CHAPTER 6.5 REQUIREMENTS for the CONSTRUCTION and TESTING of INTERMEDIATE BULK CONTAINERS (Ibcs)
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

UPM CARGO HANDLING MANUAL – PAPER About This Manual
UPM CARGO HANDLING MANUAL – PAPER About this manual UPM Logistics aims to deliver UPM products to its The personnel must be skilled, trained and capable of Finnish Customs has granted UPM-Kymmene Oyj customers on time and in a sound condition. UPM also handling and transporting UPM products. Furthermore the an AEOF Certificate on the 11th of July 2011. AEOF aims to provide a healthy and safe working place for its personnel are to be instructed in environmental protection Certificate’s owner has a Customs Security Certificate for own employees and its partners’ employees. In order to and when relevant, qualified to transport and handle customs and logistics operations and is therefore justified achieve our goal that the supply chain earns reputation of hazardous goods. Training in applying the requirements for certain benefits in EU, for example simplified custom excellence in the eyes of the ultimate customer, UPM has contained in this manual will be provided by UPM in procedures and facilitations for customs declaration published the third version of Cargo Handling Manual. accordance with a separate plan. phase inspections. The manual contains the minimum compulsory The manual has been prepared in accordance with the Certificate’s owner needs to meet safety standards requirements for handling, transporting and warehousing best knowledge and understanding we have today. If regarding safety management, premises and personnel UPM products, and they are valid globally for all you feel there is a better, more secure, more efficient safety, logistics and production safety and also delivery parties (internal and external) in the logistics chain. way for handling, transporting or warehousing, we invite chain safety. -

Check out Lifeart Merchandise List
www.LifeArtCabinetry.com www.LifeArtCabinetry.com Company Overview LifeArt Cabinetry Corp is a well-established kitchen cabinet wholesaler, owned and operated within the United States, with a manufacturing plant overseas. Our facility is headquartered in Norcross, Georgia with 100,000 square feet of distribution center and showroom, with a newly added loca- tion in Secaucus, NJ. As a cabinet wholesaler, LifeArt’s passion is to make sure it delivers the best quality kitchen cabinet solution to its dealers. With an organized logistics team, LifeArt ensures to provide only top-level ser- vice to dealers. Our Product LifeArt Cabinetry offers twelve cabinet lines in wholesale, each with its own style and color to set itself apart from the others. Whether the cabinets are used for home improvements in the kitchen, bathroom, or in an- other area of the house such as an entertainment center, custom closet, wet bars etc, they can be designed to maximize style, space, and organization. (770) 582-0098 6700 Best Friend Rd. Norcross, GA 30071 www.lifeartcabinetry.com SPECIFICATION AND PRICE SUBJECT TO CHANGE WITHOUT NOTICE • IMAGES ARE FOR REFERENCE ONLY • www.LifeartCabinetry.com www.LifeArtCabinetry.com Table of Contents Anchester_1 A1-1 - A1-14 Anchester_2 A2-1 - A2-14 Anchester_3 A3-1 - A3-14 Birmingham B1 - B14 Cambridge C1 - C15 Edinburgh E1 - E15 Heidelberg H1 - H15 Kingston K1 - K14 Oxford O1 - O15 Princeton P1 - P15 Wurzburg W1 - W14 Yorktown Y1 - Y14 lnformation Info 1- Info 31 SPECIFICATION AND PRICE SUBJECT TO CHANGE WITHOUT NOTICE • IMAGES -
Capital-Framed-Collection-Specbook.Pdf
FRAMED PRODUCT LINE SPECBOOK PHONE: 844-660-9889 · FAX: 770-767-3806 EMAIL: [email protected] WEBSITE: WWW.USCABINETDEPOT.COM CAPITAL COLLECTION (FRAMED CABINETS) PHONE: 844-660-9889 · FAX: 770-767-3806 · EMAIL: [email protected] · WEBSITE: WWW.USCABINETDEPOT.COM TABLE OF CONTENTS Section 1: Policies & Information About Us ..................................................................................... 2 Ordering Information ......................................................................... 3 Sample Doors ................................................................................ 4 Marketing Tools .............................................................................. 5 Terms & Conditions ........................................................................... 