Under the Direction of Dr
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Film Performance of Poly(Lactic Acid) Blends for Packaging Applications
RESEARCH ARTICLE Film Performance of Poly(lactic acid) Blends for Packaging Applications PREFACE API 2015 Carlos Diaz Hsun Yi (Sarah) Pao Rochester Institute of Technology Rochester Institute of Technology [email protected] [email protected] Sungyoung Kim Rochester Institute of Technology [email protected] ABSTRACT Poly(lactic acid) (PLA), a biodegradable thermoplastic derived from renewable resources, stands out as a substitute to petroleum-based plastics. PLA based films for food packaging has been an area of both commercial and research interest within the context of sustainability. In spite of its high strength, packaging applications have been limited because PLA is more brittle than traditional oil-based plastics. Because of this, films display low tear and impact resistance and produce a loud crackling sound when manipulated. Although many studies address the toughening of PLA in the bulk, little attention has been placed on the film performance. The present study is aimed at providing a survey of binary PLA based blends with other biodegradable and non-biodegradable plastics. Acrylic impact modifier (AIM, 5 wt. %), ethylene vinyl acetate (EVA, 20 wt.%), polyhydroxyalkanoate (PHA, 10 wt.%), polycaprolactone (PCL, 30 wt.%), polybutylene succinate (PBS, 20 wt.%) and polypropylene carbonate (PPC, 30 wt.%) were each blended with PLA through single-screw extrusion and converted into films via the blown-film process. Tear and impact resistance, heat seal strength, and noise level were measured. EVA, PHA, PCL, and PBS improved the tear resistance with EVA having the highest effect (>2x). Similarly AIM, EVA and PPC improved the resistance of the film to impact-puncture penetration. Heat seal strength was significantly improved by the PHA and moderately increased by AIM (2x) and EVA. -

Research on a Nonwoven Fabric Made from Multi-Block Biodegradable Copolymer Based on L-Lactide, Glycolide, and Trimethylene Carbonate with Shape Memory
molecules Article Research on a Nonwoven Fabric Made from Multi-Block Biodegradable Copolymer Based on L-Lactide, Glycolide, and Trimethylene Carbonate with Shape Memory Joanna Walczak *, Michał Chrzanowski and Izabella Kruci ´nska* Department of Material and Commodity Sciences and Textile Metrology, Lodz University of Technology, Lodz 90-924, Poland; [email protected] * Correspondence: [email protected] (J.W.); [email protected] (I.K.); Tel.: +48-04-2631-3317 (I.K.); Fax: +48-04-2631-3318 (I.K.) Received: 18 July 2017; Accepted: 8 August 2017; Published: 10 August 2017 Abstract: The presented paper concerns scientific research on processing a poly(lactide-co-glycolide- co-trimethylene carbonate) copolymer (PLLAGLTMC) with thermally induced shape memory and a transition temperature around human body temperature. The material in the literature called terpolymer was used to produce smart, nonwoven fabric with the melt blowing technique. Bioresorbable and biocompatible terpolymers with shape memory have been investigated for its medical applications, such as cardiovascular stents. There are several research studies on shape memory in polymers, but this phenomenon has not been widely studied in textile products made from shape memory polymers (SMPs). The current research aims to explore the characteristics of the PLLAGLTMC nonwoven fabric in detail and the mechanism of its shape memory behavior. In this study, the nonwoven fabric was subjected to thermo-mechanical, morphological, and shape memory analysis. The thermo-mechanical and structural properties were investigated by means of differential scanning calorimetry, dynamic mechanical analysis, scanning electron microscopic examination, and mercury porosimetry measurements. Eventually, the gathered results confirmed that the nonwoven fabric possessed characteristics that classified it as a smart material with potential applications in medicine. -
Making & Finishing Textiles
