Extrusion Technique Is a Process in Food Processing Technology Which
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Food Extrusion Processing: an Overview
FOOD EXTRUSION PROCESSING: AN OVERVIEW By Bon-Jae Gu, School of Food Science, Washington State University. Ryan J. Kowalski, School of Food Science, Washington State University. Girish M. Ganjyal, School of Food Science, Washington State University FS264E FS264E | Page 1 | extension.wsu.edu WSU EXTENSION | FOOD EXTRUSION PROCESSING: AN OVERVIEW Food Extrusion Processing: An Overview cereals, pellet products, pet foods, and pre-gelatinized flours, Summary among others (Singh et al. 2007). It is a system that encompasses multiple unit operations such as mixing, Extrusion processing is a commonly used processing kneading, cooking, forming, and cutting all into a single piece technology in the food industry with a wide number of of equipment. This results in having a relatively simple process applications. It is a processing system that utilizes a single with high efficiency and low cost compared to other screw or a set of screws to force food materials through a small processing methods (Fellows 2009). opening. While food is being forced through the extruder, foods are cooked by the high pressure, high shear, and high temperature environment created by the screws, encased in the barrel. Upon exiting, materials often puff due to the release of pressure and conversion of water into steam. The entire process is continuous and capable of happening in less than a minute. The most commonly used extruders in the food industry include single-screw and twin-screw systems, with twin-screw systems more widely used because of their flexibility. A brief overview of extrusion processing systems is provided in this publication, including applications of extrusion in the food industry, different parts of the extruder, and the concept of extrusion as a multiple input and multiple output processing system. -

Precooked Bran-Enriched Wheat Flour Using Extrusion
JFS S: Sensory and Food Quality Precooked Bran-Enriched Wheat Flour Using Extrusion: Dietary Fiber Profile and Sensory Characteristics H. GAJULA,S.ALAVI,K.ADHIKARI, AND T. HERALD ABSTRACT: The effect of precooking by extrusion processing on the dietary fiber profile of wheat flour substituted with 0%, 10%, 20%, and 30% wheat bran was evaluated. Depending on the level of bran, total dietary fiber (TDF) and soluble dietary fiber (SDF) in uncooked flours ranged from 4.2% to 17.2% and 1.5% to 2.4%, respectively. Precooking by extrusion significantly increased SDF in flours (by 22% to 73%); although in most cases it also led to a significant decrease in TDF. Cookies and tortillas produced from uncooked and precooked flours with 0% and 20% substituted bran were evaluated for consumer acceptability using a 9-point hedonic scale. With a few exceptions, all cookies had scores ranging from 6 to 7 (“like slightly” to “like moderately”) for each attribute, including overall acceptability, appearance, texture, crumbliness, and flavor. Tortillas were rated for the same attributes except for crumbliness, which was replaced with chewiness. In most cases, tortilla scores ranged from 5 to 7 (“neither like nor dislike” to “like moderately”). Consumer acceptability scores of cookies from uncooked flour did not change significantly with increase in bran substitution from 0% to 20%. However, consumer scores for tortillas did decrease significantly with increase in bran level. Extrusion precooking of the flours did not improve the consumer acceptability of cookies and tortillas; however, it did improve their dietary fiber profile by increasing the SDF significantly. -

Extrusion-Cooking of Starch
Chapter 13 Extrusion-Cooking of Starch L. Moscicki, M. Mitrus, A. Wojtowicz, T. Oniszczuk and A. Rejak Additional information is available at the end of the chapter http://dx.doi.org/10.5772/52323 1. Introduction The extrusion technology, well-known in the plastic industry, has recently become widely used in food industry, where it is referred to as extrusion-cooking. It has been employed for the production of so called engineered food and special feed. Generally speaking, extrusion-cooking of vegetable raw materials consists in the extrusion of grinded material at baro-thermal conditions. With the help of shear energy, exerted by the rotating screw, and additional heating by the barrel, the food material is heated to its melting point, than is conveyed under high pressure through a series of dies and the prod‐ uct expands to its final shape. That results in much different physical and chemical proper‐ ties of the extrudates in comparison to raw materials used. Food extruders – processing machines (see fig. 1), belong to the family of HTST (High Tem‐ perature Short Time) equipment, with a capability to perform cooking tasks under high pressure. This aspect may be explained for vulnerable food and feed as an advantageous process since small time span exposures to high temperatures will restrict unwanted dena‐ turation effects on e.g. proteins, amino acids, vitamins, starches and enzymes. Physical tech‐ nological aspects like heat transfer, mass transfer, momentum transfer, residence time and residence time distribution have a strong impact on the food and feed properties during ex‐ trusion-cooking and can drastically influence the final product quality (Mościcki et al., 2009, Moscicki, 2011, Mościcki, 2011). -