6 Frequently Asked Questions ................................................................. 10 Warranty .................................................................................... 12 Section 2: Styles & Pricing Highland (Prime) Series Door Styles & Specications Charleston ............................................................................ 13 Tahoe ................................................................................. 14 York ................................................................................... 15 Shaker ................................................................................ 16 Construction Specications ............................................................ 18 Cascade (Professional) -
Feasibility Study: Bio-Based Biodegradable Thermal Pallet Covers (BBTPC) Number of Pages 57 Pages Date 14Th September 2017
Pradeep Mahat Feasibility Study: Bio-based Biodegradable Thermal Pallet Covers (BBTPC) Helsinki Metropolia University of Applied Sciences Bachelor of Engineering Degree Programme in Environmental Engineering Thesis 14.09.2017 Abstract Author(s) Pradeep Mahat Title Feasibility Study: Bio-based Biodegradable Thermal Pallet Covers (BBTPC) Number of Pages 57 pages Date 14th September 2017 Degree Bachelor’s Degree Degree Programme Environmental Engineering Specialisation option Renewable Energy Technology Instructor(s) Riitta Lehtinen, Principle Lecturer (Supervisor) Thermal Pallet Covers provide good passive thermal protection especially during the logis- tical operation of goods such as higher value perishables, pharmaceuticals, and chemical shipments. Currently, most of the covers are single use, hard to recycle and disposed of landfill. The used covers have caused increasing concerns, resulting in a strengthening of various regulations aimed to reduce the amount of waste generated. The most common thermal pallet cover used today is bubble foil (which is backed aluminum foil, or metalized polyester laminated with the polyethylene bubble wrap). Since, the metallic foil and the polyethylene bubble wrap are laminated together; it is extremely difficult to recycle the product and is virtually impossible to biodegrade. Although, there has been a significant progress in the production of biodegradable materials in recent years, especially biode- gradable plastics, their use has not been properly implemented by this industry. The use of bio-based biodegradable materials will unquestionably contribute to the sustainability and lessen other numerous environmental impacts over the whole life cycle of the product due to the use of renewable resources, rather than traditional petroleum based resources. Bio- based biodegradable thermal pallet covers (BBTPC) can make a significant contribution to the recovery of the material, reduction of landfill and utilization of renewable resources. -

Bottled Water Logistics and Forecasting" (2013)
University of Arkansas, Fayetteville ScholarWorks@UARK Wal-Mart Sustainability Case Project Supply Chain Management 5-31-2013 Bottled aW ter Logistics and Forecasting Michael Galbreth University of South Carolina Matthew A. Waller University of Arkansas, Fayetteville Christopher Vincent University of Arkansas, Fayetteville David G. Hyatt University of Arkansas, Fayetteville Follow this and additional works at: http://scholarworks.uark.edu/scmtwscp Part of the Business Administration, Management, and Operations Commons, and the Sustainability Commons Recommended Citation Galbreth, Michael; Waller, Matthew A.; Vincent, Christopher; and Hyatt, David G., "Bottled Water Logistics and Forecasting" (2013). Wal-Mart Sustainability Case Project. 4. http://scholarworks.uark.edu/scmtwscp/4 This Article is brought to you for free and open access by the Supply Chain Management at ScholarWorks@UARK. It has been accepted for inclusion in Wal-Mart Sustainability Case Project by an authorized administrator of ScholarWorks@UARK. For more information, please contact [email protected], [email protected]. The Walmart Sustainability Case Project Date: 05/31/2013 Walmart’s Sustainability Journey: Bottled Water Logistics and Forecasting Eric Smith, regional supply chain manager for Walmart, walked down a concrete aisle between towering shelves of products and pallets. It was a hot day in July 2010, and Smith had made the trip to the backroom of a Conway, Arkansas, Walmart Supercenter to think about water—bottled water, to be specific. The inventory levels had been piling up at an alarming rate at the regional distribution center (DC) in Clarksville, Arkansas, apparently as a result of some overly optimistic forecasting of demand over the July 4 holiday. Smith soon found what he was looking for: a vast section of storage shelves densely packed with pallets of bottled water, ranging from single- serve, 10-ounce bottles to 2.5-gallon jugs. -