MAKING & FINISHING TEXTILES What & How This project has received funding from the European Union’s Horizon 2020 research and innovation programme under grant agreement number 820937. INTRODUCTION Once we have turned our discarded textile products yarn, we then use this yarn to produce cloth, or fabric, which is then used to make textile products. To make fabric, there are three main production methods: weaving, knitting, and nonwoven technology. We will briefly describe these three methodologies in the following sections. Without finishing, however, no textile product is ready for use. In the final section of this chapter, we will discuss finishing techniques like dyeing and printing. Before we begin, however, we must provide a brief disclaimer. These areas of cloth production are huge industries. The amount of knowledge, technology, and variation in production methods is such that we cannot cover all of it. We will only discuss the basic principles in this chapter and leave out the more detailed information. KNITTING Knitting is a traditional way of creating fabric and garments by using needles to loop yarn into a pattern of interconnected stitches. These stitches are then joined together in a series of rows, which eventually form a mesh (the fabric). Garments are usually made up of a large number of stitches (often more than a few hundred). Knitting needles hold the initial row of stitches in place (so it does not unravel) while subsequent loops are pulled through the first row using the working needle. This process is repeated until the garment is complete. Knitting is a versatile technique that can be used to create a wide range of diverse and varied fabrics. -

Mechanical Behaviour of Polylactic Acid Foam As Insulation Under Increasing Temperature
Environmental and Climate Technologies 2019, vol. 23, no. 3, pp. 202–210 doi: 10.2478/rtuect-2019-0090 https://content.sciendo.com Mechanical Behaviour of Polylactic Acid Foam as Insulation Under Increasing Temperature Lucia DOYLE1*, Ingo WEIDLICH2 1,2 HafenCity University, Uberseeallee 16, Hamburg, 20457, Germany Abstract – Measures to increase the share of renewables in heat generation, combined with increased energy efficiency provide a direct emissions reduction on the heating sector. Energy efficiency measures, as well as the role-out of sustainable heating technologies such as district heating networks have one key actor: insulation. However, state of the art insulating materials such as polyurethane or polystyrene have severe environmental drawbacks incompatible with today’s transition to the circular economy, and are the Achilles’ heel of the sector in terms of sustainability. Biobased and biodegradable polylactic acid (PLA) foam could be a promising replacement for fossil-based polymeric insulating foams. This study provides data on the mechanical behaviour of expanded PLA foam under different temperatures, which will help to assess its potential use as insulation where the foam is subject to heat. Keywords – Circular economy; insulating foam; Polylactic Acid (PLA); thermal behaviour Nomenclature σ10 Compressive Stress at 10 % strain MPa E Young Modulus MPa T Temperature °C Tg Glass transition temperature °C a Sample width mm b Sample depth mm h Sample height mm 1. INTRODUCTION Energy efficiency measures combined with sustainable renewable sources of heat would significantly reduce global CO2 emissions and contribute to the achievement of goals such as the EU 2020 climate and energy package. The 4th generation District Heating [1] aims in this direction: by reducing the network´s temperature, up to now non-used waste and renewable heat sources can be introduced in the system, significantly contributing to the decarbonisation of the sector, as well as contributing to higher air quality in urban areas. -

Silk Fibroin Sponge Sheet for Skin Care
Silk Fibroin Sponge Sheet for Skin Care Kazutoshi Kobayashi Naosuke Sumi New Business Development Headquarters, Tsukuba Research Laboratory, Frontier Technology Development Center 1 Abstract Silk yarn has been used as fabric on account of inimitable shininess and texture, and also as surgical suture on account of high strength and bio-compatibility. By using fibroin protein that is the main constituent of silk, the utilization as the film, the powder, and the sponge is considered1). There were some reports how to form the sponge, but the strength of the sponge was insufficient. Therefore, the sponge has not been implemented yet 2). We have examined how to make the high-strength sponge, and have suc- ceeded in getting the sheet form of the high-strength sponge using the fibroin protein3). We propose our sponge sheet as skin care materials, because our developed sponge sheet maintains the good feeling of silk itself, and has the high water absorbency, the high water holding property, and the high adherence. 