Biological Hazards Biological Hazards Are Organisms, Or Substances Produced by Organisms, That Pose a Threat to Human Health
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tag out a Shipyard Hazard Prevention Course
Workshop Objectives At the completion of this workshop it is expected that all trainees will pass a quiz, have the ability to identify energy hazards and follow both OSHA and NAVSEA safety procedures associated with: Electrical Hazards Non-Electrical Energy Hazards Lockout - Tag out 11 OSHA 1915.89 SUBPART F Control of Hazardous Energy -Lock-out/ Tags Plus This CFR allows specific exemptions for shipboard tag-outs when Navy Ship’s Force personnel serve as the lockout/tags-plus coordinator and maintain control of the machinery per the Navy’s Tag Out User Manual (TUM). Note to paragraph (c)(4) of this section: When the Navy ship's force maintains control of the machinery, equipment, or systems on a vessel and has implemented such additional measures it determines are necessary, the provisions of paragraph (c)(4)(ii) of this section shall not apply, provided that the employer complies with the verification procedures in paragraph (g) of this section. Note to paragraph (c)(7) of this section: When the Navy ship's force serves as the lockout/tags-plus coordinator and maintains control of the lockout/tags-plus log, the employer will be in compliance with the requirements in paragraph (c)(7) of this section when coordination between the ship's force and the employer occurs to ensure that applicable lockout/tags-plus procedures are followed and documented. 2 Note to paragraph (e) of this section: When the Navy ship's force shuts down any machinery, equipment, or system, and relieves, disconnects, restrains, or otherwise renders safe all potentially hazardous energy that is connected to the machinery, equipment, or system, the employer will be in compliance with the requirements in paragraph (e) of this section when the employer's authorized employee verifies that the machinery, equipment, or system being serviced has been properly shut down, isolated, and deenergized. -
1. Identification
SAFETY DATA SHEET Issuing Date: 13-Aug-2020 Revision date 13-Aug-2020 Revision Number 1 1. IDENTIFICATION Product Name Tide PODS Spring Meadow Product Identifier 91943772_RET_NG Product Type: Finished Product - Retail Recommended use Detergent. Restrictions on use Use only as directed on label. Synonyms C-91943772-005 Details of the supplier of the safety PROCTER & GAMBLE - Fabric and Home Care Division data sheet Ivorydale Technical Centre 5289 Spring Grove Avenue Cincinnati, Ohio 45217-1087 USA Procter & Gamble Inc. P.O. Box 355, Station A Toronto, ON M5W 1C5 1-800-331-3774 E-mail Address [email protected] Emergency Telephone Transportation (24 HR) CHEMTREC - 1-800-424-9300 (U.S./ Canada) or 1-703-527-3887 Mexico toll free in country: 800-681-9531 2. HAZARD IDENTIFICATION "Consumer Products", as defined by the US Consumer Product Safety Act and which are used as intended (typical consumer duration and frequency), are exempt from the OSHA Hazard Communication Standard (29 CFR 1910.1200). This SDS is being provided as a courtesy to help assist in the safe handling and proper use of the product. This product is classified under 29CFR 1910.1200(d) and the Canadian Hazardous Products Regulation as follows:. Hazard Category Acute toxicity - Oral Category 4 Eye Damage / Irritation Category 2B Signal word Warning Hazard statements Harmful if swallowed Causes eye irritation Hazard pictograms 91943772_RET_NG - Tide PODS Spring Meadow Revision date 13-Aug-2020 Precautionary Statements Keep container tightly closed Keep away from heat/sparks/open flames/hot surfaces. — No smoking Wash hands thoroughly after handling Precautionary Statements - In case of fire: Use water, CO2, dry chemical, or foam for extinction Response IF IN EYES: Rinse cautiously with water for several minutes. -

