’s honesty and integrity when describing sealed boxes. RAS Will Offer No Warranties or No Guarantees Regarding Count or the Contents Inside of These Boxes) Any firearms with a “R” after the lot number means it is a registrable firearm. Any firearms without the “R” is an antique & Mfg. Pre-1898 meaning No registration is required. Lot #: 1. Winchester – No. W-600 Caged Copper Room Heater w/Cord – 12½” Wide 16” High w/Gray Base (Excellent Label) 2. Winchester-Western – “Sporting Arms & Ammunition” 16” Hexagon Shaped Wall Clock – Mfg. -

Comparative Study of NZ Pine & Selected SE Asian Species
(FRONT COVER) A COMPARATIVE STUDY OF NEW ZEALAND PINE AND SELECTED SOUTH EAST ASIAN SPECIES (INSIDE FRONT COVER) NEW ZEALAND PINE - A RENEWABLE RESOURCE NZ pine (Pinus radiata D. Don) was introduced to New Zealand (NZ) from the USA about 150 years ago and has gained a dominant position in the New Zealand forest industry - gradually replacing timber from natural forests and establishing a reputation in international trade. The current log production from New Zealand forests (1998) is 17 million m3, of which a very significant proportion (40%) is exported as wood products of some kind. Estimates of future production indicate that by the year 2015 the total forest harvest could be about 35 million m3. NZ pine is therefore likely to be a major source of wood for Asian wood manufacturers. This brochure has been produced to give prospective wood users an appreciation of the most important woodworking characteristics for high value uses. Sponsored by: Wood New Zealand Ltd. Funded by: New Zealand Ministry of Foreign Affairs and Trade Written by: New Zealand Forest Research Institute Ltd. (Front page - First sheet)) NEW ZEALAND PINE - A VERSATILE TIMBER NZ pine (Pinus radiata D.Don) from New Zealand is one of the world’s most versatile softwoods - an ideal material for a wide range of commercial applications. Not only is the supply from sustainable plantations increasing, but the status of the lumber as a high quality resource has been endorsed by a recent comparison with six selected timber species from South East Asia. These species were chosen because they have similar end uses to NZ pine. -

Section 061053 - Miscellaneous Rough Carpentry
SECTION 061053 - MISCELLANEOUS ROUGH CARPENTRY PART 1 - GENERAL 1.1 RELATED DOCUMENTS A. Drawings and general provisions of the Contract, including General and Supplementary Conditions and Division 01 Specification Sections, apply to this Section. 1.2 SUMMARY A. This Section includes the following: 1. Wood framing, blocking, and nailers 2. Wood battens, shims, and furring (for wall panel attachment). 3. Plywood sheathing for miscellaneous structures and replacement of deteriorated roof sheathing. B. Related Sections include the following: 1. Section 075216 "SBS Modified Bituminous Membrane Roofing" for adhesively applied 2-ply, SBS bituminous membrane roofing, with self-adhered base ply sheet. 2. Section 076200 "Sheet Metal Flashing and Trim" for installing sheet metal flashing and trim integral with roofing. 1.3 DEFINITIONS A. Dimension Lumber: Lumber of 2-inches nominal or greater but less than 5-inches nominal in least dimension. B. Lumber grading agencies, and the abbreviations used to reference them, include the following: 1. NLGA: National Lumber Grades Authority. 2. WCLIB: West Coast Lumber Inspection Bureau. 3. WWPA: Western Wood Products Association. 1.4 QUALITY ASSURANCE A. Testing Agency Qualifications: For testing agency providing classification marking for fire- retardant treated material, an inspection agency acceptable to authorities having jurisdiction that periodically performs inspections to verify that the material bearing the classification marking is representative of the material tested. PRSD – Thompson Elementary School Roof Replacement 061053 – MISCELLANEOUS ROUGH CARPENTRY July, 2012 Page 1 of 7 B. Forest Certification: For the following wood products, provide materials produced from wood obtained from forests certified by an FSC-accredited certification body to comply with FSC 1.2, "Principles and Criteria": 1. -