Food Extrusion - Karwe M
FOOD ENGINEERING – Vol. III - Food Extrusion - Karwe M. V. FOOD EXTRUSION Karwe M. V. Cook College, Rutgers University, New Jersey, USA Keywords: Extruded products, extrusion equipment, flavor formation, Maillard browning, nutritional changes, physico-chemical changes in starch, protein, and lipids, process modeling, scale-up, single-screw extruder, twin-screw extruder Contents 1. Introduction 2. Extruded Products 2.1. Products for Human Consumption 2.2. Pet Food and Animal Feed Products 3. Extrusion Equipment 3.1. Single-Screw Extruders 3.2. Twin-Screw Extruders 3.3. Extrusion Equipment Size 4. Extrusion Variables and Process Parameters 5. Process Modeling and Scaling 5.1. Process Modeling 6. Scale-Up 7. Physico-Chemical Changes During Extrusion 7.1. Changes in Starches 7.2. Changes in Proteins 7.3. Changes in Lipids 8. Flavor Formation and Loss During Extrusion 9. Effect of Extrusion on Nutritional Quality 10. Other Applications of Extrusion Processing Acknowledgments Glossary Bibliography Biographical Sketch SummaryUNESCO – EOLSS The process of screw extrusion is used in the food and agricultural industries to make a variety of products.SAMPLE The process combines maCHAPTERSny operations as one, is flexible, can be used to make different types of products, and produces few or no effluents. This article gives an overview of the status of food extrusion research and applications. 1. Introduction Extrusion is defined as a process in which material is pushed through an orifice or a die of given shape. The pushing force is applied using a piston or a screw. In food applications, screw extrusion is predominant. ©Encyclopedia of Life Support Systems (EOLSS) FOOD ENGINEERING – Vol. -

Effects of Extrusion-Cooking on the Nutrient and Anti-Nutrient
Journal of Applied Pharmaceutical Science 02 (05); 2012: 158-162 ISSN: 2231-3354 Effects of Extrusion -Cooking on the Nutrient and Received on: 06-05-2012 Revised on: 12-05-2012 Accepted on: 17-05-2012 Anti-Nutrient Composition of Pigeon Pea and Unripe DOI: 10.7324/JAPS.2012.2533 Plantain Blends Anuonye J. C., Jigam A. A and Ndaceko G. M ABSTRACT The effects of extrusion cooking on the nutrient and anti-nutrient composition of raw and extruded blends of pigeon pea and unripe plantain flours were evaluated. Pigeon pea seeds were cleaned and processed into flour while unripe plantain was peeled, sliced, dried and milled into flour separately and sieved to pass 0.85mm mesh. The moisture content of the flours was determined. Unripe plantain flour was added to pigeon pea flour at 25% levels of substitution. The moisture content of the blends was adjusted to 25% levels. The blends were Anuonye J. C. extruded using a Brabender laboratory single-screw extruder (Duisburg DCE 330 model) at Food Science and Nutrition 0 Department, Federal University of 120rpm and temperature of 100 c. The proximate composition, minerals, amino acid profile and some vitamins of raw and extruded samples were determined. Antinutrients (Phytate, Technology Minna. saponnis, oxalate, tannin, trypsin inhibitor, lectin and hydrogen cyanide content) of raw and extruded samples were also estimated. Results of proximate composition, showed a significant (P<0.05) increase in fat content (1.97%) and energy value (1420 kj/100g), while marginal decrease was noticed in protein (22.98%), ash (3.72%) and crude fibre (7.04%). -