Acute Incidents During Anaesthesia a Small Percentage of Apparently Routine Anaesthetics Will End in an Anticipated Or Unforeseen Acute Incident
Acute incidents during anaesthesia A small percentage of apparently routine anaesthetics will end in an anticipated or unforeseen acute incident. Edwin W Turton, MB ChB, Dip Pec (SA), DA (SA), MMed Anes, FCA (SA) Head of Cardiothoracic Anaesthesia, Bloemfontein Hospitals Complex, Department of Anaesthesiology, University of the Free State, Bloemfontein Dr Edwin Turton worked as a clinical fellow in cardiac anaesthesia at Glenfield Hospital, Leicester, UK, in 2009. His current fields of interest are adult and paediatric cardiac anaesthesia and peri-operative echocardiography, and focussed assessment through echocardiography in emergency care. Correspondence to: E W Turton ([email protected]) Anaesthesia is uneventful in the majority Although anaesthesia is a very well- • Antibiotics (2.6%) of cases but in a small percentage of controlled and governed discipline, acute • Benzodiazepines (2%) routine and emergency cases there will incidents do occur. Incidents can occur • Opioids (1.7%) be an anticipated or an unforeseen acute during induction, maintenance and • Other agents (e.g. radio contrast media) incident. These incidents need immediate emergence from anaesthesia. (2.5%). theoretical knowledge and clinical skills to be managed effectively and to The following acute critical incidents are Treatment and management prevent further morbidity and mortality. discussed in this article: • Stop administration of all suspected Therefore all providers of anaesthesia, • Anaphylaxis agents. at different levels of experience, should • Aspiration • Call for help. be able to provide basic and advanced • Laryngospasm • Airway must be secured and 100% cardiopulmonary resuscitation (CPR).1 • High or total (complete) spinal blocks in oxygen given, and ensure adequate obstetric anaesthesia. ventilation. The first death associated with an anaesthetic • Intravenous or intramuscular adrenaline was reported in 1848 in the USA. -

Fish and Fishery Products Hazards and Controls Guidance
CHAPTER 14: Pathogenic Bacteria Growth and Toxin Formation as a Result of Inadequate Drying This guidance represents the Food and Drug Administration’s (FDA’s) current thinking on this topic. It does not create or confer any rights for or on any person and does not operate to bind FDA or the public. You can use an alternative approach if the approach satisfies the requirements of the applicable statutes and regulations. If you want to discuss an alternative approach, contact the FDA staff responsible for implementing this guidance. If you cannot identify the appropriate FDA staff, call the telephone number listed on the title page of this guidance. UNDERSTAND THE POTENTIAL HAZARD. expected conditions of storage and distribution. Additionally, finished product package closures Pathogenic bacteria growth and toxin formation should be free of gross defects that could expose in the finished product as a result of inadequate the product to moisture during storage and drying of fishery products can cause consumer distribution. Chapter 18 provides guidance on illness. The primary pathogens of concern are control of container closures. Staphylococcus aureus (S. aureus) and Clostridium Some dried products that are reduced oxygen botulinum (C. botulinum). See Appendix 7 for a packaged (e.g., vacuum packaged, modified description of the public health impacts of atmosphere packaged) are dried only enough these pathogens. to control growth and toxin formation by C. botulinum type E and non-proteolytic types B • Control by Drying and F (i.e., types that will not form toxin with Dried products are usually considered shelf stable a water activity of below 0.97). -

Explain What Water Activity Is and How It Relates to Bacterial Growth
Explain what water activity is and how it relates to bacterial growth. Differentiate between the major types of foodborne illnesses -- infection, intoxication, and toxin-mediated infection. Water in food that is not bound to food molecules can support the growth of bacteria, yeast, and mold. The term water activity (a w) refers to this unbound water. The water activity of a food is not the same thing as its moisture content. Although moist foods are likely to have greater water activity than are dry foods, this is not always so. In fact, a variety of foods may have exactly the same moisture content and yet have quite different water activities. The water activity (a w) of a food is the ratio between the vapor pressure of the food itself, when in a completely undisturbed balance with the surrounding air media, and the vapor pressure of distilled water under identical conditions. A water activity of 0.80 means the vapor pressure is 80 percent of that of pure water. The water activity increases with temperature. The moisture condition of a product can be measured as the equilibrium relative humidity (ERH) expressed in percentage or as the water activity expressed as a decimal. Most foods have a water activity above 0.95 and that will provide sufficient moisture to support the growth of bacteria, yeasts, and mold. The amount of available moisture can be reduced to a point that will inhibit the growth of microorganisms. Water activity values of selected foods Food Water activity Fresh meat and fish .99 Liverwurst .96 Cheese spread .95 Bread .95 Red bean paste .93 Caviar .92 Aged cheddar .85 Fudge sauce .83 Salami .82 Soy sauce .8 Jams and jellies .8 Peanut butter .7 Dried fruit .6 Cookies .3 Instant coffee .2 Predicting Food Spoilage Water activity (a w) has its most useful application in predicting the growth of bacteria, yeast, and mold. -

