Press Release
Individually controlled demolding of five internal threads proceeds quickly and gently with high precision
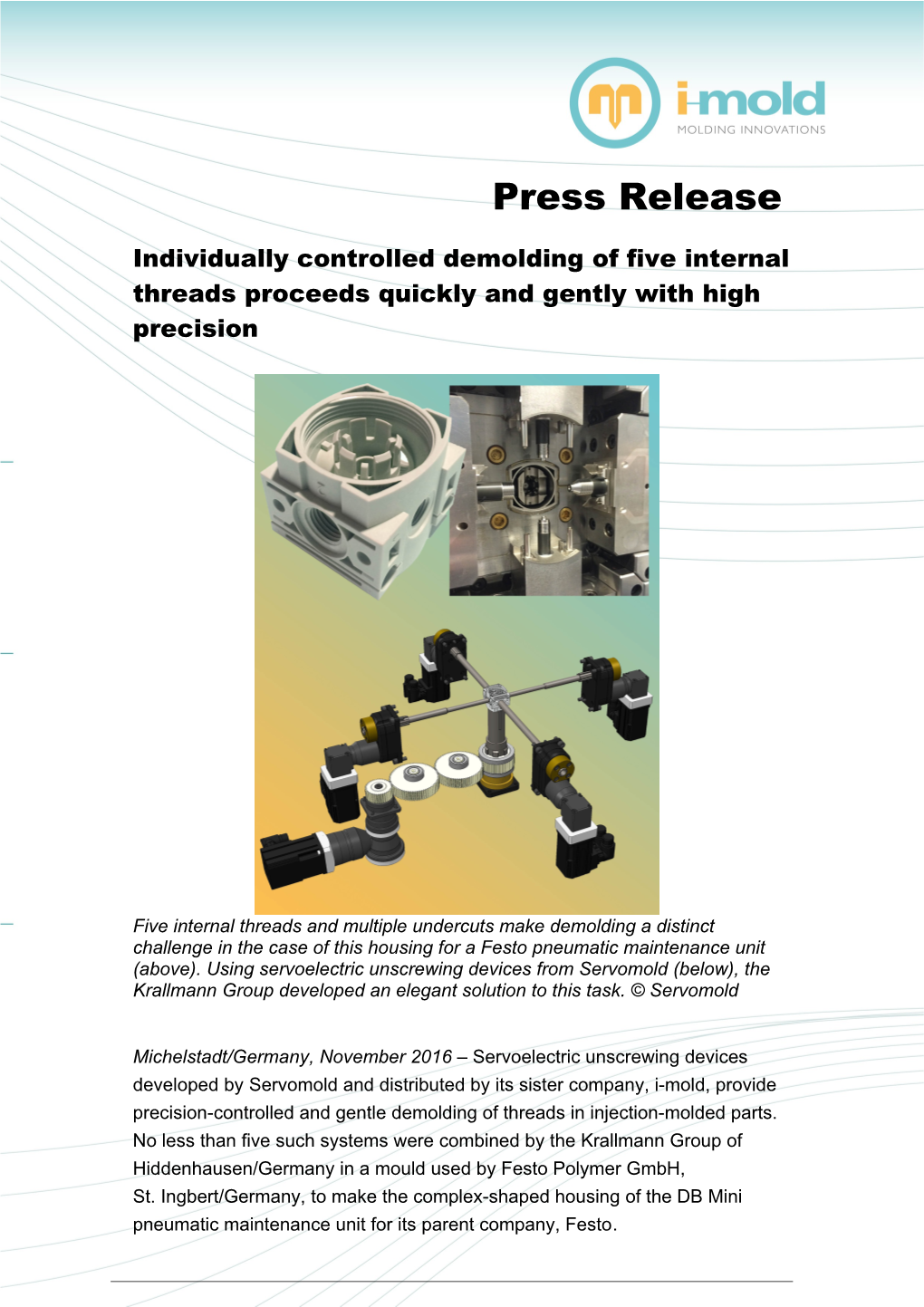
Five internal threads and multiple undercuts make demolding a distinct challenge in the case of this housing for a Festo pneumatic maintenance unit (above). Using servoelectric unscrewing devices from Servomold (below), the Krallmann Group developed an elegant solution to this task. © Servomold
Michelstadt/Germany, November 2016 – Servoelectric unscrewing devices developed by Servomold and distributed by its sister company, i-mold, provide precision-controlled and gentle demolding of threads in injection-molded parts. No less than five such systems were combined by the Krallmann Group of Hiddenhausen/Germany in a mould used by Festo Polymer GmbH, St. Ingbert/Germany, to make the complex-shaped housing of the DB Mini pneumatic maintenance unit for its parent company, Festo. Page 2 of the i-mold Press Release: Individually controlled demolding of five internal threads proceeeds quickly and gently with high precision
Hendrik Sanio, project manager at Krallmann, quotes several reasons why servoelectric unscrewing devices were preferred in this application over their conventional, hydraulically operated counterparts. "They enable us to control the individual motions of each core with high precision. The respective unscrewing torques can be individually monitored and controlled, and the threads, varying in depth, can be demolded at the optimum speed in each case. The servoelectric motor unit requires less mounting space and yields shorter cycle times than a hydraulic solution. Moreover, the risk of soiling due to oil leaks is eliminated."