Protein-Protein Interaction of Soybean Protein from Extrusion Processing
PROTEIN-PROTEIN INTERACTION OF SOY PROTEIN ISOLATE FROM EXTRUSION PROCESSING A Thesis presented to the Faculty of the Graduate School at the University of Missouri-Columbia In Partial Fulfillment of the Requirements for the Degree Master of Science by ANGELA CHIANG Dr. Fu-Hung Hsieh, Thesis Supervisor DECEMBER 2007 © Copyright by Angela Chiang 2007 All Rights Reserved The undersigned, appointed by the dean of the Graduate School, have examined the thesis entitled PROTEIN-PROTEIN INTERACTION OF SOY PROTEIN ISOLATE FROM EXTRUSION PROCESSING presented by Angela Chiang, a candidate for the degree of Master of Science, and hereby certify that, in their opinion, it is worthy of acceptance. Fu-Hung Hsieh, Ph.D., Department of Food Science Andrew D. Clarke, Ph.D., Department of Food Science Gang Yao, Ph.D., Department of Biological Engineering ACKNOWLEDGEMENTS It has been a long way for the past two years. I would not have this fulfilling journey without the support and encouragement from many people. I would like to thank Dr. Fu-Hung Hsieh for giving me the opportunity to conduct this research with his professional guidance. His understanding in the hardships of students traveling aboard is most appreciated. I would also like to thank my thesis committee members, Dr. Andrew D. Clarke and Dr. Gang Yao for their professional advice in my research and thesis. Special recognition is also extended to Harold Huff for his assistance and knowledge in extrusion processes. Thank you to JoAnn Lewis for always having the answers to the questions I have through these two years. Special thanks to my friends, including Atreyee Das, Hsin-Ming Lu, and Yu-Wei Lin, Chia-En Wu for their assistance, encouragement and companionship throughout the master study. -

Role of Extrusion Technology in Food Processing and Its Effect on Nutritional Values G
International Journal of Modern Science and Technology Vol. 01, Issue 01: April 2016. Page 1-4. http://www.ijmst.co/ ISSN: 2456-0235 Mini Review Article Role of extrusion technology in food processing and its effect on nutritional values G. Baskar*, R. Aiswarya Department of Biotechnology, St. Joseph’s College of Engineering, Chennai – 600 119. India. *Corresponding author: Email id: [email protected] Abstract Extrusion cooking is a multi-functional thermal/mechanical process, which has drawn wide attention in agro-food processing industries. This process has various beneficial effects like destruction of antinutritional factors, gelatinization of starch, increased soluble dietary fiber and reduced lipid oxidation. On the other hand, Maillard reaction also influence in the nutritional value of the food by the interaction between protein and sugars. The raw material and their composition along with the process condition also influence the nutritional value of the food. The extrusion cooking is widely applied for cereal and protein processing such that the mild extrusion condition (low temperature, low residence time and high moisture) improves the nutritional quality of food largely. In case of high extrusion condition such as high temperature <200ºC, low moisture content (<15%) with the presence of high reactive sugars adversely affects the nutritional quality of food. In order to obtain a nutritionally balanced food control of process parameters along with the physico-chemical changes should be monitored properly at timely basis. This review also suggests the recent development in food industries regarding the extrusion technology. Keywords: Extrusion cooking; Maillard reaction; Nutritional value; Temperature. Introduction and significant nutrient retention. This process Proper nutrition involves intake of involves high temperature and short time as food carbohydrates, fats and proteins at an appropriate materials are cooked in a tube by the level for balancing the body with fiber, vitamins, combination of pressure, moisture and minerals and energy. -