Personal Protective Equipment Hazard Assessment
WORKER HEALTH AND SAFETY Personal Protective Equipment Hazard Assessment Oregon OSHA Personal Protective Equipment Hazard Assessment About this guide “Personal Protective Equipment Hazard Assessment” is an Oregon OSHA Standards and Technical Resources Section publication. Piracy notice Reprinting, excerpting, or plagiarizing this publication is fine with us as long as it’s not for profit! Please inform Oregon OSHA of your intention as a courtesy. Table of contents What is a PPE hazard assessment ............................................... 2 Why should you do a PPE hazard assessment? .................................. 2 What are Oregon OSHA’s requirements for PPE hazard assessments? ........... 3 Oregon OSHA’s hazard assessment rules ....................................... 3 When is PPE necessary? ........................................................ 4 What types of PPE may be necessary? .......................................... 5 Table 1: Types of PPE ........................................................... 5 How to do a PPE hazard assessment ............................................ 8 Do a baseline survey to identify workplace hazards. 8 Evaluate your employees’ exposures to each hazard identified in the baseline survey ...............................................9 Document your hazard assessment ...................................................10 Do regular workplace inspections ....................................................11 What is a PPE hazard assessment A personal protective equipment (PPE) hazard assessment -

Good Manufacturing Practices and Industry Best Practices for Peanut
GOOD MANUFACTURING PRACTICES AND INDUSTRY BEST PRACTICES FOR PEANUT PRODUCT MANUFACTURERS Revised October 2009 The American Peanut Council 1500 King Street, Suite 301 Alexandria, Virginia _____________________________________________________________ Any reproduction of the information contained in this document requires the express written consent of the American Peanut Council, 1500 King Street, Suite 301, Alexandria, Virginia 22314. Contents DEFINITION OF TERMS .............................................................................................................................. 3 INTRODUCTION ........................................................................................................................................... 5 GOOD MANUFACTURING PRACTICES ................................................................................................... 7 Personnel Practices ....................................................................................................................................... 7 Establishing a Training Program .............................................................................................................. 8 Educate workers on the importance of proper hand washing techniques ................................................. 8 Building and Facilities ................................................................................................................................. 9 Plants and Grounds .................................................................................................................................. -

Permits-To-Work in the Process Industries
SYMPOSIUM SERIES NO. 151 # 2006 IChemE PERMITS-TO-WORK IN THE PROCESS INDUSTRIES John Gould Environmental Resources Management, Suite 8.01, 8 Exchange Quay, Manchester M5 3EJ; [email protected] The paper presents the collective results from a number of Safety Management System audits. The audit protocol is based on the Health and Safety Executive pub- lication ‘Successful health and safety management’ and takes into account formal (written) and informal procedures as well as their implementation. Focused on permit-to-work systems, these have shown a number of common failings. The most common failure in implementing a permit-to-work system is the issue of too many permits. However, the audit protocol considers the whole risk control system. The failure to ‘close’ the management loop with an effective regular review process is the largest obstacle to an effective permit system. INTRODUCTION ‘Permits save lives – give them proper attention’. This is a startling statement made by the Health and Safety Executive (HSE) in its free leaflet IND(G) 98 (Rev 3) PTW systems. The leaflet goes on to state that two thirds of all accidents in the chemical industry are main- tenance related, with the permit-to-work (PTW) failures being the largest single cause. Given these facts, it comes as no surprise that PTW systems are a key part in the provision of a safe working environment. Over the past four years Environmental Resources Management (ERM) has been auditing PTW systems as part of its key risk control systems audits. Numerous systems have been evaluated from a wide rage of industries, covering personal care products man- ufacturing to refinery operations. -