VARIABLE SPEED BELT SANDER Operator’S Manual
241-9801 3” X 21” VARIABLE SPEED BELT SANDER Operator’s Manual SAVE THIS MANUAL You will need this manual for safety instructions, operating procedures and warranty. Put it and the original sales receipt in a safe dry place for future reference. IMPORTANT SAFETY INSTRUCTIONS WARNING: When using electric tools, machines or equipment, basic safety precautions should always be followed to reduce the risk of fire, electric shock, and personal injury. ! READ ALL INSTRUCTIONS BEFORE USING THIS TOOL 1. KEEP WORK AREA CLEAN. Cluttered areas invite injuries. 2. CONSIDER WORK AREA ENVIRONMENT. Don’t use power tools in damp, wet, or poorly lit locations. Don’t expose your tool to rain. Keep the work area well lit. Don’t use tools in the presence of flammable gases or liquids. 3. KEEP CHILDREN AND BYSTANDERS AWAY. All children should be kept away from the work area. Don’t let them handle machines, tools or extension cords. Visitors can be a distraction and are difficult to protect from injury. 4. GROUNDED TOOLS must be plugged into an outlet that itself is properly installed and grounded. Grounding provides a low-resistance path to carry electricity away from the operator, should the tool malfunction electrically. Do not remove the grounding prong from the plug or alter the plug in any way. If in doubt as to whether the outlet is properly grounded according to code, check with a qualified electrician. 5. OBSERVE PROPER PRECAUTIONS REGARDING DOUBLE INSULA- TION. This tool is double insulated. It is equipped with a polarized plug. One blade is wider than the other, so it will fit into a polarized outlet only one way. -

Headlok® and Spiderdrive® Are Registered Trademarks of OMG, Inc
® HeadLok PRODUCT DATA SPECIFICATIONS PRODUCT DESCRIPTION COATING The OMG HeadLok is a specialized, flat head OMG CR-10 corrosion resistant coating fastener engineered for a wide range of passes the corrosion requirements of FM panel applications including Structural Insu- Approval Standard 4470 and ETAG 006. lated Panels, Prefabricated Wall Panels, and APPLICATION USE Nailboard, and can also be used in wood, WITH structural concrete*, purlins*, corrugated Install the OMG HeadLok using a high torque, and structural steel substrates. low RPM screw gun. Bring underside of P the washer head flat to the surface. Do not FEATURES & BENEFITS overdrive. For steel substrates, proper point S • Three point and thread styles available style must be determined depending on the for fast installation. steel gauge thickness. W • Spade Point for use in in steel *For structural concrete, use the OMG SC HeadLok with spade points only. The fastener (18 - 22 ga.), structural concrete and DECK wood; must penetrate structural concrete decks a TYPES • Gimlet Point for use in dimensional minimum of 1-inch. Pre-drill using a 3/16-in. lumber; pilot hole at least 1/2-in. (13 mm) deeper than fastener embedment. • Drill Point for use in steel purlins PHYSICAL DATA** up to 3/16-in. thick. The 1/2-in. *For purlin attachment, use OMG HeadLok The data below is constant for each OMG HeadLok. with drill point only. drill point allows the fastener to be HEAD POINT STYLES SHANK drilled through the purlin before the *Prior to job-start, contact OMG to perform a .625" (15.87 mm) • Gimlet .190" (4.82 mm) threads engage. -

Understanding Western Backsaws
Understanding Western Backsaws The Western backsaw has almost vanished. But a few toolmakers are trying to turn back the clock to when this One of the earliest tool catalogs we have, “Smith’s Key,” shows the four types The saw on the bottom is a typical pistol-grip dovetail saw from sawmaker of backsaws available in 1816 from makers in Sheffield, England. Note how Mike Wenzloff of Wenzloff & Sons. Also shown (at top) is a straight-handled saw was in every toolbox. this tool catalog shows the blades as tapered – they are narrower at the toe dovetail saw known as a gent’s saw, so named (we’re told) because it was than at the heel. There’s a likely reason for that. used by gentlemen hobbyist woodworkers in the 19th century. Why Use Western Handsaws? For some woodworkers, the above reasons blade is straight up and down. However, using The backsaws that built nearly every piece of If you do the math, mass-produced high-qual- are a compelling reason to use Western saws. a straight-handled “gent’s saw” isn’t difficult. It antique English and American furniture almost ity Japanese saws are a bargain. You can buy a If you are one of those, read on. If you still pre- just takes a little more getting used to. became extinct, thanks to the universal motor and Japanese dovetail saw for $35 that works just as fer Japanese saws and want to learn more about The teeth of a dovetail saw are quite fine, the Japanese obsession with quality. -