Effect of Extrusion Cooking on the Nutritional Properties of Amaranth, Quinoa, Kañiwa and Lupine
ISSN 0355-1180 UNIVERSITY OF HELSINKI Department of Food and Environmental Sciences EKT Series 1632 Effect of extrusion cooking on the nutritional properties of amaranth, quinoa, kañiwa and lupine Lakshminarasimhan Sundarrajan Helsinki 2014 Tiedekunta/Osasto Fakultet/Sektion – Faculty Laitos/Institution– Department Faculty of Agriculture and Forestry Department of Food and Environmental Sciences Tekijä/Författare – Author Lakshminarasimhan Sundarrajan Työn nimi / Arbetets titel – Title Effect of extrusion cooking on the nutritional properties of amaranth, quinoa, kañiwa and lupine Oppiaine /Läroämne – Subject Food Sciences (Food Bioprocessing) Työn laji/Arbetets art – Level Aika/Datum – Month and year Sivumäärä/ Sidoantal – Number of pages M.Sc. Thesis January 2014 98 Tiivistelmä/Referat – Abstract Amaranth, quinoa, kañiwa and lupine are good sources of protein, fat, dietary fibre and bioactive compounds. The literature review deals with the nutritional properties and the stability of bioactive compounds and the effect of extrusion cooking on amaranth, quinoa, kañiwa and lupine. The main aim of this study was to (1) chemically characterize amaranth, quinoa, kañiwa and lupine, and (2) to determine the effect of extrusion cooking on the nutritional properties and the stability of bioactive compounds. Extrudates were processed using twin screw extruder at two different extrusion temperatures (140 and 160 °C) containing two different contents of tested flour mixtures (20 and 50%). The raw materials and the extrudates were stored at -18 °C and chemically characterized to determine fatty acid composition, tocopherol composition and total phenolic acid content. Fatty acid composition was determined using GC while tocopherol composition was detected using HPLC. The total phenolic acid content was analyzed using Folin-Ciocalteu method. -

Effects of Fiber Content and Extrusion Conditions on Quality of Pasta
EFFECTS OF FIBER CONTENT AND EXTRUSION CONDITIONS ON QUALITY OF PASTA A THESIS SUBMITTED TO THE GRADUATE SCHOOL OF NATURAL AND APPLIED SCIENCES OF MIDDLE EAST TECHNICAL UNIVERSITY BY SEZIL SOLTA CIVELEK IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF MASTER OF SCIENCE IN FOOD ENGINEERING SEPTEMBER 2019 Approval of the thesis: EFFECTS OF FIBER CONTENT AND EXTRUSION CONDITIONS ON QUALITY OF PASTA submitted by SEZIL SOLTA CIVELEK in partial fulfillment of the requirements for the degree of Master of Science in Food Engineering Department, Middle East Technical University by, Prof. Dr. Halil Kalıpçılar Dean, Graduate School of Natural and Applied Sciences Prof. Dr. Serpil Şahin Head of Department, Food Engineering Prof. Dr. Serpil Şahin Supervisor, Food Engineering, METU Assoc. Prof. Dr. İlkay Şensoy Co-Supervisor, Food Engineering, METU Examining Committee Members: Prof. Dr. Servet Gülüm Şumnu Food Engineering, METU Prof. Dr. Serpil Şahin Food Engineering, METU Assoc. Prof. Dr. İlkay Şensoy Food Engineering, METU Prof. Dr. Behiç Mert Food Engineering, METU Assoc. Prof. Dr. Özge Şakıyan Demirkol Food Engineering, Ankara University Date: 09.09.2019 I hereby declare that all information in this document has been obtained and presented in accordance with academic rules and ethical conduct. I also declare that, as required by these rules and conduct, I have fully cited and referenced all material and results that are not original to this work. Name, Surname: Sezil Solta Civelek Signature: iv ABSTRACT EFFECTS OF FIBER CONTENT AND EXTRUSION CONDITIONS ON QUALITY OF PASTA Solta Civelek, Sezil Master of Science, Food Engineering Supervisor: Prof. Dr. Serpil Şahin Co-Supervisor: Assoc. -