Food Safety/Hazard Analysis and Critical Control Point (HACCP) System
Food Safety/Hazard Analysis and Critical Control Point (HACCP) System History ● Section 111 of the Child Nutrition and WIC Reauthorization Act of 2004 (Public Law 108- 265) amended Section 9(h) of the Richard B. Russell National School Lunch Act by requiring SFAs to implement a food safety program for the preparation and service of school meals served to children in the school year beginning July 1, 2005. The program must be based on HACCP principles and conform to guidance issued by USDA. All SFAs must have had a fully implemented food safety program no later than the end of the 2005- 2006 school year. (Reference USDA Guidance on Developing a School Food Safety Program Based on the Process Approach to HACCP Principles—June 2005). ● HACCP is a systematic approach to construct a food safety program designed to reduce the risk of foodborne hazards by focusing on each step of the food production process— receiving, storing, preparing, cooking, cooling, reheating, holding, assembling, packaging, transporting, and serving. The purpose of a school food safety program is to ensure the delivery of safe foods to children in the school meals program by controlling hazards that may occur or be introduced into foods anywhere along the flow of the food from receiving to service (food flow). ● There are two types of hazards: (1) ones specific to the preparation of the food, such as improper cooking for the specific type of food (beef, chicken, eggs, etc.) and (2) nonspecific ones that affect all foods, such as poor personal hygiene. Specific hazards are controlled by identifying CCPs and implementing measures to control the occurrence or introduction of those hazards. -
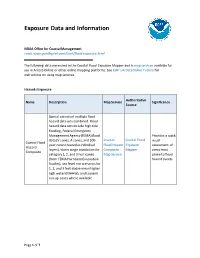
Data and Information
Exposure Data and Information NOAA Office for Coastal Management coast.noaa.gov/digitalcoast/tools/flood-exposure.html The following data were used in the Coastal Flood Exposure Mapper and in map services available for use in ArcGIS Online or other online mapping platforms. See ESRI’s ArcGIS Online Tutorial for instructions on using map services. Hazards Exposure Authoritative Name Description Map Service Significance Source Spatial extents of multiple flood hazard data sets combined. Flood hazard data sets include high tide flooding, Federal Emergency Management Agency (FEMA) flood Provides a quick data (V zones, A zones, and 500- Coastal Coastal Flood visual Coastal Flood year zones treated as individual Flood Hazard Exposure assessment of Hazard layers), storm surge inundation for Composite Mapper areas most Composite category 1, 2, and 3 hurricanes Map Service prone to flood (from FEMA Hurricane Evacuation hazard events. Studies), sea level rise scenarios for 1, 2, and 3 feet above mean higher high water (MHHW), and tsunami run-up zones where available. Page 1 of 7 Authoritative Name Description Map Service Significance Source Areas that flood when coastal flood warning thresholds are exceeded. Derived from the flood frequency layer within the Sea Level Rise and Coastal Flooding Impacts Viewer. High Tide Sea Level Rise Areas subject to High Tide Flooding Viewer high tide Flooding For islands in the Caribbean and Map Service flooding. Pacific, the high tide flooding zones were mapped based on statistical analysis of water level observations at tidal stations in those areas. Digital FEMA flood data. The data represent the digital riverine and coastal flood zones available as of FEMA Flood FEMA’s Map FEMA Flood Areas at risk October 2017 and are a Zones Map Service Center Zones from flooding. -

Guide to Developing the Safety Risk Management Component of a Public Transportation Agency Safety Plan
Guide to Developing the Safety Risk Management Component of a Public Transportation Agency Safety Plan Overview The Public Transportation Agency Safety Plan (PTASP) regulation (49 C.F.R. Part 673) requires certain operators of public transportation systems that are recipients or subrecipients of FTA grant funds to develop Agency Safety Plans (ASP) including the processes and procedures necessary for implementing Safety Management Systems (SMS). Safety Risk Management (SRM) is one of the four SMS components. Each eligible transit operator must have an approved ASP meeting the regulation requirements by July 20, 2020. Safety Risk Management The SRM process requires understanding the differences between hazards, events, and potential consequences. SRM is an essential process within a transit The Sample SRM Definitions Checklist can support agencies agency’s SMS for identifying hazards and analyzing, as- with understanding and distinguishing between these sessing, and mitigating safety risk. Key terms, as de- terms when considering safety concerns and to help ad- fined in Part 673, include: dress Part 673 requirements while developing the SRM • Event–any accident, incident, or occurrence. section of their ASP. • Hazard–any real or potential condition that can cause injury, illness, or death; damage to or loss of the facilities, equipment, rolling stock, or infra- structure of a public transportation system; or damage to the environment. • Risk–composite of predicted severity and likeli- hood of the potential effect of a hazard. • Risk Mitigation–method(s) to eliminate or re- duce the effects of hazards. Sample SRM Definitions Checklist The following is not defined in Part 673. However, transit Part 673 requires transit agencies to develop and imple- agencies may choose to derive a definition from other text ment an SRM process for all elements of its public provided in Part 673, such as: transportation system. -

Generic Haccp Model for Poultry Slaughter
GENERIC HACCP MODEL FOR POULTRY SLAUGHTER Developed: June 18-20, 1996 Kansas City, Missouri Submitted to USDA, Food Safety and Inspection Service by the International Meat and Poultry HACCP Alliance on September 9, 1996 Poultry Slaughter Model TABLE OF CONTENTS SECTION PAGE Introduction ............................................................................. 2 Seven Principles of HACCP.......................................................... 3 Specifics About this Generic Model ................................................. 4 Using this Generic Model to Develop and Implement a HACCP Program ..... 6 Process Category Description......................................................... 9 Product Categories and Ingredients..................................................10 Flow Chart .............................................................................11 Hazard Analysis Worksheet ..........................................................17 HACCP Worksheet ....................................................................23 Examples of Record-Keeping Forms ................................................32 Appendix 1 (21 CFR Part 110).......................................................39 Appendix 2 (Process Categories).....................................................49 Appendix 3 (Overview of Hazards) ..................................................51 Appendix 4 (NACMCF Decision Tree) ............................................. 53 Appendix 5 (References) .............................................................