2 Key Points of the Development Product ・This development product comprising natural silk fibroin offers a uniquely soft and tender touch. ・Safety tests, including for cytotoxicity, skin sensitization and human patch were successfully conducted and a high level of biologi- cal safety was also confirmed. ・Skin care material with superior performance in terms of water absorption, retention, skin adherence and transparency com- pared to nonwoven cotton fabric frequently used in items such as face masks can be offered. 3 Development Background We started developing the sponge sheet for skin care by focusing on silk fibroin as a bio-derived material, produced by the silk Original worm, as part of work to develop life science- Cocoon Fibroin raw material fabrication technology related products compatible with changing Sponge sheet consumer behavior of recent years in areas such as the environment, safety and health. -

Development of Nonwoven Fabrics for Clothing Applications
e e Sci nce Cheema et al., J Textile Sci Eng 2018, 8:6 til & x e E T n : g DOI 10.4172/2165-8064.1000382 f o i n l e a e n r r i n u g o Journal of Textile Science & Engineering J ISSN: 2165-8064 Research Article Article OpenOpen Access Access Development of Nonwoven Fabrics for Clothing Applications Cheema MS1*, Anand SC1 and Shah TH2 1Institute of Materials Research and Innovation, University of Bolton, Deane Road, Bolton BL3 5AB, United Kingdom 2National Textile University, Pakistan Abstract The apparel fabric manufacturing is a growing sector of the global textile industry and the fabrics used in this market are mainly produced by the conventional methods such as weaving and knitting processes. These methods of making apparel fabrics are length and costly. However, because of the advancements in nonwoven technology, nonwoven fabrics are finding a niche market in the clothing industry because of its cost effectiveness and high speeds of nonwoven production processes. We have carried out an extensive study on the development of apparel- like nonwoven fabrics. The resultant fabric showed improved drape, hand, durability and thermophysiological comfort characteristics than the reference samples for apparel applications. Results of the study also showed that the developed nonwoven fabrics showed nearly 200% higher tensile strength than the reference nonwoven fabrics. Furthermore, it also showed improved air permeability, for example, the resultant nonwoven fabric exhibited 500% higher air permeability value as compared with the Evolon fabric at 100 Pa pressure. Thus the results of the study indicate that the resultant nonwoven fabrics may be used in a wide range of apparel applications, which can lead to additional benefits in terms of cost and time. -

Shielding Effectiveness and Sheet Conductance of Nonwoven Carbon-Fibre Sheets
Author post-print Shielding Effectiveness and Sheet Conductance of Nonwoven Carbon-fibre Sheets John F. Dawson1, Andrew N. Austin2, Ian D. Flintoft1 and Andy C. Marvin1 1Department of Electronics, University of York, Heslington, York YO10 5DD, UK 2 Technical Fibre Products Ltd, Burneside Mills, Kendal, LA9 6PZ, UK. Published in IEEE Transactions on Electromagnetic Compatibility, vol. 59, no. 1, pp. 84-92, 2017. Accepted for publication 04/08/2016. DOI: 10.1109/TEMC.2016.2601658 © 2016 IEEE. Personal use of this material is permitted. Permission from IEEE must be obtained for all other uses, in any current or future media, including reprinting/republishing this material for advertising or promotional purposes, creating new collective works, for resale or redistribution to servers or lists, or reuse of any copyrighted component of this work in other works. 1 Shielding Effectiveness and Sheet Conductance of Nonwoven Carbon-fibre Sheets John F. Dawson, Member, IEEE, Andrew N. Austin, Member, IEEE, Ian D. Flintoft, Senior Member, IEEE and Andrew C. Marvin, Fellow, IEEE observed that the shielding effectiveness of the nonwoven Abstract—Nonwoven carbon-fibre sheets are often used to materials we have available varies very little with frequency form a conductive layer in composite materials for up to several gigahertz (see Fig. 2), and therefore depends electromagnetic shielding and other purposes. While a large principally on the sheet conductance [1]. amount of research has considered the properties of similar idealised materials near the percolation threshold, little has been done to provide validated analytic models suitable for materials of practical use for electromagnetic shielding. Since numerical models consume considerable computer resource, and do not provide the insight which enables improved material design, an analytic model is of great utility for materials development. -