BD4603 Belt Disc Sander
BD4603 4×6 " BELT DISC SANDER CONTACT US:[email protected] IMPORTANT: For your own safety, read and follow all of the Safety INSTRUCTION Guidelines and Operating Instructions before operating MANUAL this product. BD4603 2 TABLE OF CONTENTS Specifications 2 Safety guidelines 3 Package contents 9 Key parts diagram 10 Operating instructions 11 Maintenance 16 Troubleshooting 18 Exploded view 19 Parts list 20 Warranty 23 TABLE OF CONTENTS TABLE SPECIFICATIONS Motor 120VAC, 60Hz , 5.0A Speed (no load) 3450RPM Belt size 4" x 36" Belt speed 2161 FPM Disc size 6" Disc speed 3450RPM 3 BD4603 SAFETY GUIDELINES - DEFINITIONS • Always wear safety goggles or safety glasses with side shields. Specifications 2 • Always wear respiratory and hearing protection. • To reduce the risk of injury, user and all bystanders must read and understand instruction manual before using this product. • Failure to keep your hands away from the moving part and cutting surface will result in serious personal injury. • No children or pregnant women should enter the work area where the paint sanding is being done until all clean up is completed. • A dust mask or respirator should be worn by all persons entering the work area. The filter should be replaced daily or whenever the wearer has difficulty breathing. • NO EATING, DRINKING or SMOKING should be done in the work area to prevent ingesting contaminated paint particles. Workers should wash and clean up BEFORE eating, drinking or smoking. Articles of food, drink, or smoking should not be left in the work area where dust would settle on them. • Paint should be removed in such a manner as to minimize the amount of dust generated. -
Performance, Technology and Application of High Performance Marine Vessels Volume One
Performance, Technology and Application of High Performance Marine Vessels Volume One Performance, Technology and Application of High Performance Marine Vessels Volume One Edited by Liang Yun, Raju Datla and Xinfa Yang Performance, Technology and Application of High Performance Marine Vessels Volume One Edited by Liang Yun, Raju Datla and Xinfa Yang This book first published 2018 Cambridge Scholars Publishing Lady Stephenson Library, Newcastle upon Tyne, NE6 2PA, UK British Library Cataloguing in Publication Data A catalogue record for this book is available from the British Library Copyright © 2018 by Liang Yun, Raju Datla, Xinfa Yang and contributors All rights for this book reserved. No part of this book may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording or otherwise, without the prior permission of the copyright owner. ISBN (10): 1-5275-0356-9 ISBN (13): 978-1-5275-0356-4 CONTENTS Preface by the Editors-in-Chief ................................................................. xii Liang Yun, Raju Datla, Xinfa Yang Preface .................................................................................................... xxiv Trevor Blakeley Preface .................................................................................................... xxvi Guo Da-cheng Preface .................................................................................................. xxviii Huang Ping-tao Preface .................................................................................................... -
Demystifying the Traditional Backsaw © 2014, by Mark D
Demystifying the Traditional Backsaw © 2014, by Mark D. Harrell Introduction Introduction Talking Points • Is it worth saving? • Disassembly • Cleaning • Handle Work • Reassembly & retensioning • Truing up • Clock-sharpening • Safety • The Continuum of a Toothline Is it worth saving? • Pitting (know when it’s too bad • Badly bent sawbacks • Handle repair (you be the judge) • Sentimental value • Handsaw flex test 9 times out of ten, the traditional folded sawback saves the saw Disassembly • Leather-lined wood clamp • Angle iron • 12” mill file • Sharpening files • Dead-blow mallet • Stout screwdriver • Small crowbar • Ruler • Sharpie • Brass hammer • Leather patches • Canning wax • Whetstone • Masking tape • Stout vise These are tools you’ll likely have in your shop already Disassembly (cont.) Step 1: this is how we get our frozen nuts off in Wisconsin. It doesn’t even have to be winter. Disassembly (cont.) Step 2: lay your handle aside—secure your fasteners inside the pistol grip so they don’t get lost. Disassembly (cont.) Step 3: cinch your plate/back assembly into a your leather-lined angle iron and pry of back with crowbar. “Warning, Will Robinson! don’t do this with static backs!” Disassembly (cont.) Step 3a: know the difference between a static back and a traditional folded back—again, don’t attempt to pull off a static-back or you’ll ruin your saw. More on this later. Disassembly (cont.) Step 4: repeat this procedure gradually, then pull off back. Disassembly (cont.) Completely disassembling a traditional backsaw is no different than disassembling a hand plane; easier, in fact. Typical Cleaning Supplies (what Bad Axe Uses, anyway!) • Sunshine Polishing cloths • 3M Abrasive Pads • Cordless Dremel • Sandflex Eraser blocks • Plastic Safety Razor • Brass toothbrush • Dental Pick • Exacto Knife • Wizard's Power Seal • Nitrile Gloves • Spraybees • Wizard's Metal • Renew • Dust mask(s) & safety goggles • Dry t-shirt/cloth diaper cloth • Your child's old toothbrush.