DEVELOPMENTS in FOOD EXTRUSION Introduction Extrusion
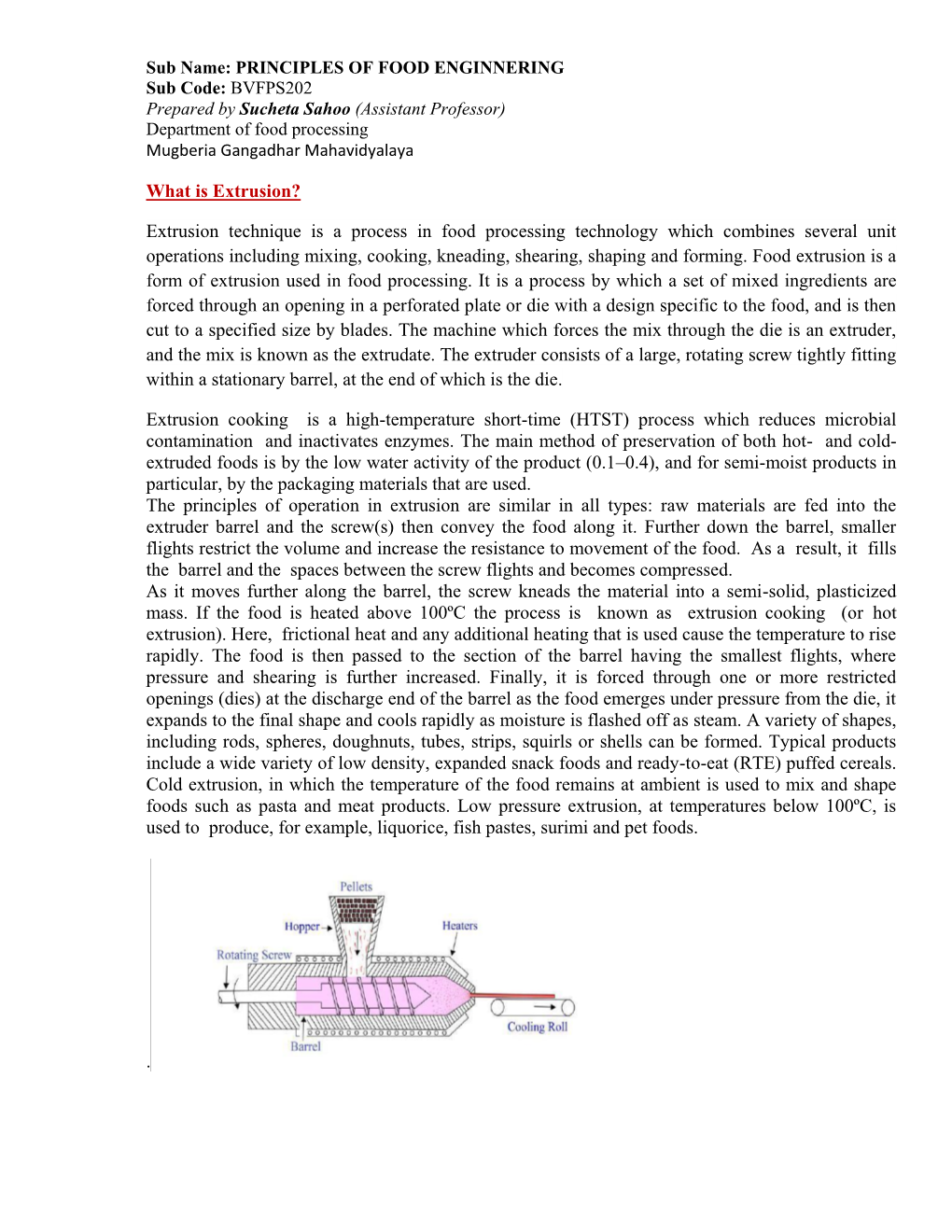
DEVELOPMENTS IN FOOD EXTRUSION Introduction Extrusion is a process which combines several unit operations including mixing, cooking, kneading, shearing, shaping and forming. Extruders are classified according to the method of operation (cold extruders or extruder-cookers) and the method of construction (single- or twin- screw extruders). The principles of operation are similar in all types: raw materials are fed into the extruder barrel and the screw(s) then convey the food along it. Further down the barrel, smaller flights restrict the volume and increase the resistance to movement of the food. As a result, it fills the barrel and the spaces between the screw flights and becomes compressed. As it moves further along the barrel, the screw kneads the material into a semi-solid, plasticised mass. If the food is heated above 100ºC the process is known as extrusion cooking (or hot extrusion). Here, frictional heat and any additional heating that is used cause the temperature to rise rapidly. The food is then passed to the section of the barrel having the smallest flights, where pressure and shearing is further increased. Finally, it is forced through one or more restricted openings (dies) at the discharge end of the barrel as the food emerges under pressure from the die, it expands to the final shape and cools rapidly as moisture is flashed off as steam. A variety of shapes, including rods, spheres, doughnuts, tubes, strips, squirls or shells can be formed. Typical products include a wide variety of low density, expanded snack foods and ready-to-eat (RTE) puffed cereals. Cold extrusion, in which the temperature of the food remains at ambient is used to mix and shape foods such as pasta and meat products. -