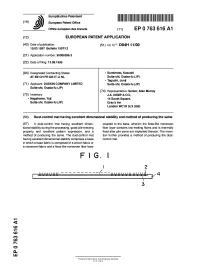
Dust-Control Mat Having Excellent Dimensional Stability and Method of Producing the Same
~™ mi mi ii imiii mi i iii i ii i ii (19) J European Patent Office Office europeen des brevets (11) EP 0 763 61 6 A1 (12) EUROPEAN PATENT APPLICATION (43) Date of publication:ation: (51) int. CI.6: D04H 11/00 19.03.1997 Bulletin 1997/12 (21) Application number: 95306396.3 (22) Date of filing : 1 3.09.1 995 (84) Designated Contracting States: • Sumimoto, Kazushi AT BE CH FR GB IT LI NL Suita-shi, Osaka-fu (JP) • Taguchi, Junji (71 ) Applicant: DUSKIN COMPANY LIMITED Suita-shi, Osaka-fu (JP) Suita-shi, Osaka-fu (JP) (74) Representative: Senior, Alan Murray (72) Inventors: J.A. KEMP & CO., • Nagahama, Yuji 14 South Square, Suita-shi, Osaka-fu (JP) Gray's Inn London WC1 R 5LX (GB) (54) Dust-control mat having excellent dimensional stability and method of producing the same (57) A dust-control mat having excellent dimen- coupled to the base, wherein the floss-like nonwoven sional stability during the processing, good pile-erecting fiber layer contains low-melting fibers and is thermally property and excellent pattern expression, and a fixed after pile yarns are implanted thereon. The inven- method of producing the same. The dust-control mat tion further provides a method of producing the dust- having excellent dimensional stability comprises a base control mat. in which a base fabric is composed of a woven fabric or a nonwoven fabric and a floss-like nonwoven fiber layer F I G. I ■A \l \l U 1/ » \l uu-u 4 < CO CO CO CO o Q_ LU Printed by Rank Xerox (UK) Business Services 2.13.17/3.4 1 EP 0 763 616 A1 2 Description fabric obtained by implanting piles on the base fabric is better long as much as possible from the standpoint of BACKGROUND OF THE INVENTION working efficiency, and a long starting fabric has been used in practice. -

Melt Free-Radical Grafting of Maleic Anhydride Onto Biodegradable Poly(Lactic Acid) by Using Styrene As a Comonomer
Polymers 2014, 6, 1528-1543; doi:10.3390/polym6051528 OPEN ACCESS polymers ISSN 2073-4360 www.mdpi.com/journal/polymers Article Melt Free-Radical Grafting of Maleic Anhydride onto Biodegradable Poly(lactic acid) by Using Styrene as a Comonomer Piming Ma, Long Jiang, Tao Ye, Weifu Dong and Mingqing Chen * The Key Laboratory of Food Colloids and Biotechnology, Ministry of Education, School of Chemical and Material Engineering, Jiangnan University, 1800 Lihu Road, Wuxi 214122, China; E-Mails: [email protected] (P.M.); [email protected] (L.J.); [email protected] (T.Y.); [email protected] (W.D.) * Author to whom correspondence should be addressed; E-Mail: [email protected]; Tel.: +86-510-8591-7019; Fax: +86-510-8591-7763. Received: 15 April 2014; in revised form: 6 May 2014 / Accepted: 6 May 2014 / Published: 21 May 2014 Abstract: Maleic anhydride (MA) was grafted onto poly(lactic acid) (PLA) in the presence of styrene (St) by using a free-radical grafting methodology. The grafting degree (Dg) of MA was increased from 0.65 wt % to 1.1 wt % with the St/MA ratio up to 2/1, where the grafting efficiency (Eg) of MA was 27%. However, both Dg and Eg were decreased with further increasing of the St/MA ratio to 4/1. The Dg of MA increased with MA concentration and showed a maximum at 180 °C in the temperature range of 165 °C–190 °C. The grafting mechanisms of MA in the presence of St are analyzed based on titration, thermogravimetric analysis and infrared results, i.e., MA is grafted onto PLA chains via single monomers and a charge-transfer-complex (CTC) at St/MA ratios of ≤ 1/1, while dominantly via St-co-MA oligomers at St/MA ratios of around 2/1. -

Analysis of Bending Rigidity of Nonwoven Fabrics a Thesis