Thousands of Pallets and Containers Available from Stock for Immediate Delivery Contents
Thousands of pallets and containers available from stock for immediate delivery Contents Pallets 4 1200 x 1000 7 1200 x 800 9 400 x 300 | 600 x 400 | 800 x 600 11 1140 x 1140 12 1200 x 1200 | 1200 x 900 1300 x 1100 | 1400 x 1400 Plastic Pallet Boxes 13 Rigid Pallet Boxes 16 Folding Large Containers Small Containers 19 Euro Box Range 23 Automotive Range 24 Attached Lid Range 25 Food & Agriculture Range 27 Folding Box Range 28 Plastic Box Lids 29 Transport Dollies 2 [email protected] | +44 (0)1323 744057 PlaStiC PalletS Buyers Guide We stock in excess of 160 different styles of plastic pallets suitable for all types of applications and 32 different sizes and styles of plastic pallet boxes. 96% of the pallets we stock are made from recycled household and business plastic waste. To help you find the product best suited to your application, this useful Buyers Guide includes information about different materials, loading capacities and personalisation options, as well as an explanation as to why we are “The Responsible Plastic Pallet Company”. Materials Dynamic load Our plastic pallets and plastic pallet boxes are manufactured A dynamic load rating refers to the weight placed on a pallet that from a variety of different materials: is then put in motion. For example, a pallet rated for a dynamic load of 1000kg means you can put up to 1000kg of an evenly • High Density Polyethylene (HDPe) distributed product on the pallet, then the pallet could be placed • Polypropylene (PP) on a conveyor system or moved around a warehouse by a forklift • Polyethylene terephthalate (Pet) or hand pallet truck. -

1. General Requirements: 2. General Conditions of the Pallet Warehouse
Quality requirements for wooden DATE/REVISION: 13/06/2016 pallet specifications SUPERSEDES N/A (NEW) PAGE: Page 1 of 8 1. General requirements: Pallets must be suitable for food production with indirect food contact Pallets must be delivered in closed vessels Pallets shall not be stored outside. In case, there is no capacity to store pallets inside, it need to be agreed with Mondelez and a process need to be in place to protect pallets for Mondelez from adverse weather conditions to ensure conform deliveries to agreed specifications and contract terms. Free from halogenated phenols or halogenated anisole No UK/Euro pallets with plastic edge boards will be repaired and used Pallets must be suitable for high bay warehouses and transportation systems (e.g. palletizers, including conveying systems), specific reject criteria need to be agreed The pallet supplier must comply with applicable legal requirements for its operation. When applicable, requirements for the usage of wood processing solvents, pesticides, heavy metals and other chemical contaminants must be followed. The supplier must have approved wood sources and corresponding documentation for the manufacturing of pallets. Every pallet type shall have an agreed specification that is made available to supplied sites heat treated pallet supply need to be agreed on country / region specific basis and follow local regulation 2. General conditions of the pallet warehouse: When storing inside, the storage area has to be closed to prevent pest entry Food storage / consumption are not permitted inside the pallet storage area A cleaning program for the storage area including overhead structures and walls needs to be in place and shall include minimum frequencies and verification activities All lamps should be protected against shatter to avoid glass contamination of pallets A documented pest control program shall be in place and shall include bi-monthly inspections for rodents and monthly insect control and monitoring activities to avoid pallet infestation. -

The New Plastics Economy Rethinking the Future of Plastics