Extrusion-Cooking Modifies Physicochemical and Nutrition
foods Article Extrusion-Cooking Modifies Physicochemical and Nutrition-Related Properties of Wheat Bran Chiara Roye 1,* , Muriel Henrion 2,Hélène Chanvrier 2, Karlien De Roeck 1, Yamina De Bondt 1 , Inge Liberloo 1, Roberto King 3 and Christophe M. Courtin 1 1 Laboratory of Food Chemistry and Biochemistry and Leuven Food Science and Nutrition, Research Centre (LFoRCe), KU Leuven, Kasteelpark Arenberg 20, 3001 Leuven, Belgium; [email protected] (K.D.R.); [email protected] (Y.D.B.); [email protected] (I.L.); [email protected] (C.M.C.) 2 Société des Produits Nestlé S.A., Nestlé Research and Development Orbe, Route de Chavornay 3, 1350 Orbe, Switzerland; [email protected] (M.H.); [email protected] (H.C.) 3 Société des Produits Nestlé S.A., Nestlé Research, Vers-chez-les-Blanc, 1026 Lausanne, Switzerland; [email protected] * Correspondence: [email protected]; Tel.: +32-(0)-16-37-42-22 Received: 7 May 2020; Accepted: 28 May 2020; Published: 4 June 2020 Abstract: The potential of extrusion-cooking to change the physicochemical characteristics of wheat bran, increase its nutritional value and decrease its recalcitrance towards fermentation was investigated in this study. The conditions in a twin-screw extruder were varied by changing screw configuration, moisture content and barrel temperature. The former was not previously investigated in studies on bran extrusion. Extrusion-cooking resulted in an increased water-holding capacity and extract viscosity of bran, suggesting shear-induced structure degradation and structure loosening due to steam explosion at the extruder outlet. Modelling showed that the extent of these modifications mainly correlates with the amount of specific mechanical energy (SME) input, which increases with an increasing number of work sections in the screw configuration and a decreasing moisture content and barrel temperature. -

Physical And/Or Chemical Modifications of Starch by Thermoplastic Extrusion
3 Physical and/or Chemical Modifications of Starch by Thermoplastic Extrusion Maria Teresa Pedrosa Silva Clerici Federal University of Alfenas-UNIFAL-MG Brazil 1. Introduction Starch makes up the nutritive reserves of many plants. Starch biosynthesis is a complex process, which may be summarized as during the growing season, the green leaves collect energy from the sun, this energy is transported as a sugar solution to the starch storage cells, and the sugar is converted into starch in the form of tiny granules occupying most of the cell interior. The conversion of sugar into starch takes place through enzymes (Corn Production Source, 2011; Tester et al., 2006). Starch granules are composed of two types of alpha-glucans, amylose and amylopectin, which represent approximately 98–99% of the dry weight. The ratio of the two polysaccharides varies according to the botanical origin of the starch and classifies starch as the ‘waxy’ starches contain less than 15% amylose, ‘normal’ 20–35% and ‘high’ amylose starches greater than about 40% (Tester et al., 2006; Wurzburg, 1989). Amylopectin is a much larger molecule than amylose with a molecular weight and a heavily branched structure built from about 95% ( 1- 4) and 5% ( 1- 6) linkages. Amylopectin unit chains are relatively short compared to amylose molecules with a broad distribution profile. They are typically, 18–25 units long on average (Tester et al., 2006; Wurzburg, 1989). Nutritionally, starch is consumed as an energy source, and it is the most abundant energy source in the human diet as it is present at high amounts in cereals, roots and tubers, which products range from breads, cookies, pastes to consumption as snacks, porridges, or as processed cooked grains (white rice, corn grain) or whole grains (whole grain of rice, wheat, popcorn, etc.).