ANALYSIS OF BENDING RIGIDITY OF NONWOVEN FABRICS A THESIS Presented to The Faculty of the Division of Graduate Studies By- Wing Chi Lau In Partial Fulfillment of the Requirements for the Degree Master of Science in Textiles Georgia Institute of Technology August, 1976 ANALYSIS OF BENDING RIGIDITY OF NON-WOVEN FABRICS Approved; Jl L. /7 Aiiiad Tayebi, Chairman /c'j. 9, /^// L. Howard Olson Hvl^nd Chen Date Approved by Chairman 11 ACKNOWLEDGMENTS I would like to express my sincerest appreciation and gratitude to Dr, Amad Tayebi. Without his patience and guidance as my thesis advisor, this research would not have been possible. I am grateful to Dr. W. Denney Freeston, Jr., Director of the A. French Textile School, for providing the research assistantship which made my attendance of graduate school possible. I would also like to express my gratitude to Dr. L. Howard Olson for serving on my reading committee and providing valuable as sistance. I would also like to express my gratitude to Dr. Hyland Y. L. Chen for serving on my reading committee and providing valuable ad vice. Special thanks to my wife, for her patience and encouragement during ray year of graduate study. iii TABLE OF CONTENTS Page ACKNOWLEDGMENTS ii LIST OF TABLES iv LIST OF ILLUSTRATIONS v SUMMARY vii Chapter I. INTRODUCTION 1 II. THEORETICAL ANALYSIS 5 Point of Interest The Analysis Determination of Total Number of Fibers in a Unit Cell Bending Rigidity of Nonwoven Fabric with Complete Freedom of Relative Fiber Motion Bending Rigidity of Nonwoven Fabric with No Freedom of Fiber Motion Application of Theoretical Analysis to Nonwoven Fabrics with Different Fiber Orientation Distribution Functions III. -
Polylactic Acid
Inspirational chemistry 71 Polylactic acid Index 3.1.10 2 sheets Index 3.1.11 3 sheets This experiment is aimed only at more able and more sensible students as an ! introduction to other studies on polylactic acid. It is not recommended for students who would find it difficult to be calm and concentrated while heating a liquid to a high temperature for at least 10 minutes. The student sheet Using polylactic acid covers some of the environmental issues surrounding the industrial production of this plastic and its disposal. Background information Lactic acid (2-hydroxypropanoic acid) can be obtained by fermenting glucose or maltose or can be extracted from milk. It is used as the starting point for the production of polylactic acid, also known as poly (2-hydroxypropanoic acid), which can also be made from petrochemicals. Polylactic acid is a condensation polymer – a molecule of water is produced for every link made in the chain. This is not specified in the students’ notes, but you might wish to draw their attention to it. When the water is removed, an oligomer made of 10–30 lactic acid units is formed. An oligomer is essentially a short length of polymer. The production of true polylactic acid involves catalytic depolymerisation of the oligomer to a lactide intermediate followed by polymerisation of the lactide to high molecular weight polylactic acid. In the experiment described here only the oligomer is made. The product therefore has different properties from the polylactic acid used in packaging. It may be useful to discuss with students how the different properties are related to the chain length of the polymer molecules. -

TA No.81 Thermal Analysis of Polylactic Acid -Crystallinity and Heat Resistance- 2007.9
TA no.81 Thermal analysis of polylactic acid -Crystallinity and heat resistance- 2007.9 1. Introduction 10mg samples were heated from 20 °C to 200 °C Recent views on waste disposal and environmental at 10 °C /min. in a nitrogen atmosphere. For the conservation have increased the focus on biode- TG measurements, 10-mg samples were heated from gradable plastic, which can be produced from re- room temperature to 400 °C at rates of 10, 5, 2 and newable raw materials and decomposes in the natural 1 °C / min. in a nitrogen atmosphere. environment. Polylactic acid (PLA) is a biodegrad- 3. Results able plastic derived from plants that is widely used in packing materials, fibers and medical materials. Figure 1 shows the DSC results when the samples Crystallinity is an important consideration for the were melted and then cooled at 0.1 °C / min. strength, impact resistance, and transparency re- Figure 2 shows the DSC results when the samples quirements of these materials and influences biode- were quenched rapidly. gradability. Furthermore, lactic acid, the PLA As seen in Figure 1, glass transition (Tg) occurred monomer, has asymmetrical carbon atoms and thus around 60 °C for all samples. Melting occurred with has optical isomers. The isomeric ratio and molecu- endothermic peaks at 150 °C and 170 °C for lar weight of polymers influence crystallinity and heat Sample b and Sample c/ c', respectively. These resistance, so their roles must be considered during results show that the higher the L ratio, the easier it the formation process. is for crystallization to occur.