Festo Polymer produces the cube-shaped housing having an edge length of approx. 40 mm from a high-modulus, high-strength glass fiber reinforced polyamide (PA66-GF50). The molding comprises five female threads having diameters of ⅛", ¼" and 36 mm, respectively, and measuring between 12 and 22 mm in length. In line with the positions of these threads, four of the associated unscrewing spindles are arranged at 90-deg. angles to each other, in parallel to the parting surface, on the ejector side of the single-cavity mould. A fifth spindle moves parallel to the ejector set in the central machine axis.
Servomold selected and sized the five unscrewing devices to match the appropriate torques (T), which were found to range from 6 to 33 Nm in a series of in-house trials. Accordingly, the mold is now equipped with four units of the smallest available standard type SAEW040-050-12-0055 device (T up to 23 Nm) for the ⅛" and ¼" threads plus one SWZ070-16-0207 type (T up to 75 Nm) angular ("cogwheel" type) servo drive for the large metric thread. Control is provided by a mobile SRS-8.6 rack-type servo controller capable of managing up to 6 servo motors. This controller adapts the speed of each spindle individually, so that, as the five liquid-cooled thread cores are screwed in, all will reach their respective limit positions simultaneously. The SRS also performs continuous torque monitoring of each servo unit and outputs appropriate signals when preset threshold values are reached.
The servo motors are equipped with resolver-type position encoders whose zero positions are individually referenced on the clamped and preheated mold in each case. Stefan Bernhard, managing director of Servomold, explains: "We like to use resolvers to protect the mold from damage during closing, for in everyday operation the molding machine controller will issue a start clearance only when the SRS unit reports that these reference points are reached." As a further safety aspect, Mr. Bernhard mentions the fact that servoelectric
i-mold GmbH & Co. KG, Relystraße 29 a, D-64720 Michelstadt / Germany Phone: +49(0) 60 61/9 65 64-0; Fax: +49(0) 60 61/9 65 64-33, [email protected], www.i-mold.de Page 3 of the i-mold Press Release: Individually controlled demolding of five internal threads proceeeds quickly and gently with high precision systems support continuous force monitoring, which allows incipient mold damage to be detected at an early stage when low-cost troubleshooting options are often still available.
Dr. Jan Oliver Hauch, head of Project Transfer of Polymer Innovation at Festo Polymer, confirms the decision taken jointly with Krallmann. "Given the low space demand of these systems, the mould itself is of fairly small dimensions. We can therefore use it on a very energy-efficient Arburg Allrounder 570 S e² 2000-400 with a 570 x 570 mm tie-bar spacing. In fact, it has been in day-to- day operation on this machine since early 2015. There have been no problems whatsoever with the servoelectric unscrewing devices from Servomold to this day. And since this manufacturer relies mainly on standardized components, we anticipate that a reliable spare part supply will be ensured in the future."
The Krallmann Group is a leading supplier of tailor-made complete solutions in the field of plastics processing and moldmaking. Established in 1969, the company has around 150 employees working at its Hiddenhausen site.
Festo AG & Co KG is headquartered at Esslingen. In 2015, the company generated sales of around EUR 2.64 billion with pneumatic and electrical automation technology for factory and process automation applications. Festo Polymer GmbH, based at St. Ingbert in the federal state of Saarland, serves as Festo Group's supplier of plastic and rubber parts, with an output in 2015 amounting to approx. 55 million items. i-mold GmbH & Co. KG of Michelstadt is an experienced partner to moldmakers serving the plastic injection molding industry. Servomold is the collective name for the growing number of i-mold's standardized solutions for accomplishing servoelectric - and hence, clean and space-saving - rotary and linear movements in injection moulds. Applications range from individual threads in engineering plastic moldings through linear slider and core-pulling motions, to multi-cavity molds for closure caps. In addition, i-mold's portfolio comprises tunnel gate inserts and hot runner solutions by Volastic and Heatlock, as well as mold accessories and all-round services associated with injection molding.
Further information: Thomas Meister, i-mold GmbH & Co. KG Relystraße 29 a, D-64720 Michelstadt / Germany Phone +49(0) 60 61/9 65 64-0, Fax: +49(0) 60 61/9 65 64-33 [email protected], www.i-mold.de Editorial contact and voucher copies: Dr.-Ing. Jörg Wolters, KONSENS Public Relations GmbH & Co. KG, Hans-Kudlich-Straße 25, D-64823 Groß-Umstadt / Germany Phone +49(0) 60 78/93 63-13, Fax: +49(0) 60 78/93 63-20 [email protected]
Dear Colleagues, the text of this press release in MS-Word format, as well as the illustration in print-quality resolution, are available for download at:
i-mold GmbH & Co. KG, Relystraße 29 a, D-64720 Michelstadt / Germany Phone: +49(0) 60 61/9 65 64-0; Fax: +49(0) 60 61/9 65 64-33, [email protected], www.i-mold.de Page 4 of the i-mold Press Release: Individually controlled demolding of five internal threads proceeeds quickly and gently with high precision
http://www.konsens.de/i-mold.html
i-mold GmbH & Co. KG, Relystraße 29 a, D-64720 Michelstadt / Germany Phone: +49(0) 60 61/9 65 64-0; Fax: +49(0) 60 61/9 65 64-33, [email protected], www.i-mold.de