THE NEW PLASTICS ECONOMY • • • 1 The New Plastics Economy Rethinking the future of plastics THE NEW PLASTICS ECONOMY RETHINKING THE FUTURE OF PLASTICS 2 • • • THE NEW PLASTICS ECONOMY THE NEW PLASTICS ECONOMY • • • 3 CONTENTS Preface 4 Foreword 5 In support of the New Plastics Economy 6 Project MainStream 8 Disclaimer 9 Acknowledgements 10 Global partners of the Ellen MacArthur Foundation 14 EXECUTIVE SUMMARY 15 PART I SUMMARY OF FINDINGS AND CONCLUSIONS 22 1 The case for rethinking plastics, starting with packaging 24 2 The New Plastics Economy: Capturing the opportunity 31 3 The New Plastics Economy demands a new approach 39 PART II CREATING AN EFFECTIVE AFTER-USE PLASTICS ECONOMY 44 4 Recycling: Drastically increasing economics, uptake and quality through compounding and mutually reinforcing actions 46 5 Reuse: Unlocking material savings and beyond 62 6 Compostable packaging: Returning nutrients to the soil for targeted packaging applications 68 PART III DRASTICALLY REDUCING LEAKAGE OF PLASTICS INTO NATURAL SYSTEMS AND MINIMISING OTHER EXTERNALITIES 74 7 Drastically reducing leakage into natural systems and associated negative impacts 76 8 Substances of concern: Capturing value with materials that are safe in all product phases 79 PART IV DECOUPLING PLASTICS FROM FOSSIL FEEDSTOCKS 86 9 Dematerialisation: Doing more with less plastic 88 10 Renewably sourced plastics: Decoupling plastics production from fossil feedstocks 92 Appendix 97 Appendix A. Global material flow analysis: definitions and sources 98 Appendix B. Biodegradation 100 Appendix C. Anaerobic digestion 101 Glossary 102 List of Figures and Boxes 105 Endnotes 106 About the Ellen MacArthur Foundation 117 4 • • • THE NEW PLASTICS ECONOMY PREFACE The circular economy is gaining growing attention as a potential way for our society to increase prosperity, while reducing demands on finite raw materials and minimising negative externalities. -

Carbon Footprint of an EUR-Sized Wooden and a Plastic Pallet
E3S Web of Conferences 158, 03001 (2020) https://doi.org/10.1051/e3sconf/202015803001 ICEPP 2019 Carbon footprint of an EUR-sized wooden and a plastic pallet Ivan Deviatkin1,*, Mika Horttanainen1 1Department of Sustainability Science, School of Energy Systems, Lappeenranta-Lahti University of Technology LUT, 53850, Lappeenranta, Finland Abstract. Pallets are an essential element of existing logistics worldwide. Pallets are simple in structure, yet they can be made of different materials, in varying dimensions, and be marketed via alternative management systems. This paper examines a carbon footprint, an indicator of impact on climate change, of a widely used EUR-size (1200 mm x 800 mm) pallet made of wood or plastic using the data from previously published literature. The study is geographically representative of Finland, while time and technological representativeness depend on the studies reviewed. On average, the production of a wooden pallet, i.e. cradle-to-gate, has a partial carbon footprint of 5.0 kg CO2-eq. and of -34 kg CO2-eq. if accounting for carbon sequestration in wood. Manufacturing of a virgin plastic pallet releases 62 kg CO2-eq. Given the functional unit of 1000 customer trips and service life of 20 times for a wooden pallet and 66 times for a plastic pallet, the cradle-to-grave impacts of the wooden and the plastic pallets are 17 kg CO2-eq. and 1790 kg CO2-eq., respectively when the pallets are incinerated at the end-of-life, or 0.34 kg CO2-eq. per one wooden pallet and 120 kg CO2-eq. per one plastic pallet. -

North American Packaging Standards and Identification Requirements for Production Parts
NORTH AMERICAN PACKAGING STANDARDS AND IDENTIFICATION REQUIREMENTS FOR PRODUCTION PARTS Control Number: 101-9999-P010 Document Date: 11-16-2017 Revision: C.11162017 Table of Contents 1. INTRODUCTION ..................................................................................................................................................................................................................................... 6 2. GENERAL REQUIREMENTS ...................................................................................................................................................................................................................... 6 2.1. ACCEPTABLE SHIPPING CONTAINERS ............................................................................................................................................................................................ 6 2.2. EFFICIENT PACKAGING ................................................................................................................................................................................................................ 6 2.3. HAZARDOUS MATERIALS TRANSPORTATION REGULATIONS ............................................................................................................................................................ 6 2.4. EXPENDABLE PACKAGING ........................................................................................................................................................................................................... -

DAY 2 Chico Kitchen and Bath Cabinet Warehouse Liquidation DAY 2
10/02/21 11:50:37 DAY 2 Chico Kitchen and Bath Cabinet Warehouse Liquidation DAY 2 Auction Opens: Tue, Jul 14 12:00am PT Auction Closes: Fri, Jul 17 9:00am PT Lot Title Lot Title 06100 Mesda Steam Bathroom 5636 Oak Pantry Cabinet - 84 inch 5601 Oak Kitchen End Cabinet Shelf - 9 inch 5637 Oak Pantry Cabinet - 96 inch 5602 Oak Kitchen End Cabinet Shelf - 9 inch 5638 Oak Pantry Cabinet - 96 inch 5603 Oak Kitchen End Cabinet Shelf - 9 inch 5639 Oak Pantry Cabinet - 96 inch 5604 Oak Kitchen End Cabinet Shelf - 9 inch 5640 Oak Pantry Cabinet - 96 inch × 18 inch 5605 Oak Kitchen End Cabinet Shelf - 9 inch 5641 Oak Pantry Cabinet - 96 inch × 18 inch 5606 Oak Kitchen End Cabinet Shelf - 9 inch 5642 Oak Pantry Cabinet - 96 inch × 18 inch 5607 Oak Kitchen End Cabinet Shelf - 9 inch 5643 Oak Pantry Cabinet - 96 inch × 18 inch 5610 Oak Wall Cabinet - 30 inch 5644 Maple Wall Cabinet - 30 inch 5612 Oak Wall Cabinet - 30 inch 5645 Maple Wall Cabinet - 30 inch 5613 Oak Wall Cabinet - 30 inch 5646 Maple Wall Cabinet - 30 inch 5614 Oak Wall Cabinet - 9 inch 5647 Maple Wall Cabinet - 30 inch 5615 Oak Wall Cabinet - 9 inch 5648 Maple Wall Cabinet - 30 inch 5616 Oak Wall Cabinet - 9 inch 5649 Maple Wall Cabinet - 30 inch 5617 Oak Wall Cabinet - 9 inch 5650 Maple Wall Cabinet - 30 inch 5618 Oak Wall Cabinet - 9 inch 5651 Oak Wall Mount Microwave Cabinet 5619 Oak Wall Cabinet - 9 inch 5658 Oak Oven Cabinet 5620 Oak Wall Cabinet - 9 inch 5667 Maple Wall Cabinet - 27 inch 5621 Oak Wall Cabinet - 9 inch 5668 Maple Wall Cabinet - 27 inch 5622 Oak Wall Cabinet -
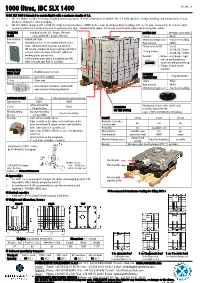
1000 Litres, IBC SLX 1400 IBC 20A- ΙV IBC SLX 1400 Is Intended to Contain Liquids with a Maximum Density of 1.4
1000 litres, IBC SLX 1400 IBC 20A- ΙV IBC SLX 1400 is intended to contain liquids with a maximum density of 1.4. ¾ IBC SLX 1400 is suitable for storage, handling and transportation of chemicals products, foodstuffs. IBC SLX 1400 optimizes, storage, handling, and transportation of your products compared to other packaging. ¾ IBC SLX 1400 is equipped with a 1000 litres high density polyethylene (HDPE) bottle, made by extrusion blow moulding, with one (1) valve screwed into the bottom outlet, on one (1) pallet and maintained by one (1) protective wire cage . Standard bottle colour, translucent. Specific bottle colours for UV protection, white. MARKING Standard (width; 331, height; 390 mm) BOTTLE CAP Ø 150mm or Ø 220mm PLATE Large (width 667, height; 390 mm) Colour - Black. Raw material - Galvanised steel. Manufacturing process - Injection moulding. Remarks - Standard version one (1) standard fitted on the Raw material - HDPE. front, additional marking plates are optional. Fixing on the bottle - Screw. - UN version, standard or large marking plate fitted - Ø 150, 50 / 70 Nm. Closing torques on front and on the back of the IBC, additional - Ø 220, 80 / 100Nm. marking plates are optional. Remarks - Balance vent, degas / regas - Front marking plate with a traceability and UN vent, or quick emptying label. Bar code type EAN 13 available. system are with protective cap. - Tamper evident system available. PROTECTIVE - Welded steel wire mesh. WIRE CAGE CORNERS Only for UN IBC Manufacturing process - Automatic welding. PROTECTORS Colour - Silver grey. Colour - Black. Remark Raw material - HDPE. - Anti corrosion treatment, coated with oven polymerised epoxy polyester. Manufacturing process - Injection moulding.